
A Comparative Study on Fatigue Response of Aluminum Alloy Friction Stir Welded Joints at Various Post-Processing and Treatments


Abstract
:1. Introduction
2. Materials and Methods
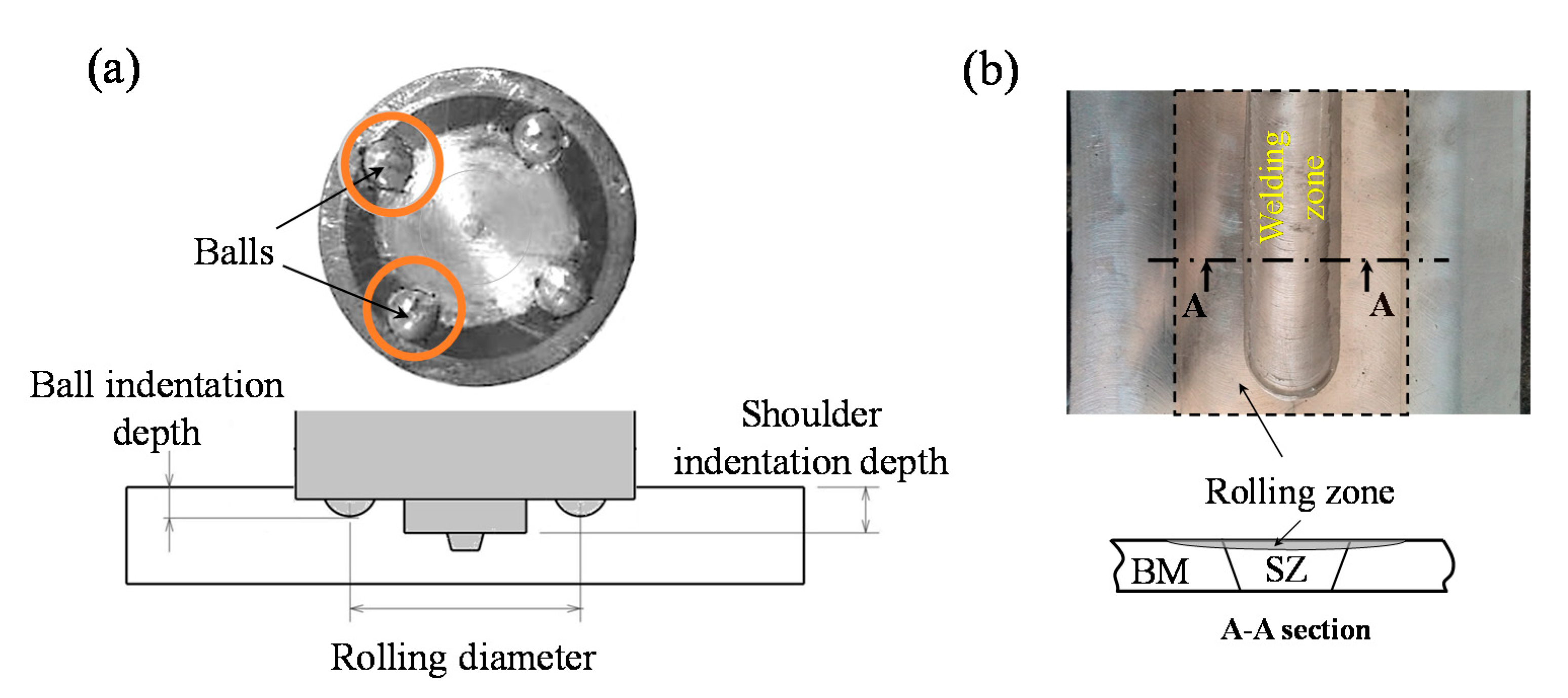
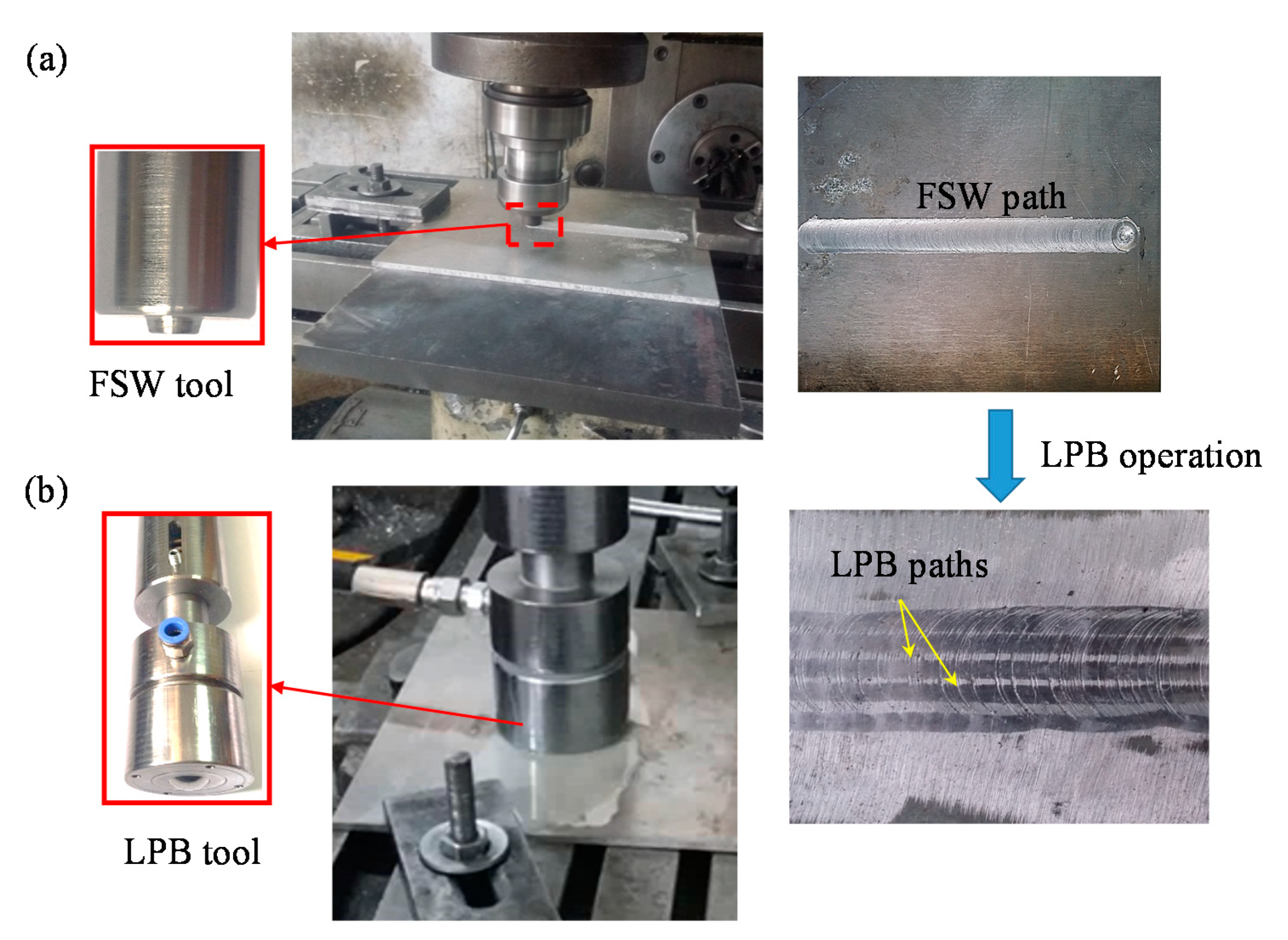
2.1. Cold Working Processes
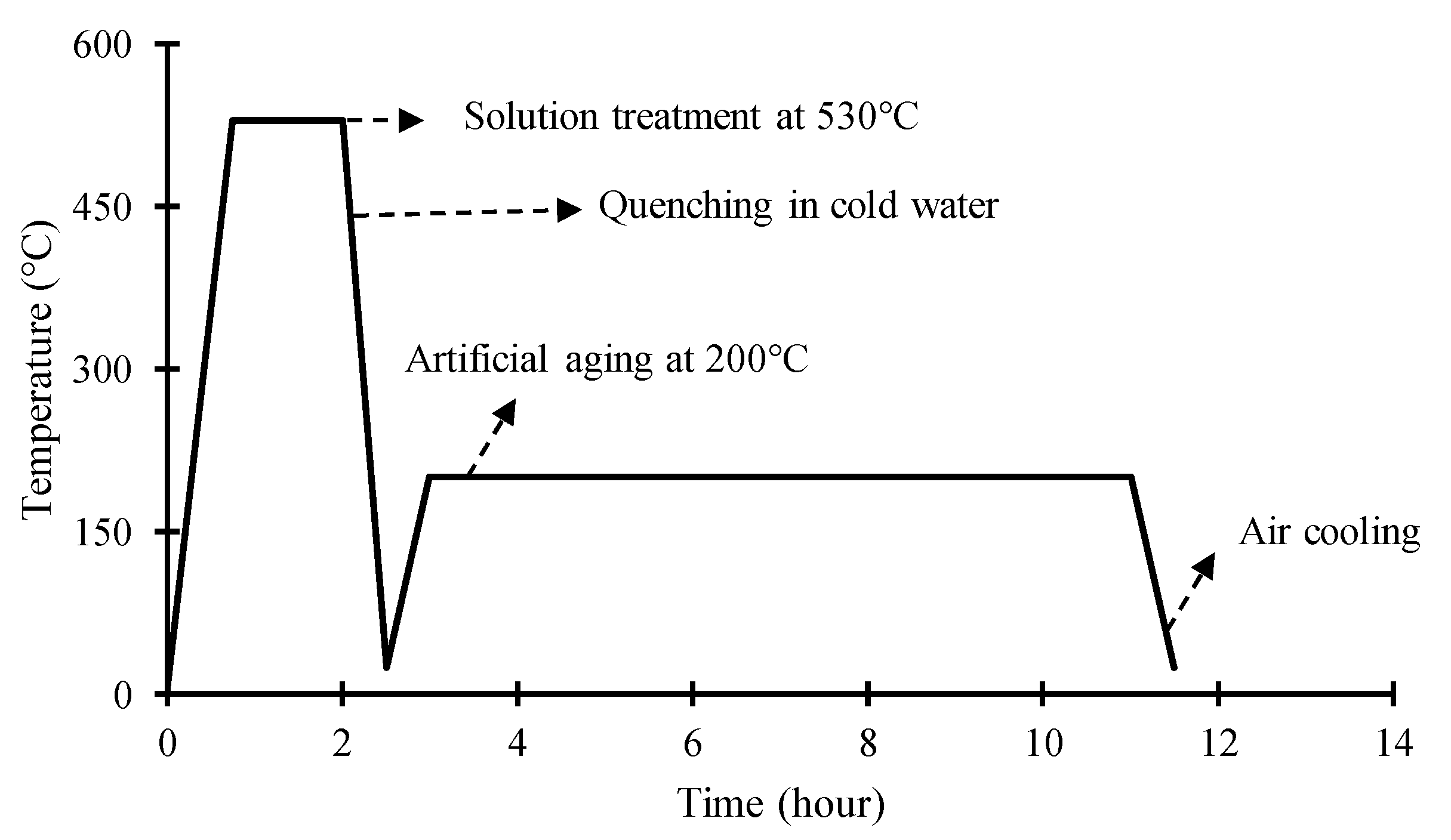
2.2. Post-Weld Heat Treatment
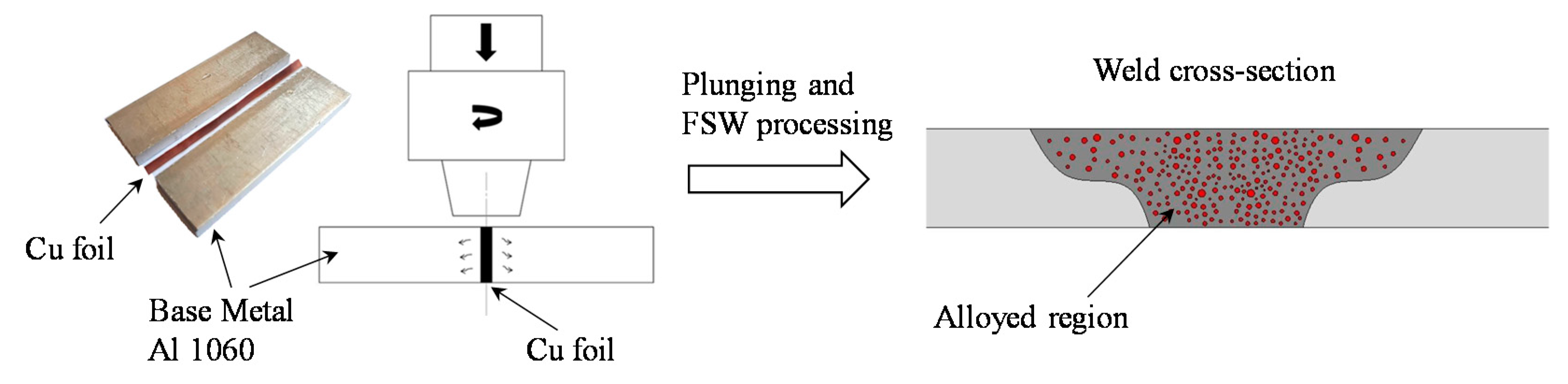
2.3. Alloying and Creating Local MMCs
3. Results and Discussion
3.1. Tensile Test Results
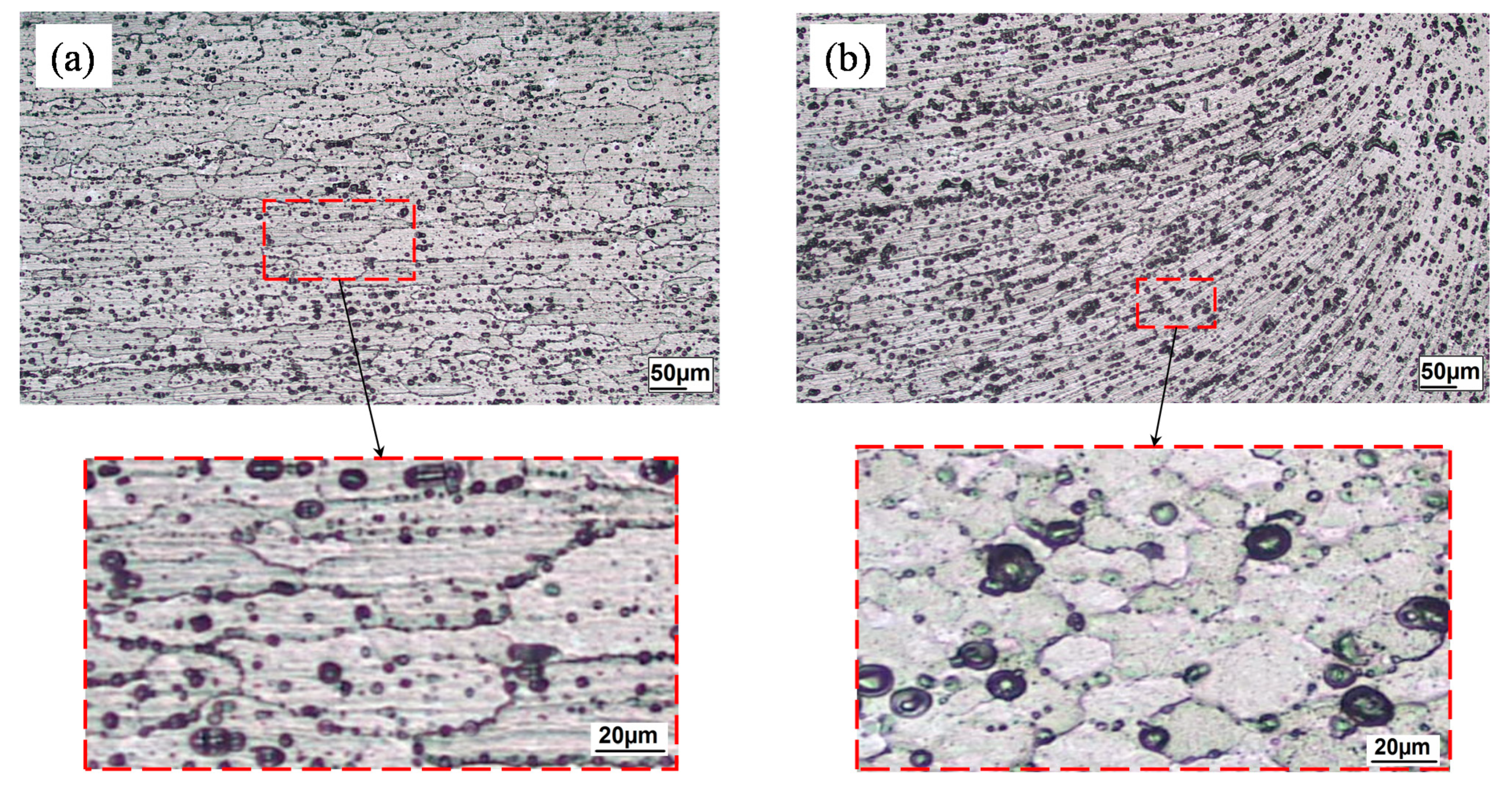
3.2. Microstructural Features of Joint Samples
3.3. Fatigue Test Results
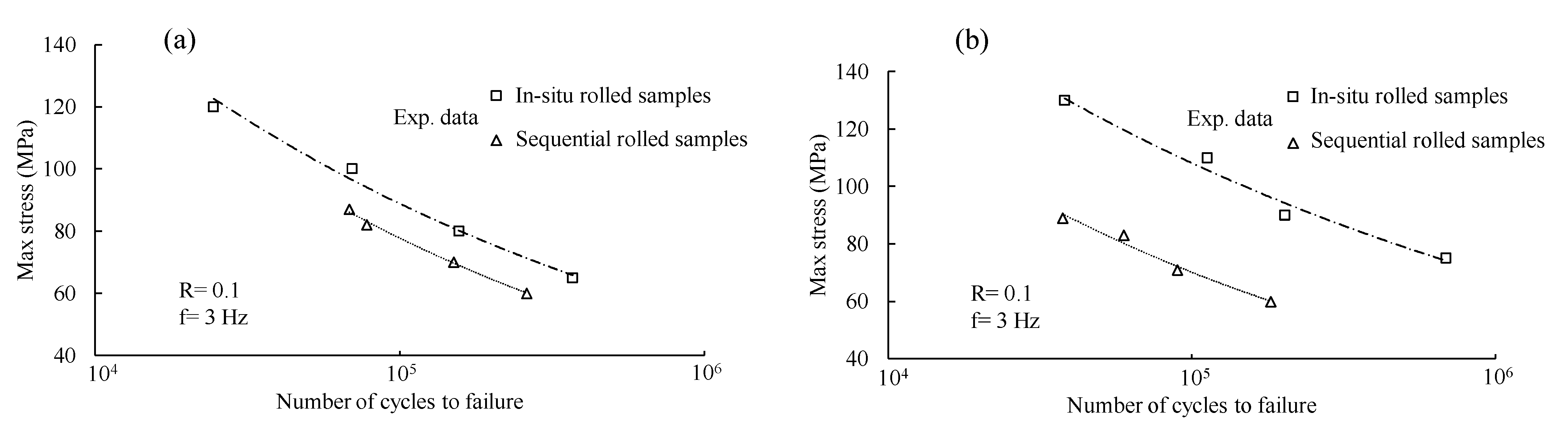
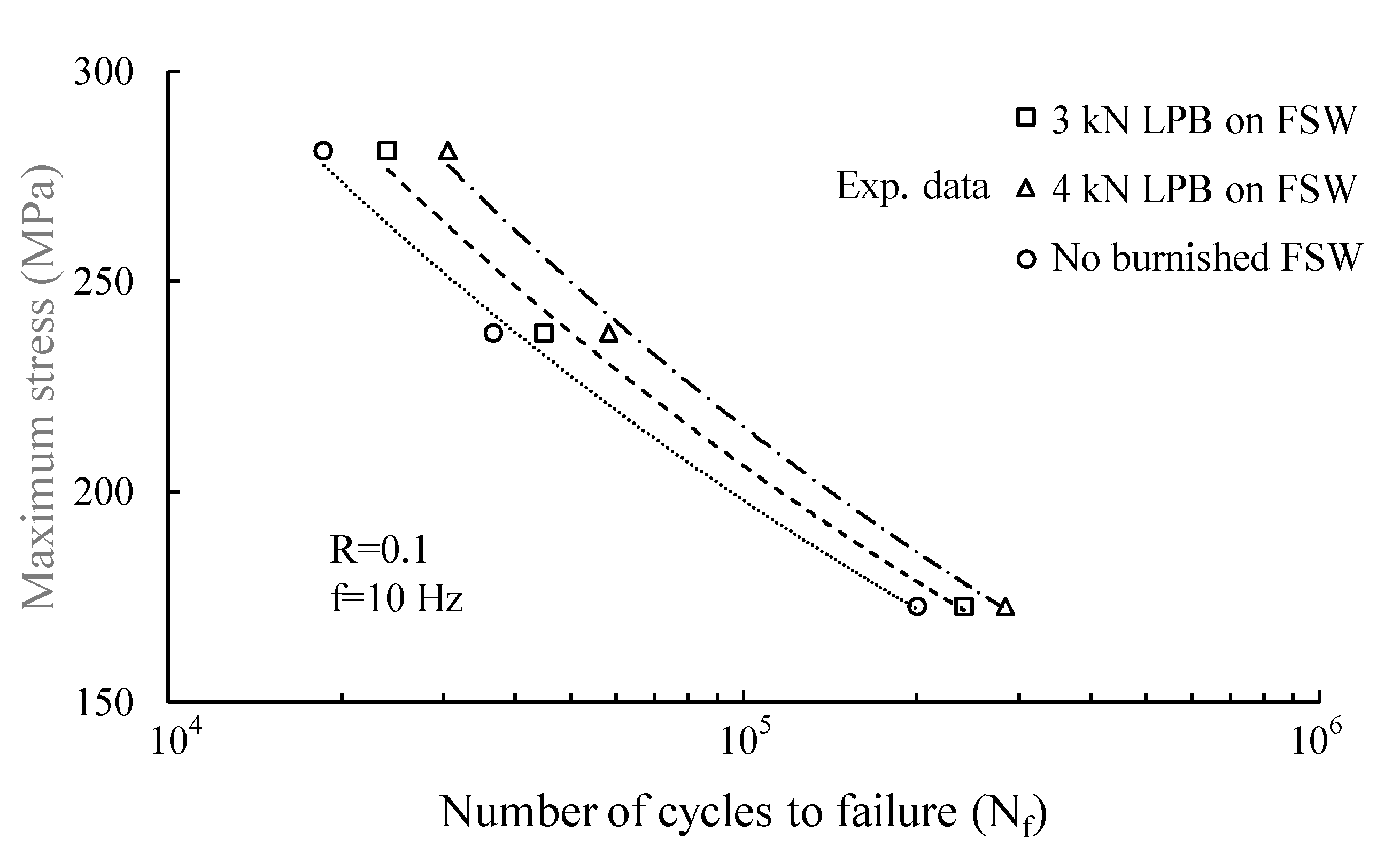
3.3.1. Fatigue Life of Cold Worked Samples
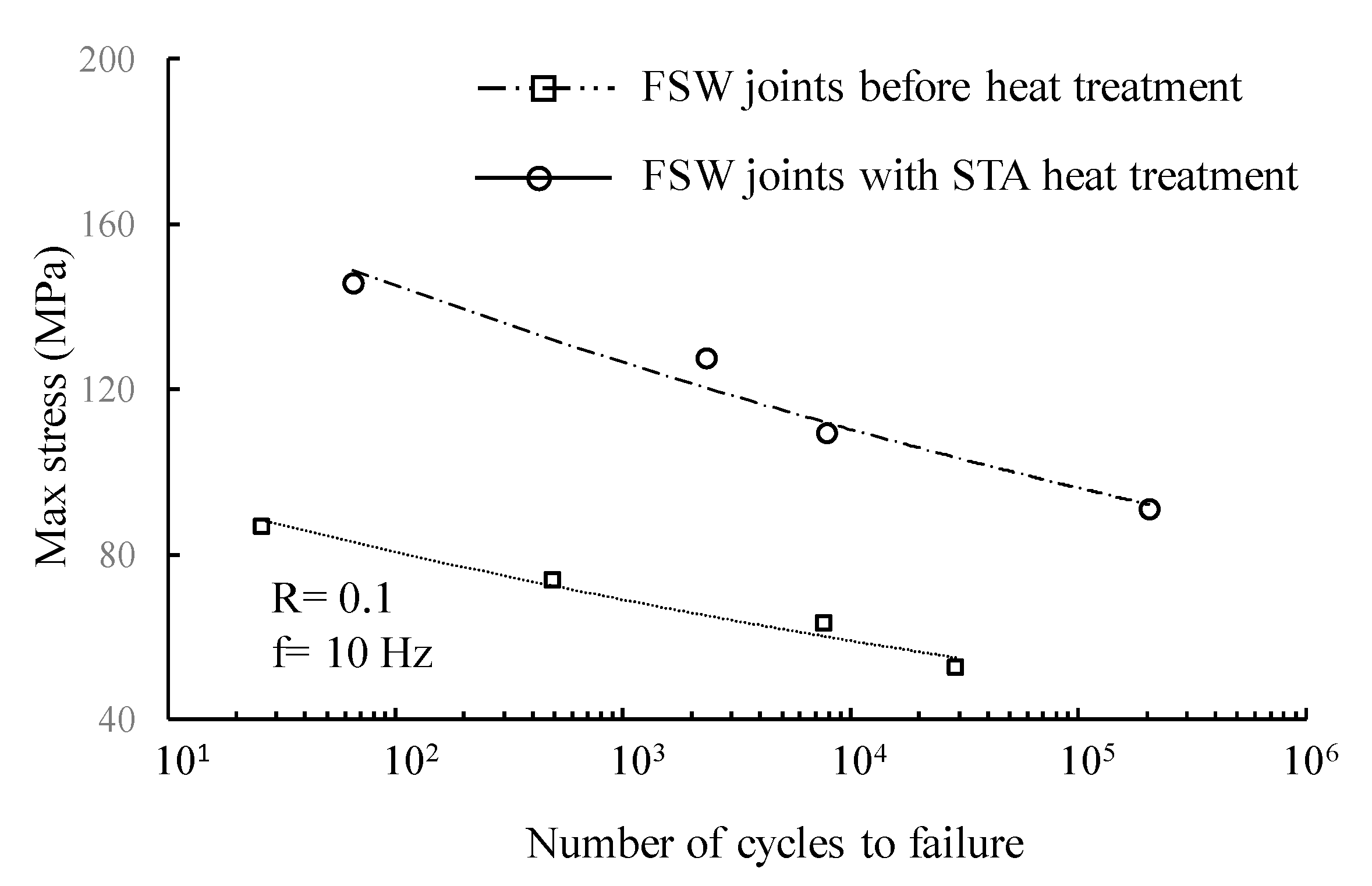
3.3.2. Fatigue Life of Heat-Treated FSW Joints
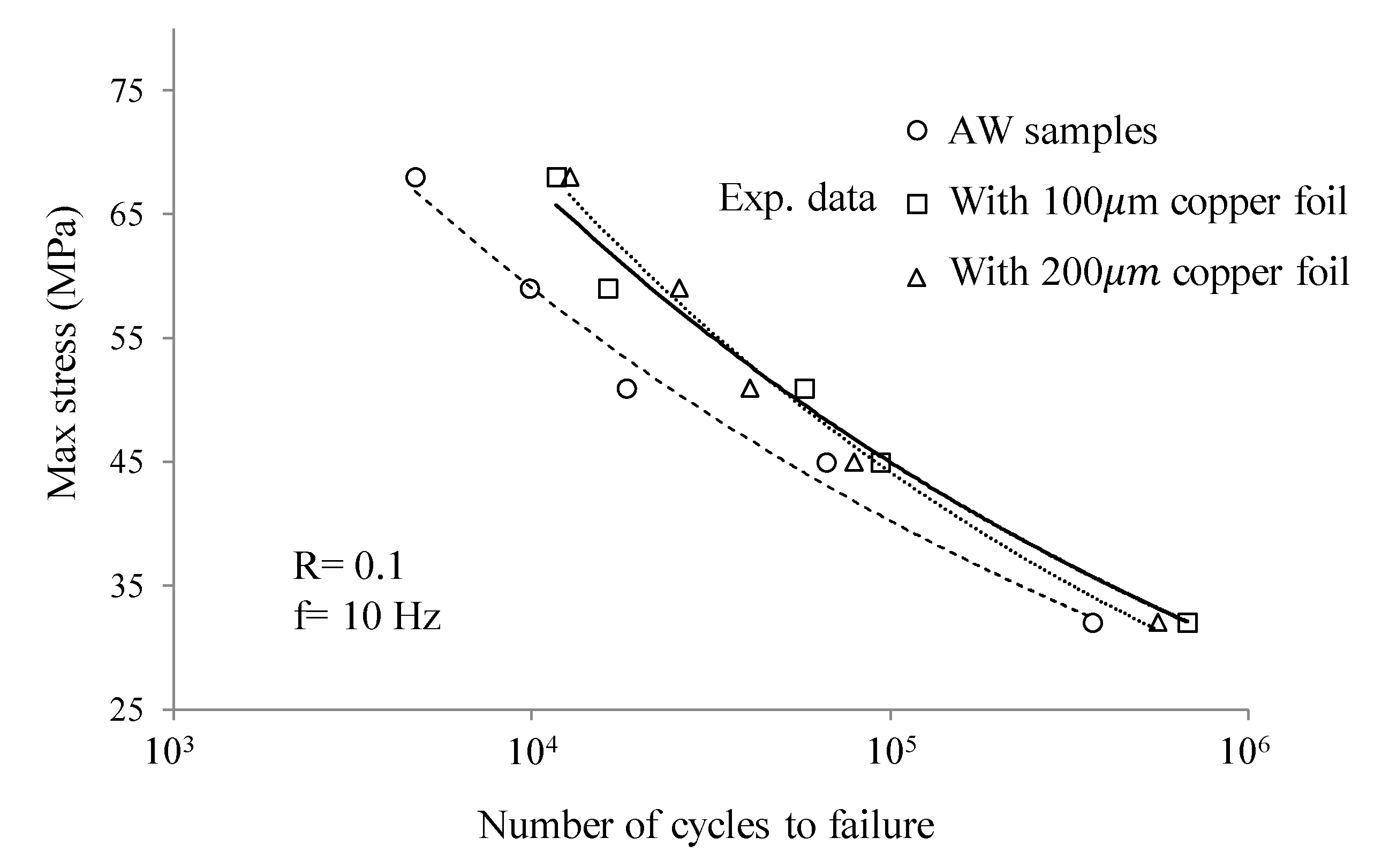
3.3.3. Fatigue Life of Alloyed FSW Joints with Copper Foils
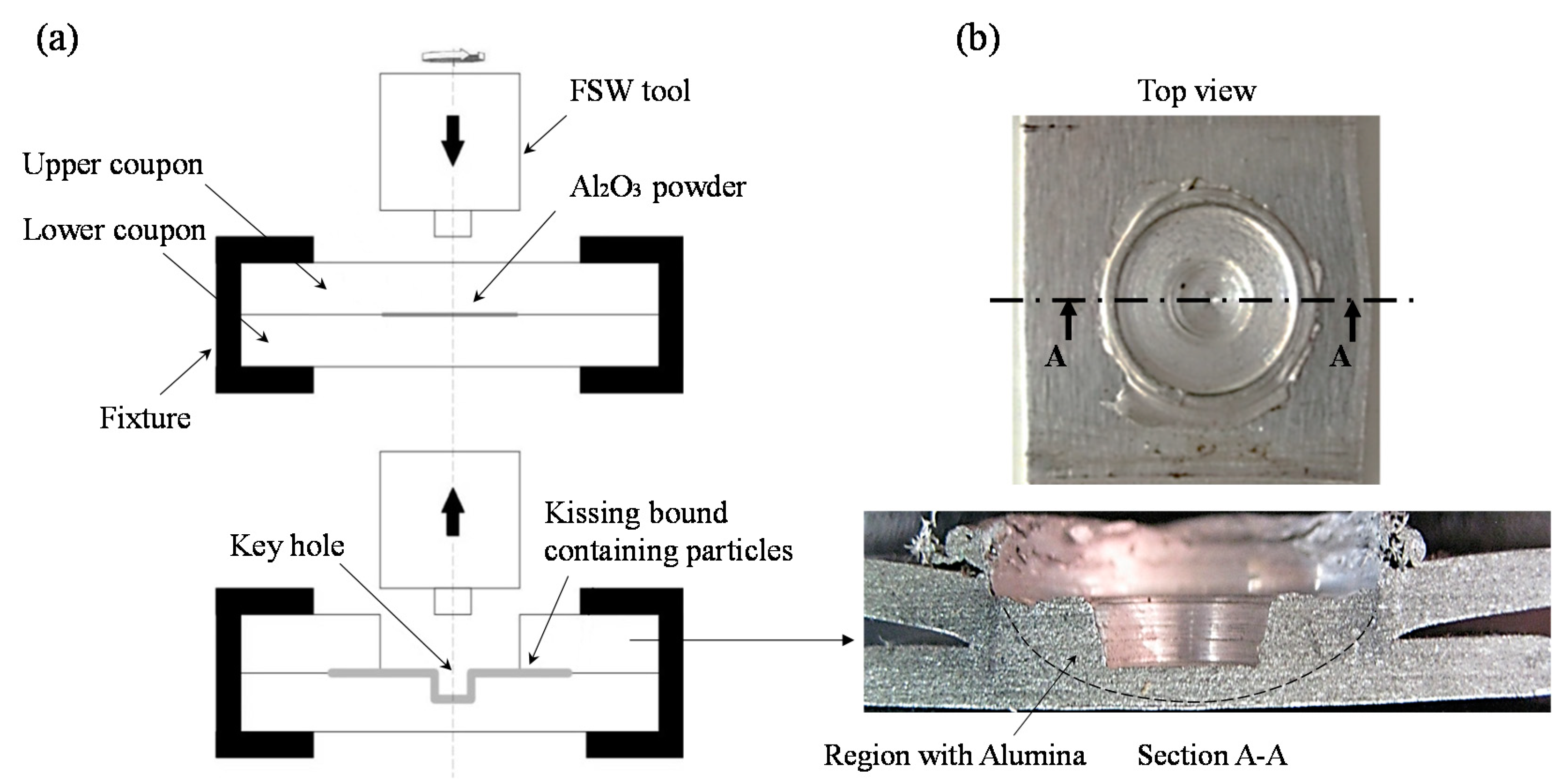
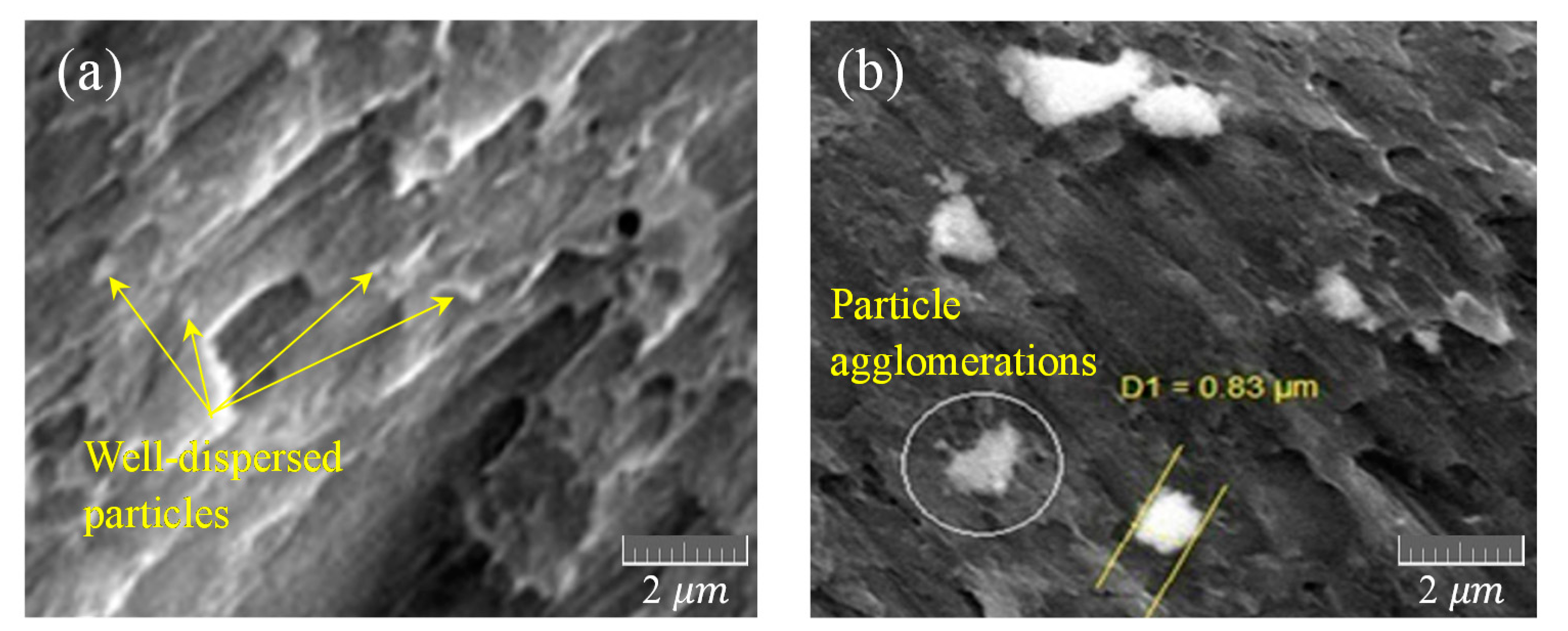
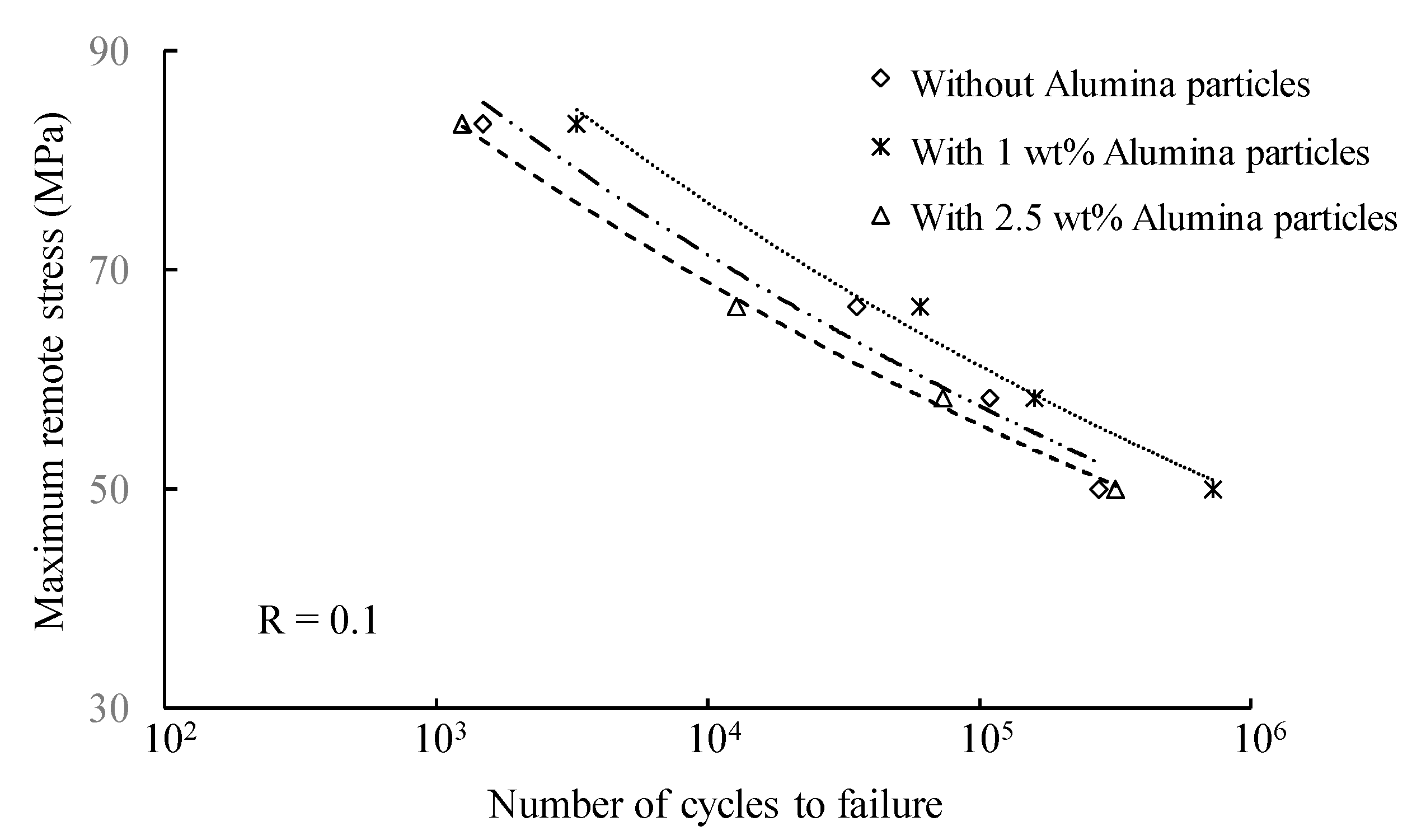
3.3.4. Fatigue Life of Reinforced FSSW Joints with Alumina Particles
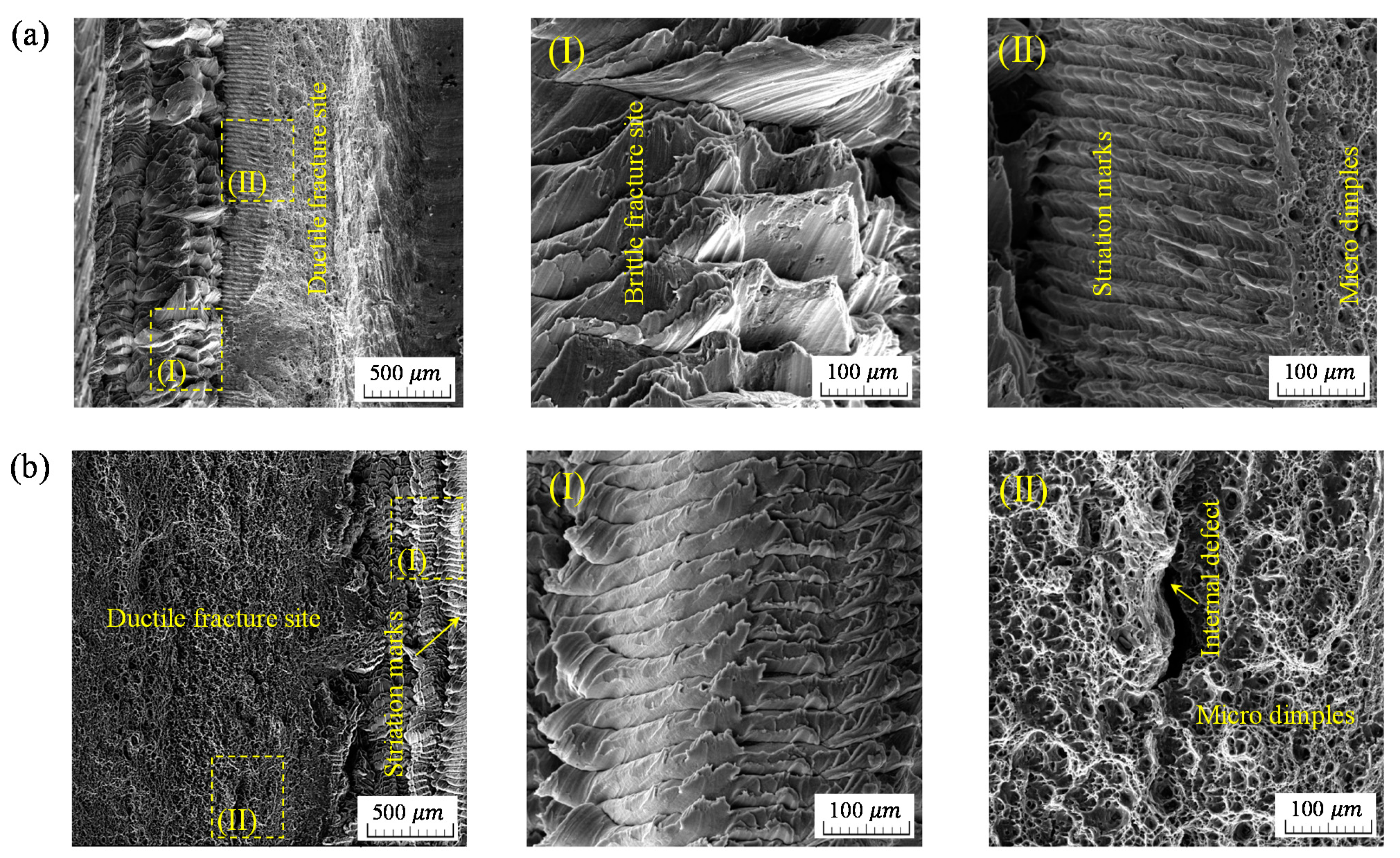
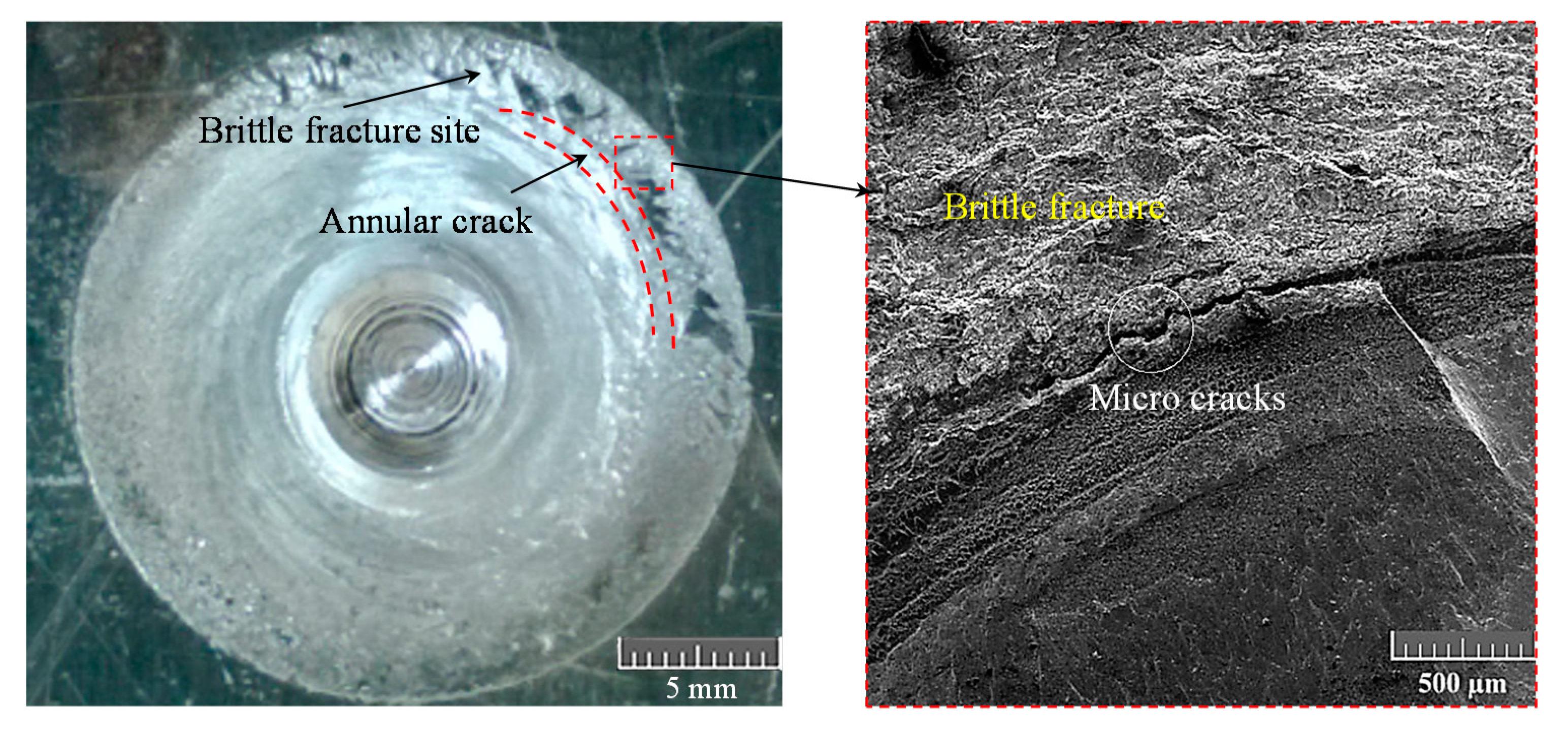
3.4. Fracture Surfaces of Failed Joints
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomas, W.; Nicholas, E.; Needham, J.; Murch, M.; Temple-smith, P.; Dawes, C. Friction Welding. US Patent No. 5460317, 1997. [Google Scholar]
