Optimization and Tuning of Passive Tuned Mass Damper Embedded in Milling Tool for Chatter Mitigation



Abstract
1. Introduction
2. Structural Design and Dynamic Modeling
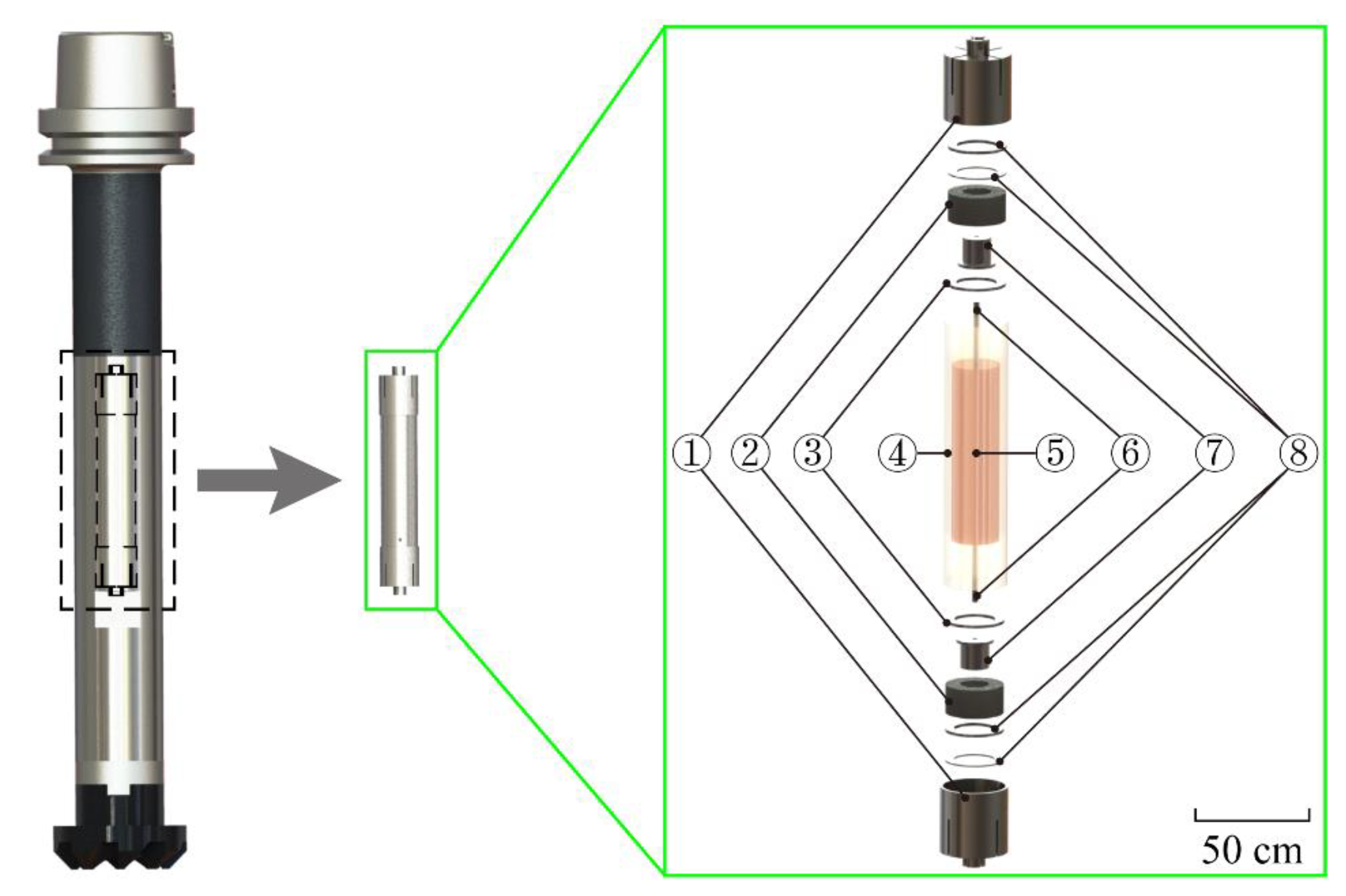
