
Improvement of Cooling Effect and Dimensional Accuracy of Wire and Arc Additive Manufactured Magnesium Alloy by Active-Cooling-Based Contacting Copper Blocks


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials Used
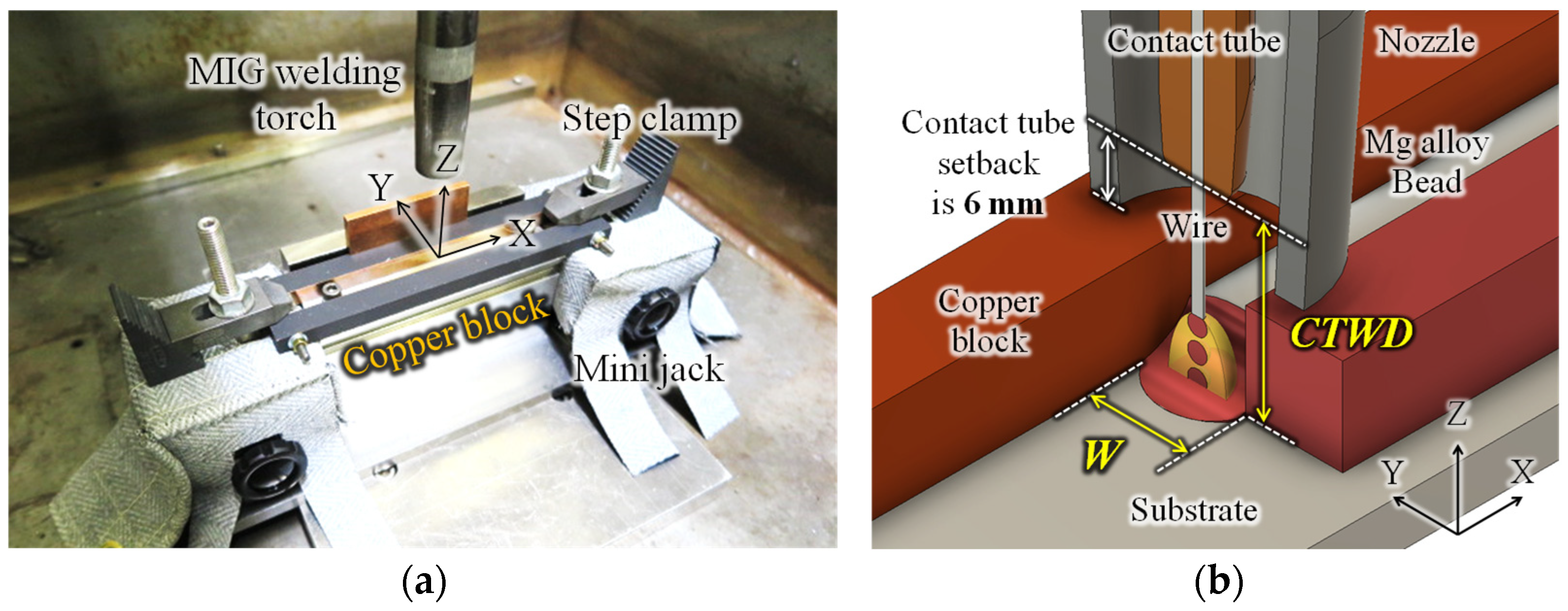
2.2. WAAM System
2.3. Fabrication Process
2.4. Processing Parameters
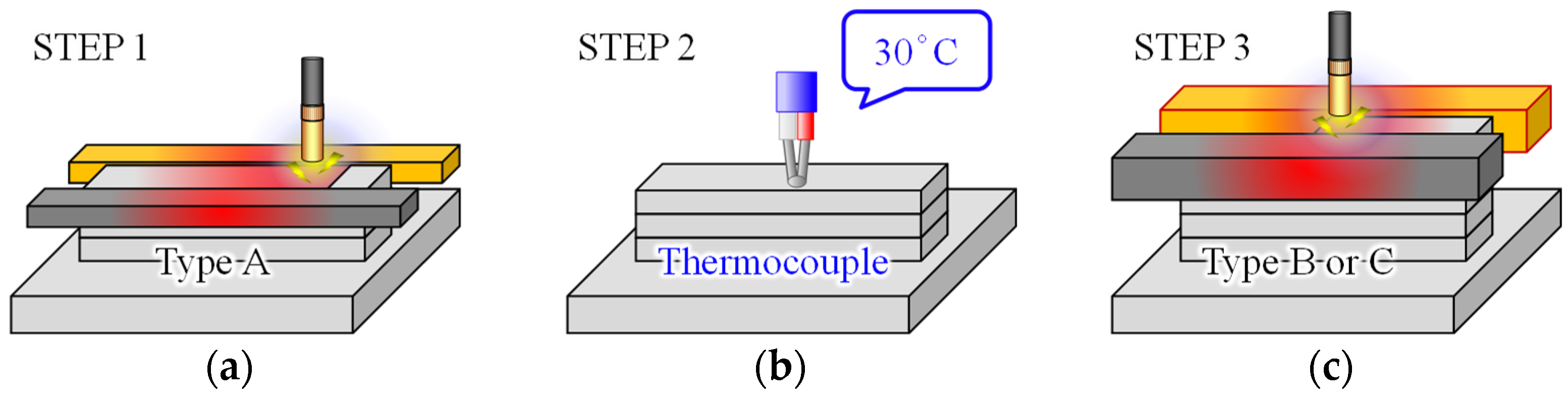
