1. Introduction
Directed energy deposition (DED) is a family of additive manufacturing (AM) technologies that is characterized by a concentrated energy source and a feed of raw material intersect in the interaction point, commonly protected from oxidation by an inert shield gas. The applied energy melts the raw materials forming a melt pool, a liquid material in the interaction point. Depending on feedstock type, DED processes are divided into powder feed and wire-feed based. According to the ISO/ASTM 52900 standard [
1], DED is the AM process in which focused thermal energy is used to fuse materials by melting as they are being deposited. “Focused thermal energy” means that an energy source (for example, laser, electron beam, or plasma arc) is focused to melt the materials being deposited. More in detail, the ASTM F3187 standard [
2] guidelines details the components of DED systems, which are made up of four fundamental subcomponents: heat source, positioner (motion), feedstock feed mechanism, and a computer control system. Powder based DED predominantly uses a laser beam as the heat source and metal powder as the feedstock, so called powder based laser metal deposition (LMD-p) [
3,
4]. Wire based DED processes result in lower resolution compared to LMD-p, but provide a higher deposition rate and allow for the fabrication of larger structures [
5,
6]. Among wire-based DED, special attention has been given to wire-Arc additive manufacturing (WAAM) that uses metal wire as the feedstock and an electric arc as the energy source.
The directed energy deposition (DED) processes were born as an “open-loop” control manufacturing process, but at present, the researchers and specialized manufacturers can offer it as a “closed-loop” control process and it is possible to modify the laser and other parameters if the analysis of some key process parameters (KPPs) warrants it. These mainly focus on molten pool temperature, melt pool size, and layer height [
5,
6], and the idea is to reduce the thermal distortion, residual stresses, and cracking.
A complicated interplay of process parameters (powder or wire feed rate, scanning speed, laser power or current, spot diameter, trajectory, kinematic precision, material properties, gas flow rate etc.) and high sensibility to small fluctuations of the input parameters makes it nearly impossible to elaborate accurate physical models of the DED processes to predict and control the geometry and quality of the fabricated part simultaneously. Control of the deposit layer thickness and height is a critical issue since it impacts on the geometrical accuracy and overall quality of the product [
4]. The laser metal deposition (LMD-p) is a class of additive manufacturing DED processes where the powder along with an inert gas are delivered to a laser-powder interaction point through a nozzle coaxial or lateral to the laser beam optical axis. The laser interacts with a substrate material and the delivered metal powder creates a hot liquid metal region commonly called
melt pool. Due to the movement of the laser beam relative to the substrate, a deposition track is fabricated in an additive manner, layer by layer [
3,
4] and the overlap of tracks creates each layer.
Wire-arc additive manufacturing (WAAM) is another directed energy deposition technology that uses the arc welding process, instead of laser, to 3D print metal parts. Unlike metal powder AM processes, WAAM works by melting metal wire using an electric arc as the heat source. The melted material is deposited upon a base material creating a metallic layer. By repeating the process layer by layer a 3D part is generated [
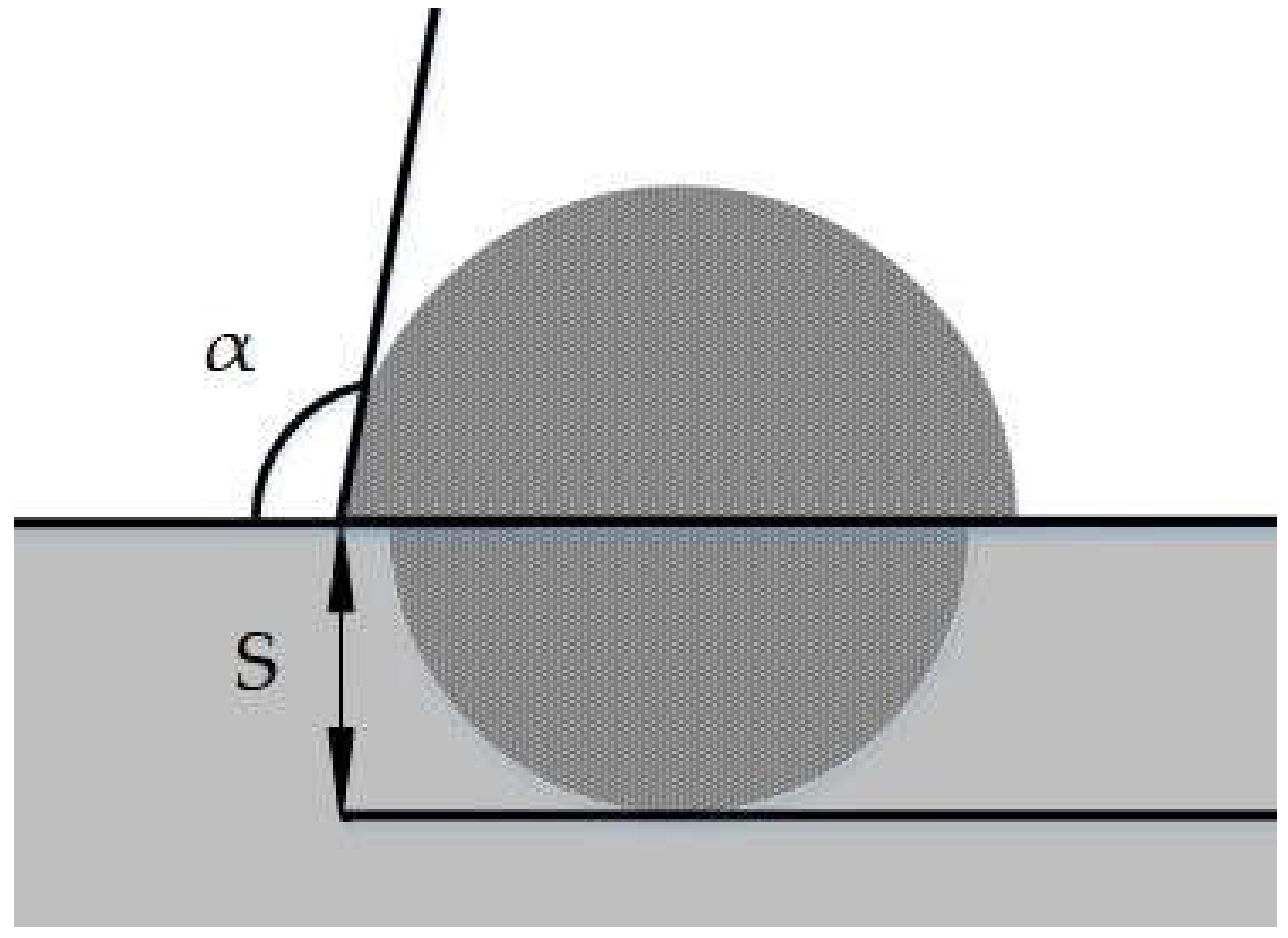
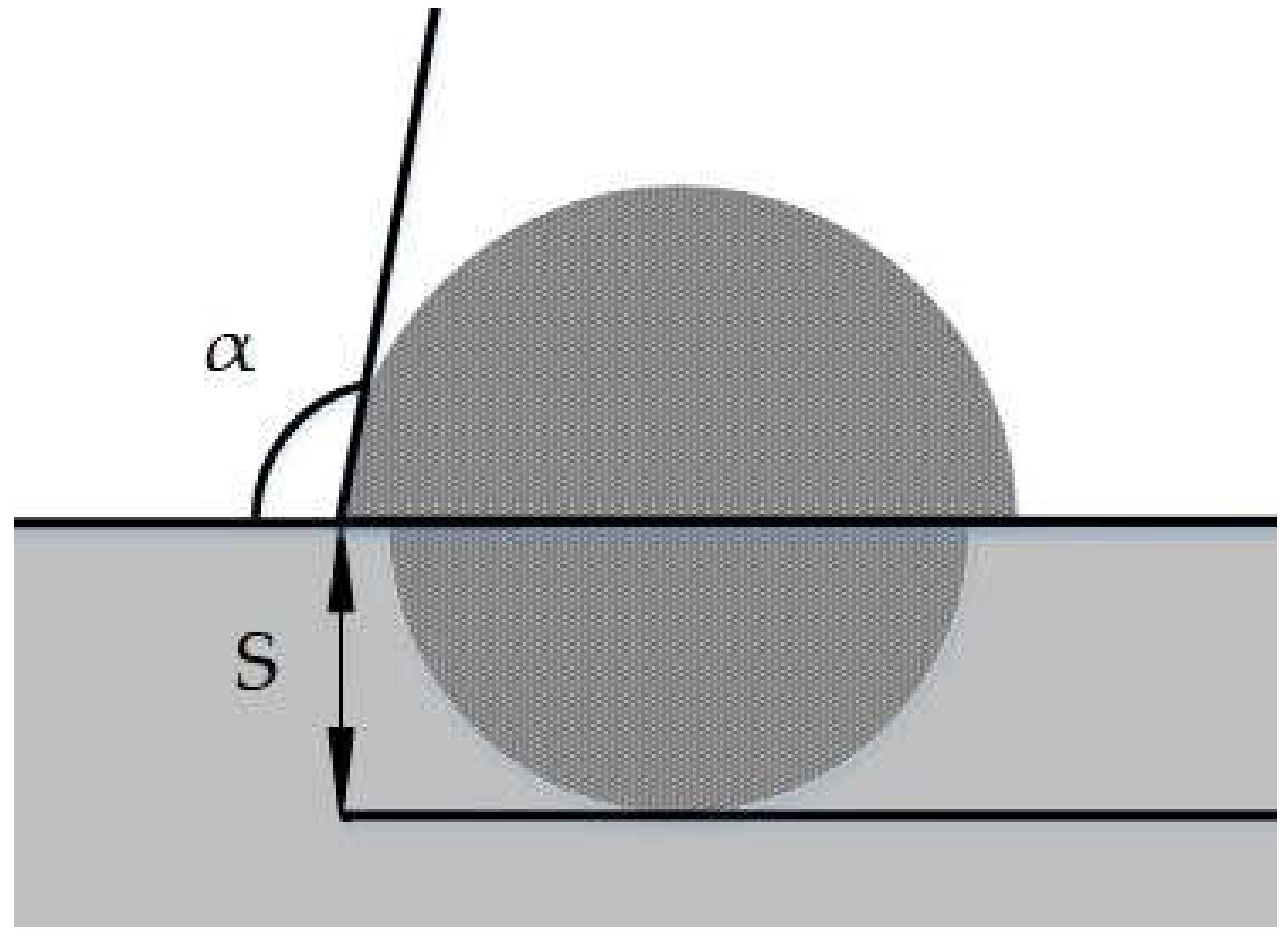
5]. During the manufacturing of the first layer, one aspect that determines the quality of the bonding between the deposited layer and the base material is the wetting angle (also known as contact angle, α). A contact angle is the angle that a liquid makes with a solid at the solid/liquid/vapor interface. Each liquid–solid combination forms a characteristic contact angle at the interface. In most cases, a change in the properties of the solid’s surface will be measurable by a change in the contact angle and penetration
S. This wetting angle (
Figure 1) may be defined as the angle that a droplet of metal liquid makes at the contact point with the surface.
Wetting angles close to or higher than 90° are related to the likelihood of generating a lack of fusion defect with the substrate. Selection of the right welding parameters in this first layer is critical due to the enhanced heat sinking effect along the substrate. This is particularly critical for aluminum parts, which usually require an adaptation of the welding current to counter the enhanced heat sinking along the substrate. For that purpose, an in-line measurement of the wetting angle is desirable. Because this opens up the possibility of taking corrective actions during the process by acting upon the heat source and thus avoiding, consequently, scrap generation. However, this must obviously rely on reliable in-line measurement of the first WAAM track, which is related to weld overlay cladding (WOC) and this is precisely the scope of this second use case.
Regarding WAAM sensing and control, these are still at the very early stage of their development [
7]. Pioneering studies focused on monitoring and controlling the width and the height of the layers in walls. Monitoring of melt pool during WAAM is very challenging due to the strong influence of welding arc, and visual sensing has been used to monitor the weld bead behind the welding area with a certain distance lag [
8,
9]. In these studies, CCD cameras and special filtering and edge detection algorithms were developed. Xiong et al. proposed adjusting the travel speed to compensate for layer height deviations during WAAM [
10]. Recently, different multi-sensor monitoring systems have been developed for WAAM processes [
11,
12]. Previous closed-loop control systems have relied only on one physical phenomenon (temperature, weld geometry, …) and this was insufficient to effectively control WAAM under different operating conditions. Modern multiple monitoring concepts for WAAM are based on a combination of thermal, geometrical, and environmental data. Despite the monitoring performance of these multi-sensor systems having been validated in some WAAM trials, they still need to be further developed to demonstrate the possibility of detecting defects in-line and to use them as input for more advanced close-loop control solutions [
12].
With respect to LMD, harsh environmental conditions of LMD and the resulting high temperature dictate the usage of non-contact height measuring techniques, thus optical techniques are considered the most suitable [
13,
14,
15]. Various approaches for height monitoring systems in the DED processes have been reported in the literature: charged couple device (CCD) cameras [
13,
14,
15,
16,
17,
18,
19,
20,
21,
22], laser triangulation displacement sensors [
23,
24,
25,
26,
27,
28], stigmometer [
29], structured light 3D imaging [
30], and optical coherence tomography [
31,
32].
Nevertheless, all of them have their advantages and disadvantages. Direct imaging acquisition and analysis of the melt pool with CCD cameras requires physical modeling since the borders of the melt pool are hard to distinguish and the height measurement cannot be performed directly. Due to a nonlinear relationship between the melt pool shape and the DED track shape, direct imaging of the melt pool borders does not guarantee accurate track height prediction [
11].
