
Optimization of Laser Engraving of Acrylic Plastics from the Perspective of Energy Consumption, CO2 Emission and Removal Rate



Abstract
1. Introduction
- examining the effect of laser engraving process parameters, e.g., laser power, scanning speed, scan gap, and defocus distance on the response variables such as energy consumption, CO2 gas emissions, production rate, and material removal rate (MRR); and
- identifying the optimal set of laser engraving process parameters using the Grey–Taguchi approach that would minimize energy consumption and CO2 gas emissions and maximize the production and material removal rates.
2. Materials and Methods
2.1. Material
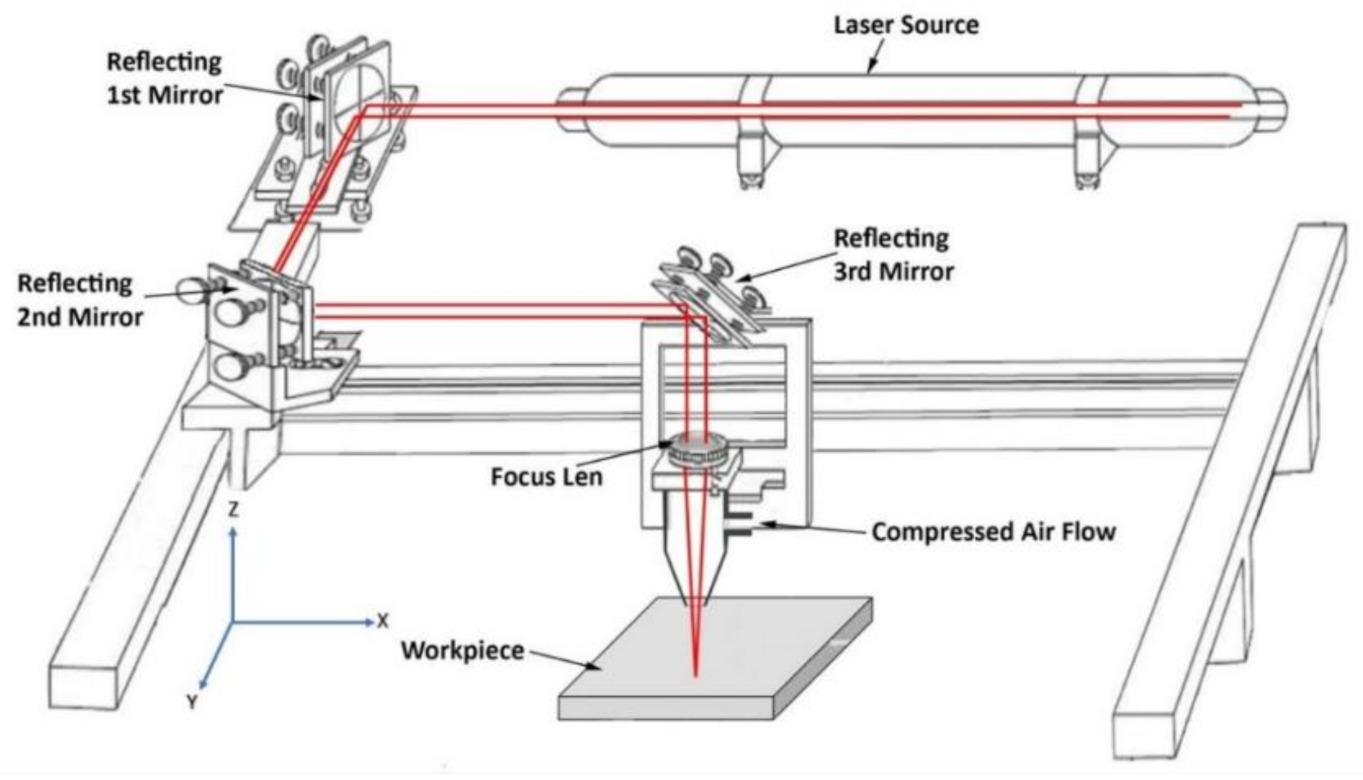
2.2. Experimental Details
2.3. Experimental Design