- Chang, W.S.; Chun, C.K.; Kim, H.J.; Cho, H.J.; Kim, T.K. Mechanical and micro structural properties of friction spot joined 5052 and 6111 Al Alloys. J. Mater. Sci. Forum 2008, 580–582, 435–438. [Google Scholar] [CrossRef]
- Gerlich, A.; Su, P.; North, A.; Bendzsak, T.H. Intermixing in dissimilar friction stir spot welds. J Metall. Mater. Trans. A 2007, 38, 584–595. [Google Scholar]
- Enami, M.; Farahani, M.; Farhang, M. Novel study on keyhole less friction stir spot welding of Al 2024 reinforced with alumina nanopowder. Int. J. Adv. Manuf. Technol. 2019, 101, 3093–3106. [Google Scholar] [CrossRef]
- Hong, S.T.; Das, H.; Oh, H.S.; Al Nasim, M.; Chun, D.M. Combination of nano-particle deposition system and friction stir spot welding for fabrication of carbon/aluminum metal matrix composite joints of dissimilar aluminum alloys. CIRP Ann. Manuf. Technol. 2017, 66, 261–264. [Google Scholar] [CrossRef]
- Bahrami, M.; Helmi, N.; Dehghani, K.; Givi, M.K. Exploring the effects of SiC reinforcement incorporation on mechanical properties of friction stir welded 7075 aluminum alloy: Fatigue life, impact energy, tensile strength. Mater. Sci. Eng. A 2014, 595, 173–178. [Google Scholar] [CrossRef]
- Lenin, A.W.A.; Periyasamy, N.; Lincy, G. Influence of interlayer thickness (Zn) on the properties of Al 7020 FSW joints. Mater. Res. 2016, 19, 817–823. [Google Scholar] [CrossRef] [Green Version]
- Ren, S.R.; Ma, Z.Y.; Chen, L.Q. Effect of welding parameters on tensile properties and fracture behavior of friction stir welded Al–Mg–Si alloy. Scr. Mater. 2007, 56, 69–72. [Google Scholar] [CrossRef]