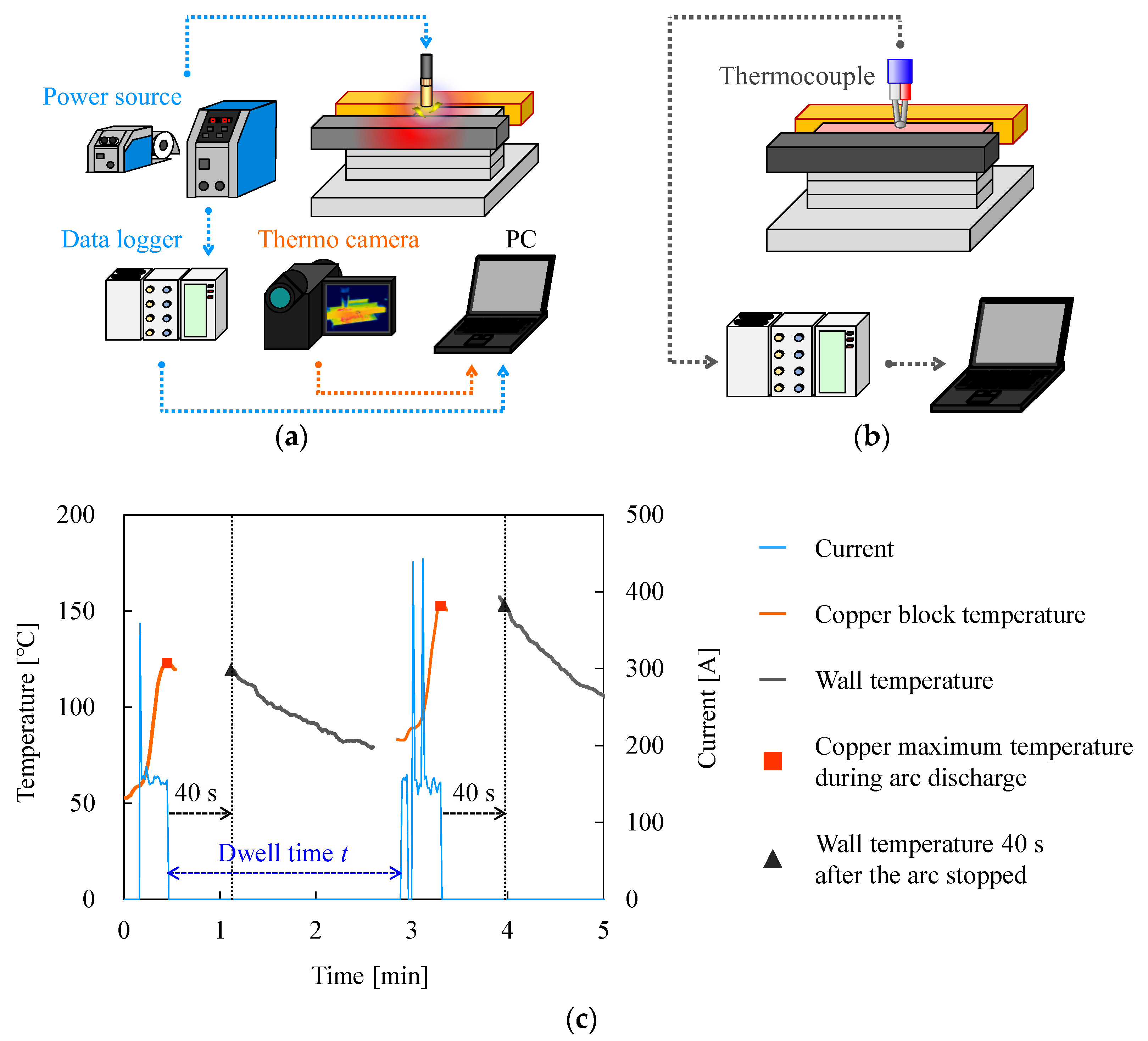
2.5. Measurement and Evaluation of Temperature History of Fabricated Walls and Copper Blocks
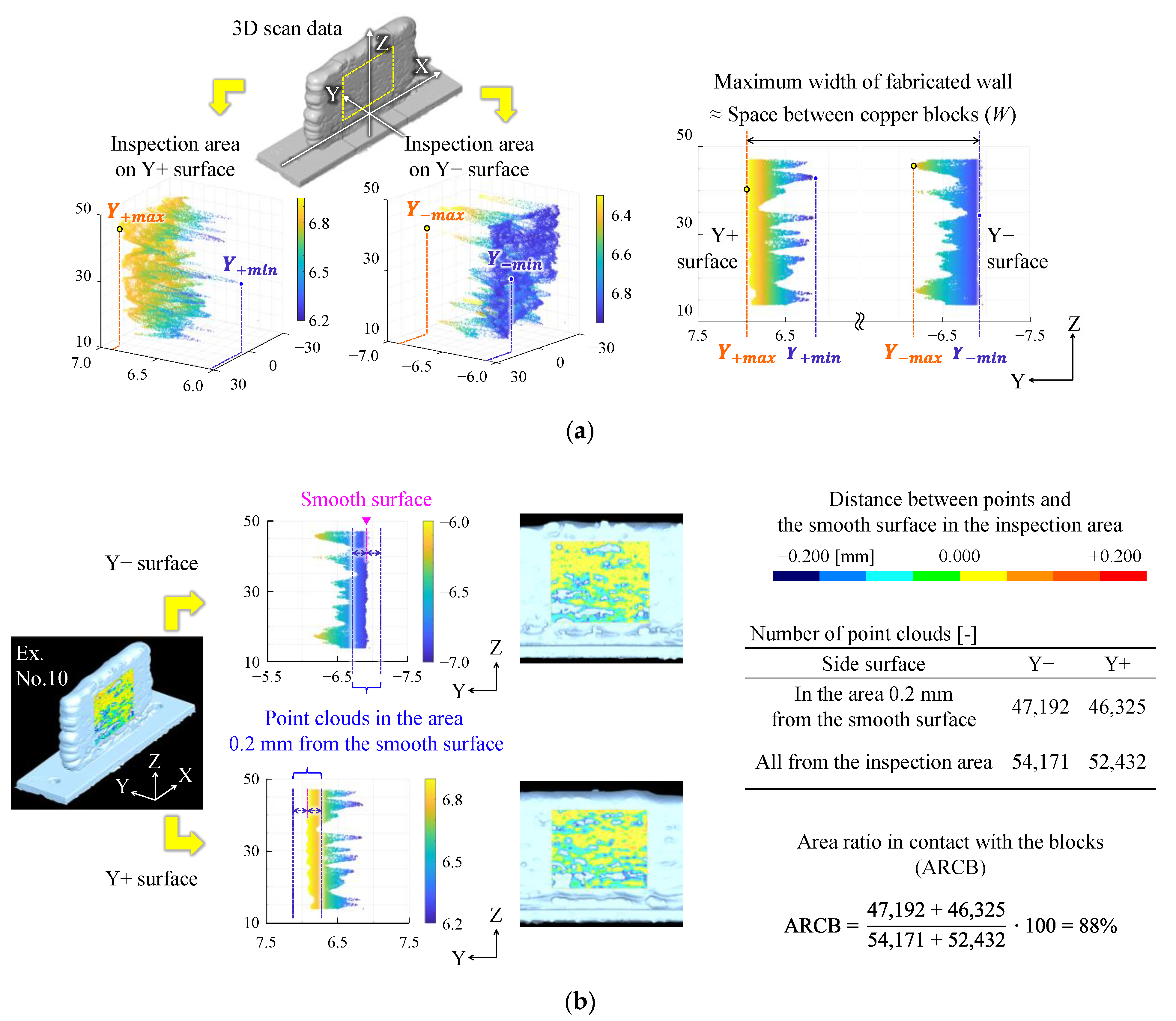
2.6. Measurement and Evaluation of Dimensional Accuracy
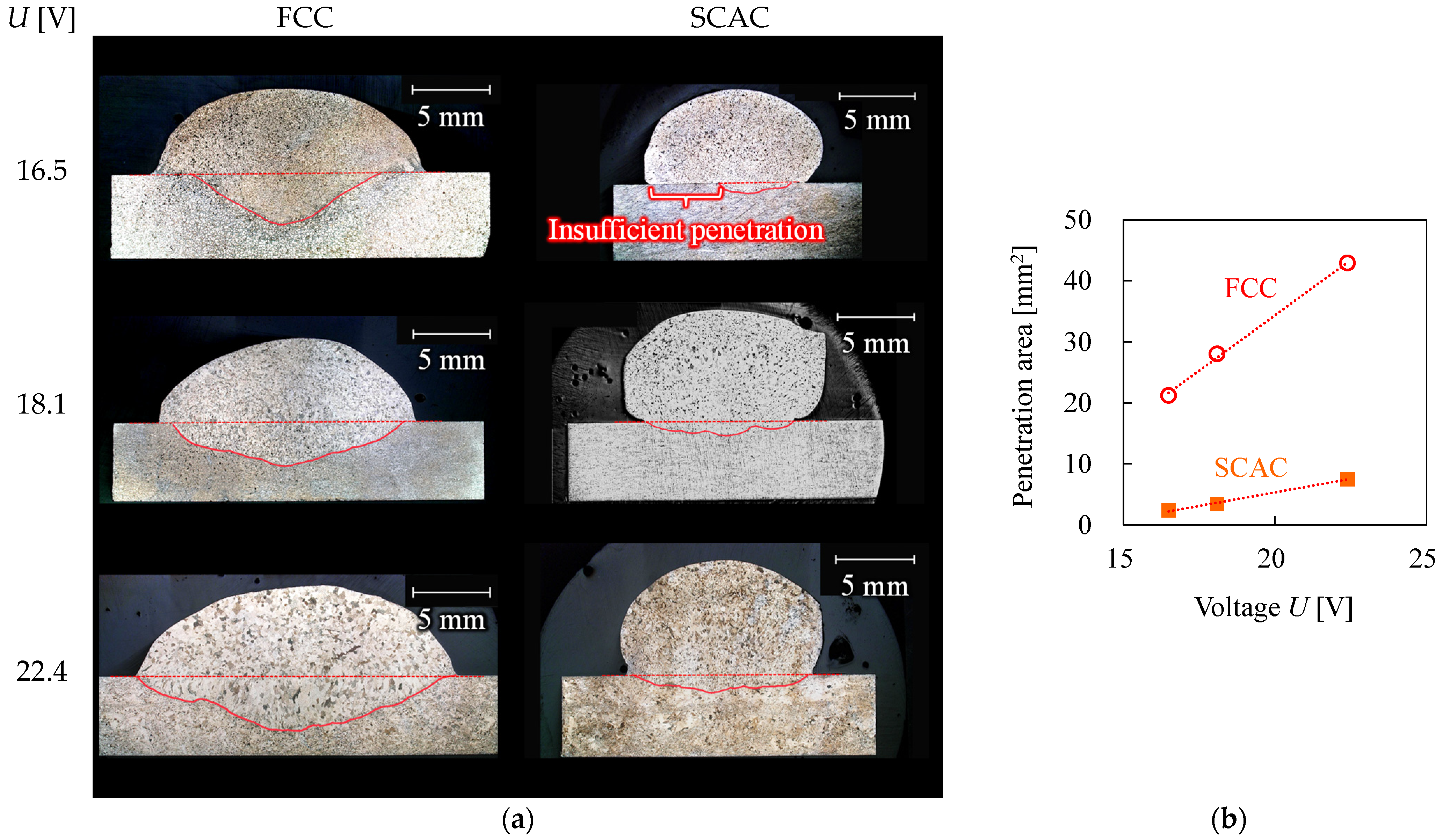
2.7. Measurement of Penetration Area of AZ31 Bead
3. Results and Discussion
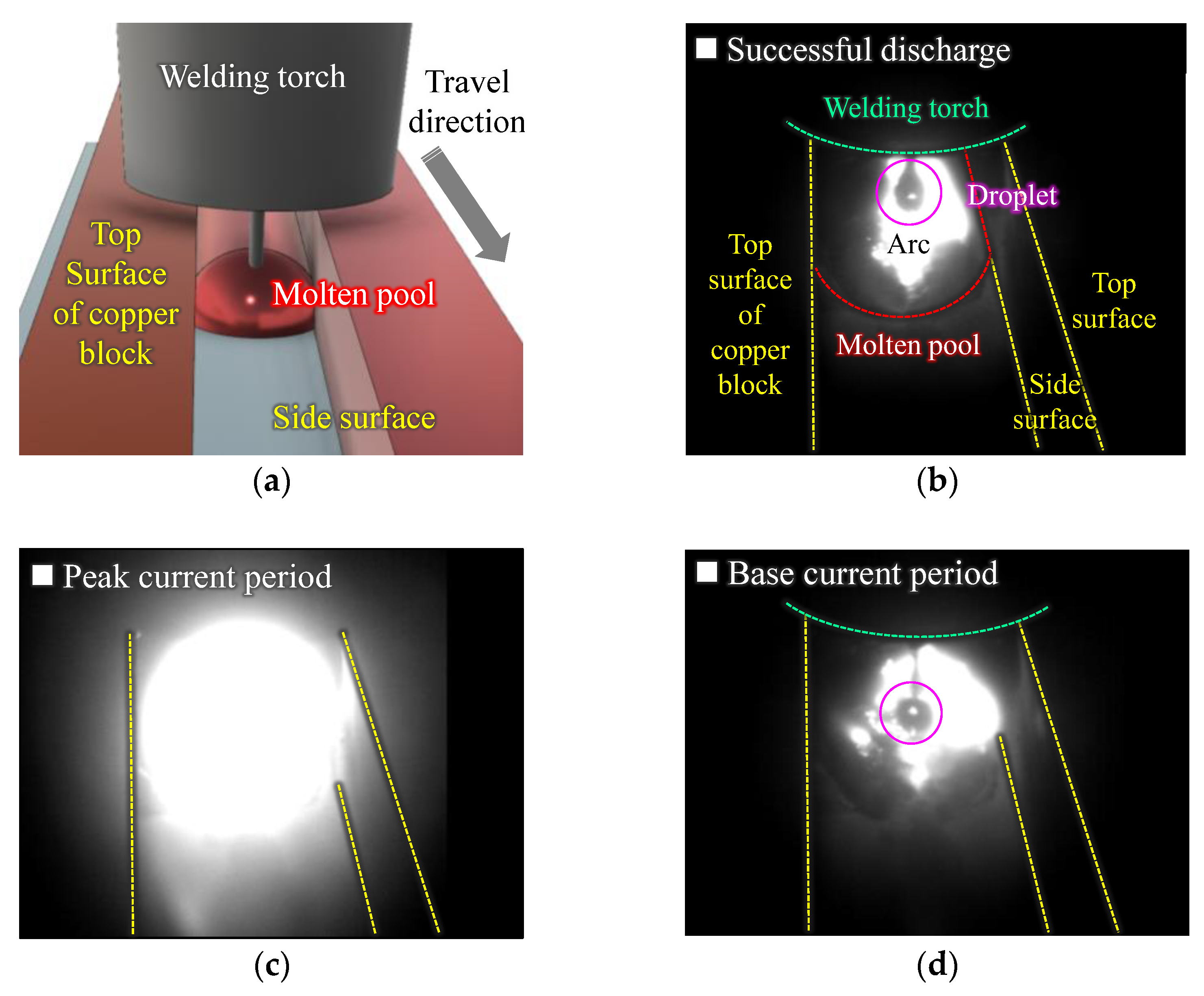