2.4. Optimization Procedure: Grey Relational Analysis
2.4.1. Data Normalizing
2.4.2. Computation of Grey Relational Co-Efficient (GRC)
2.4.3. Grey Relational Grade (GRG) Analysis
3. Results and Discussion
3.1. Measurement of Arithmetic Average Surface Roughness
3.2. Comparative Parametric Effects on Response Variables
3.3. Laser Engraving Parameter Optimization
| Minimize | energy consumption, CO2 emission |
| Maximize | production rate, MRR |
| Subjected to | |
4. Conclusions
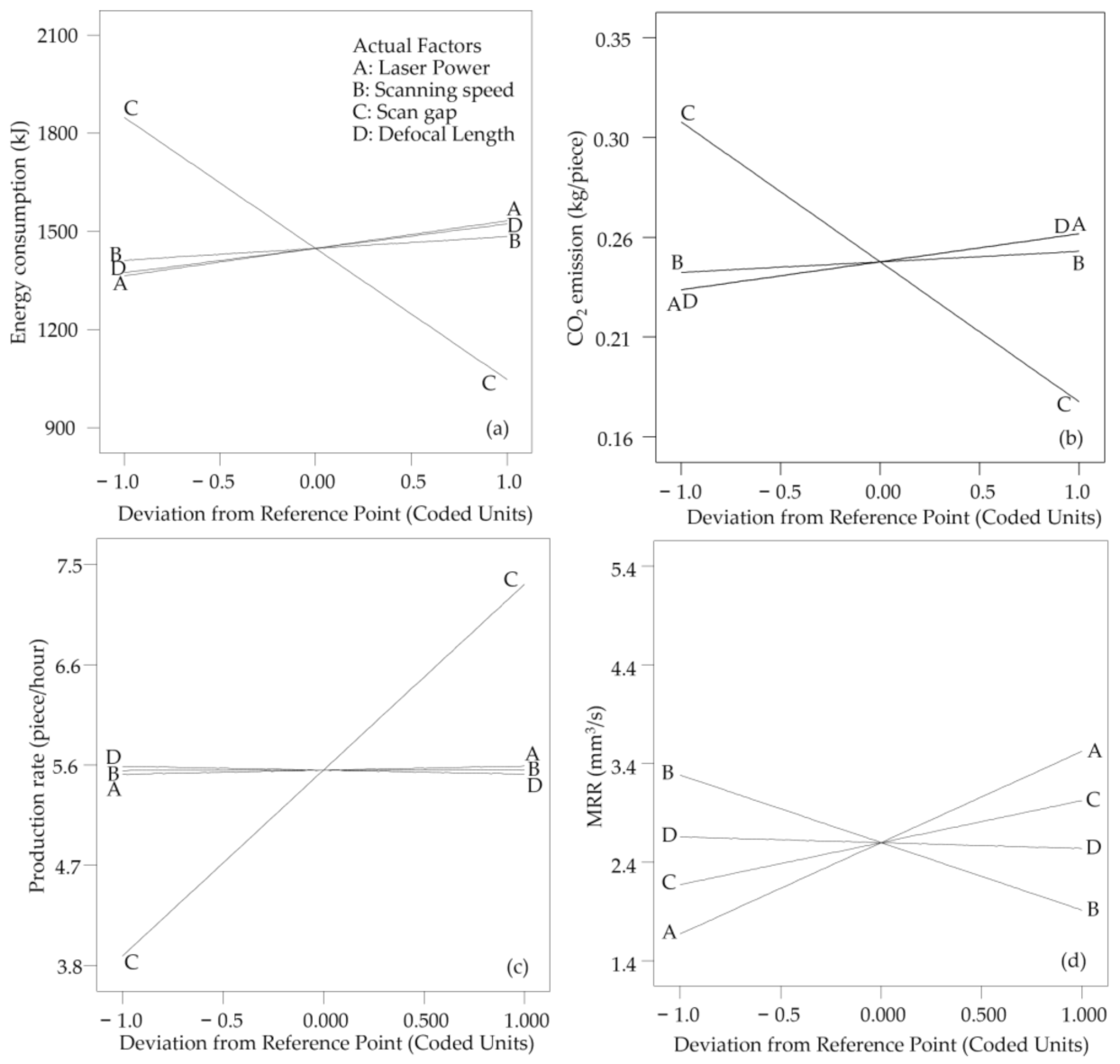
- Scan gap is the most significant factor affecting energy consumption, CO2 gas emissions, and production rate, whereas other factors, e.g., laser power, scanning speed, and defocal length, have little impact on them.