The advantages of laser triangulation displacement sensors are as follows: it can be used for 1D (point), 2D (line), and 3D (structured grid) height measurements; accuracy down to 10 µm; and measurement frequency up to 300 kHz. On the other hand, the process laser and thermal emission disturbs the height measurements and this, together with dimensional constraints, does not allow for in-line height monitoring. Most of the times, this results in off-line measurements, which means the process is stopped to scan the whole area for a number of selected layers, which causes a loss in productivity [
14,
15,
16,
17,
18,
19].
This paper describes a vision-based triangulation technique, shape-from-shadow (SFS), that utilizes a 640 nm wavelength pulsed laser illumination with a shadow pattern projected onto the LMD and WAAM tracks and one off-axis located CCD camera synchronized with the illumination laser to capture images of the illuminated LMD and WAAM tracks with a shadow pattern. This approach has the same advantages as the conventional triangulation system, but can be used in-line without stopping the production process. Usage of the narrowband optical filter together with placement of SFS away from the melt pool eliminates interference with the process emission. Consequently, it is possible to perform the height measurement of only the solidified deposit close to the melt pool. SFS is seemingly similar to a structured light technique, but there are a number of differences. First, in SFS, shadow patterns are projected instead of laser patterns. Second, structured light utilizes interchanging patterns to perform the measurement while SFS uses a single static shadow pattern throughout the entire fabrication. Due to the fact that SFS is a vision based measurement technique, a visual inspection of the process conditions is possible in real time, although this analysis is not included in this paper. Therefore, it is an appealing alternative to existing solutions as it offers complementary features to the conventional laser triangulation. The proposed technique can reduce the time it takes to fabricate an LMD and WOC part, ensure the near-net-shape fabrication, enable closed-loop height control, and reduce the person-hour [
33].
The current work is organized as follows.
Section 2 presents the system design and implementation and covers the basic principles of SFS for a DED layer height measurement and the hardware arrangement of the proposed SFS setup for the LMD process. The WOC hardware specifications and the process parameters are also given in this section.
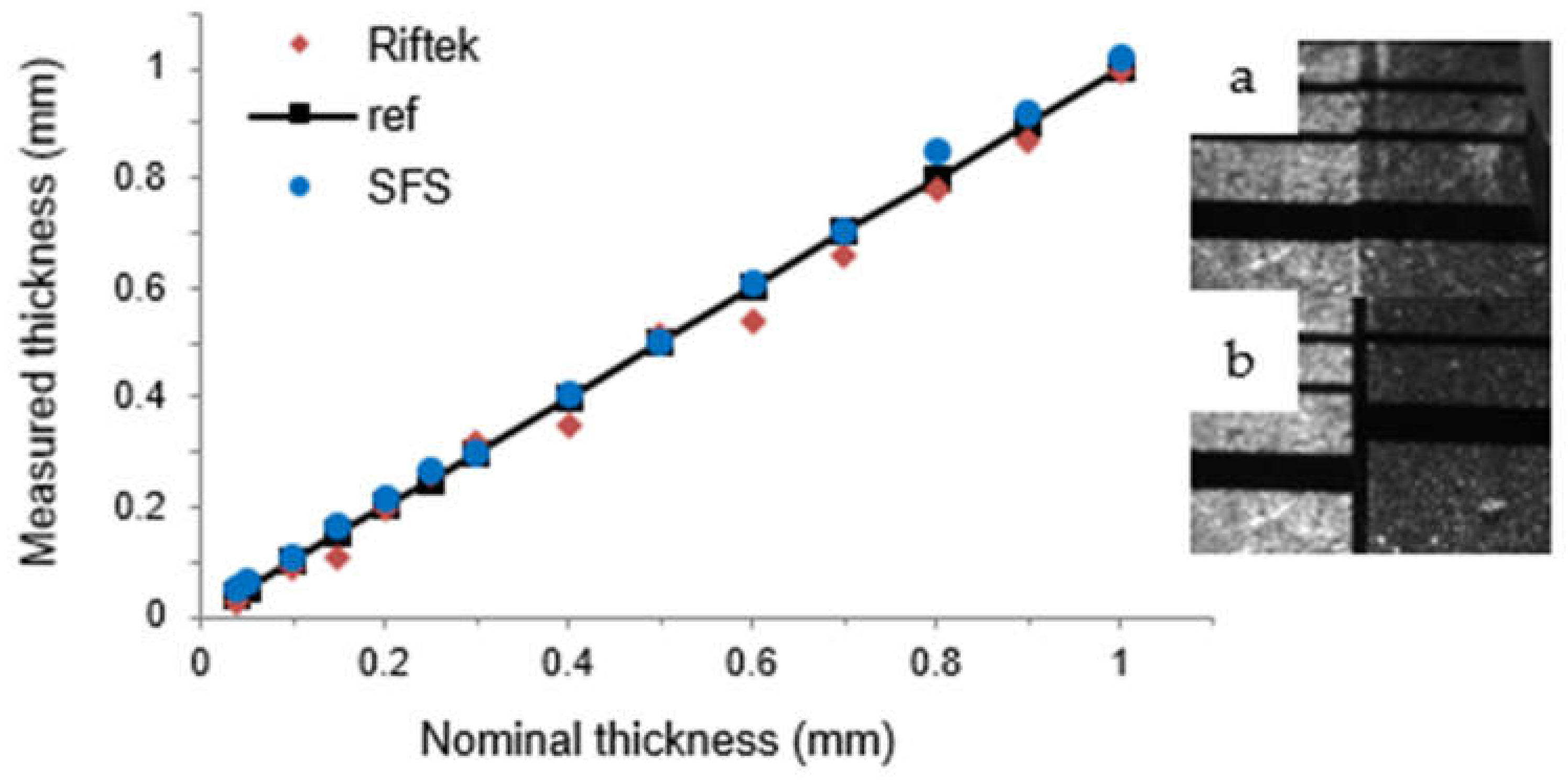
Section 3 describes the system calibration and includes the validation of the proposed technique through a comparative study with a 2D laser triangulation sensor measurement and corresponding values of the linearity and precision.
Section 4 shows the experimental results and its analysis, in which the case studies of the in-line height measurement of an LMD single track multi-layer structure (thin wall) and WOC width, height, and contact angle measurements with SFS are described and evaluated. Finally, the main conclusions are summarized in
Section 5.
2. System Design and Implementation
2.1. Shape-from-Shadow Working Principle
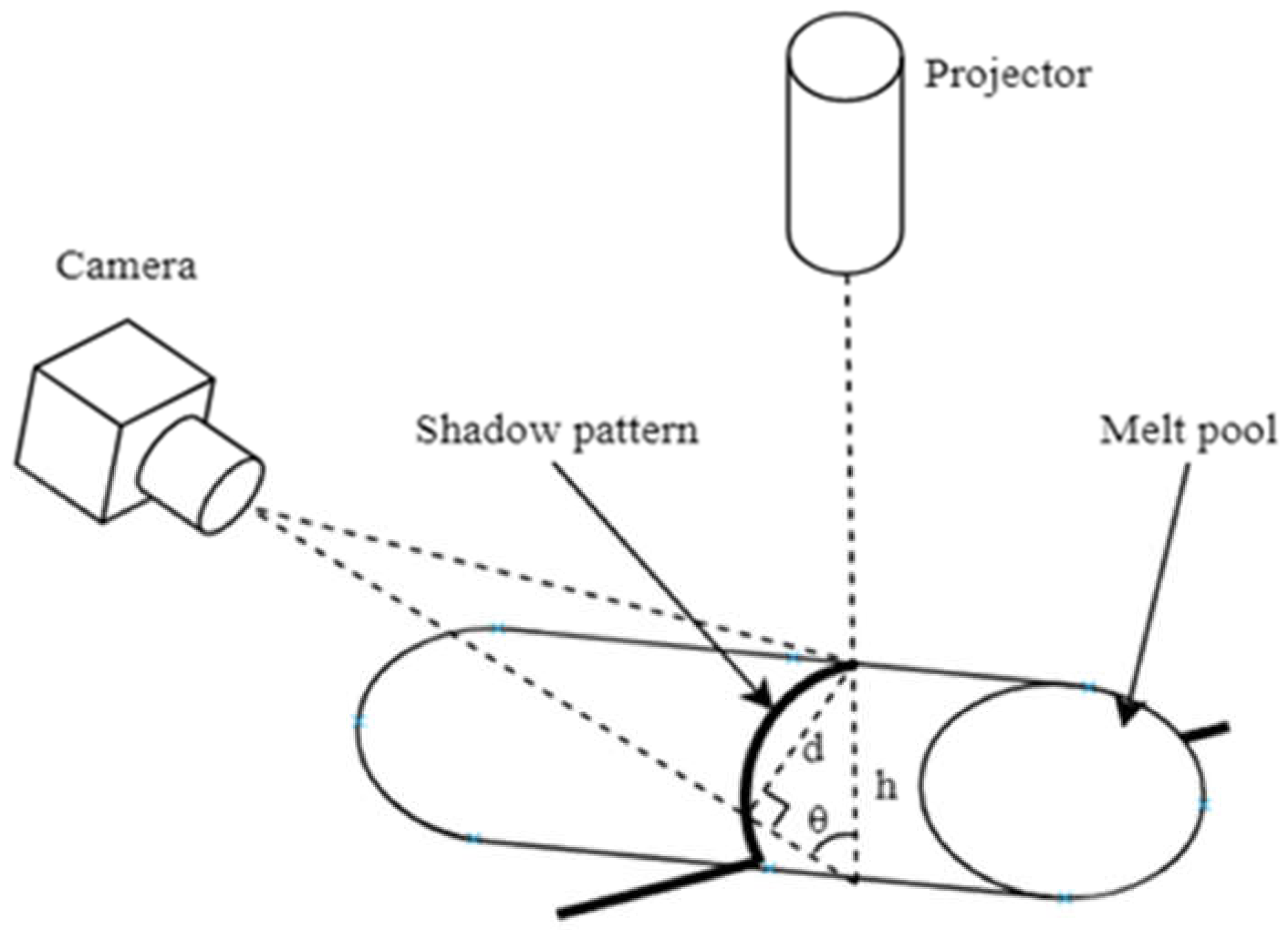
Shape-from-shadow is an active triangulation technique for 3D geometry measurement based on a laser triangulation principle that differs from conventional methods by projecting a shadow pattern instead of light. In addition, pulsed laser is employed—synchronized with camera exposure—which eliminates the influence of the radiation stemming from the process. The set-up is show in
Figure 2.