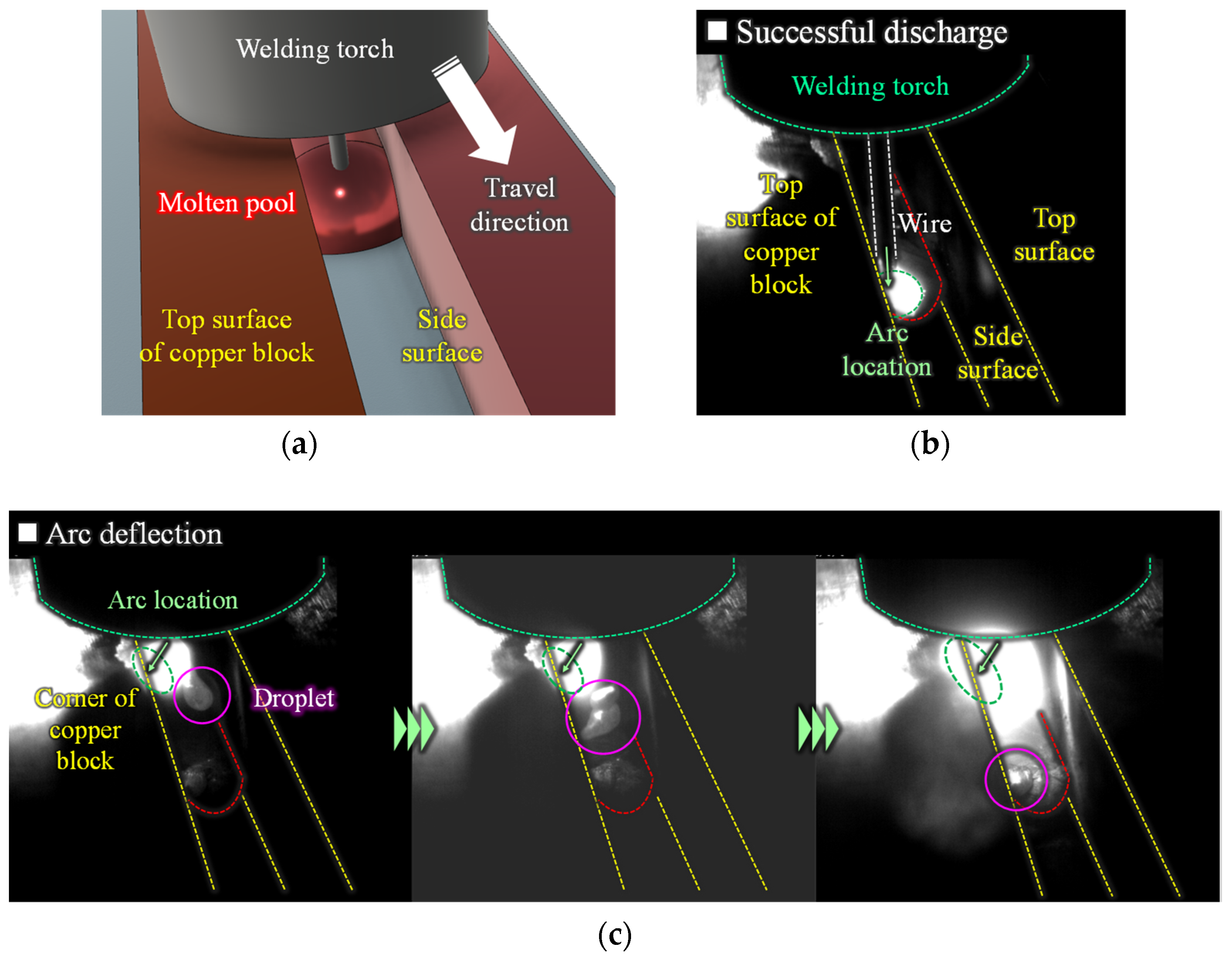
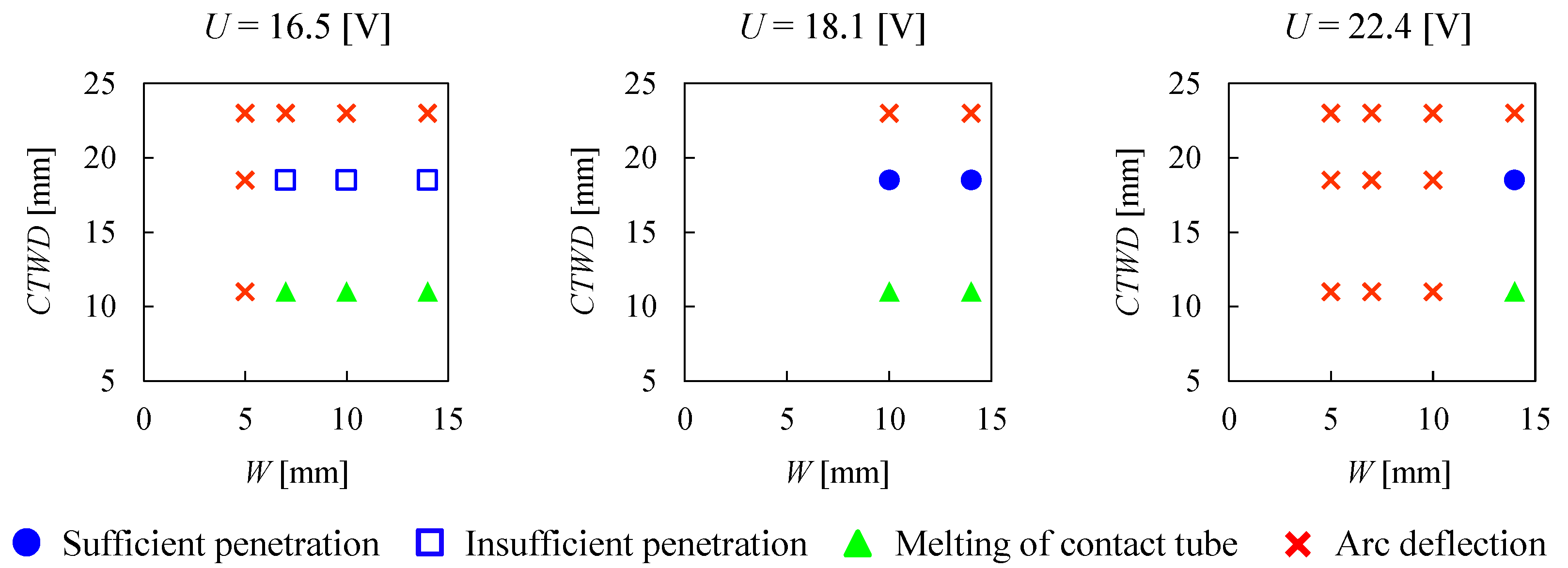
3.1. Effects of the Copper Blocks on Arc Deflection and Bead Formation
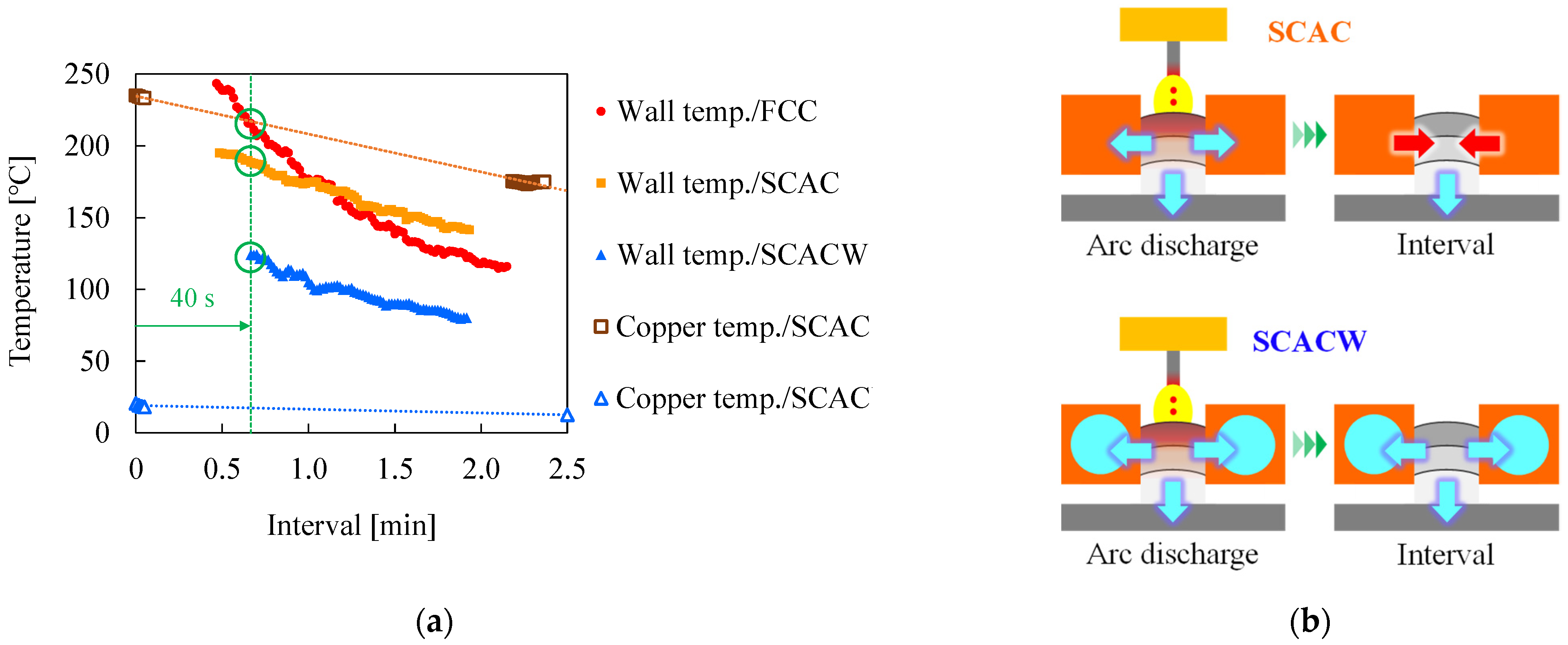
3.2. Temperature of Fabricated Wall and Copper Block
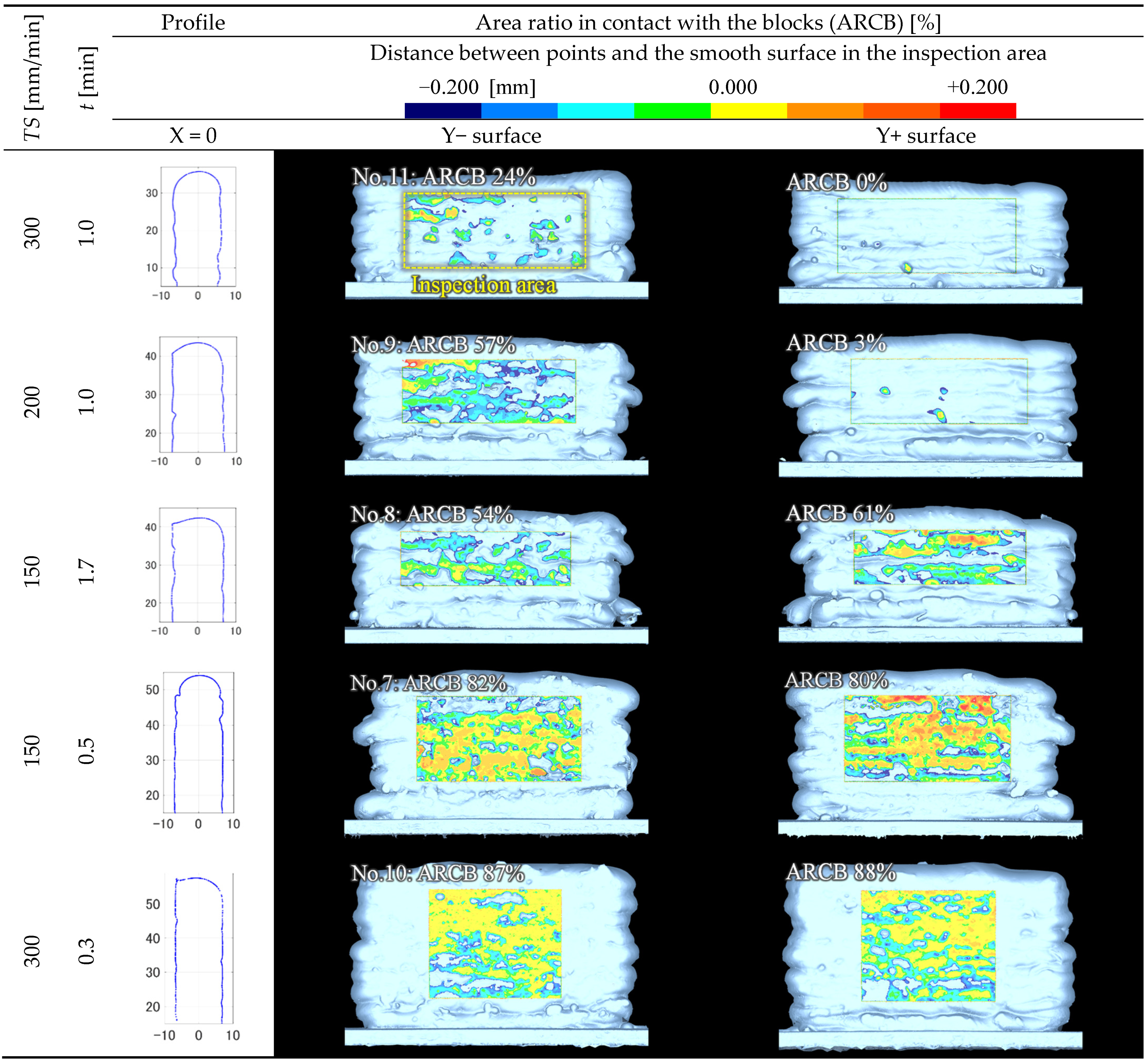
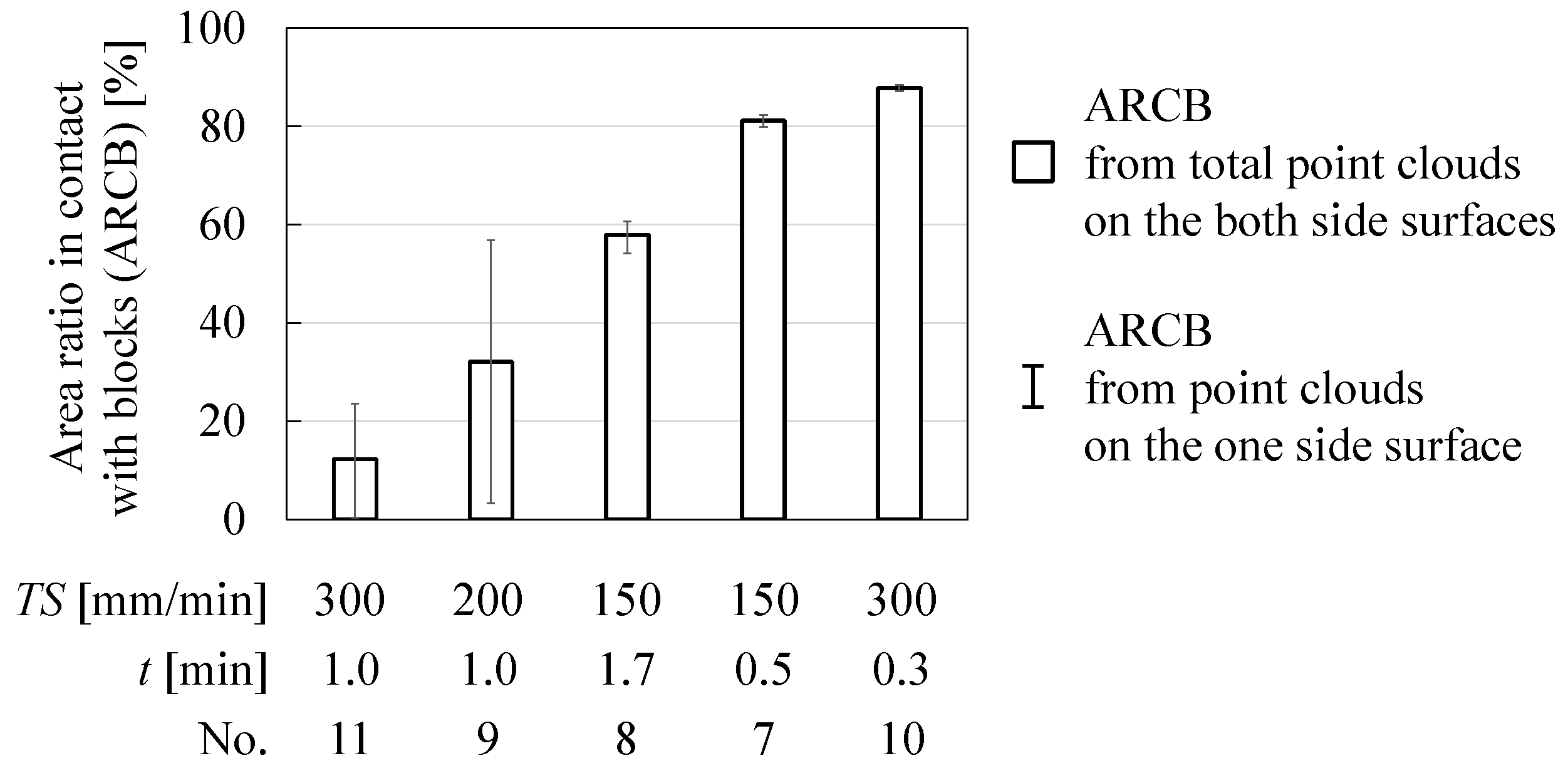
3.3. Effects of Copper Block and Processing Parameters on Dimensional Accuracy
4. Conclusions
- (1)
- When the tip of the wire approached the copper blocks, an arc deflected toward the blocks and not onto the substrate or the previous layer, thus forming a bead with a poor appearance. Therefore, fabrication of a suitable bead remains important to control the contact tube to work distance and the width of the space between the blocks.