- With the increase in scan gap, energy consumption and the consequent emissions of CO2 gas to engrave an image on the acrylic polymer noticeably decrease, and its production rate, on the other hand, increases significantly.
- Laser scanning speed and laser power are the most significant factors affecting the material removal rate, whereas the scan gap’s impact is relatively lower.
- The material removal rate substantially increases and decreases with laser power and scanning speed, respectively.
- As compared to the other factors considered in this study, the defocal length has the most negligible impact on energy consumption, CO2 gas emission, production rate, and MRR.
- The Grey–Taguchi approach has the potential for determining the optimal set of the laser engraving process parameters. With this laser-process-material combination, process parameters such as laser power, scanning speed, and scan gap must be 44 W, 300 mm/s, and 0.065 mm, respectively, to ensure the lowest energy consumption and CO2 gas emissions, and the highest production and material removal rates provided that the laser must be focused on the surface.
- The technique employed in this study can be used to make any manufacturing process more energy and environment sustainable, as process optimization is found to reduce its energy consumption with a consequent decrease in CO2 emission to the environment without hindering its production rate.
- This study used bitmap image to engrave a logo onto the PMMA substrate where the laser beam burns the pixels row by row in the bitmap. However, for marking or scoring the material surface better, surface, a vector engraving technique where the laser beam follows the path of vector strokes without cutting all the way through can be used in future.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Haraguchi, N.; Cheng, C.F.C.; Smeets, E. The Importance of Manufacturing Econ. Development: Has This Changed? World Dev. 2017, 93, 293–315. [Google Scholar] [CrossRef]
- International Energy Agency. Tracking Industrial Energy Efficiency and CO2 Emissions; OECD: Paris, France, 2007. [Google Scholar]
- International Energy Outlook. 2013; p. 312. Available online: https://www.eia.gov/outlooks/ieo/pdf/0484(2013).pdf (accessed on 10 June 2021).
- Akbostancı, E.; Tunç, G.İ.; Türüt-Aşık, S. CO2 emissions of Turkish manufacturing industry: A decomposition analysis. Appl. Energy 2011, 88, 2273–2278. [Google Scholar] [CrossRef]
- Dornfeld, D. Leveraging Manufacturing for a Sustainable Future. In Glocalized Solutions for Sustainability in Manufacturing; Hesselbach, J., Herrmann, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 17–21. [Google Scholar]
- Jovane, F.; Yoshikawa, H.; Alting, L.; Boër, C.R.; Westkamper, E.; Williams, D.; Tseng, M.; Seliger, G.; Paci, A.M. The incoming global technological and industrial revolution towards competitive sustainable manufacturing. CIRP Ann. 2008, 57, 641–659. [Google Scholar] [CrossRef]
- Li, Y.; Lu, H.; Daniel, W.J.T.; Meehan, P.A. Investigation and optimization of deformation energy and geometric accuracy in the incremental sheet forming process using response surface methodology. Int. J. Adv. Manuf. Technol. 2015, 79, 2041–2055. [Google Scholar] [CrossRef]
- Wang, Z. Optimization calculation of reverse energy consumption based on feature parameter of NC code. Int. J. Adv. Manuf. Technol. 2017, 93, 3437–3448. [Google Scholar] [CrossRef]
- Hanafi, I.; Khamlichi, A.; Cabrera, F.M.; Almansa, E.; Jabbouri, A. Optimization of cutting conditions for sustainable machining of PEEK-CF30 using TiN tools. J. Clean. Prod. 2012, 33, 1–9. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Jin, Y.; Li, L. Optimization of cutting parameters with a sustainable consideration of electrical energy and embodied energy of materials. Int. J. Adv. Manuf. Technol. 2018, 96, 775–788. [Google Scholar] [CrossRef]