- Premkumar, P.; Ruskin, B.A.; Yogesh Krishnan, P.R. Influence of tool pin profile in underwater friction stir welding of aluminum 6061 alloy, IOP Conference Series: Materials Science and Engineering. In Proceedings of the International Conference on Technological Advancements in Materials, Design, Manufacturing and Energy Sectors (ICTAMDMES’20), Chennai, India, 20–21 February 2020; Volume 923. [Google Scholar]
- Babu, S.; Elangovan, K.; Balasubramanian, V.; Balasubramanian, M. Optimizing friction stir welding parameters to maximize tensile strength of AA2219 aluminum alloy joints. Met. Mater. Int. 2009, 15, 321–330. [Google Scholar] [CrossRef]
- Lombard, H.; Hattingh, D.G.; Steuwer, A.; James, M.N. Optimising FSW process parameters to minimise defects and maximise fatigue life in 5083-H321 aluminium alloy. Eng. Fract. Mech. 2008, 75, 341–354. [Google Scholar] [CrossRef]
- Palanivel, R.; Koshy Mathews, P.; Murugan, N.; Dinaharan, I. Effect of tool rotational speed and pin profile on microstructure and tensile strength of dissimilar friction stir welded AA5083-H111 and AA6351-T6 aluminum alloys. Mater. Des. 2012, 40, 7–16. [Google Scholar] [CrossRef]
- Ugender, S.; Kumar, A.; Reddy, A.S. Experimental investigation of tool geometry on mechanical properties of friction stir welding of AA 2014 aluminium alloy. Procedia Mater. Sci. 2014, 5, 824–831. [Google Scholar] [CrossRef]