- (2)
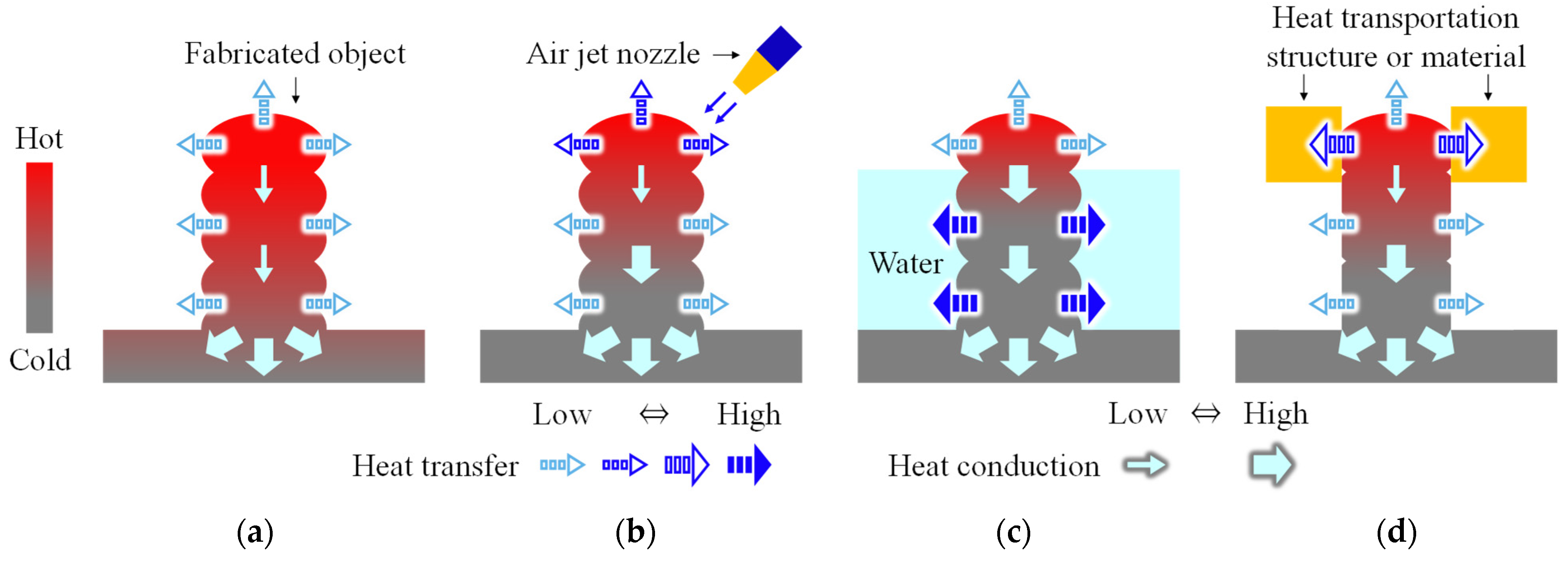
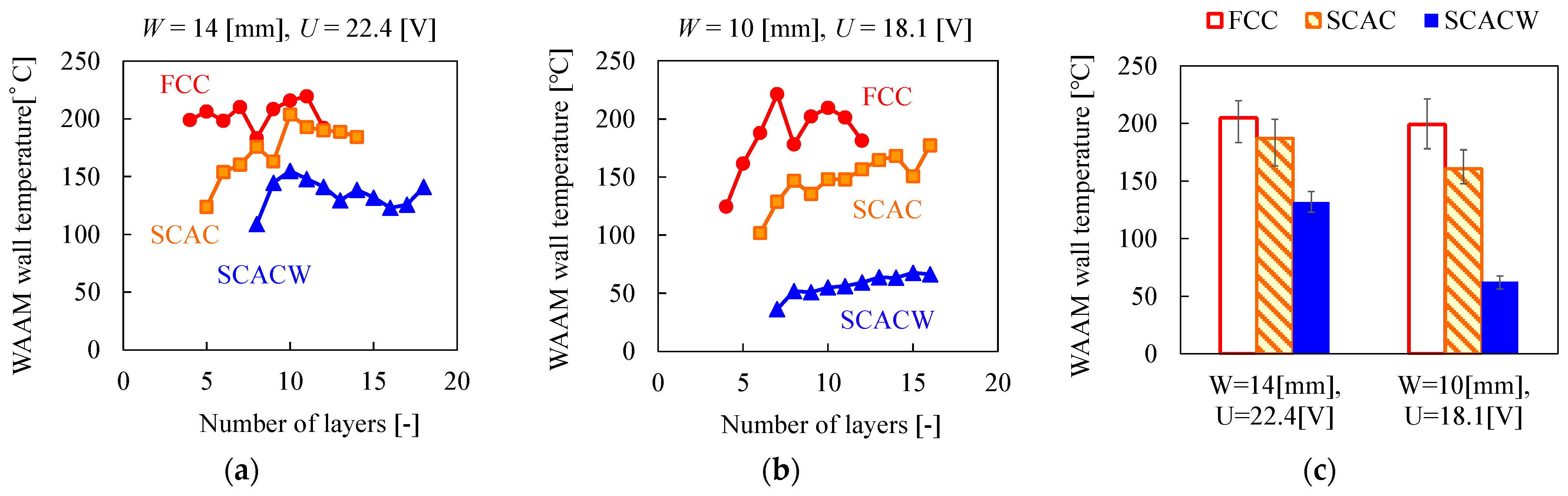
- The interpass temperature decreased in the order of free convection cooling (FCC), SCAC, and SCACW, indicating that the fabrication wall cooled upon contact with the copper block.
- (3)
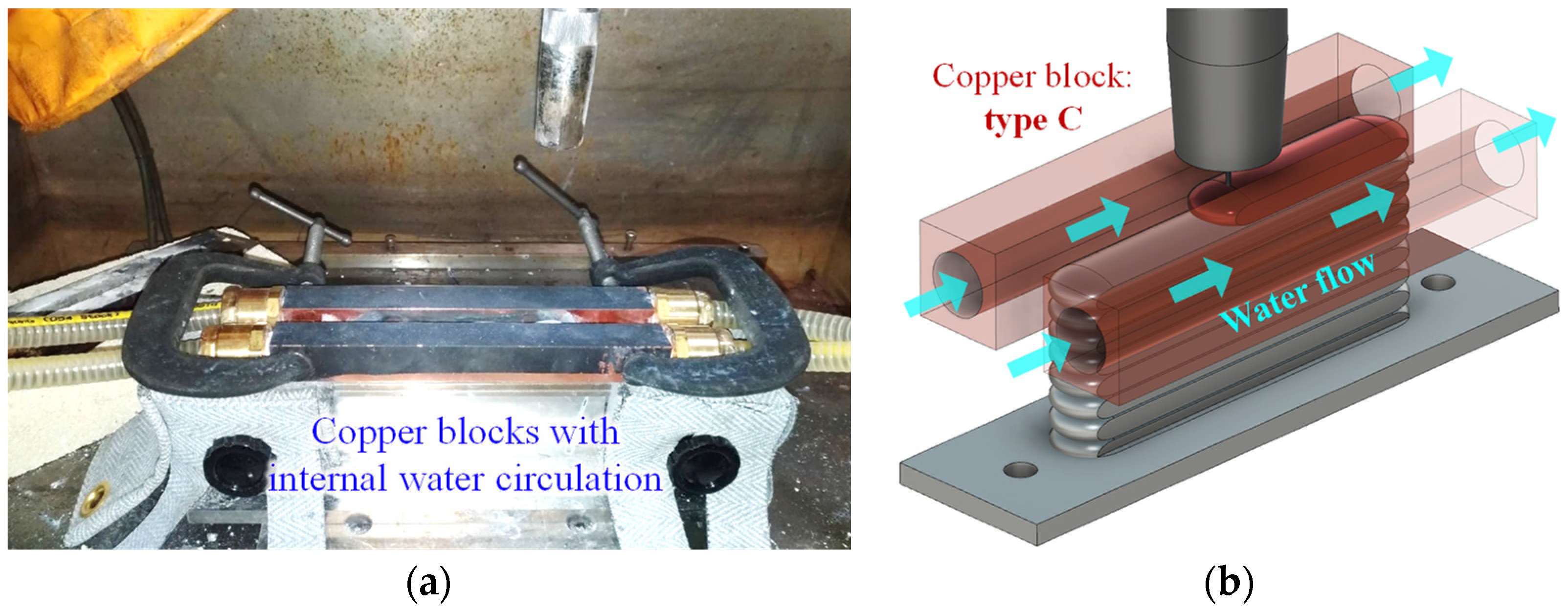
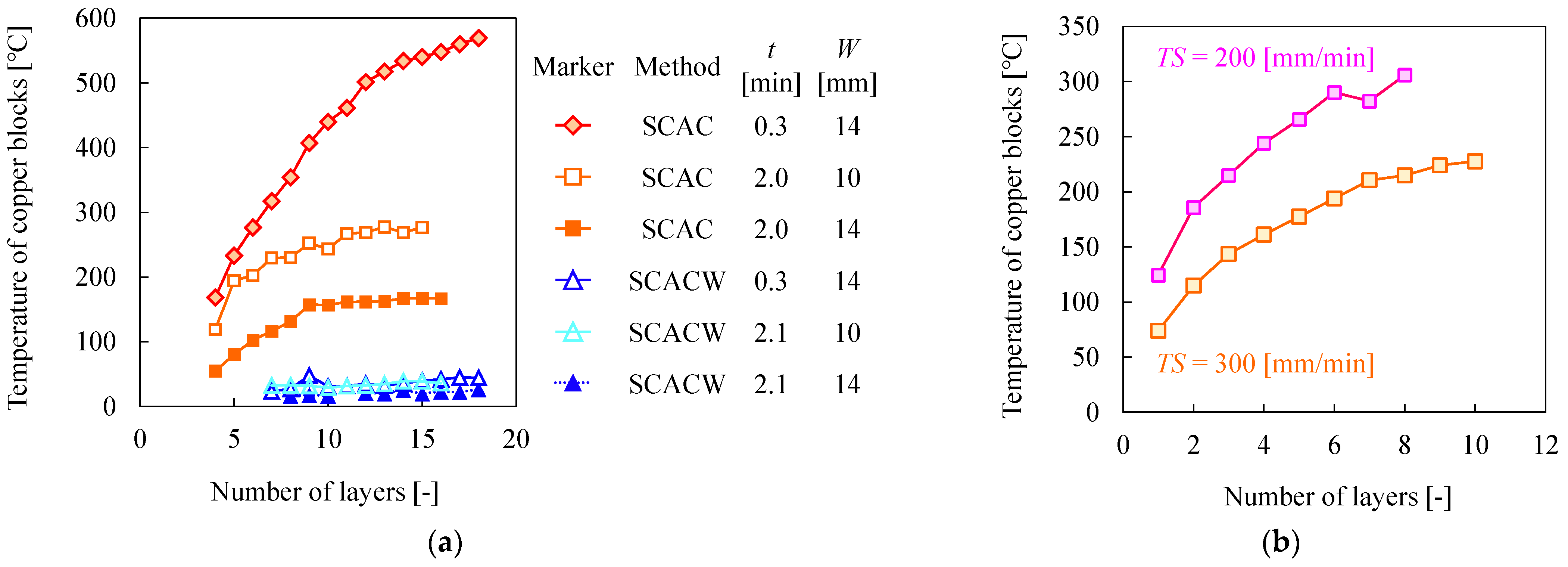
- In the case of SCAC, the temperature of the copper block at the time of arc discharge increased to approximately 600 °C by shortening the dwell time. In contrast, the block temperature remained constantly below 50 °C in the case of SCACW. This indicates that the block’s cooling performance can be maintained via cold water circulating inside the block.