- Rentsch, R.; Karpuschewski, B. Energy and Resource efficiency analysis of manufacturing chains by modular process models and simulation. Procedia Manuf. 2020, 43, 159–166. [Google Scholar] [CrossRef]
- Rentsch Rüdiger Heinzel, C.; Brinksmeier, E. Artificial Intelligence for an Energy and Resource Efficient Manufacturing Chain Design and Operation. Procedia CIRP 2015, 33, 139–144. [Google Scholar] [CrossRef]
- Zhao, G.Y.; Liu, Z.Y.; He, Y.; Cao, H.J.; Guo, Y.B. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 2017, 133, 142–157. [Google Scholar] [CrossRef]
- Ingarao, G.; Di Lorenzo, R.; Micari, F. Sustainability issues in sheet metal forming processes: An overview. J. Clean. Prod. 2011, 19, 337–347. [Google Scholar] [CrossRef]
- Matarrese, P.; Fontana, A.; Sorlini, M.; Diviani, L.; Specht, I.; Maggi, A. Estimating energy consumption of injection moulding for environmental-driven mould design. J. Clean. Prod. 2017, 168, 1505–1512. [Google Scholar] [CrossRef]
- Rahimifard, S.; Seow, Y.; Childs, T. Minimising Embodied Product Energy to support energy efficient manufacturing. CIRP Ann. 2010, 59, 25–28. [Google Scholar] [CrossRef]
- Baumers, M.; Tuck, C.; Bourell, D.L.; Sreenivasan, R.; Hague, R. Sustainability of additive manufacturing: Measuring the energy consumption of the laser sintering process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 2228–2239. [Google Scholar] [CrossRef]
- Kellens, K.; Rodrigues, G.C.; Dewulf, W.; Duflou, J.R. Energy and Resource Efficiency of Laser Cutting Processes. Phys. Procedia 2014, 56, 854–864. [Google Scholar] [CrossRef]
- Paul, R.; Anand, S. Process energy analysis and optimization in selective laser sintering. J. Manuf. Syst. 2012, 31, 429–437. [Google Scholar] [CrossRef]
- Dietmair, A.; Verl, A.; Eberspaecher, P. Model-based energy consumption optimisation in manufacturing system and machine control. Int. J. Manuf. Res. 2011, 6, 380. [Google Scholar] [CrossRef]
- Duflou, J.R.; Sutherland, J.W.; Dornfeld, D.; Herrmann, C.; Jeswiet, J.; Kara, S.; Hauschild, M.; Kellens, K. Towards energy and resource efficient manufacturing: A processes and systems approach. CIRP Ann. 2012, 61, 587–609. [Google Scholar] [CrossRef]
- Rief, M.; Karpuschewski, B.; Kalhöfer, E. Evaluation and modeling of the energy demand during machining. CIRP J. Manuf. Sci. Technol. 2017, 19, 62–71. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, D.; Tang, K.; Zhang, Y. Energy consumption model for milling processes considering auxiliary load loss and its applications. Int. J. Adv. Manuf. Technol. 2019, 105, 4309–4323. [Google Scholar] [CrossRef]
- Warsi, S.S.; Jaffery, S.H.I.; Ahmad, R.; Khan, M.; Agha, M.H.; Ali, L. Development and analysis of energy consumption map for high-speed machining of Al 6061-T6 alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 91–102. [Google Scholar] [CrossRef]
- Shi, K.N.; Zhang, D.H.; Liu, N.; Wang, S.B.; Ren, J.X.; Wang, S.L. A novel energy consumption model for milling process considering tool wear progression. J. Clean. Prod. 2018, 184, 152–159. [Google Scholar] [CrossRef]
- Diaz, N.; Choi, S.; Helu, M.; Chen, Y.; Jayanathan, S.; Yasui, Y.; Kong, D.; Pavanaskar, S.; Dornfeld, D. Machine Tool Design and Operation Strategies for Green Manufacturing. In Proceedings of the 4th CIRP International Conference on High Performance Cutting, Gifu, Japan, 24–26 October 2010. [Google Scholar]
- Guo, Y.; Loenders, J.; Duflou, J.; Lauwers, B. Optimization of Energy Consumption and Surface Quality in Finish Turning. Procedia CIRP 2010, 1, 512–517. [Google Scholar] [CrossRef]
- Lunetto, V.; Priarone, P.C.; Kara, S.; Settineri, L. A comparative LCA method for environmentally friendly manufacturing: Additive manufacturing versus Machining case. Procedia CIRP 2021, 98, 406–411. [Google Scholar] [CrossRef]
