Micro-mechanical cutting technology has attracted more attention in the past decades in micro-manufacturing due to the increase in demand for mechanical components with micro-features. A number of studies by Masuzawa [
1], Dornfeld et al. [
2], Chae et al. [
3], and Balázs et al. [
4] have been reported in the discussion of potential applications and challenges for the development of micro-mechanical cutting technology [
1,
2,
3,
4]. Micro-tool condition monitoring plays a vital role in maintaining the reliability and efficiency of the system in industry applications because of the weakness of micro-tools compared to their conventional counterparts. Tool condition monitoring uses signal features to identify the tool wear or breakage condition indirectly during cutting. A system, in general, includes a sensing module, a feature generation and selection module, and a classifier module. A number of studies that focused on conventional cutting tool condition monitoring have been reported over the past 40 years [
5,
6,
7,
8,
9,
10,
11,
12]; however, work related to micro-tool condition monitoring is still in the developing stages. Byrne et al. [
5], Dimla et al. [
6], and Rehorn et al. [
7] reviewed the development of tool condition monitoring technology before Industry 4.0 was promoted around the world. In the past five years, Hopkins et al. [
8], Nath et al. [
9], Wong et al. [
10], Serin et al. [
11], and Kuntoğlu et al. [
12] have also reviewed the development of tool condition monitoring technologies, focusing more on the application of deep learning algorithms. Kuntoğlu et al. [
13] focused on a review of the features of various sensors and their applications in machining processes. Indirect sensing technologies, such as power, cutting force, vibration, and acoustic emission (AE) signals are considered as the candidates for detecting micro-tool condition based on the knowledge accumulated from the conventional cutting tool condition monitoring research [
6]. Acoustic emission sensors attract considerable attention for tool condition monitoring in micro-cutting because of its high-frequency characteristics and the generation from the dislocation motion in the material [
14,
15,
16]. In the early stages of application of AE signals to tool condition monitoring, Emel et al. [
14] studied and confirmed the feasibility of applying AE signals to monitor tool wear in turning. In 2002, Lee et al. [