- Su, H.; Wu, C.S.; Bachmann, M.; Rethmeier, M. Numerical modeling for the effect of pin profiles on thermal and material flow characteristics in friction stir welding. Mater. Des. 2015, 77, 114–125. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V.; Valliappan, M. Influences of tool pin profile and axial force on the formation of friction stir processing zone in AA6061 aluminium alloy. Int. J. Adv. Manuf. Technol. 2008, 38, 285–295. [Google Scholar] [CrossRef]
- Yuvaraj, K.; Varthanan, P.A.; Haribabu, L.; Madhubalan, R.; Boopathiraja, K. Optimization of FSW tool parameters for joining dissimilar AA7075-T651 and AA6061 aluminum alloys using Taguchi Technique. Mater. Today: Proc. 2020, 45, 919–925. [Google Scholar]
- Ghiasvand, A.; Hassanifard, S.; Saadi, S.; Varvani-Farahani, A. Tensile properties and microstructural features of friction stir welded Al 6061 joints fabricated by various dual-pin tool shapes. Sci. Technol. Weld. Join. 2021, 26, 493–502. [Google Scholar] [CrossRef]
- Hassanifard, S.; Mohammadpour, M.; Rashid, H.A. A novel method for improving fatigue life of friction stir spot welded joints using localized plasticity. Mater. Des. 2014, 53, 962–971. [Google Scholar] [CrossRef]
- Hassanifard, S.; Mousavi, H.; Varvani-Farahani, A. The influence of low-plasticity burnishing process on the fatigue life of friction-stir-processed Al 7075-T6 samples. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 764–772. [Google Scholar] [CrossRef]
- Jayaraman, N.; Prevéy, P.S.; Mahoney, M. Fatigue life improvement of an aluminum alloy FSW with low plasticity burnishing. In Proceedings of the 132nd TMS Annual Meeting, San Diego, CA, USA, 2 March 2003. [Google Scholar]