- Tagliaferri, V.; Trovalusci, F.; Guarino, S.; Venettacci, S. Environmental and Economic Analysis of FDM, SLS and MJF Additive Manufacturing Technologies. Materials 2019, 12, 4161. [Google Scholar] [CrossRef]
- Anderson, M.; Patwa, R.; Shin, Y.C. Laser-assisted machining of Inconel 718 with an economic analysis. Int. J. Mach. Tools Manuf. 2006, 46, 1879–1891. [Google Scholar] [CrossRef]
- Wang, Y.-C.; Kim, D.-W.; Katayama, H.; Hsueh, W.-C. Optimization of machining economics and energy consumption in face milling operations. Int. J. Adv. Manuf. Technol. 2018, 99, 2093–2100. [Google Scholar] [CrossRef]
- Bhushan, R.K. Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy SiC particle composites. J. Clean. Prod. 2013, 39, 242–254. [Google Scholar] [CrossRef]
- Madić, M.; Radovanović, M.; Trajanović, M.; Manić, M. Multi-objective Optimization of Laser Cutting Using Cuckoo Search Algorithm. J. Eng. Sci. Technol. 2015, 10, 12. [Google Scholar]
- Sharma, A.; Yadava, V.; Rao, R. Optimization of kerf quality characteristics during Nd: YAG laser cutting of nickel based superalloy sheet for straight and curved cut profiles. Opt. Lasers Eng. 2010, 48, 915–925. [Google Scholar] [CrossRef]
- Kasman, Ş. Impact of parameters on the process response: A Taguchi orthogonal analysis for laser engraving. Measurement 2013, 46, 2577–2584. [Google Scholar] [CrossRef]
- Chen, Y.H.; Tam, S.C.; Zheng, H.Y. Application of the Taguchi method in the optimization of laser micro-engraving of photomasks. Int. J. Mater. Prod. Technol. 1996, 11, 333–344. [Google Scholar]
- Argade, P.V.; Arakerimath, R.R. Parametric Investigations on CO2 Laser Cutting of AISI 409 to Optimize Process Parameters by Taguchi method. Int. J. Eng. Trends Technol. 2016, 37, 311–316. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Casalino, G.; Contuzzi, N.; Ludovico, A.D. Taguchi Optimization of the Surface Finish Obtained by Laser Ablation on Selective Laser Molten Steel Parts. Procedia CIRP 2013, 12, 462–467. [Google Scholar] [CrossRef]
- Çaydaş, U.; Hasçalık, A. Use of the grey relational analysis to determine optimum laser cutting parameters with multi-performance characteristics. Opt. Laser Technol. 2008, 40, 987–994. [Google Scholar] [CrossRef]
- Francesco, L.; DiIlio, A.; Paoletti, A. Optimization of Multi-pass Laser Bending by Means of Soft Computing Techniques. Procedia CIRP 2015, 33, 502–507. [Google Scholar]
- Genna, S.; Leone, C.; Lopresto, V.; Tagliaferri, V. An experimental study on the surface mechanisms formation during the laser milling of PMMA. Polym. Compos. 2015, 36, 1063–1071. [Google Scholar] [CrossRef]
- Klank, H.; Kutter, J.P.; Geschke, O. CO2-laser micromachining and back-end processing for rapid production of PMMA-based microfluidic systems. Lab. A Chip 2002, 2, 242–246. [Google Scholar] [CrossRef]
- Prakash, S.; Kumar, S. Experimental investigations and analytical modeling of multi-pass CO2 laser processing on PMMA. Precis. Eng. 2017, 49, 220–234. [Google Scholar] [CrossRef]
- Snakenborg, D.; Klank, H.; Kutter, J.P. Microstructure fabrication with a CO2 laser system. J. Micromechanics Microengineering 2003, 14, 182–189. [Google Scholar] [CrossRef]
- Sudarsono Gatut, Y.; Hasto, S.; Gontjang, P.; Diky, A.; Nurrisma, P.; Susilo, I.; Iim, F.; Yunus, A.R.; Yono, H. Design and fabrication of optical waveguide as directional coupler using laser cutting CO2 on acrylic substrate. J. Phys. Conf. Ser. 2019, 1153, 012100. [Google Scholar] [CrossRef]
- Yuan, D.; Das, S. Experimental and theoretical analysis of direct-write laser micromachining of polymethyl methacrylate by CO2 laser ablation. J. Appl. Phys. 2007, 101, 024901. [Google Scholar] [CrossRef]
- ASME/ANSI B46.1-1985 (Surface Texture); American Society of Mechanical Engineers: New York, NY, USA, 1985.