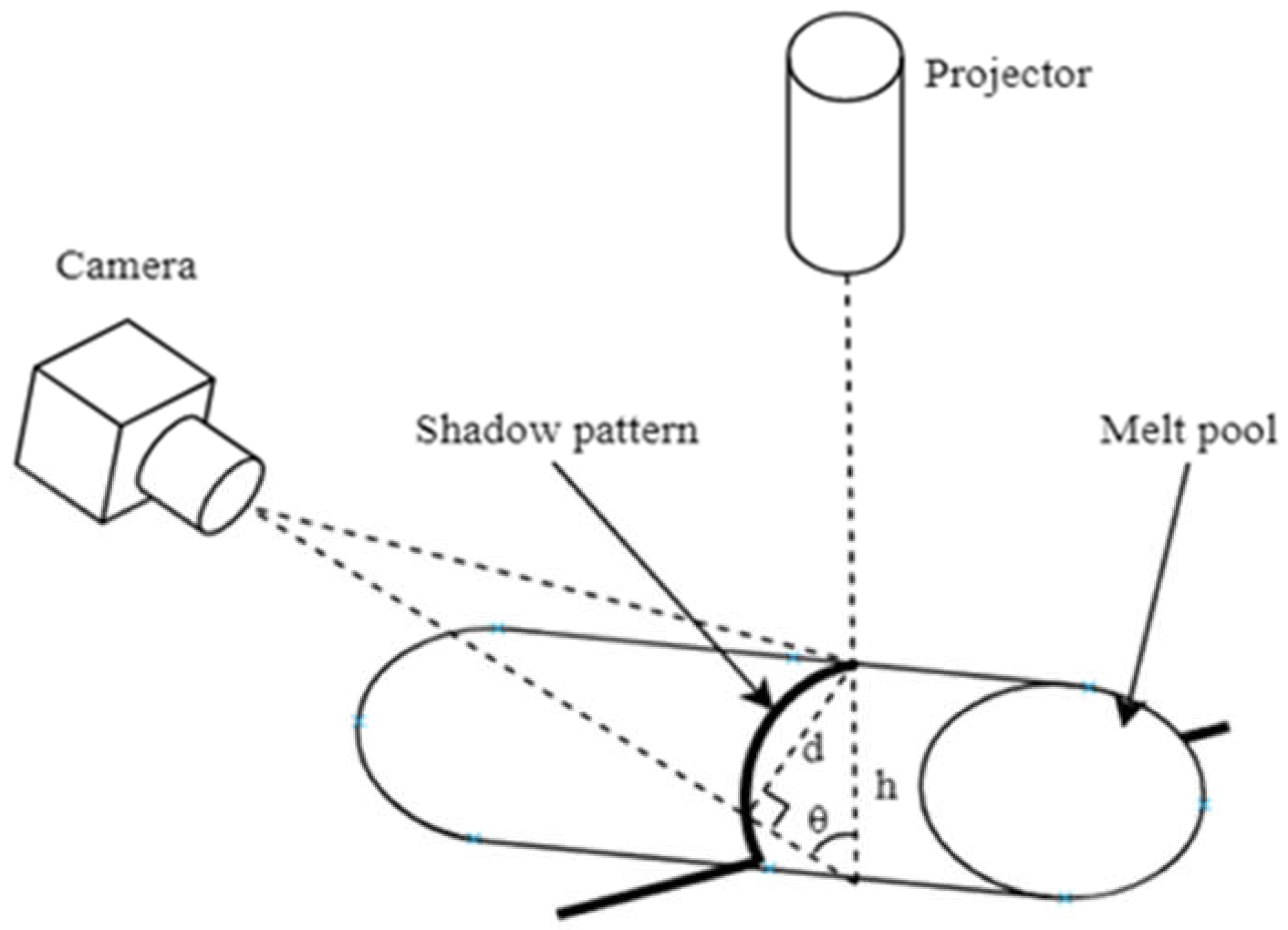
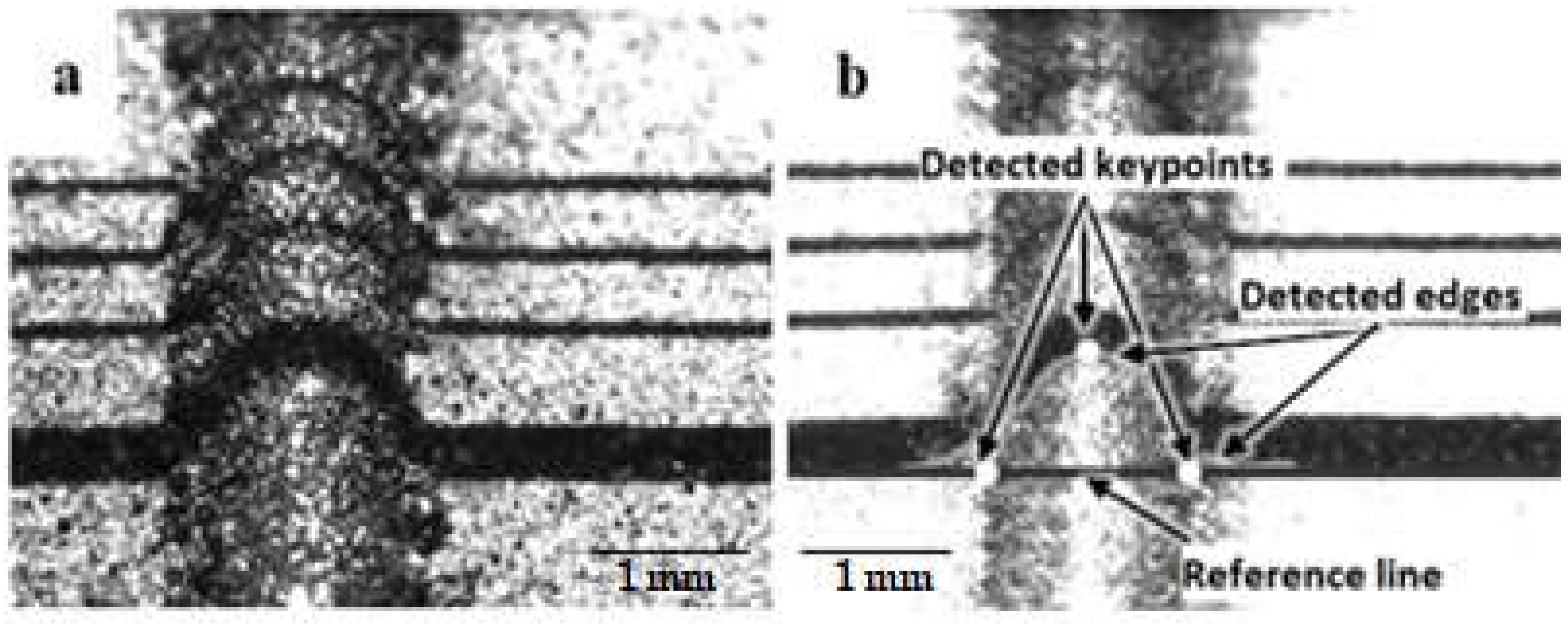
The height measurement of the deposits consists of acquiring images and processing them with an algorithm developed in PYTHON. By using the algorithm, the difference in pixels between the peak of the distorted shadow line on the LMD or WAAM track and the undistorted part of the shadow (reference line) is calculated (
Figure 3) using Equation (1).
In the SFS height measurement principle,
d is the height in pixels in camera projection plane, with this value, the track height (
h) is measured according to Equation (1) [
11], where
θ is the angle between the projector and the camera, and
k is the conversion coefficient that represents a pixel size in the international unit system (μm):
The conversion coefficient k depends on the camera resolution, angle θ, and the focusing optics. Both θ and k have to be found during the calibration using a calibrated pattern.
To assess presence of camera lens distortion, a calibrated object (10 × 10 mm) with a chess pattern was placed on top of the substrate at the focal point of SFS. In addition, to obtain camera parameters (k and θ), a pattern with known dimensions was also introduced. After the calibration procedure, the conversion coefficient was assessed to be k = 10 and the angle θ = 85° for LMD setup.
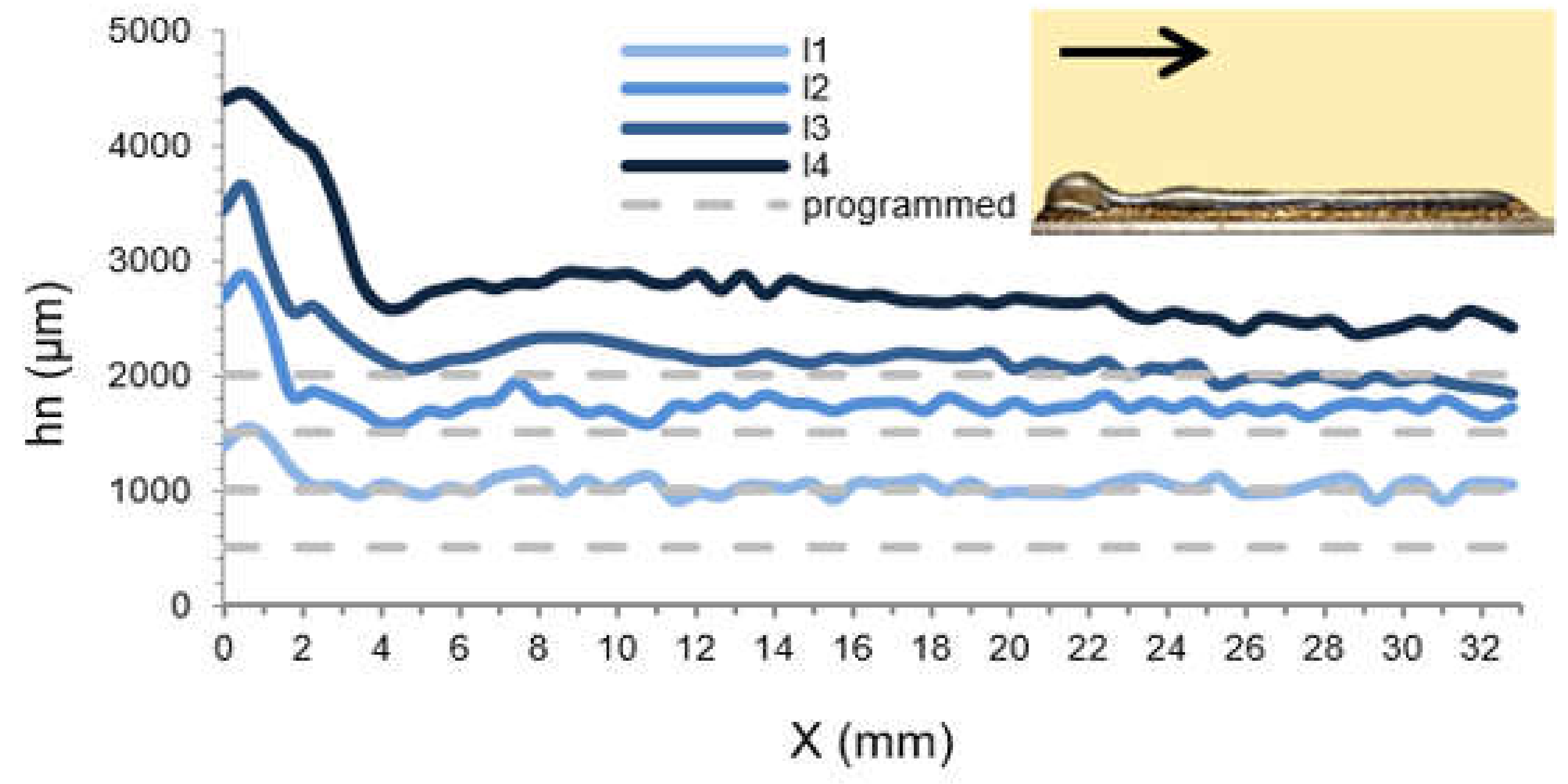
The height measurement of the second layer upward follows the same procedure with the difference that the previous layer height
hn−1 is added to track height
h. The resultant height of the
n-th layer of the LMD deposit will be:
2.2. Shape-from-Shadow Setup for LMD
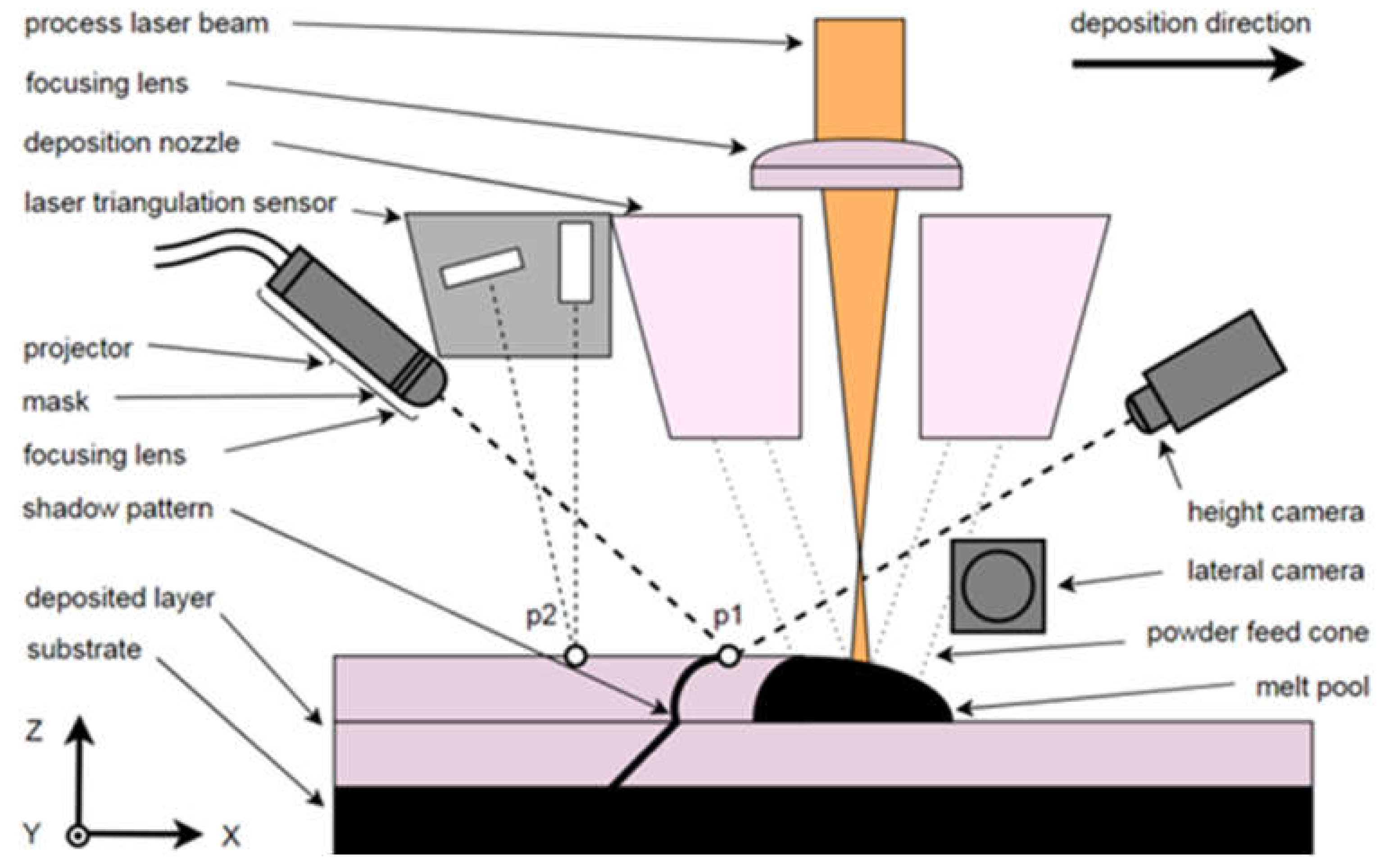
Depending on the height of the LMD deposit, the projected shadow will distort correspondingly, so CCD camera images were acquired, processed, and after appropriate calibration, the height data were extracted. As previously stated, for validation purposes, a laser scanner was employed that measured the layer height after process. The geometrical arrangement of the SFS and the laser scanner (Riftek model RF627, Minsk, Belarus) on the LMD working station at LORTEK is shown in
Figure 3. By using the laser scanner, a conventional 2D triangulation laser displacement sensor, X and Z axes were measured simultaneously and a profile of the entire LMD track was formed. Main specifications of the laser scanner are as follows: a 450 nm wavelength (visible blue), a measuring range of 50 mm, a linearity of ±0.05% of measuring range, nominal precision of 10 μm, and a frequency up to 3.6 kHz. As shown in
Figure 3, the laser scanner is only able to measure a track height in point 2 (p2), which in this setup equals 60 mm from the melt pool, while the SFS acquires the height data at point 1 (p1), which can be adjusted and it can be as close as 2 mm. Due to this fact, height measurement via the laser scanner was performed off-line and established as a reference for the validation of the SFS system.