- (4)
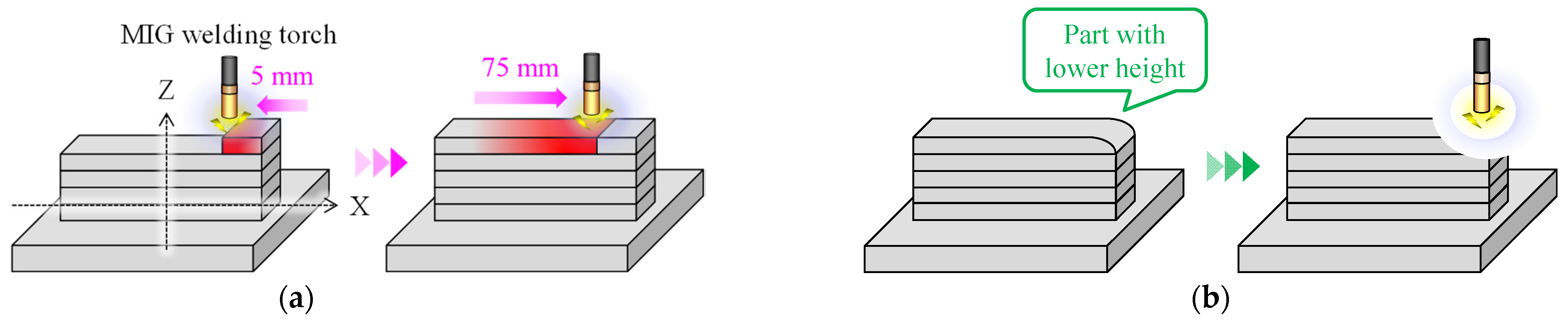
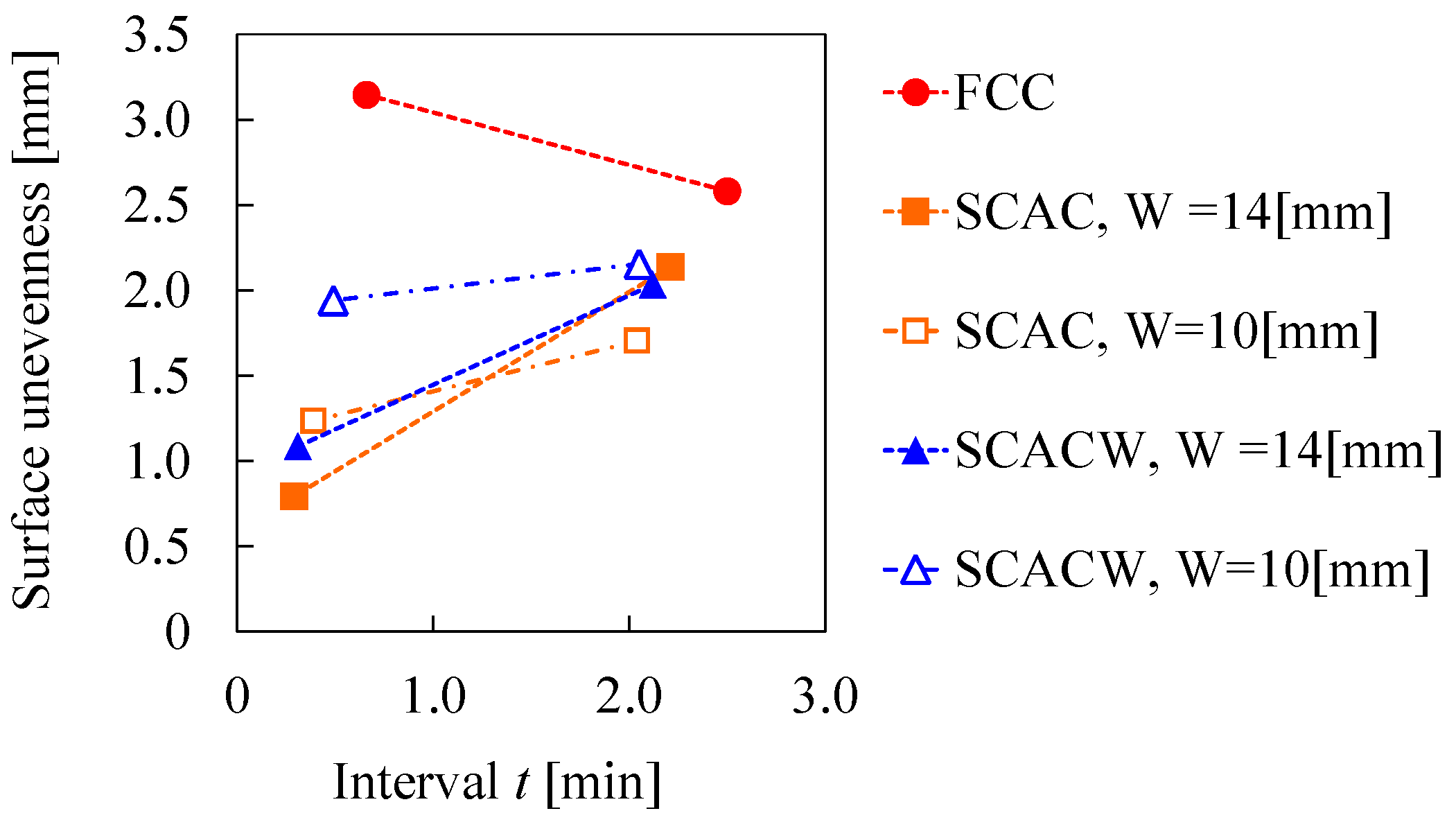
- In the case of FCC, dwell time extension is required for stable fabrication. In contrast, regarding SCAC and SCACW, the dimensional accuracy of the walls improved as dwell time shortened.