- Romoli, L.; Tantussi, G.; Dini, G. Experimental approach to the laser machining of PMMA substrates for the fabrication of microfluidic devices. Opt. Laser Eng. 2011, 49, 419–427. [Google Scholar] [CrossRef]
- Nikolidakis, E.; Choreftakis, I.; Antoniadis, A. Experimental Investigation of Stainless Steel SAE304 Laser Engraving Cutting Conditions. Machines 2018, 6, 40. [Google Scholar] [CrossRef]
- Leone, C.; Matarazzo, D.; Genna, S.; D’Addona, D.M. Cognitive approach for laser milled PMMA surface characteristics forecasting. Opt. Lasers Technol. 2019, 113, 225–233. [Google Scholar] [CrossRef]
- Franco, A.; Romoli, L. Characterization of laser energy consumption in sintering of polymer based powders. J. Mater. Process. Technol. 2012, 212, 917–926. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Parameters | Notation | Levels | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Laser power (W) | P | 20 | 32 | 44 |
| Scanning speed (mm/s) | S | 300 | 350 | 400 |
| Scan gap (mm) | G | 0.035 | 0.05 | 0.065 |
| Defocus distance (mm) | D | −2.65 | 0 | +2.65 |
| Exp. No. | Control Parameters | Measured Responses | ||||||
|---|---|---|---|---|---|---|---|---|
| Laser Power (W) | Scanning Speed (mm/s) | Scan Gap (mm) | Defocus Distance (mm) | Energy Consumption, kJ (±SD) | CO2 Emission, kg/piece (±SD) | Production Rate, Hourly (±SD) | Material Removal Rate mm3/s (±SD) | |
| 1. | 20 | 300 | 0.035 | 2.65 | 1822.31 (±23.8) | 0.31 (±0.004) | 3.88 (±0.052) | 1.87 (±0.024) |
| 2. | 20 | 350 | 0.05 | 0 | 1443.92 (±18.9) | 0.24 (±0.003) | 5.62 (±0.078) | 1.74 (±0.022) |
| 3. | 20 | 400 | 0.065 | −2.65 | 944.46 (±12.3) | 0.16 (±0.002) | 7.23 (±0.094) | 1.47 (±0.019) |
| 4. | 32 | 300 | 0.05 | −2.65 | 1255.74 (±16.4) | 0.21 (±0.002) | 5.55 (±0.062) | 2.98 (±0.039) |
| 5. | 32 | 350 | 0.065 | 2.65 | 1230.60 (±16.1) | 0.21 (±0.002) | 7.29 (±0.086) | 2.57 (±0.033) |
| 6. | 32 | 400 | 0.035 | 0 | 1624.13 (±21.2) | 0.27 (±0.003) | 3.89 (±0.051) | 2.10 (±0.027) |
| 7. | 44 | 300 | 0.065 | 0 | 951.60 (±12.4) | 0.16 (±0.002) | 7.47 (±0.091) | 5.32 (±0.069) |
| 8. | 44 | 350 | 0.035 | −2.65 | 2084.56 (±27.3) | 0.35 (±0.004) | 3.93 (±0.051) | 2.83 (±0.037) |
| 9. | 44 | 400 | 0.05 | 2.65 | 1679.74 (±22.0) | 0.28 (±0.003) | 5.56 (±0.069) | 2.49 (±0.032) |
| Expt. No. | Laser Power (W) | Scanning Speed (mm/s) | Scan Gap (mm) | Defocus Length (mm) | Surface Roughness Ra (µm) (±SD) |
|---|---|---|---|---|---|
| 1 | 20 | 300 | 0.035 | 2.65 | 1.19 (±0.014) |
| 2 | 20 | 350 | 0.05 | 0 | 0.69 (±0.008) |
| 3 | 20 | 400 | 0.065 | −2.65 | 0.88 (±0.011) |
| 4 | 32 | 300 | 0.05 | −2.65 | 0.53 (±0.006) |
| 5 | 32 | 350 | 0.065 | 2.65 | 0.63 (±0.007) |
| 6 | 32 | 400 | 0.035 | 0 | 1.36 (±0.016) |
| 7 | 44 | 300 | 0.065 | 0 | 1.07 (±0.012) |
| 8 | 44 | 350 | 0.035 | −2.65 | 0.60 (±0.007) |
| 9 | 44 | 400 | 0.05 | 2.65 | 0.92 (±0.011) |