- Huang, Y.; Wan, L.; Lv, S.; Zhang, J.; Fu, G. In situ rolling friction stir welding for joining AA2219. Mater. Des. 2013, 50, 810–816. [Google Scholar] [CrossRef]
- Prevéy, P.S.; Jayaraman, N.; Cammett, J. Overview of low plasticity burnishing for mitigation of fatigue damage mechanisms. In Proceedings of the 9th International Conference for Shot Peening, Paris, France, 6–9 September 2005. [Google Scholar]
- Rodríguez, A.; Calleja, A.; López de Lacalle, L.N.; Pereira, O.; González, H.; Urbikain, G.; Laye, J. Burnishing of FSW Aluminum Al–Cu–Li components. Metals 2019, 9, 260. [Google Scholar] [CrossRef] [Green Version]
- Ravi, S.; Balasubramanian, V.; Nasser, S.N. Influences of post weld heat treatment on fatigue life prediction of strength mis-matched HSLA steel welds. Int. J. Fatigue 2005, 27, 547–553. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Fatigue performance of friction stir welded Ti–6Al–4V subjected to various post weld heat treatment temperatures. Int. J. Fatigue 2015, 75, 19–27. [Google Scholar] [CrossRef]
- Hassanifard, S.; Nabavi-Kivi, A.; Ghiasvand, A.; Varvani-Farahani, A. Monotonic and fatigue response of heat-treated friction stir welded Al 6061-T6 joints: Testing and characterization. Mater. Perform. Charact. 2021, 10, 353–369. [Google Scholar]
- Hassanifard, S.; Reyhani, H.A.; Nabavi-Kivi, A.; Varvani-Farahani, A. An experimental study of rolled friction-stir-welded aluminum 6061-T6 joints subjected to static and fatigue loading conditions. J. Mater. Eng. Perform. 2020, 29, 4493–4505. [Google Scholar] [CrossRef]