2.1. Structural Design
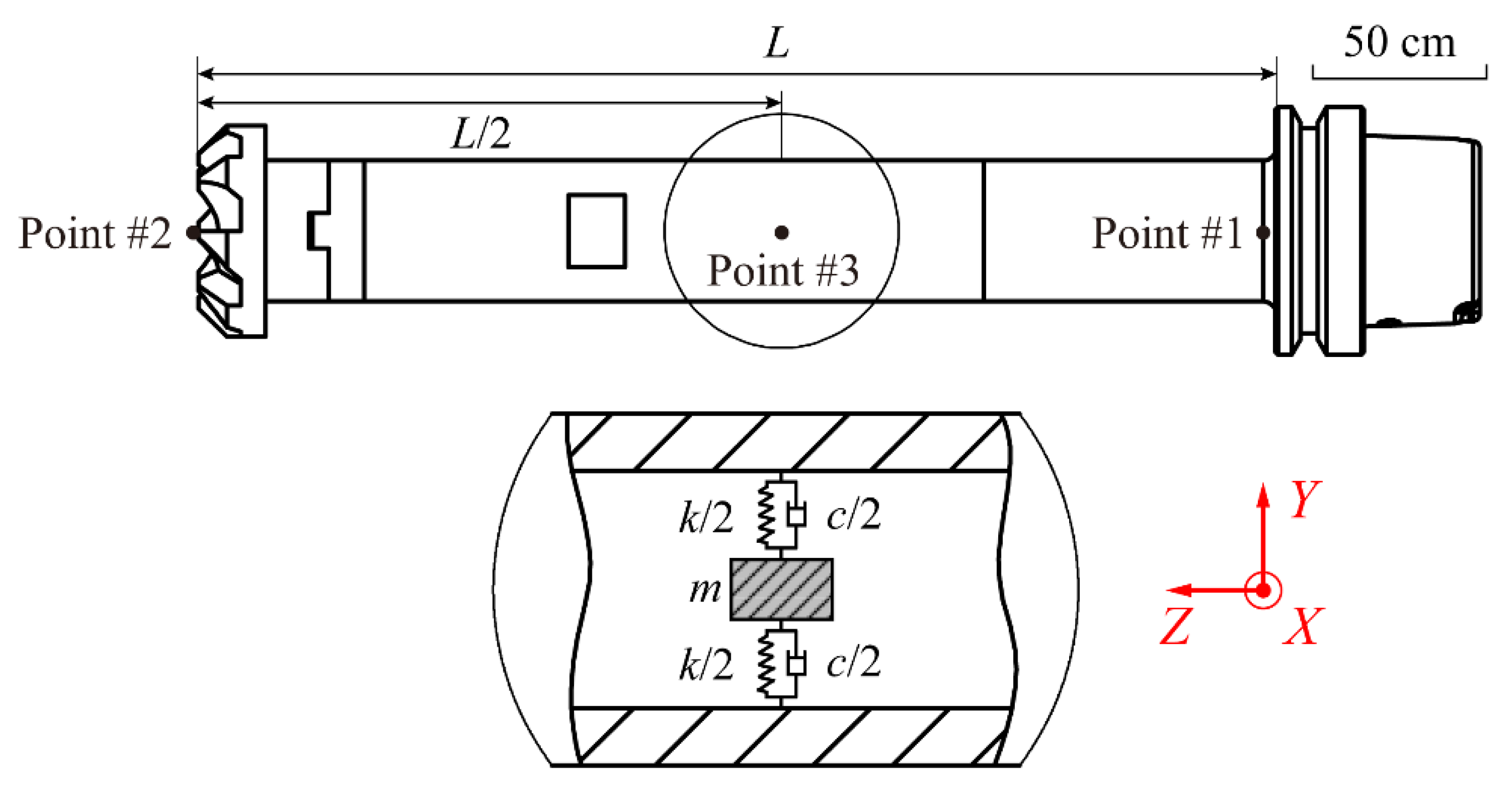
2.2. Dynamics of the Rotating Milling Tool