15] used AE signals to explore the grain orientation and grain boundary effect in the precision cutting process. This study confirmed that, due to its high signal-to-noise ratio at very low depths of cut, AE is a leading sensing technology for monitoring precision machining processes. In the same year, Li [
16] also reviewed the application of AE signals to monitor tool condition in turning. Griffin et al. [
17] reported the use of AE signals to control the dimension deviations and prediction of surface roughness in the micro-machining of THz waveguides. In the development of the tool wear monitoring system, a stable sensor installation with reliable signals sensitive to tool wear change is a crucial issue for developing a reliable tool wear monitoring system. In general, the closer the sensors are installed to the cutting point, the more reliable are the AE signals that can be received for detecting tool wear change. Moreover, the increase in the path or interface for the AE signal transmission will reduce the signal energy significantly. Therefore, a number of researches have focused on the signals obtained from AE sensors installed on the workpiece in conventional or micro-milling/drilling processes [
18,
19,
20,
21,
22,
23,
24,
25,
26], or the tool holder in the turning process [
27,
28]. For tool wear monitoring in conventional cutting, Klocke et al. [
18] used AE signals obtained from sensors attached to the workpiece to separate the different cutting-edge engagements or different wear conditions of the drilling tools in step drilling. The k-means algorithm was used to classify different conditions. Hu et al. [
19] also installed the AE sensor on the workpiece to collect AE signals to monitor four states of tool wear conditions in the milling of titanium alloy Ti-6Al-4V under MQL conditions. Support vector machine (SVM) integrated with linear discriminant analysis was adopted as the classifier. In 2021, Twardowski et al. [
20] reported the use of workpiece AE signals to monitor flank wear in the milling of an aluminum-ceramic composite containing 10% SiC. A decision tree was adopted in this study to identify the tool condition. For tool wear monitoring in micro-machining, Tansel et al. [
21] reported the use of AE signals to estimate the tool wear and breakage in micro-end-milling. Jemielniak and Arrazola [
22] presented a study of applying the workpiece AE and cutting force signals to tool condition monitoring in the micro-milling of cold-work tool steel. The results revealed the strong influence of tool wear on acoustic emission signals. Kang et al. [