- Hassanifard, S.; Alipour, H.; Ghiasvand, A.; Varvani-Farahani, A. Fatigue response of friction stir welded joints of Al 6061 in the absence and presence of inserted copper foils in the butt weld. J. Manuf. Process. 2021, 64, 1–9. [Google Scholar] [CrossRef]
- Shen, Z.; Ding, Y.; Chen, J.; Fu, L.; Liu, X.C.; Chen, H.; Guo, W.; Gerlich, A.P. Microstructure, static and fatigue properties of refill friction stir spot welded 7075-T6 aluminium alloy using a modified tool. Sci. Technol. Weld. Join. 2019, 24, 587–600. [Google Scholar] [CrossRef]
- Rosendo, T.; Tier, M.; Mazzaferro, J.; Mazzaferro, C.; Strohaecker, T.R.; Dos Santos, J.F. Mechanical performance of AA6181 refill friction spot welds under lap shear tensile loading. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1443–1455. [Google Scholar] [CrossRef]
- Fadaeifard, F.; Pakmanesh, M.R.; Esfahani, M.S.; Matori, K.A.; Chicot, D. Nanoindentation analysis of friction stir welded 6061-T6 Al alloy in as-weld and post weld heat treatment. Phys. Met. Metallogr. 2019, 120, 483–491. [Google Scholar] [CrossRef]
- Baghdadi, A.H.; Rajabi, A.; Selamat, N.F.; Sajuri, Z.; Omar, M.Z. Effect of post-weld heat treatment on the mechanical behavior and dislocation density of friction stir welded Al6061. Mater. Sci. Eng. A 2019, 754, 728–734. [Google Scholar] [CrossRef]