with Embedded TMD
3. Numerical Simulation and TMD Optimization
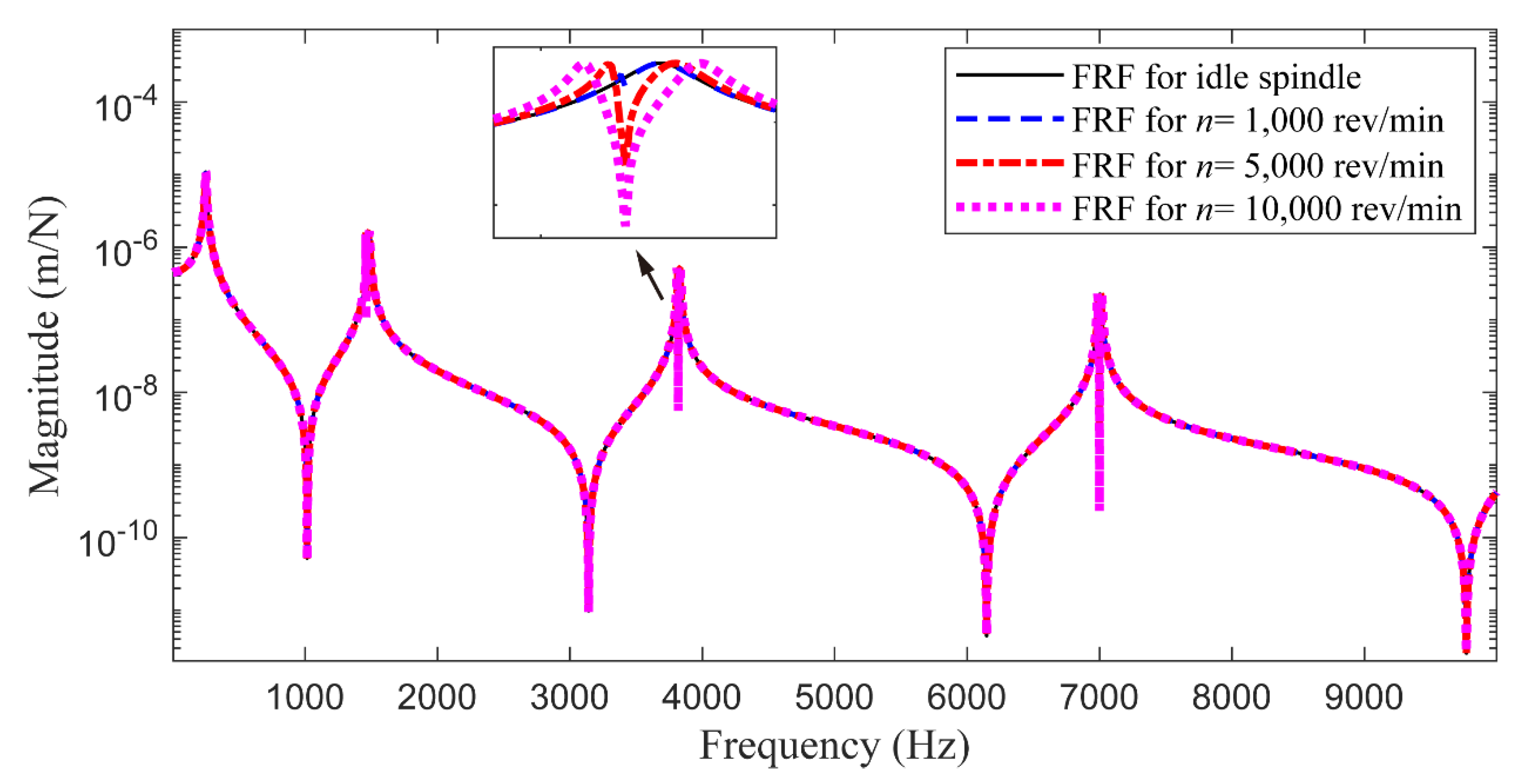