As a light source, a pulsed diode laser (CAVILUX Smart further CAVILUX, CAVITAR, Tampere, Finland) was used with a 640 nm wavelength (visible red), an output power of 300 W, a pulse duration of 5 μs, and a frequency of 30 Hz. The laser radiation is delivered by an optical fiber with a 300 μm core diameter. To generate a shadow pattern, transparent glass with a non-transparent multiple straight lines mask was placed in between the probe laser fiber output and the focusing lens (
Figure 3). The divergent output laser beam from CAVILUX Smart was focused down on the working area with a lens of a focal length of 17.5 mm and an aperture of f/2.5 (Edmund Optics TECHSPEC
® Rugged Blue Series M12, York, UK). The fiber output with the mask and the lens (projector) was mounted in a direction opposite to the scan motion, 150 mm above the LMD track with an elevation angle of 55° to the substrate plane. The resultant laser spot diameter was 20 mm with a shadow line thickness of ~400 μm on the substrate plane. The shadow measuring line was projected 2 mm away from the melt pool to avoid overlap of the line with the melt pool in certain fabrication scenarios. Additionally, the shadow line was carefully adjusted in the XY plane to be projected perpendicularly to the measured LMD track.
The images were captured by a monochrome CCD camera (Basler acA640-120gm, Basler AG, Ahrensburg, Germany) with a 656 × 494 pixel resolution and a framerate of 30 frames per second. A narrowband filter of 640 nm for the CAVILUX was used to filter out the process laser emission, stray light, and to reduce the effects from flares. In addition, to reduce the effects from unwanted emissions, the camera was triggered by the illumination laser and the exposure time was set to 5 μs to coincide with the laser pulse duration. The focusing optics were used by giving a 6560 × 4940 μm field of view at the substrate plane, resulting in an effective measuring range on the Z axis of approximately 4 mm. The camera was placed 100 mm above the substrate plane with an elevation angle of 40°. Hence, the deposition nozzle appeared in between the camera and the projector. The angle θ was found empirically and it was heavily conditioned by the geometry of the nozzle and stand-off-distance (SOD) of 12 mm. The camera position should be carefully adjusted to avoid the shading effect from the deposition nozzle, the glare from the melt pool, and to provide the maximum possible measuring range. Illumination conditions due to roughness or presence of soot and the camera’s parameters greatly affect further image processing, so have to be considered before the measurement.
2.3. LMD Setup
The LMD setup consists of a continuous wave disk laser with a central wavelength of 1030 nm (TRUMPF Trudisk 6002) and a maximum laser power of 5 kW. The laser beam is delivered to a focusing head (TRUMPF BEO D70, Ditzingen, Germany) by an optical fiber with a 400 μm core diameter (
Table 1). Furthermore, the laser beam is collimated by a 200 mm focal length collimating lens. Finally, the laser beam is focused by the focusing lens with a 200 mm focal length. The achievable laser spot diameter with this configuration ranges from 0.4 mm to 4 mm. The deposition head was mounted on an independent Z axis (vertical) of the 3-axis Cartesian CNC system (Fagor CNC-8070, Basque Country, Sapin) and mounts a three-jet powder nozzle (Fraunhofer ILT 3-JET-SO12-S, Munich, Germany).
The processed metal powder was Inconel 718 (TLS Technik GmbH & Co. Spezialpulver KG, Bitterfeld-Wolfen, Germany) with a particle size distribution between 45 μm to 90 μm. The metallic powder was fed to the nozzle by a powder feeder (Sulzer Metco Twin 10-C) using argon as both a carrier gas and a shielding gas. For the single track single layer experiment, the powder flow rate was set to 26 g/min and for the single track multi-layer experiment, it was set to 15 g/min. The substrate was made of Inconel 718 with a 10 mm thickness. The standoff distance was fixed to 12 mm.
2.4. WOC Setup
For the WOC process, a Fronius CMT TPS 400i welding power source and WF 60i Robacta Drive CMT/W welding torch assembled in a Fanuc ARC Mate 120iC robot were employed. Cold metal transfer (CMT) mode was applied. The filler metal was 1.2 mm diameter ER5356 (aluminum) wire that was deposited over a substrate of AA6082-T6 with a 4 mm thickness. The torch speed, which is attached to a robotic arm, was established at 70 cm/min. In addition, Argon Q1 shielding gas at a 30 L/min flow rate was employed to protect the welding area. The hatching deposition strategy (i.e., straight weld beads without any weaving) was employed.
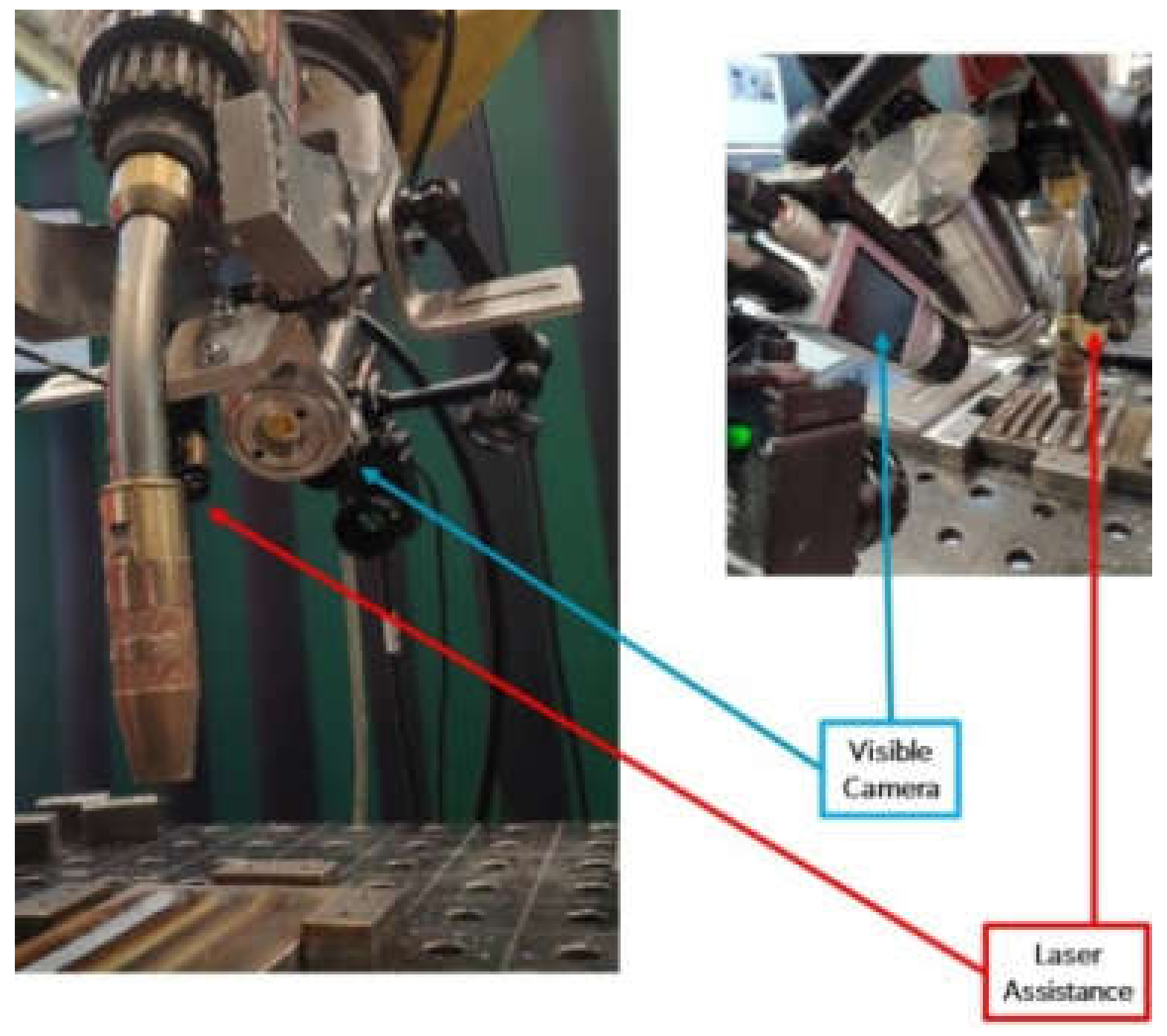
2.5. Shape-from-Shadow Setup for WOC
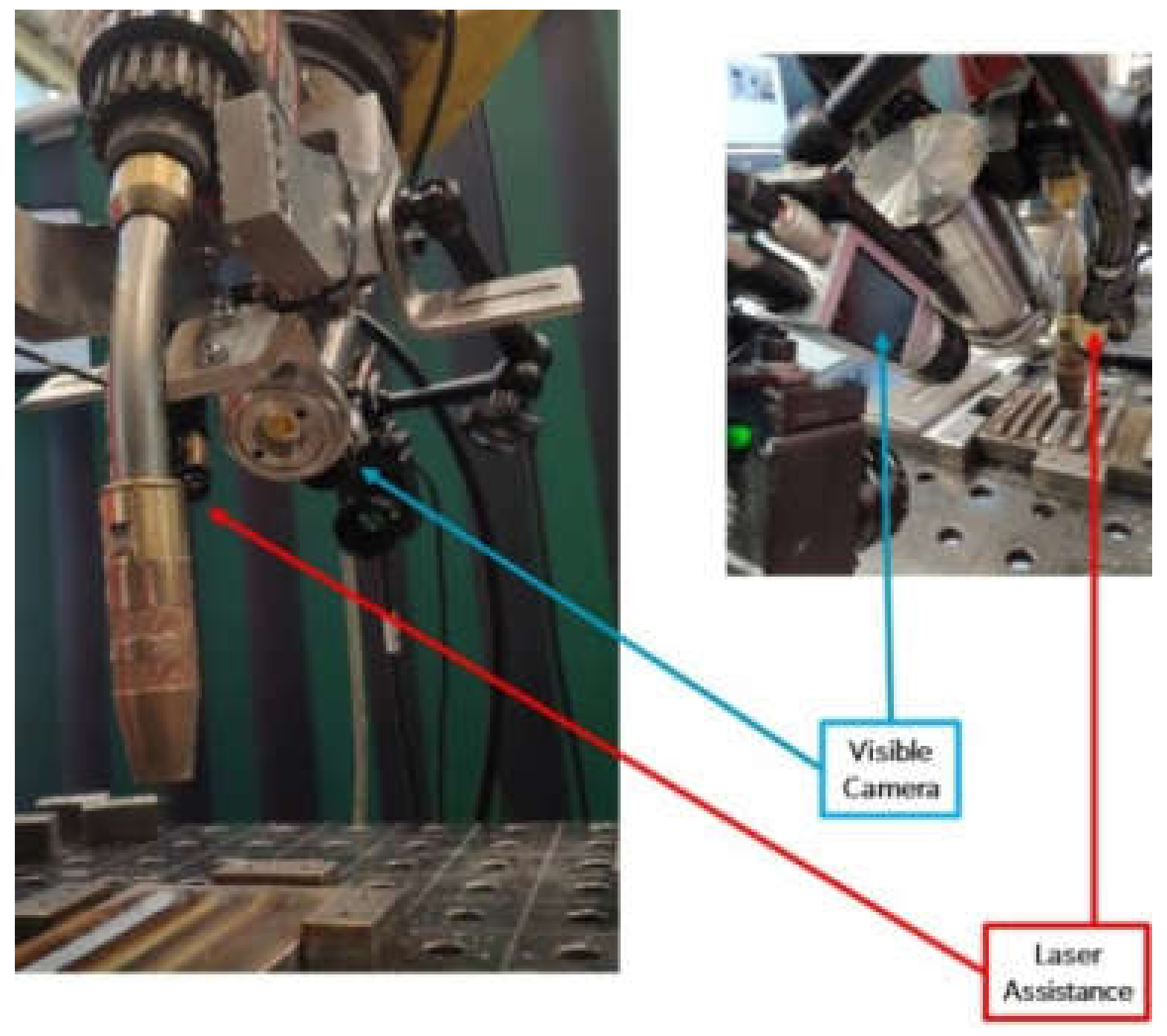
Regarding the configuration for the wetting angle measurement, the same procedure as in the case of laser metal deposition use case was followed. The same camera was attached to the welding torch in the WAAM station with a given angle (45°), pointing out the location where the melt pool forms. Camera and laser illumination formed an angle of 17° (See
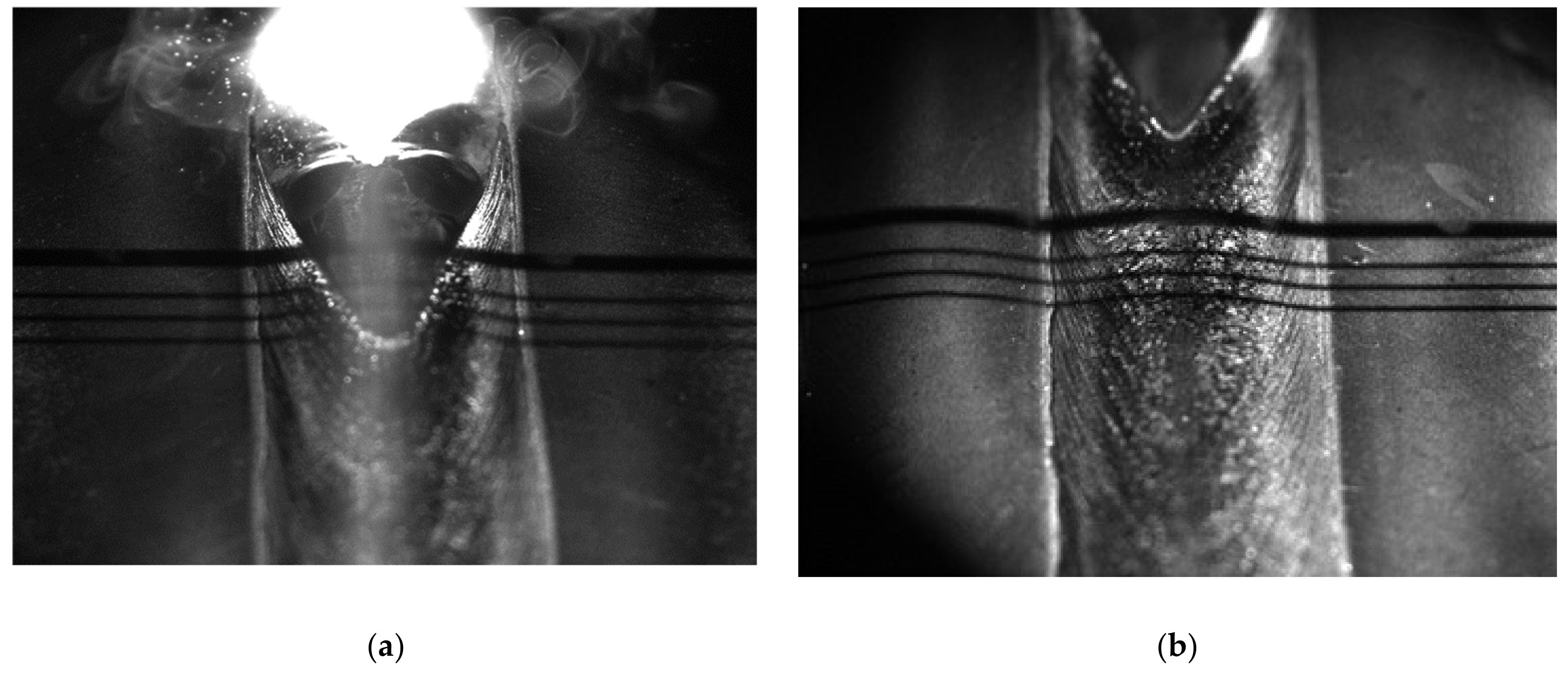
Figure 4). Two different configurations as shown in
Figure 5 were tested; on one hand, in the former, the shadows were projected onto the molten pool so that the wetting angle of the liquid was obtained. In the latter, the shadows were positioned just after the molten metal was solidified. It has to be emphasized that in this case, measurements resulted in higher stability because these were not disturbed by the brightness of the arc. In fact, this was the configuration chosen for the measurements based on the stability criterion.