23] presented results showing that acoustic emission (AE) signals acquired from a workpiece jig have para-metric features from 400 kHz to 600 kHz for variable machining conditions in micro-lens machining with a 200 μm diameter ball end mill. Malekiana et al. [
24] reported the study of applying sensors including vibration, cutting force, and workpiece AE signals to the monitoring of tool wear in micro-milling, along with neuro-fuzzy algorithms. The results suggest that the fusion of three sensors provides a better classification rate than adopting only one sensor. Feng et al. [
25] investigated the grinding force, system vibration, workpiece AE signals, and spindle load for tool wear monitoring in the micro-end grinding of ceramic materials. The results suggest that the combination of workpiece vibration and grinding force provides a better solution than AE signals. Prakash and Kanthababu [
26] presented a study on tool condition monitoring using workpiece AE signals in the micro-end-milling of different materials including aluminum, copper, and steel alloys. A strong relationship between the tool wear (flank wear) and acoustic emission (AE
RMS) signals could be observed in this study. For tool wear monitoring in the turning process, Segreto et al. [
27] presented work on tool wear estimation during the turning of Inconel 718 by the fusion of cutting force, AE, and vibration signal features along with artificial-neural-network-based machine learning paradigms. Chacon et al. [
28] studied various AE signal features to predict flank tool wear in turning. For the tool wear monitoring in turning, an AE sensor installed on the tool holder will not interrupt the normal operation procedure and could be applied to the production line. However, an AE sensor with a cable installed on the workpiece for the milling/drilling process is not a good solution for industry applications. A tool wear monitoring system developed based on AE signals obtained from locations other than the workpiece in general cannot provide the same performance as AE signals obtained from locations on the workpiece. Therefore, how to find a proper location for AE installation and also improve the tool wear monitoring performance in micro-milling plays an important role to implement an AE-based tool wear monitoring system on the production line. In the conventional milling process, an AE sensor installed on the spindle, in general, could not provide enough signal features with respect to tool wear due to the signal being easily contaminated by the high-level AE energy generated by the spindle bearing. However, an AE