3.1. Simulation of the Rotating Milling Tool without TMD
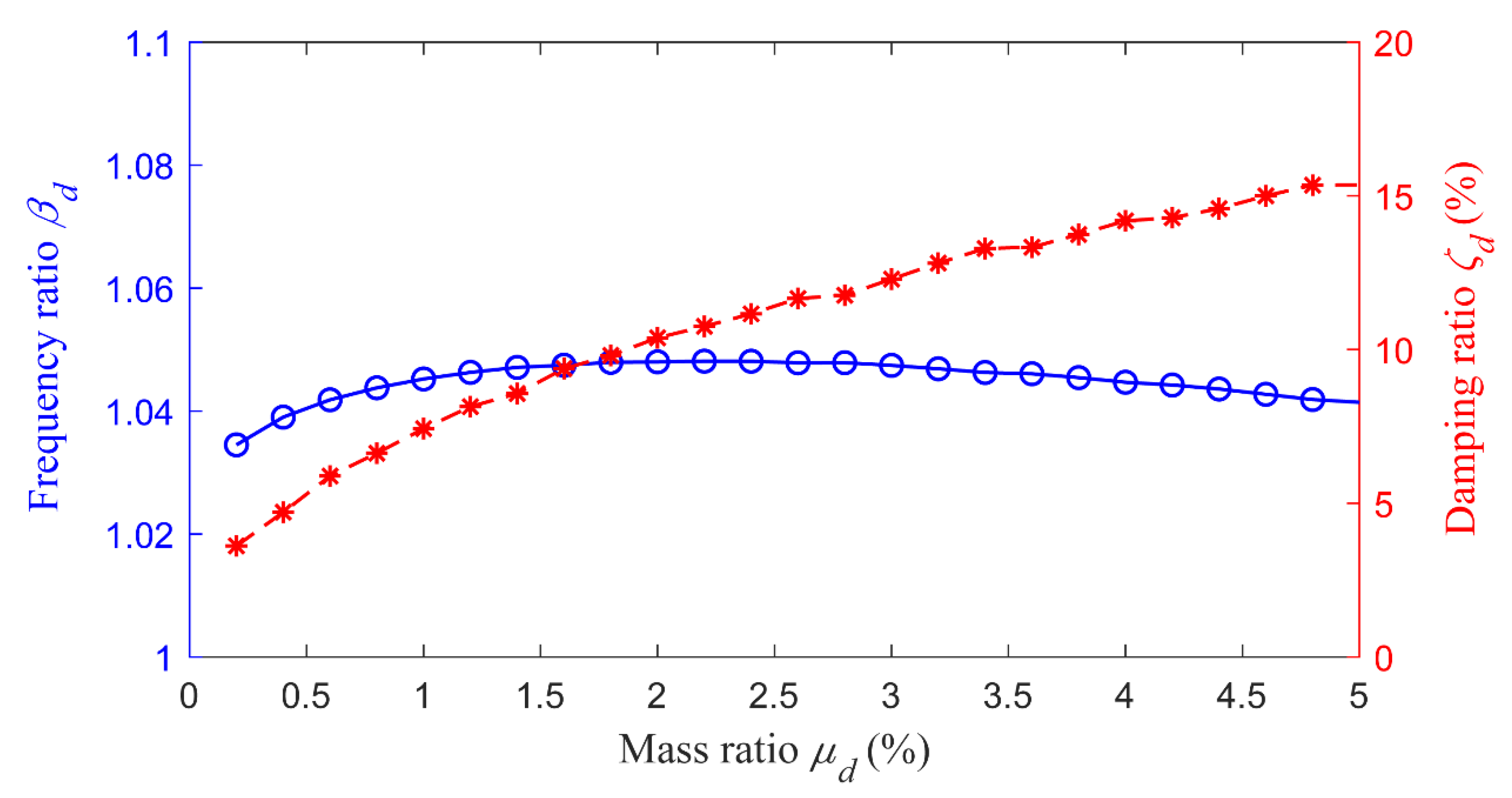