The sequence of images was acquired at 60 frames per second being the exposure time 5 µs, which matched with the illumination pulse as the laser pulse width was also established as 5 µs. In addition, the laser and camera were synchronized so that the image quality was enhanced.
The differences in SFS configuration for LMD and WOC are summarized in
Table 2.
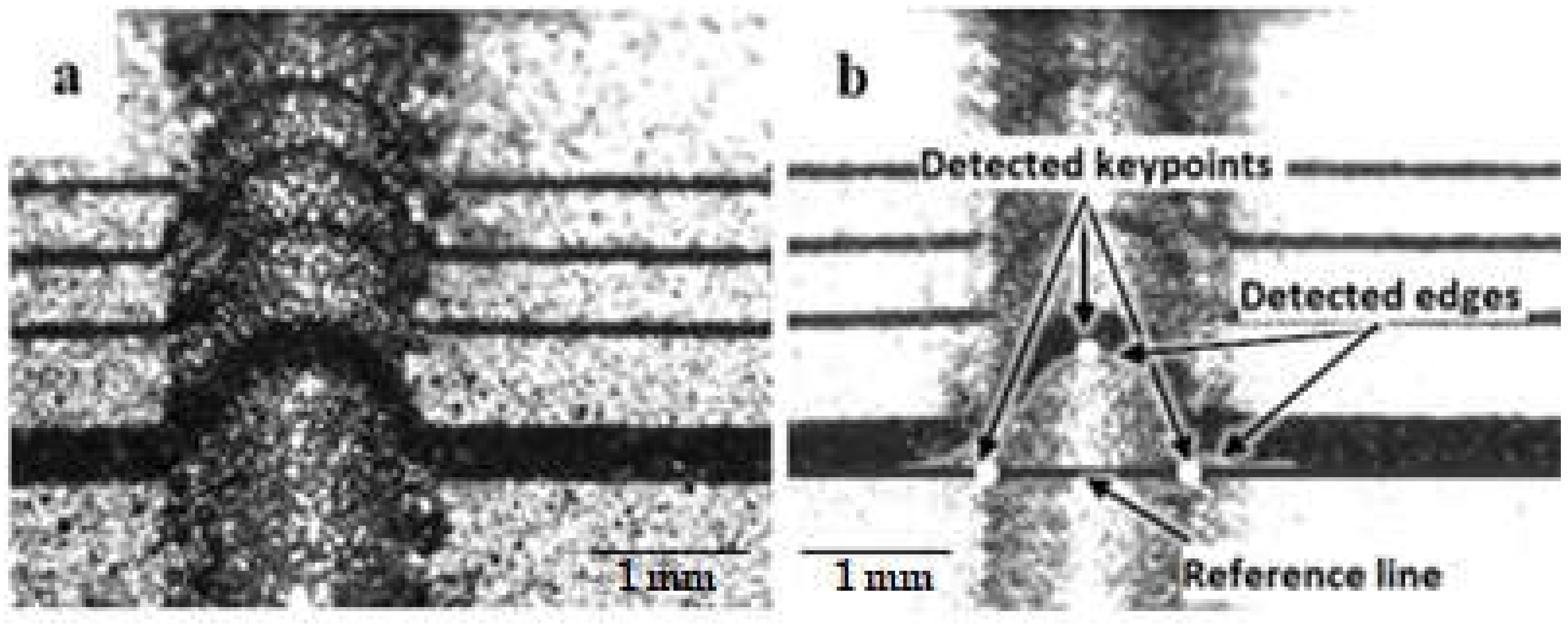
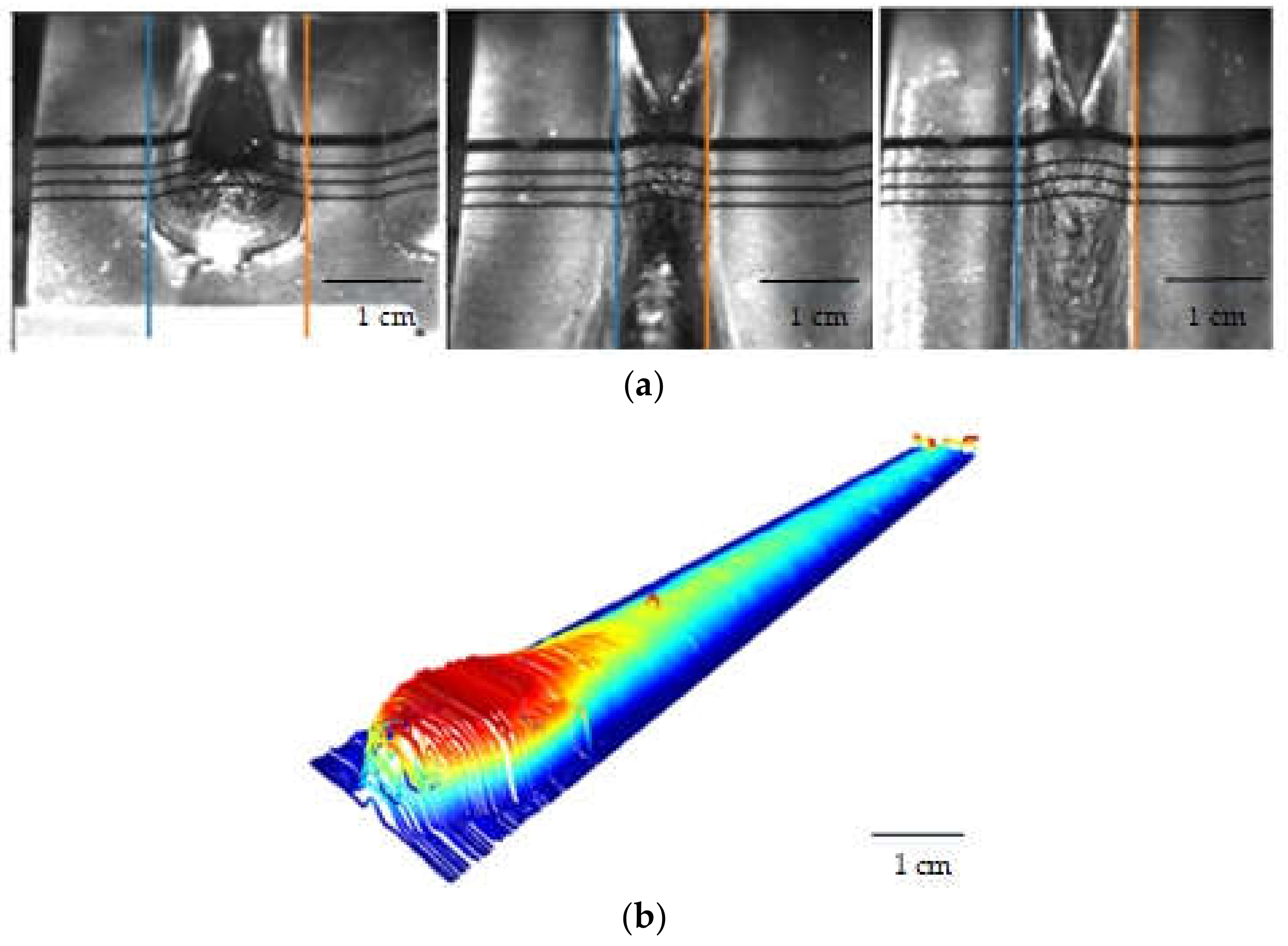
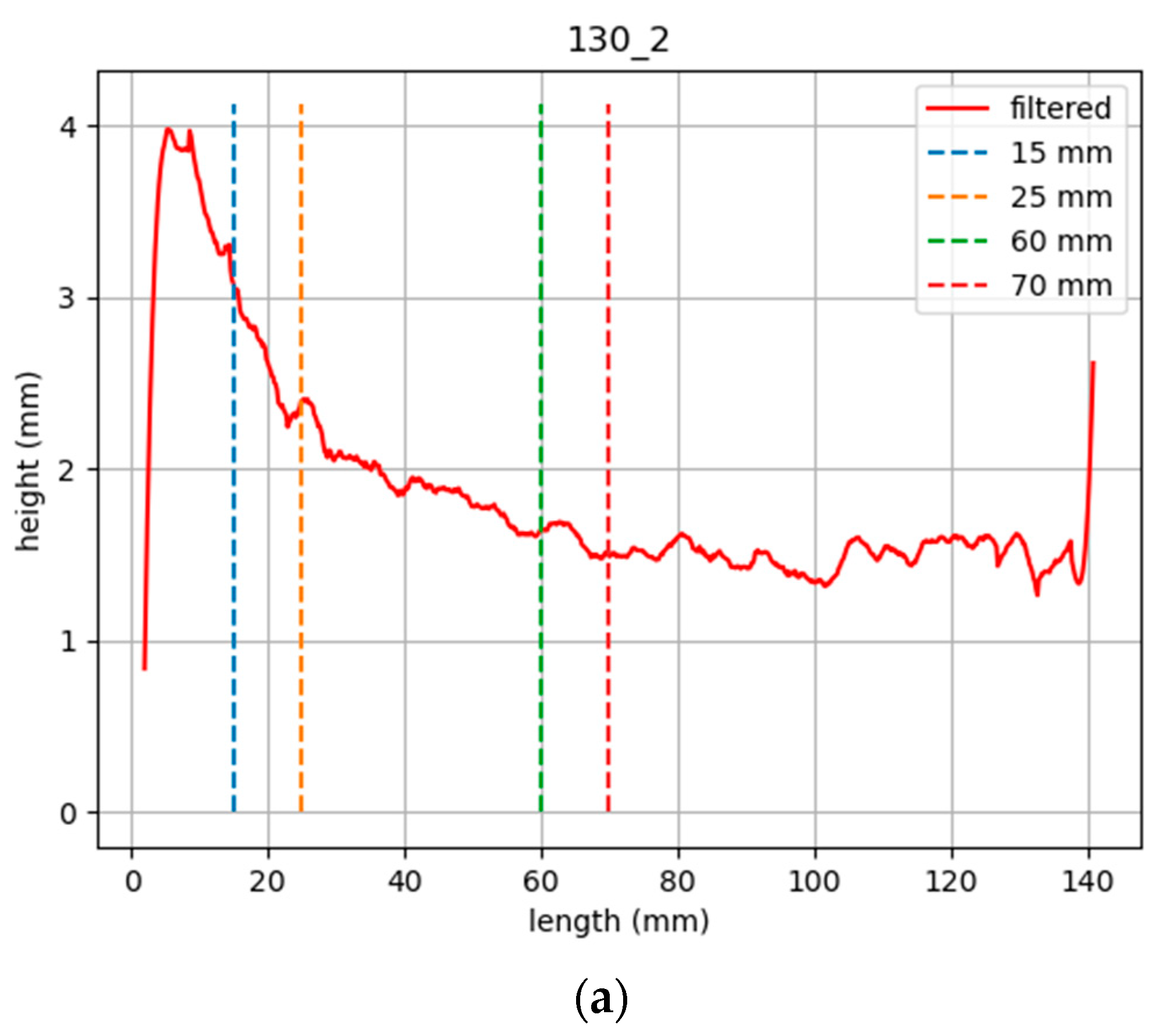
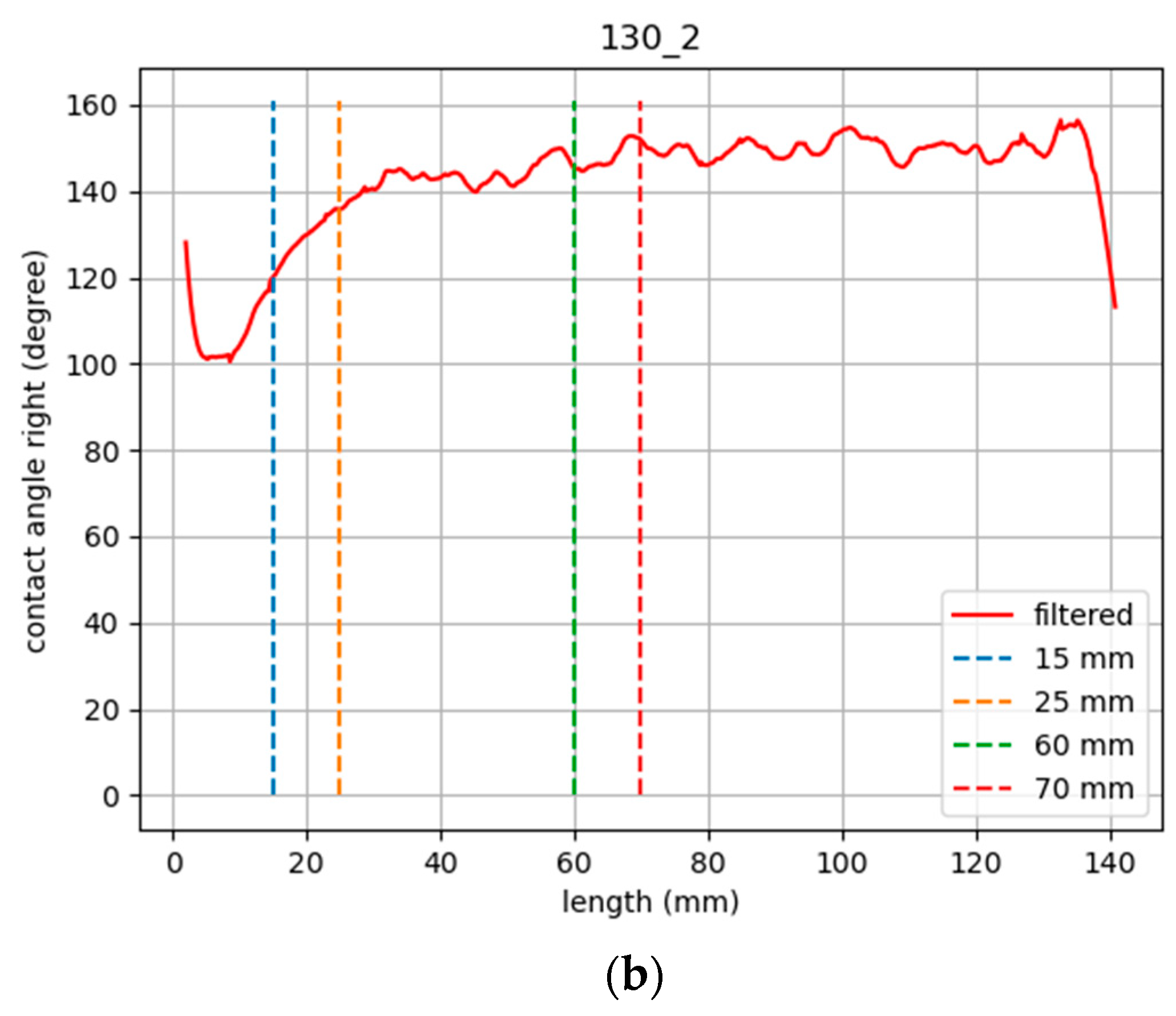
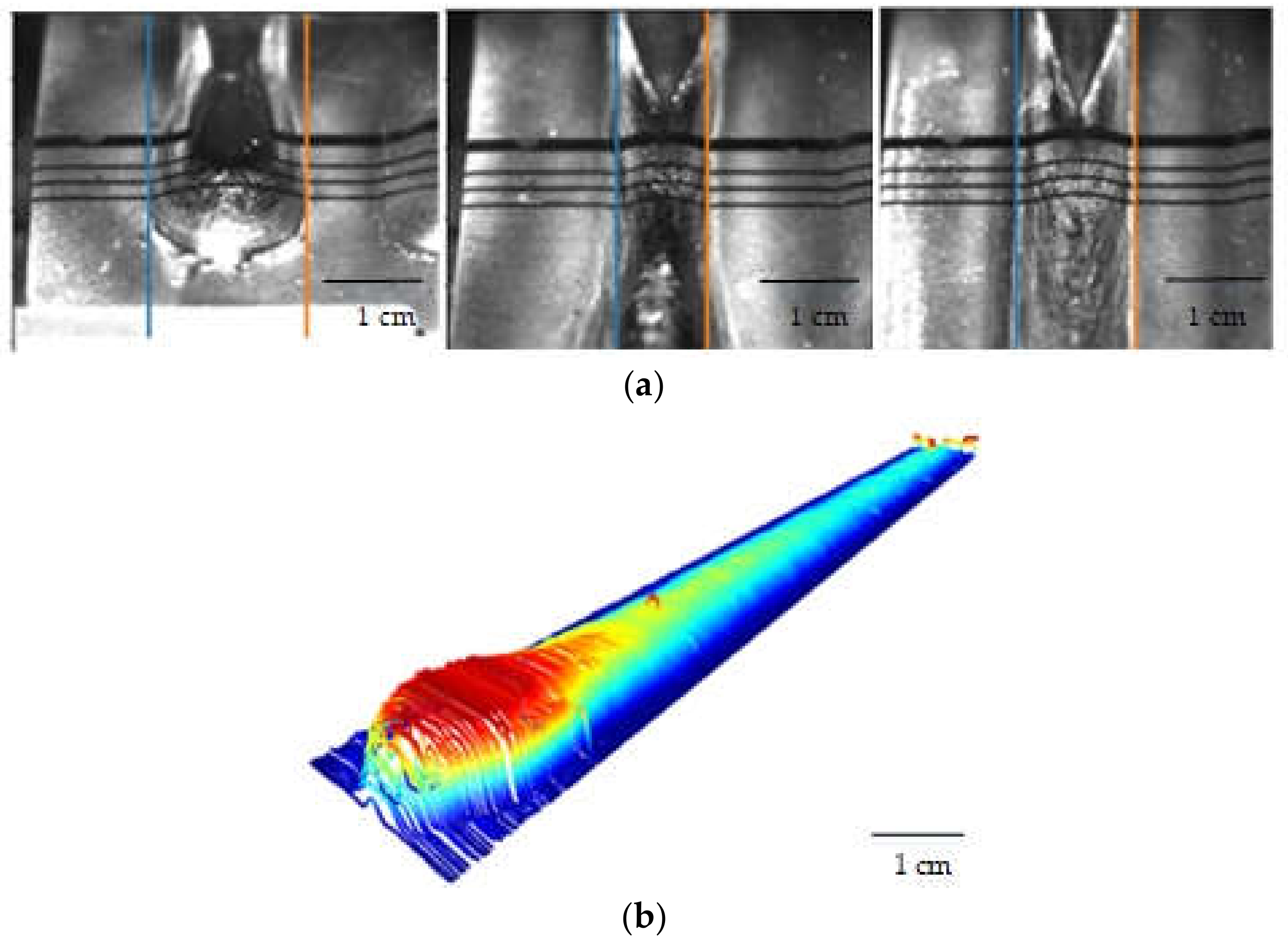
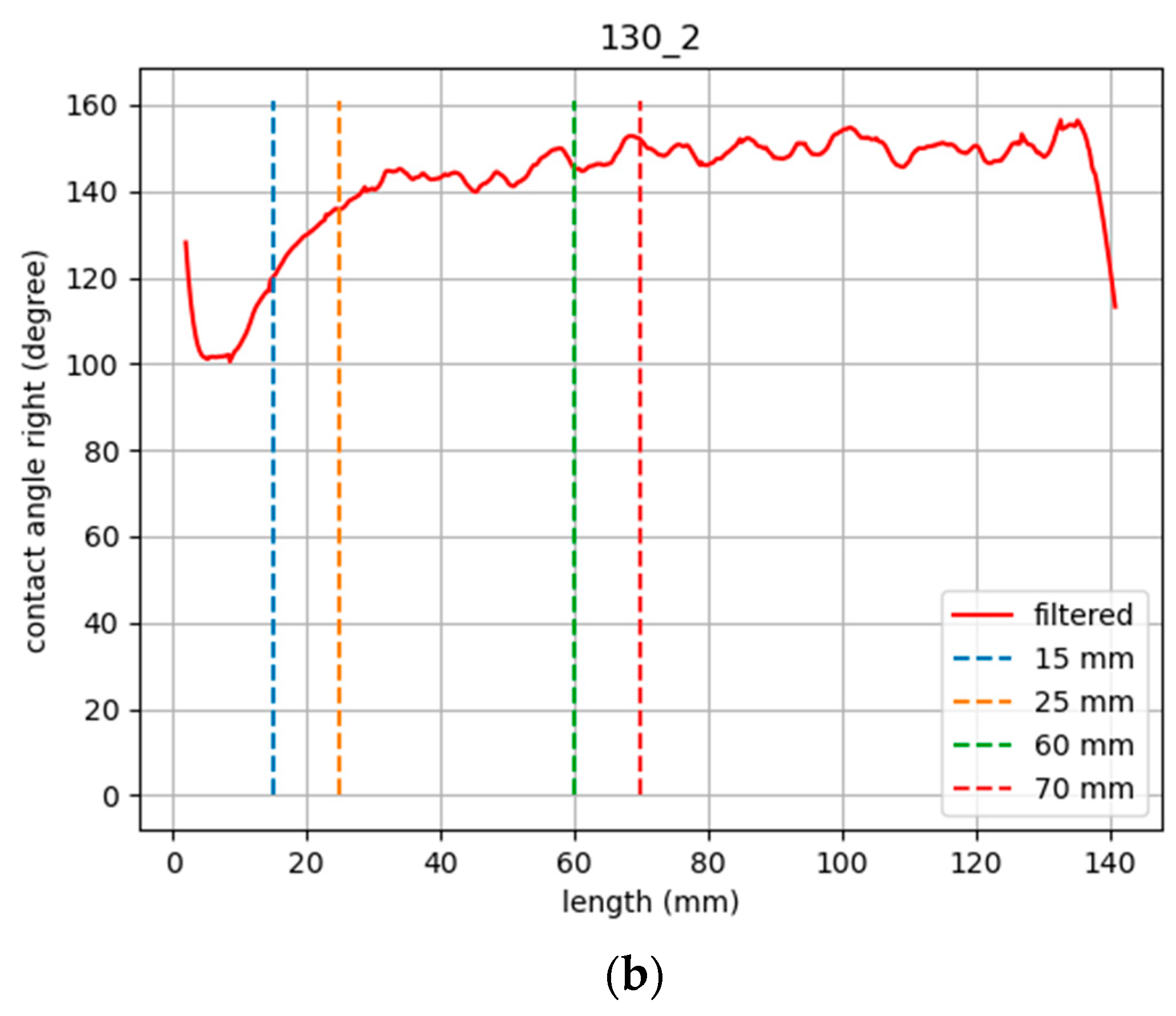
Another relevant aspect deals with the image sequence analysis to obtain the wetting angle values. This image processing step was carried out off-line once the sequence of images were recorded, nevertheless, it has the potential to be implemented on-line for further process control strategy. The image processing steps consisted of the following aspects: (a) pre-analysis of the image sequence by averaging every 5 images, reducing the noise level considerably; (b) binarization to distinguish the shadows from the background; (c) obtaining the projected line coordinates through the Sobel edge detection algorithm (in image coordinates, that is pixels); and (d) conversion into international units by the previously described operation (described in Equation (1)). Average computation time was evaluated to be around 5 ms. Finally, with these coordinates, some mathematical operations are introduced to extract not only the wetting angle, but also the height and the width of the weld bead, which may also play a major role. For the specific case of the wetting angle, curve derivatives are assessed to identify the point at which there is an abrupt change in these values, which corresponds to angle shift. It is at this point where the angle is computed (computation time per image is 10 ms). As there are two points where this shift occurs, corresponding to each side of the weld bead, this operation is repeated. It is the distance between these two points that determines the weld bead width. All in all, from the image sequence wetting angle, weld bead width and height are computed.