sensor on the spindle housing might provide a practical solution in the production line due to the lower loading and AE signal generated from the bearing in micro milling, although the long and complex transmission path from the tool point to the sensor location still makes it more challenging to develop a reliable tool wear monitoring system compared to using AE signals collected from sensors on the workpiece.
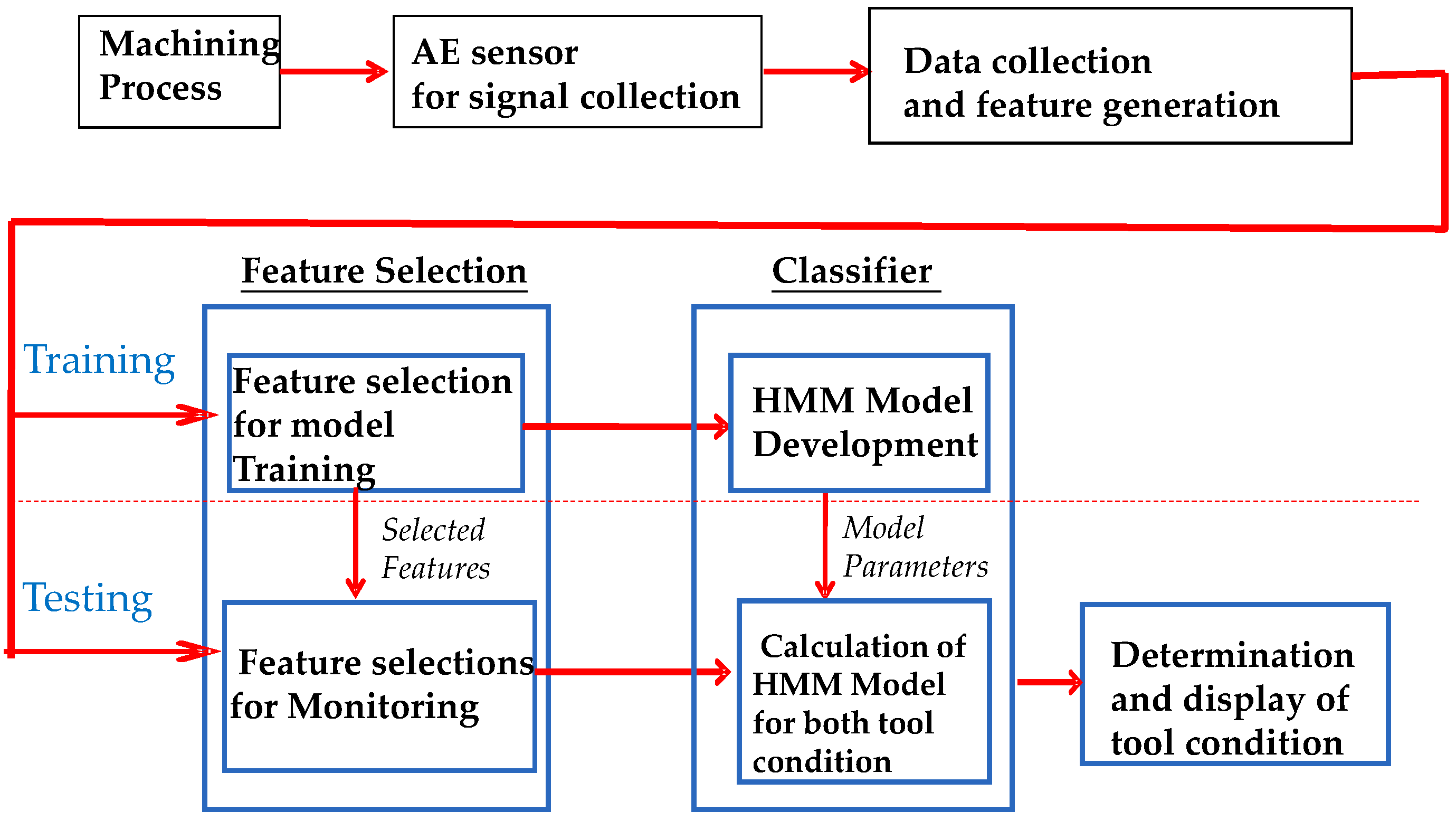
To evaluate the effect of AE sensor location on tool wear monitoring performance, reduce the amount of data for model training, and increase the reliability of the monitoring system in micro-milling, a sensor integrated with feature selection algorithms and the classifier design is necessary. A number of classifiers were reported for conventional tool condition monitoring systems in a number of review papers [
5,
6,
7,
8,
9,
10,
11,
12,
13]. The hidden Markov model (HMM) is one of the classifiers generally used in tool condition monitoring systems. By properly assigning the observation sequences in the HMM model development, it provides the potential to consider the feature variation over the time domain or other feature space and reduce the noise effect on the system to improve the system reliability. A number of sensors have been reported in the application of HMM to tool condition monitoring for conventional sizes of tool in metal cutting, including the accelerometer [
29,
30], dynamometer [
31,
32,
33,
34], AE sensors [
35], and multi-sensor integration [
30,
32]. Vallejo [
29] monitored the cutting tool-wear condition in a milling process by using a continuous HMM and an accelerometer mounted to the fixture of the workpiece. The result demonstrates that the HMM classifier was capable of detecting the cutting tool condition within large variations in spindle speed and feed rate, with an accuracy of 84.19%. Kang et al. [
30] proposed a method to identify three tool wear states with vibration signals and cutting force, along with a classifier design based on discrete hidden Markov models (DHMMs). The results suggest that the proposed method is effective for tool wear recognition and failure prediction. Baruah and Chinnam [
31] presented a method for employing hidden Markov models (HMMs) and a Kistler 9257B dynamometer to identify the state of the cutting tool as well as facilitate estimation of the remaining useful life in the drilling process. Ertunc et al. [
32] presented a study for the on-line identification of tool wear based on the measurement of cutting forces and power signals. The HMM is the selected classifier model in this study. Zhu et al. [