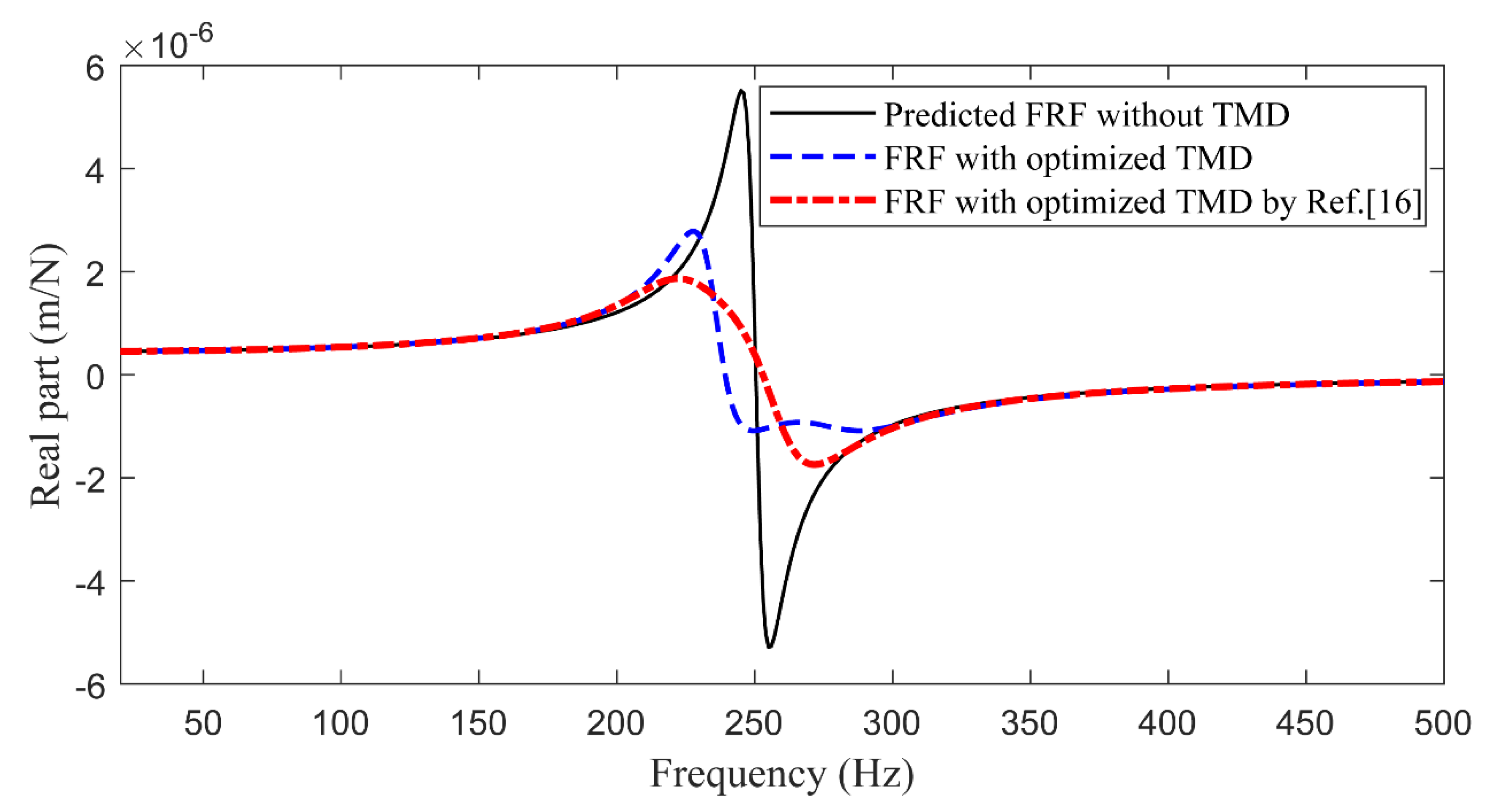
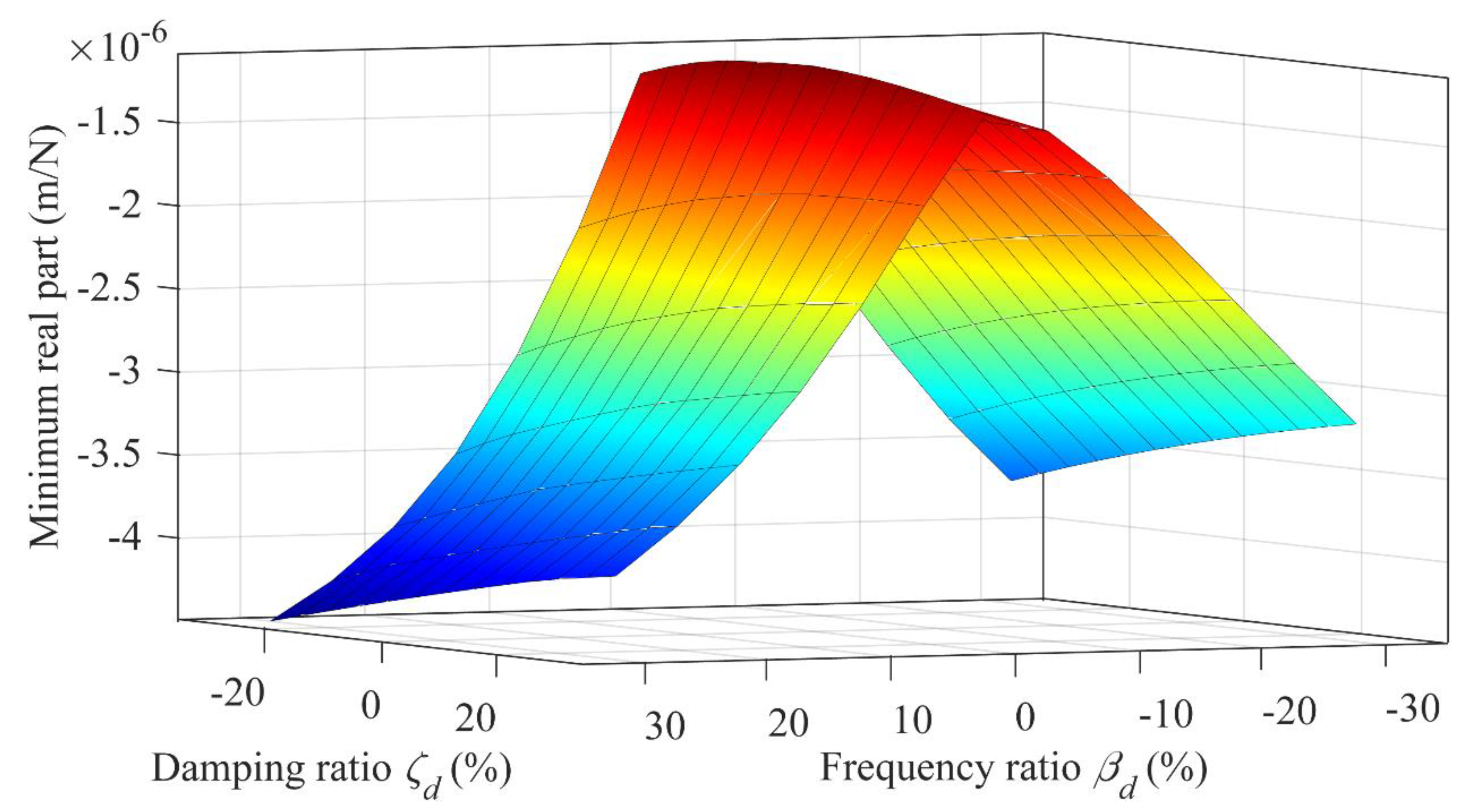
3.2. Optimization and Simulation