- De Giorgi, M.; Scialpi, A.; Panella, F.W.; De Filippis, L.A.C. Effect of shoulder geometry on residual stress and fatigue properties of AA6082 fsw joints. J. Mech. Sci. Technol. 2009, 23, 26–35. [Google Scholar] [CrossRef]
- Sun, G.; Wei, X.; Niu, J.; Shang, D.; Chen, S. Influence of residual stress on fatigue weak areas and simulation analysis on fatigue properties based on continuous performance of FSW joints. Metals 2019, 9, 284. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Type | Material | Weld Type | Sheet Thickness (mm) | RS (RPM) | LTS (mm/s) | Tilt Angle | Shoulder Diameter (mm) | Pin Diameter (mm) | Pin Length (mm) | |
|---|---|---|---|---|---|---|---|---|---|---|
| Cold working | In situ/sequential rolling | Al 6061-T6 | FSW | 5 | 1400 | 0.6 | - | 18 | 6 | 2.6 |
| LPB processing | Al 7075-T6 | FSW | 5 | 1400 | 0.5–2 | 2° | 18 | 6 | 2 | |
| Heat treatment | PWHT | Al 6061-T6 | FSW | 5 | 1400 | 1.6 | 2° | 18 | 6 | 4 |
| Alloying/MMC | Inserting Cu foils in the faying surface | Al 1060-H16 | FSW | 5 | 1400 | 0.6 | 2.5° | 20 | 6–8 cone-shaped | 4.8 |
| Adding alumina powder | Al 7075-T6 | FSSW | 2 | 1100 | - | - | 18 | 6 | 2.5 | |
| Joint Samples | UTS (MPa) | Elongation (%) |
|---|---|---|
| In situ rolled sample with 6 mm balls | 138 | 4.8 |
| In situ rolled sample with 8 mm balls | 155 | 5.9 |
| Sequential rolled sample with 6 mm balls | 121 | 2.7 |
| Sequential rolled sample with 8 mm balls | 115 | 2.4 |
| As-welded sample | 110 | 2.9 |
| LPBed sample with 3 kN force | 373 | 8.5 |
| LPBed sample with 4 kN force | 375 | 9.0 |
| FSW sample before LPB process | 369 | 8.9 |