33] proposed a multi-category classification approach, with continuous HMMs and cutting force features, for tool flank wear state identification in micro-milling. Averages of 92.5% and 90.5% could be achieved in this study for the micro-milling of copper and steel, respectively. Li and Liu [
34] proposed an improved HMM along with cutting force to describe the tool wear process under switching cutting conditions in micro-milling. Ray et al. [
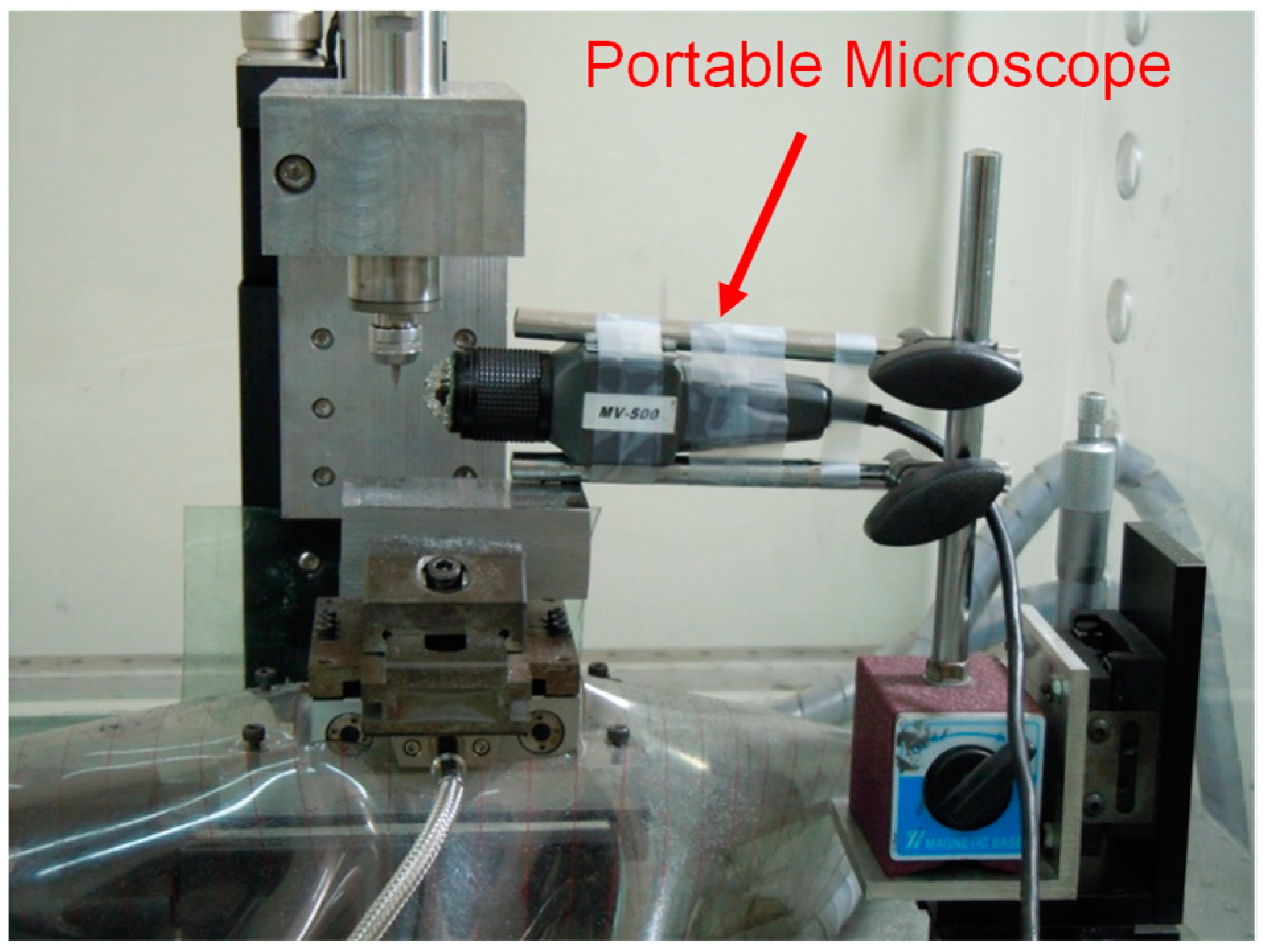
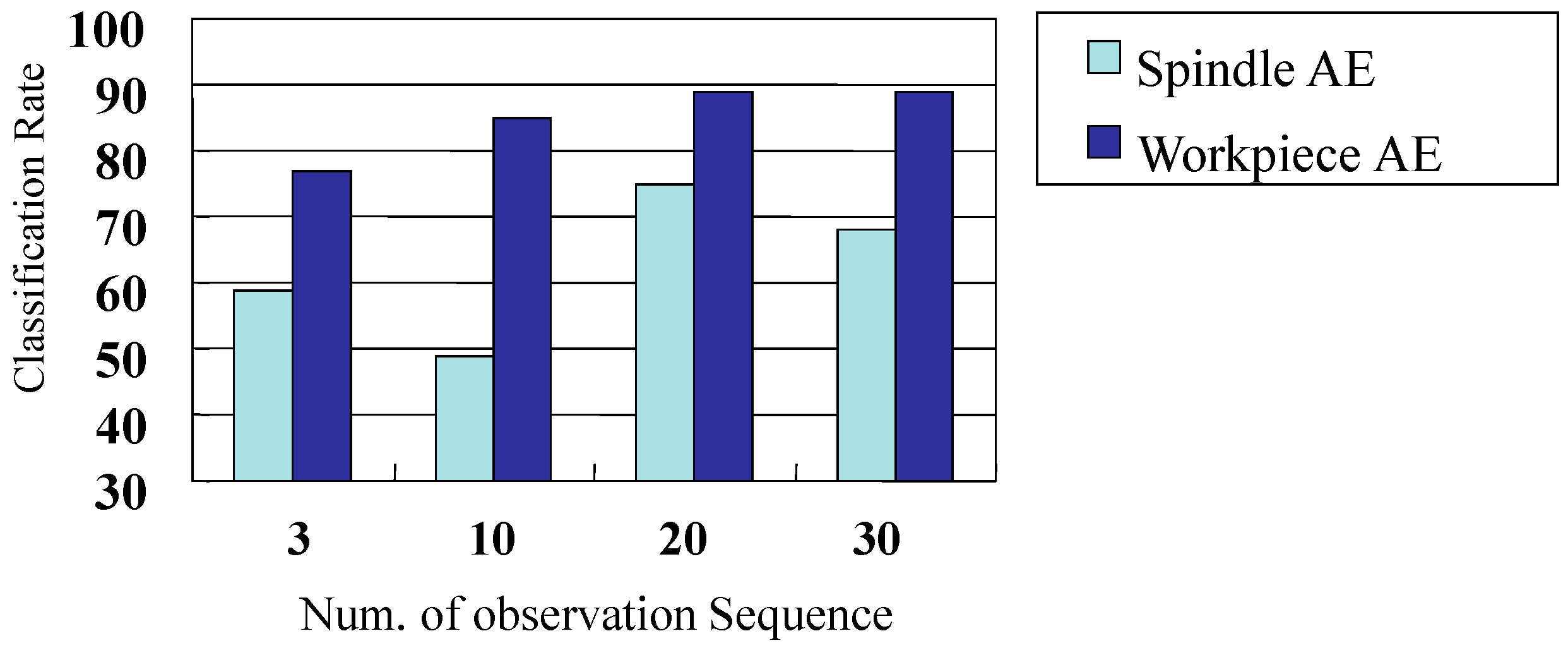
35] reported the use of hidden Markov models (HMMs) along with in-process recorded workpiece acoustic emission (AE) data, to probabilistically classify a tool’s current wear state, its likely future state, and to detect potential damage during ball-nosed milling of Titanium-5Al-5Mo-5V-3Cr. However, no study has been reported for studying the location effect by comparing AE signals obtained simultaneously from the workpiece to those obtained from the spindle area in micro-milling. In this study, to solve the problem of transferring the developed tool wear monitoring system with AE signals on the workpiece to the production line in micro-milling, AE signals collected from the AE sensor installed on a fixture clamped on the spindle housing were analyzed and compared to the signals obtained from the AE sensor installed on the workpiece. At the same time, due to the significant variation in signal distribution over frequency for various time spans in a single cutting pass, a hidden Markov model (HMM) was adopted as a classifier for identifying the tool wear condition based on the retrieved AE signals from both sensors to verify the effect of sensor location on the monitoring system in micro-milling. For collecting the signal for system analysis and development, an experiment was implemented with a 700 μm diameter micro-mill and an SK2 workpiece. The AE signals were collected by both AE sensors simultaneously. The frequency-domain features that closely correlated to the tool wear change were selected by the class mean scatter criteria for both AE signals. To evaluate the performance of a tool wear monitoring system based on spindle AE signals, the HMM-based classifiers were developed by AE signal features collected from sensors on the workpiece and spindle. For classifier design, the effect of system parameters on its performance was also analyzed.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