| Exp. No. | Energy Consumption | CO2 Emission | Production Rate | MRR |
|---|---|---|---|---|
| 1. | 0.23 | 0.23 | 0.00 | 0.10 |
| 2. | 0.56 | 0.56 | 0.48 | 0.07 |
| 3. | 1.00 | 1.00 | 0.93 | 0.00 |
| 4. | 0.73 | 0.73 | 0.46 | 0.39 |
| 5. | 0.75 | 0.75 | 0.95 | 0.29 |
| 6. | 0.40 | 0.40 | 0.00 | 0.16 |
| 7. | 0.99 | 0.99 | 1.00 | 1.00 |
| 8. | 0.00 | 0.00 | 0.01 | 0.35 |
| 9. | 0.36 | 0.36 | 0.47 | 0.27 |
| Exp. No. | Energy Consumption | CO2 Emission | Production Rate | MRR |
|---|---|---|---|---|
| 1. | 0.77 | 0.77 | 1.00 | 0.90 |
| 2. | 0.44 | 0.44 | 0.52 | 0.93 |
| 3. | 0.00 | 0.00 | 0.07 | 1.00 |
| 4. | 0.27 | 0.27 | 0.54 | 0.61 |
| 5. | 0.25 | 0.25 | 0.05 | 0.71 |
| 6. | 0.60 | 0.60 | 1.00 | 0.84 |
| 7. | 0.01 | 0.01 | 0.00 | 0.00 |
| 8. | 1.00 | 1.00 | 0.99 | 0.65 |
| 9. | 0.64 | 0.64 | 0.53 | 0.73 |
| Exp. No. | Grey Relational Coefficient | Grey Relational Grade | ||||
|---|---|---|---|---|---|---|
| Energy Consumption | CO2 Emission | Production Rate | MRR | Magnitude | Order | |
| 1. | 0.39 | 0.39 | 0.33 | 0.36 | 0.37 | 8 |
| 2. | 0.53 | 0.53 | 0.49 | 0.35 | 0.48 | 5 |
| 3. | 1.00 | 1.00 | 0.88 | 0.33 | 0.80 | 2 |
| 4. | 0.65 | 0.65 | 0.48 | 0.45 | 0.56 | 4 |
| 5. | 0.67 | 0.67 | 0.91 | 0.41 | 0.66 | 3 |
| 6. | 0.46 | 0.46 | 0.33 | 0.37 | 0.41 | 7 |
| 7. | 0.99 | 0.99 | 1.00 | 1.00 | 0.99 | 1 |
| 8. | 0.33 | 0.33 | 0.34 | 0.44 | 0.36 | 9 |
| 9. | 0.44 | 0.44 | 0.48 | 0.41 | 0.44 | 6 |
| Parameters | Level 1 | Level 2 | Level 3 | Delta | Rank |
|---|---|---|---|---|---|
| Laser power | 0.55 | 0.54 | 0.60 | 0.06 | 4 |
| Scanning speed | 0.64 | 0.50 | 0.55 | 0.14 | 2 |
| Scan gap | 0.38 | 0.49 | 0.82 | 0.44 | 1 |
| Defocus length | 0.49 | 0.63 | 0.57 | 0.13 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.M.A.; Saha, S.; Romoli, L.; Kibria, M.H. Optimization of Laser Engraving of Acrylic Plastics from the Perspective of Energy Consumption, CO2 Emission and Removal Rate. J. Manuf. Mater. Process. 2021, 5, 78. https://doi.org/10.3390/jmmp5030078
Khan MMA, Saha S, Romoli L, Kibria MH. Optimization of Laser Engraving of Acrylic Plastics from the Perspective of Energy Consumption, CO2 Emission and Removal Rate. Journal of Manufacturing and Materials Processing. 2021; 5(3):78. https://doi.org/10.3390/jmmp5030078
Chicago/Turabian StyleKhan, Mohammad Muhshin Aziz, Shanta Saha, Luca Romoli, and Mehedi Hasan Kibria. 2021. "Optimization of Laser Engraving of Acrylic Plastics from the Perspective of Energy Consumption, CO2 Emission and Removal Rate" Journal of Manufacturing and Materials Processing 5, no. 3: 78. https://doi.org/10.3390/jmmp5030078
APA StyleKhan, M. M. A., Saha, S., Romoli, L., & Kibria, M. H. (2021). Optimization of Laser Engraving of Acrylic Plastics from the Perspective of Energy Consumption, CO2 Emission and Removal Rate. Journal of Manufacturing and Materials Processing, 5(3), 78. https://doi.org/10.3390/jmmp5030078