- (5)
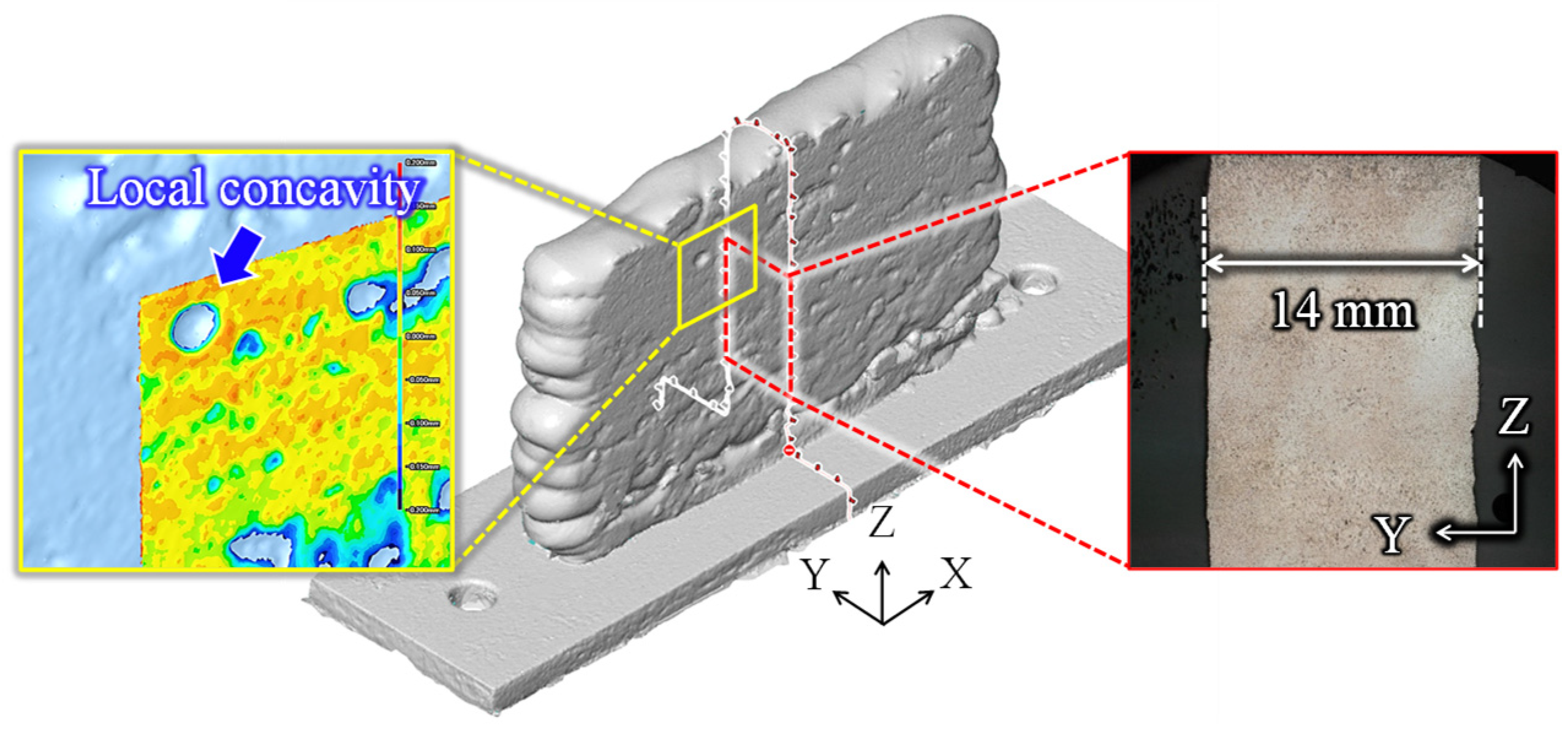
- The bottom neck of the dimensional accuracy of the walls in SCAC results from the remelting of a collection of large spatter generated during arc discharge. Meanwhile, in SCACW, the grooves between the layers formed due to the copper block’s excessively higher cooling performance compared to the temperature of the WAAM object. Therefore, to further improve dimensional accuracy, it remains necessary to prevent spatter and to deposit Mg alloy continuously.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Glossary
| AM | Additive Manufacturing |
| WAAM | Wire and Arc Additive Manufacturing |
| PBF | Powder Bed Fusion |
| DED | Directed Energy Deposition |
| MIG | Metal Inert Gas |
| TIG | Tungsten Inert Gas |
| CNC | Computer Numerical Control |
| 3D | Three dimensional |
| FCC | Free Convection Cooling |
| SCAC | Solid Contact-based Active Cooling using copper blocks |
| SCACW | Solid Contact-based Active Cooling using copper blocks with an internal Water circulation |
| ARCB | Area Ratio in Contact with Blocks |
| TS | Travel Speed |
| CTWD | Contact Tube to Work Distance |
| W | Width of space between copper blocks |
| U | Average output voltage |
| t | Dwelling time per layer |
References
- Mordike, B.L.; Ebert, T. Magnesium Properties-Applications-Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Kumar, D.; Phanden, R.K.; Thakur, L. A Review on Environment Friendly and Lightweight Magnesium-Based Metal Matrix Composites and Alloys. Mater. Today Proc. 2021, 38, 359–364. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research Advances in Magnesium and Magnesium Alloys Worldwide in 2020. J. Magnes. Alloys 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Wei, K.; Gao, M.; Wang, Z.; Zeng, X. Effect of Energy Input on Formability, Microstructure and Mechanical Properties of Selective Laser Melted AZ91D Magnesium Alloy. Mater. Sci. Eng. A 2014, 611, 212–222. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, M.; Chen, C. Effect of Laser Processing Parameters on Porosity, Microstructure and Mechanical Properties of Porous Mg-Ca Alloys Produced by Laser Additive Manufacturing. Mater. Sci. Eng. A 2017, 703, 359–371. [Google Scholar] [CrossRef]
- Salehi, M.; Seet, H.L.; Gupta, M.; Farnoush, H.; Maleksaeedi, S.; Ling, M.; Nai, S. Rapid Densification of Additive Manufactured Magnesium Alloys via Microwave Sintering. Addit. Manuf. 2020, 37, 101655. [Google Scholar] [CrossRef]
- Nakama, D.; Katoh, K.; Tokisue, H. Some Characteristics of AZ31/AZ91 Dissimilar Magnesium Alloy Deposit by Friction Surfacing. Mater. Trans. 2008, 49, 1137–1141. [Google Scholar] [CrossRef]
- Al-Kazzaz, H.; Medraj, M.; Cao, X.; Jahazi, M. Nd:YAG Laser Welding of Aerospace Grade ZE41A Magnesium Alloy: Modeling and Experimental Investigations. Mater. Chem. Phys. 2008, 109, 61–76. [Google Scholar] [CrossRef]
- Guo, Y.; Quan, G.; Jiang, Y.; Ren, L.; Fan, L.; Pan, H. Formability, Microstructure Evolution and Mechanical Properties of Wire Arc Additively Manufactured AZ80M Magnesium Alloy Using Gas Tungsten Arc Welding. J. Magnes. Alloys 2021, 9, 192–201. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, H.; Zhu, H.; Li, Q.; Feng, M. Wire-Arc Additive Manufacturing of AZ31 Magnesium Alloy Fabricated by Cold Metal Transfer Heat Source: Processing, Microstructure, and Mechanical Behavior. J. Mater. Process. Technol. 2021, 288, 116895. [Google Scholar] [CrossRef]
- Yang, X.; Liu, J.; Wang, Z.; Lin, X.; Liu, F.; Huang, W.; Liang, E. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured AZ31 Magnesium Alloy Using Cold Metal Transfer Process. Mater. Sci. Eng. A 2020, 774, 138942. [Google Scholar] [CrossRef]
- Bi, J.; Shen, J.; Hu, S.; Zhen, Y.; Yin, F.; Bu, X. Microstructure and Mechanical Properties of AZ91 Mg Alloy Fabricated by Cold Metal Transfer Additive Manufacturing. Mater. Lett. 2020, 276, 128185. [Google Scholar] [CrossRef]
- Takagi, H.; Sasahara, H.; Abe, T.; Sannomiya, H.; Nishiyama, S.; Ohta, S.; Nakamura, K. Material-Property Evaluation of Magnesium Alloys Fabricated Using Wire-and-Arc-Based Additive Manufacturing. Addit. Manuf. 2018, 24, 498–507. [Google Scholar] [CrossRef]
- Shen, X.; Ma, G.; Chen, P. Effect of Welding Process Parameters on Hybrid GMAW-GTAW Welding Process of AZ31B Magnesium Alloy. Int. J. Adv. Manuf. Technol. 2018, 94, 2811–2819. [Google Scholar] [CrossRef]
- Guo, J.; Zhou, Y.; Liu, C.; Wu, Q.; Chen, X.; Lu, J. Wire Arc Additive Manufacturing of AZ31 Magnesium Alloy: Grain Refinement by Adjusting Pulse Frequency. Materials 2016, 9, 823. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Hu, S.; Wang, Z.; Liang, Y. The Effect of Welding Speed on Microstructures of Cold Metal Transfer Deposited AZ31 Magnesium Alloy Clad. Mater. Des. 2015, 86, 894–901. [Google Scholar] [CrossRef]
- Gale, W.F.; Totemeier, T.C. Smithells Metals Reference Book, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2004. [Google Scholar]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. A 3D Dynamic Analysis of Thermal Behavior during Single-Pass Multi-Layer Weld-Based Rapid Prototyping. J. Mater. Process. Technol. 2011, 211, 488–495. [Google Scholar] [CrossRef]
- Montevecchi, F.; Venturini, G.; Grossi, N.; Scippa, A.; Campatelli, G. Idle Time Selection for Wire-Arc Additive Manufacturing: A Finite Element-Based Technique. Addit. Manuf. 2018, 21, 479–486. [Google Scholar] [CrossRef]
- Hackenhaar, W.; Mazzaferro, J.A.E.; Montevecchi, F.; Campatelli, G. An Experimental-Numerical Study of Active Cooling in Wire Arc Additive Manufacturing. J. Manuf. Process. 2020, 52, 58–65. [Google Scholar] [CrossRef]
- Le, V.T.; Mai, D.S.; Paris, H. Influences of the Compressed Dry Air-Based Active Cooling on External and Internal Qualities of Wire-Arc Additive Manufactured Thin-Walled SS308L Components. J. Manuf. Process. 2021, 62, 18–27. [Google Scholar] [CrossRef]
- Kozamernik, N.; Bračun, D.; Klobčar, D. WAAM System with Interpass Temperature Control and Forced Cooling for Near-Net-Shape Printing of Small Metal Components. Int. J. Adv. Manuf. Technol. 2020, 110, 1955–1968. [Google Scholar] [CrossRef]
- Kamioka, T.; Abe, T.; Ishikawa, S.; Sasahara, H. Influence of the Cooling Method of the Molten Pool on the Laminating Characteristics in Direct Metal Lamination by Using Arc Discharge. Trans. Jpn. Soc. Mech. Eng. Part C 2012, 78, 282–291. [Google Scholar] [CrossRef][Green Version]
- Reisgen, U.; Sharma, R.; Mann, S.; Oster, L. Increasing the Manufacturing Efficiency of WAAM by Advanced Cooling Strategies. Weld. World 2020, 64, 1409–1416. [Google Scholar] [CrossRef]