5. Conclusions
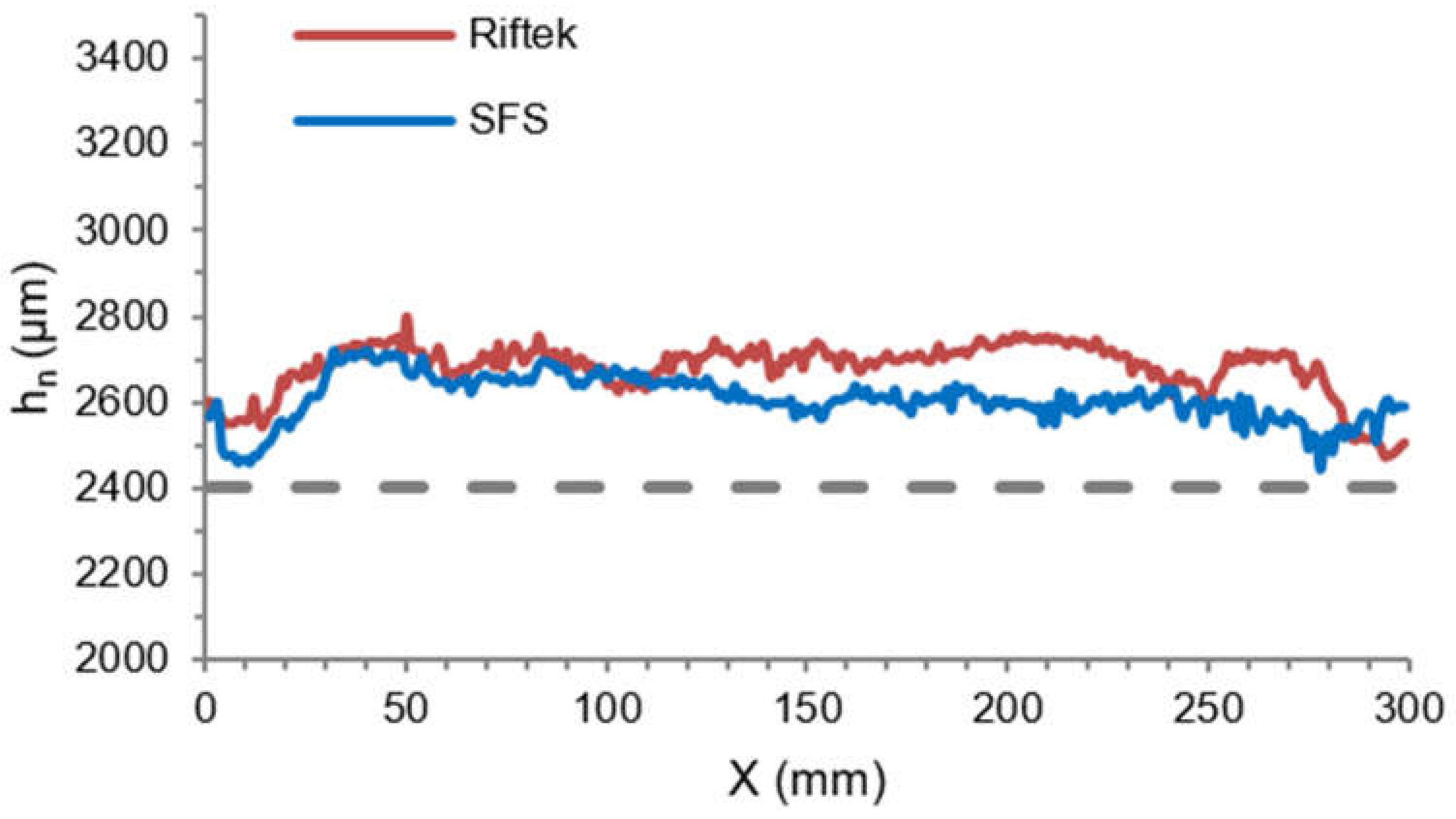
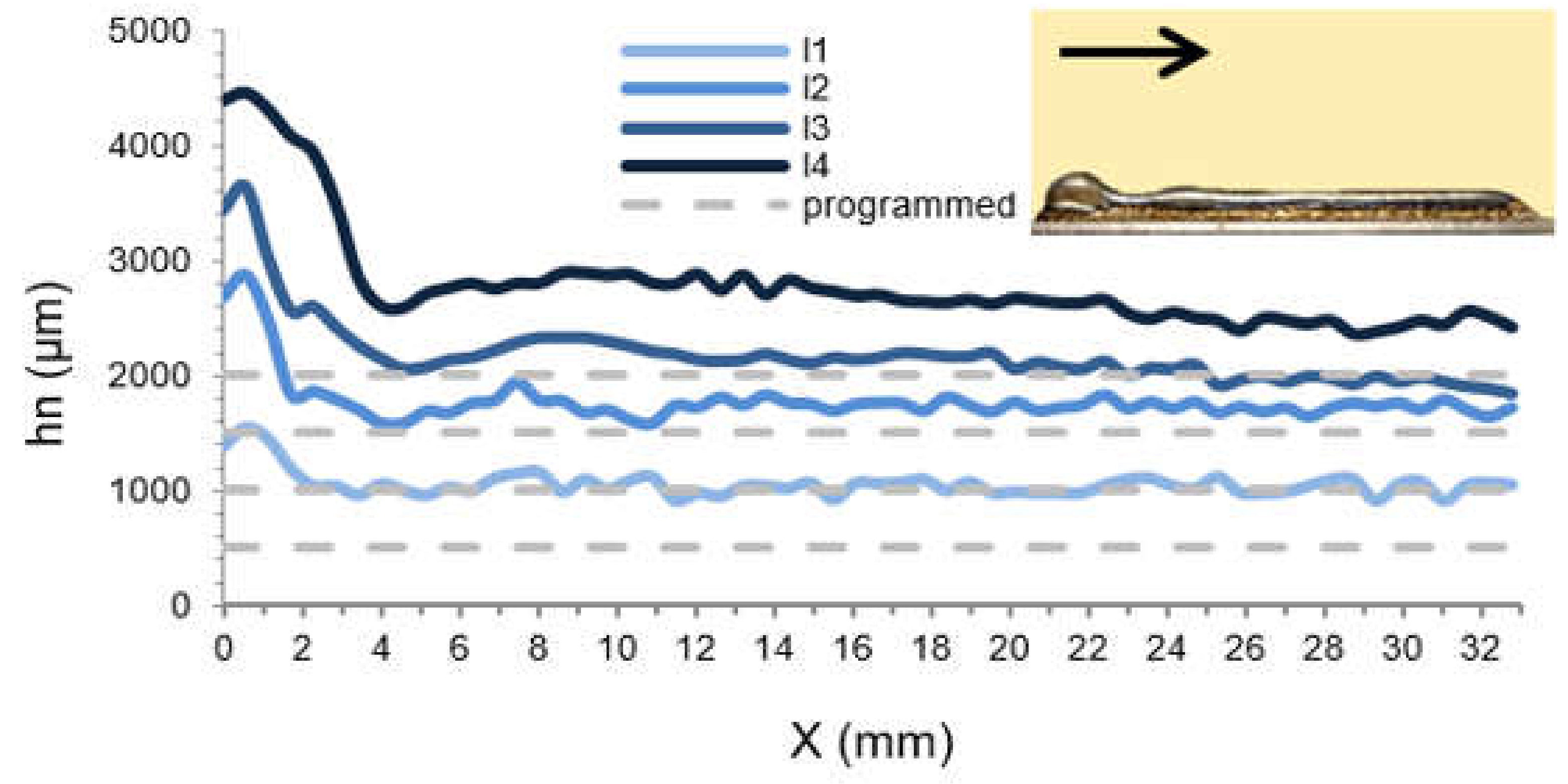
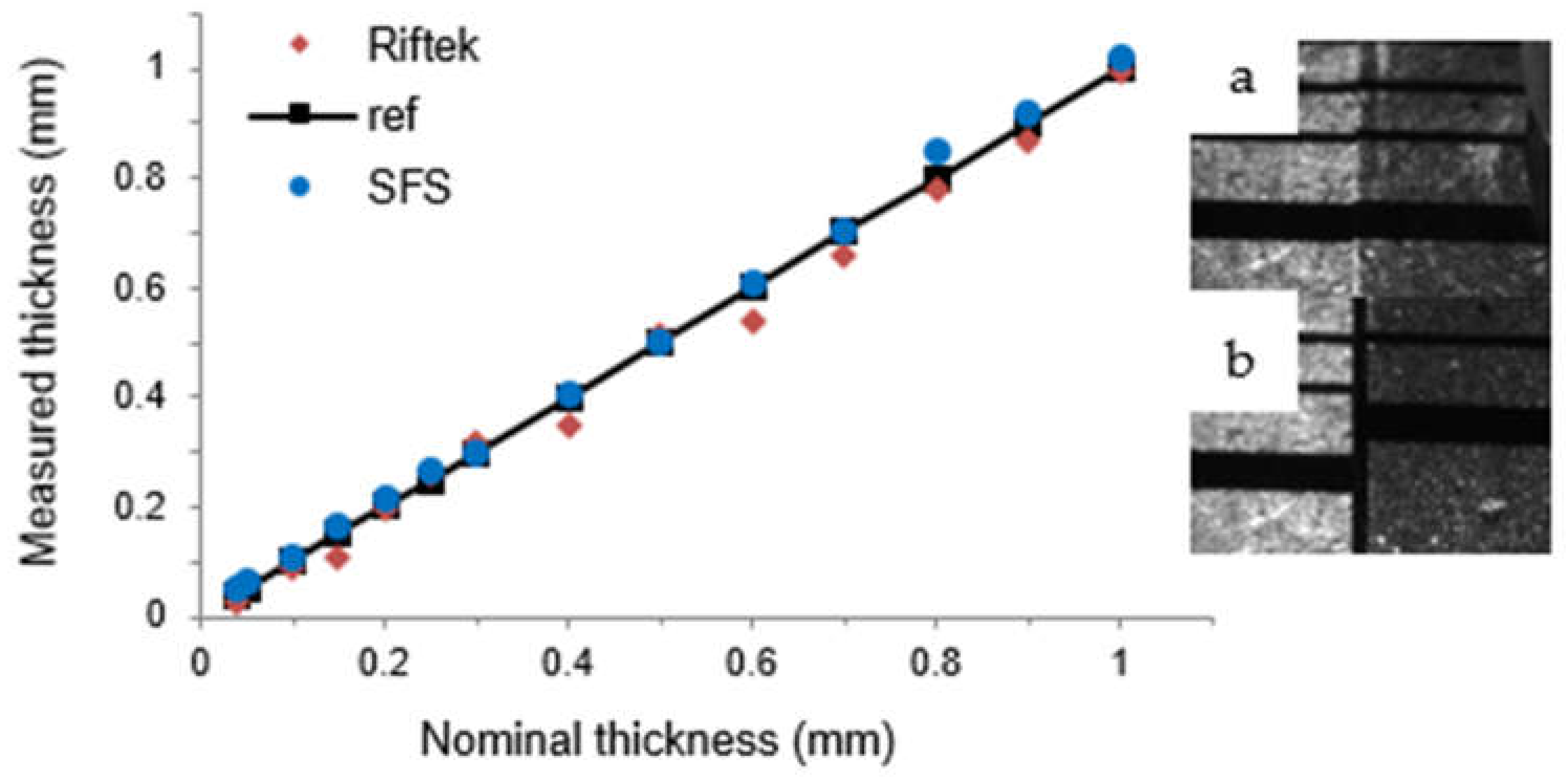
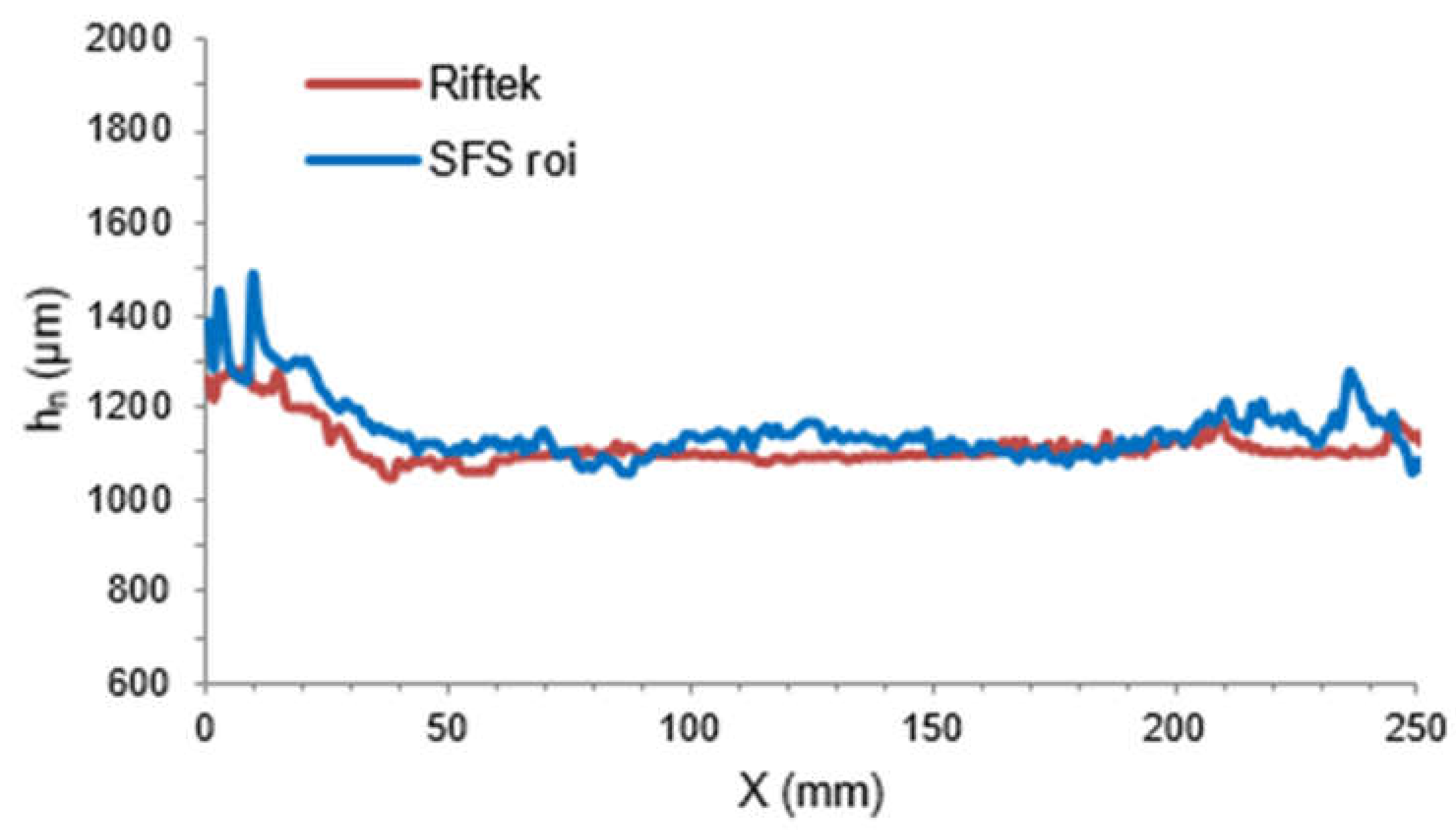
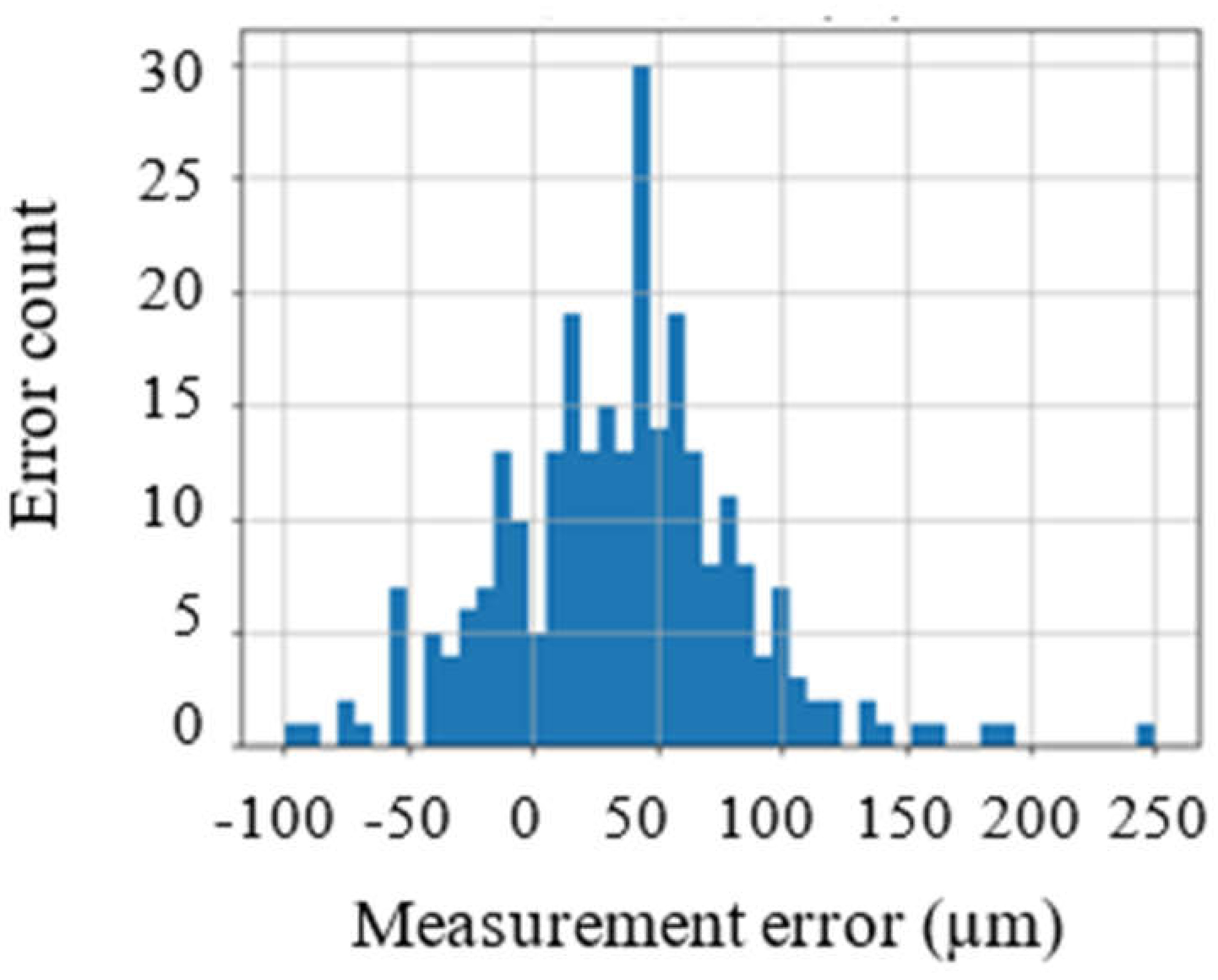
In this paper, a height measurement technique called shape-from-shadow and its implementation have been presented. The technique combines a triangulation principle with machine vision techniques and algorithms, which allows for performing the in-line height measurement of the LMD (single track single-and multi-layer deposits). The validation of the SFS technique was performed through the evaluation of linearity and precision (σ2 (95.45%) = 160 um) in contrast to the conventional 2D laser triangulation scanner. The proposed technique can allow for real-time visual inspection of the deposition process, in-line measurement of the deposition growth, and can complement existing monitoring solutions. A proven feasibility of using SFS in-line measuring in a multilayer LMD shows its potential to use it to control the height of the deposit.
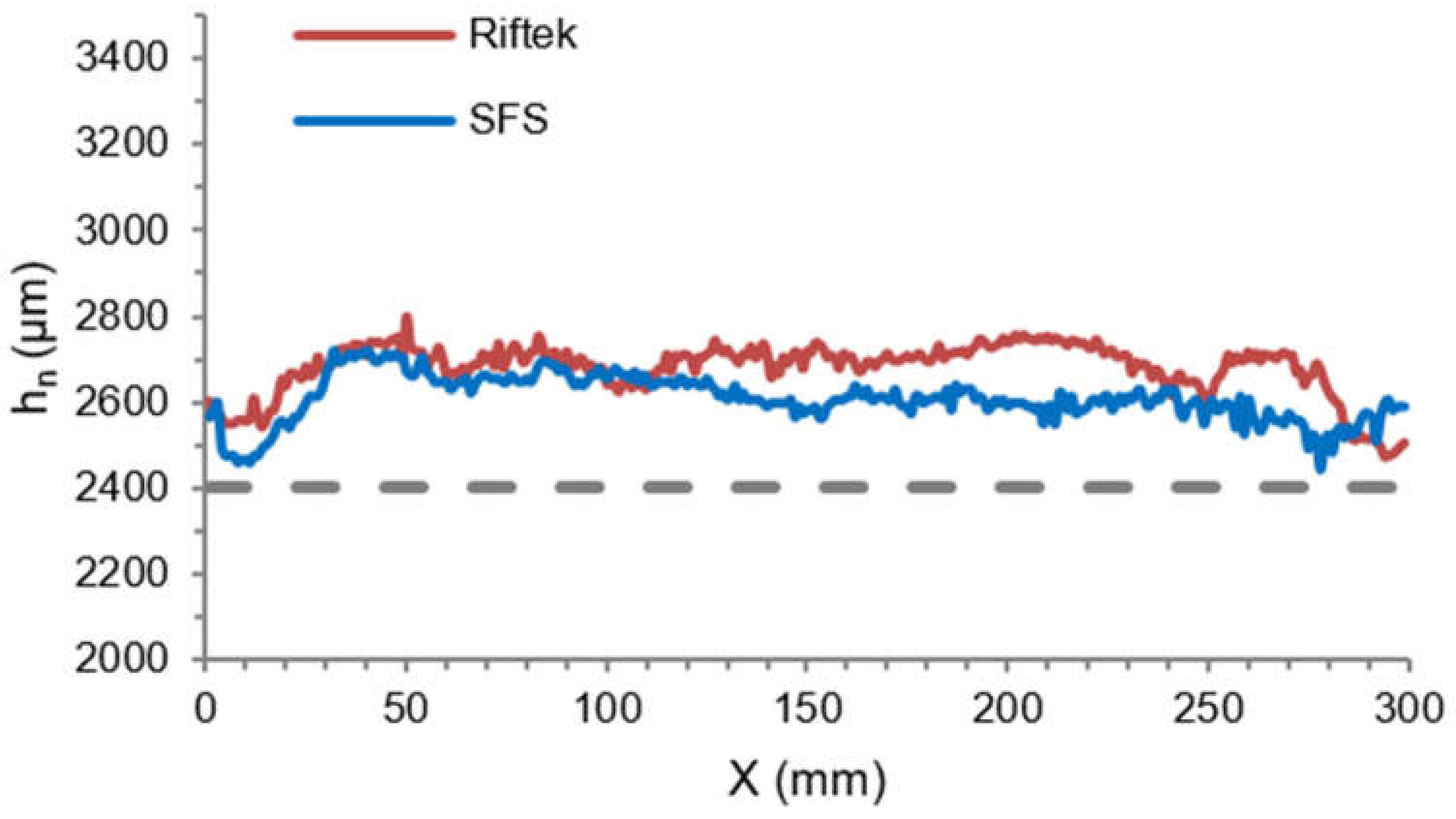
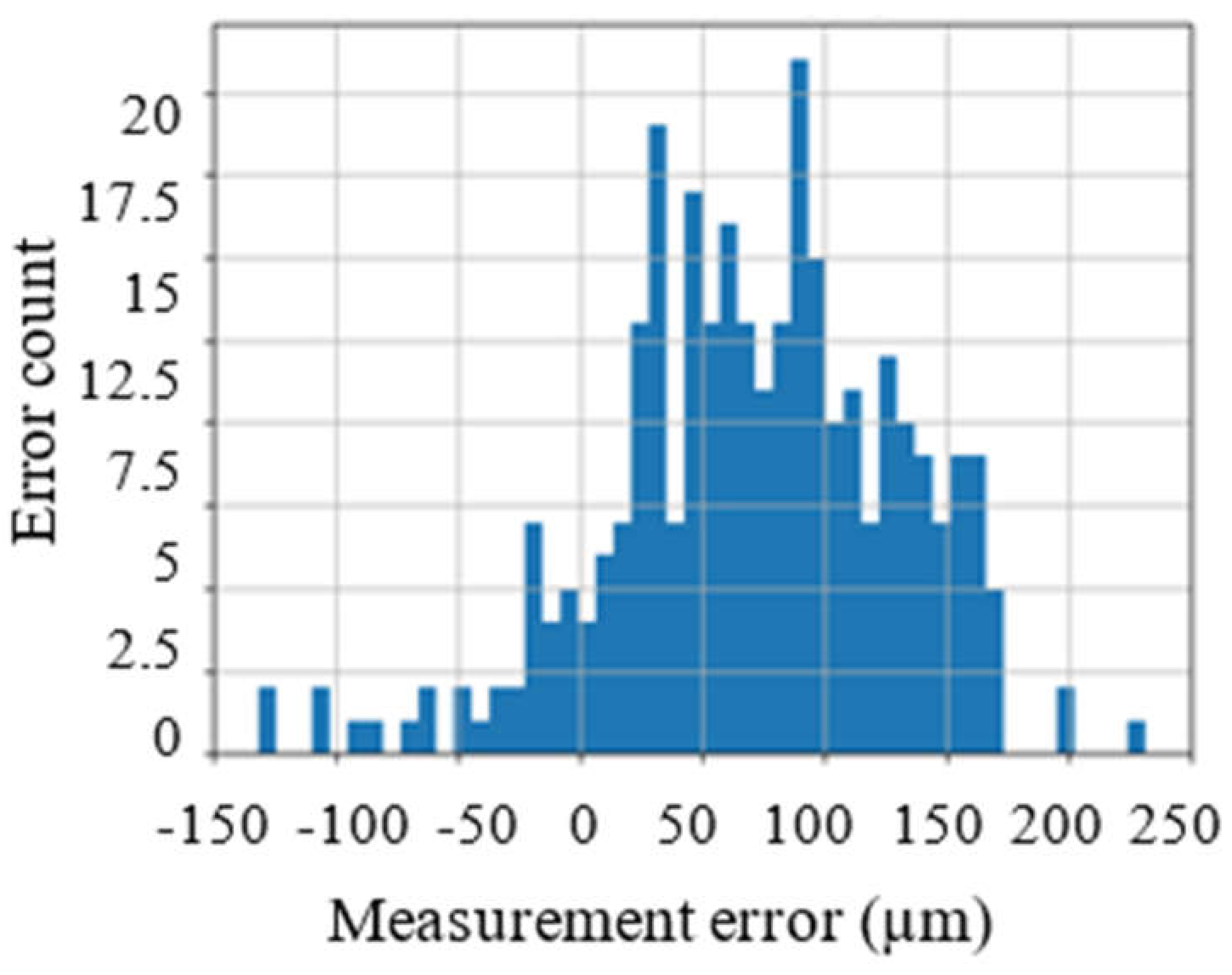
The application of shape-from-shadow was also proven in a WAAM process showing its wider applicability. In this specific case, it may be stated that the shape-from-shadow system presented in this work serves as a good alternative for in-line wetting angle measurement in the first and critical layer of the WAAM process. Not only that, it also provides the width and height related information just after the melt pool has solidified. This brings great benefits with respect to any offline measurements, since the implementation of the shape-from-shadow may allow, in the future, the implementation of corrective measures whenever it is required. Results validity was verified by cutting the welds at specific locations and measuring the same values through microscopy. Both height and width showed good agreement with the maximum differences below 10%. In the case of the wetting angle, SFS tended to provide longer values, which may be due to the impossibility of replicating the same procedure in microscopy. Nevertheless, the same tendency was observed, which indicates that in spite of the difference in the absolute value, SFS captures the wetting angle changes during the process.
It is noteworthy that measurements are affected by some factors such as the variation of lighting conditions due to the different optical properties of the deposited materials, the surface roughness of the substrate and the LMD or WAAM deposits, and the presence of the glare from a melt pool. Due to the shape of the shadow pattern and the use of just one camera, the presented setup is only capable of measuring the LMD and WAAM track in the deposition direction.
Future work will focus on improving the image processing algorithm, the robustness of the height measurement, the width of the LMD and WAAM track, synchronization of the CNC cinematics with height measurement performed by SFS, and omnidirectional height measurement. We reckon that it will allow for the application of SFS to more complex trajectories and real components. Additionally, the usage of the lateral camera of the SFS for track height verification, process flow monitoring, melt pool geometry, and dynamics will be addressed. Further investigation of SFS usage for contact angle measurement is planned for experiments in progress.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}