| STA heat-treated sample | 182 | 3.2 |
| As-welded sample | 105 | 2.5 |
| Alloyed sample with 100 μm-thick Cu foil | 101 | 3.2 |
| Alloyed sample with 200 μm-thick Cu foil | 88 | 2.3 |
| As-welded sample | 68 | 1.9 |
| MMC sample with 1 wt.% alumina powder | 169 | 9.8 |
| MMC sample with 2.5 wt.% alumina powder | 139 | 3.9 |
| FSSW sample without alumina powder | 143 | 7.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hassanifard, S.; Varvani-Farahani, A. A Comparative Study on Fatigue Response of Aluminum Alloy Friction Stir Welded Joints at Various Post-Processing and Treatments. J. Manuf. Mater. Process. 2021, 5, 93. https://doi.org/10.3390/jmmp5030093
Hassanifard S, Varvani-Farahani A. A Comparative Study on Fatigue Response of Aluminum Alloy Friction Stir Welded Joints at Various Post-Processing and Treatments. Journal of Manufacturing and Materials Processing. 2021; 5(3):93. https://doi.org/10.3390/jmmp5030093
Chicago/Turabian StyleHassanifard, Soran, and Ahmad Varvani-Farahani. 2021. "A Comparative Study on Fatigue Response of Aluminum Alloy Friction Stir Welded Joints at Various Post-Processing and Treatments" Journal of Manufacturing and Materials Processing 5, no. 3: 93. https://doi.org/10.3390/jmmp5030093
APA StyleHassanifard, S., & Varvani-Farahani, A. (2021). A Comparative Study on Fatigue Response of Aluminum Alloy Friction Stir Welded Joints at Various Post-Processing and Treatments. Journal of Manufacturing and Materials Processing, 5(3), 93. https://doi.org/10.3390/jmmp5030093