- Da Silva, L.J.; Teixeira, F.R.; Araújo, D.B.; Reis, R.P.; Scotti, A. Work Envelope Expansion and Parametric Optimization in Waam with Relative Density and Surface Aspect as Quality Constraints: The Case of Al5mg Thin Walls with Active Cooling. J. Manuf. Mater. Process.g 2021, 5, 40. [Google Scholar] [CrossRef]
- Da Silva, L.J.; Souza, D.M.; de Araújo, D.B.; Reis, R.P.; Scotti, A. Concept and Validation of an Active Cooling Technique to Mitigate Heat Accumulation in WAAM. Int. J. Adv. Manuf. Technol. 2020, 107, 2513–2523. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Zhao, Y.; Tian, H. Thermoelectric Cooling-Aided Bead Geometry Regulation in Wire and Arc-Based Additive Manufacturing of Thin-Walled Structures. Appl. Sci. 2018, 8, 207. [Google Scholar] [CrossRef]
- Zhang, A.; Xing, Y.; Yang, F.; Zhang, X.; Wang, H.; Yu, T. Development of a New Cold Metal Transfer Arc Additive Die Manufacturing Process. Adv. Mater. Sci. Eng. 2021, 2021, 9353820. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Liu, X.; Wen, Q.; Su, Y.; Shen, J.; Fu, B. Tailoring Grain Refinement through Thickness in Magnesium Alloy via Stationary Shoulder Friction Stir Processing and Copper Backing Plate. Mater. Sci. Eng. A 2020, 784, 139322. [Google Scholar] [CrossRef]
- Del Valle, J.A.; Rey, P.; Gesto, D.; Verdera, D.; Jiménez, J.A.; Ruano, O.A. Mechanical Properties of Ultra-Fine Grained AZ91 Magnesium Alloy Processed by Friction Stir Processing. Mater. Sci. Eng. A 2015, 628, 198–206. [Google Scholar] [CrossRef]
- Chen, Y.; Fang, C.; Yang, Z.; Wang, J.; Wu, M.; Chen, S. A Study on Sidewall Penetration of Cable-Type Welding Wire Electrogas Welding. Weld World 2017, 61, 979–986. [Google Scholar] [CrossRef]
- Henckell, P.; Gierth, M.; Ali, Y.; Reimann, J.; Bergmann, J.P. Reduction of Energy Input in Wire Arc Additive Manufacturing (WAAM) with Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2491. [Google Scholar] [CrossRef] [PubMed]
- Venturini, G.; Montevecchi, F.; Bandini, F.; Scippa, A.; Campatelli, G. Feature Based Three Axes Computer Aided Manufacturing Software for Wire Arc Additive Manufacturing Dedicated to Thin Walled Components. Addit. Manuf. 2018, 22, 643–657. [Google Scholar] [CrossRef]
- Sanders, P.G.; Keske, J.S.; Leong, K.H.; Kornecki, G. High Power Nd:YAG and CO2 Laser Welding of Magnesium. J. Laser Appl. 1999, 11, 96–103. [Google Scholar] [CrossRef]
- Kazanas, P.; Deherkar, P.; Almeida, P.; Lockett, H.; Williams, S. Fabrication of Geometrical Features Using Wire and Arc Additive Manufacture. J. Eng. Manuf. 2012, 226, 1042–1051. [Google Scholar] [CrossRef]
- Zhang, Z.D.; Liu, L.M.; Song, G. Welding Characteristics of AZ31B Magnesium Alloy Using DC-PMIG Welding. Trans. Nonferrous Met. Soc. China 2013, 23, 315–322. [Google Scholar] [CrossRef]
- Gu, Y.; Hua, X.; Ye, D.; Li, F.; Ma, X.; Xu, C. Numerical Simulation of Hump Suppression in High-Speed Triple-Wire GMAW. Int. J. Adv. Manuf. Technol. 2016, 89, 727–734. [Google Scholar] [CrossRef]
- Liming, L.; Shengxi, W.; Limin, Z. Study on the Dissimilar Magnesium Alloy and Copper Lap Joint by TIG Welding. Mater. Sci. Eng. A 2008, 476, 206–209. [Google Scholar] [CrossRef]
- Xie, Y.; Zhang, H.; Zhou, F. Improvement in Geometrical Accuracy and Mechanical Property for Arc-Based Additive Manufacturing Using Metamorphic Rolling Mechanism. J. Manuf. Sci. Eng. 2016, 138, 111002. [Google Scholar] [CrossRef]
- Hönnige, J.R.; Colegrove, P.A.; Ganguly, S.; Eimer, E.; Kabra, S.; Williams, S. Control of Residual Stress and Distortion in Aluminium Wire + Arc Additive Manufacture with Rolling. Addit. Manuf. 2018, 22, 775–783. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Zn | Mn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AZ31 | 2.5 | 0.7 | 0.2 | 0.30 | 0.005 | 0.05 | 0.005 | Bal. |
| Properties | Unit | Value |
|---|---|---|
| Specific heat | - | 385 |
| Coefficient of expansion | 10−6·K | 17.7 |
| Thermal conductivity | W/(m·K) | 391 |
| Electroconductivity | %IACS | ≥97 |
| Liquidus temperature | °C | 1083 |
| Solidus temperature | °C | 1065 |
| Parameters | Unit | Name or Value | |
|---|---|---|---|
| Welding machine | - | DAIHEN P500L | |
| Welding mode | - | DC pulse | |
| Average output current | A | 106 | |
| Deposition rate | cm3/h | 774 | |
| AZ31 wire | Feed speed | m/min | 11.4 |
| Diameter | mm | 1.2 | |
| Shielding gas | Ar | % | 99.99 |
| Flow rate | L/min | 25 | |
| Active Cooling Method | Test No. | Width of Space between Copper Blocks | Contact Tube to Work Distance | Average Output Voltage | Travel Speed | Dwelling Time Per Layer | Number of Layers |
|---|---|---|---|---|---|---|---|
| W | CTWD | U | TS | t | |||
| - | mm | mm | V | mm/min | min | - | |
| Solid contact-based active cooling using copper blocks (SCAC) | 0 | 5, 7, 10, 14 | 11.0, 18.5, 23.0 | 16.5, 18.1, 22.4 | 150 | - | 1 to 10 |
| Free convection cooling (FCC) | 1 | - | 18.5 | 22.4 | 150 | 4.2 | 2 |
| 2 | - | 18.5 | 18.1 | 300 | 2.1 | 12 | |
| 3 | - | 18.5 | 22.4 | 300 | 0.7 | 12 | |
| 4 | - | 18.5 | 22.4 | 300 | 2.5 | 12 | |
| SCAC | 5 | 10 | 18.5 | 18.1 | 300 | 0.4 | 14 |
| 6 | 10 | 18.5 | 18.1 | 300 | 2.0 | 16 | |
| 7 | 14 | 18.5 | 22.4 | 150 | 0.5 | 10 | |
| 8 | 14 | 18.5 | 22.4 | 150 | 1.7 | 10 | |
| 9 | 14 | 18.5 | 22.4 | 200 | 1.0 | 10 | |
| 10 | 14 | 18.5 | 22.4 | 300 | 0.3 | 18 | |
| 11 | 14 | 18.5 | 22.4 | 300 | 1.0 | 12 | |
| 12 | 14 | 18.5 | 22.4 | 300 | 2.2 | 14 | |
| SCAC with an internal water circulation (SCACW) | 13 | 10 | 18.5 | 18.1 | 300 | 0.5 | 16 |
| 14 | 10 | 18.5 | 18.1 | 300 | 2.1 | 16 | |
| 15 | 14 | 18.5 | 22.4 | 300 | 0.3 | 22 | |
| 16 | 14 | 18.5 | 22.4 | 300 | 2.1 | 19 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nagamatsu, H.; Sasahara, H. Improvement of Cooling Effect and Dimensional Accuracy of Wire and Arc Additive Manufactured Magnesium Alloy by Active-Cooling-Based Contacting Copper Blocks. J. Manuf. Mater. Process. 2022, 6, 27. https://doi.org/10.3390/jmmp6020027
Nagamatsu H, Sasahara H. Improvement of Cooling Effect and Dimensional Accuracy of Wire and Arc Additive Manufactured Magnesium Alloy by Active-Cooling-Based Contacting Copper Blocks. Journal of Manufacturing and Materials Processing. 2022; 6(2):27. https://doi.org/10.3390/jmmp6020027
Chicago/Turabian StyleNagamatsu, Hideaki, and Hiroyuki Sasahara. 2022. "Improvement of Cooling Effect and Dimensional Accuracy of Wire and Arc Additive Manufactured Magnesium Alloy by Active-Cooling-Based Contacting Copper Blocks" Journal of Manufacturing and Materials Processing 6, no. 2: 27. https://doi.org/10.3390/jmmp6020027
APA StyleNagamatsu, H., & Sasahara, H. (2022). Improvement of Cooling Effect and Dimensional Accuracy of Wire and Arc Additive Manufactured Magnesium Alloy by Active-Cooling-Based Contacting Copper Blocks. Journal of Manufacturing and Materials Processing, 6(2), 27. https://doi.org/10.3390/jmmp6020027