of the Rotating Milling Tool with TMD
4. Performance Validation
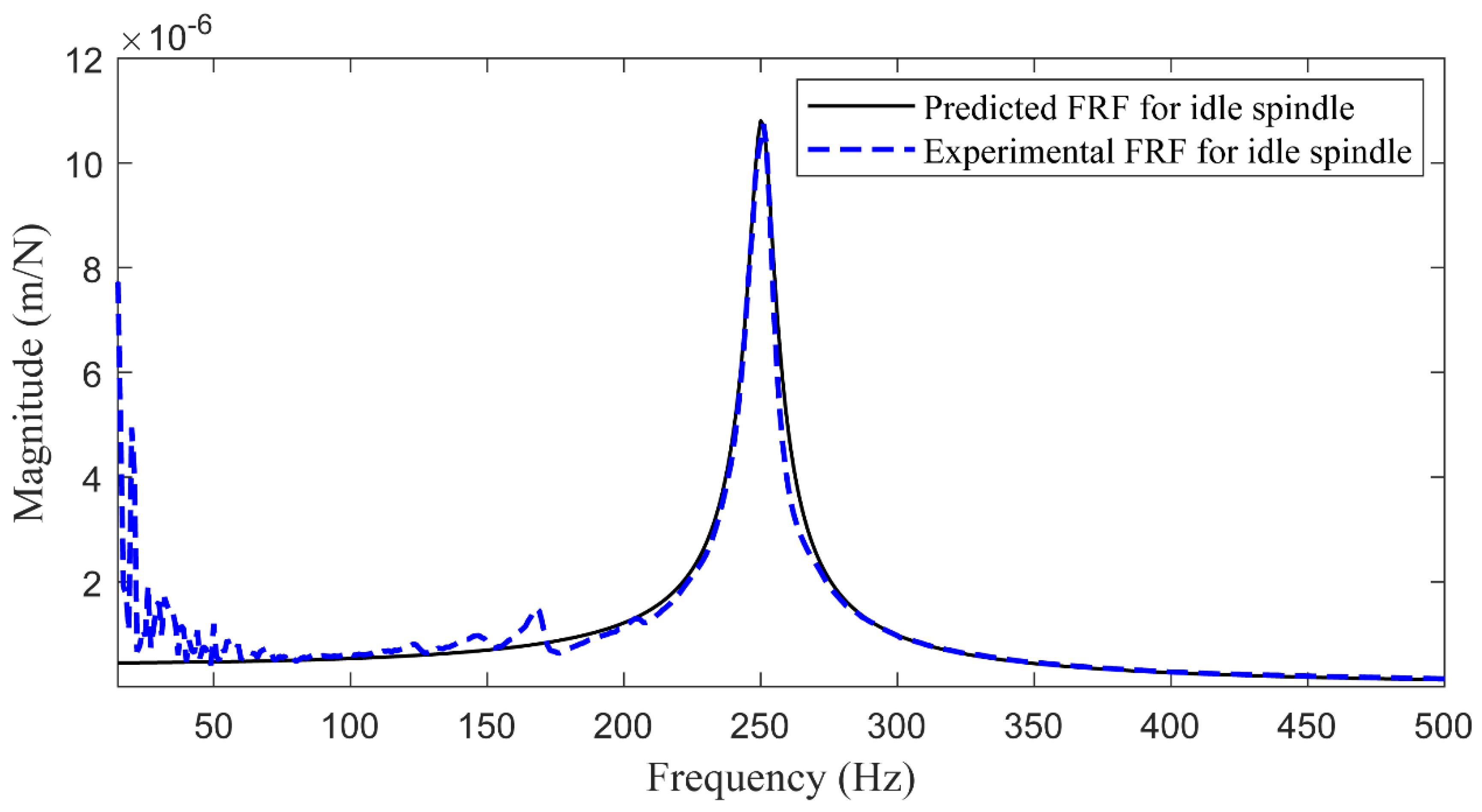
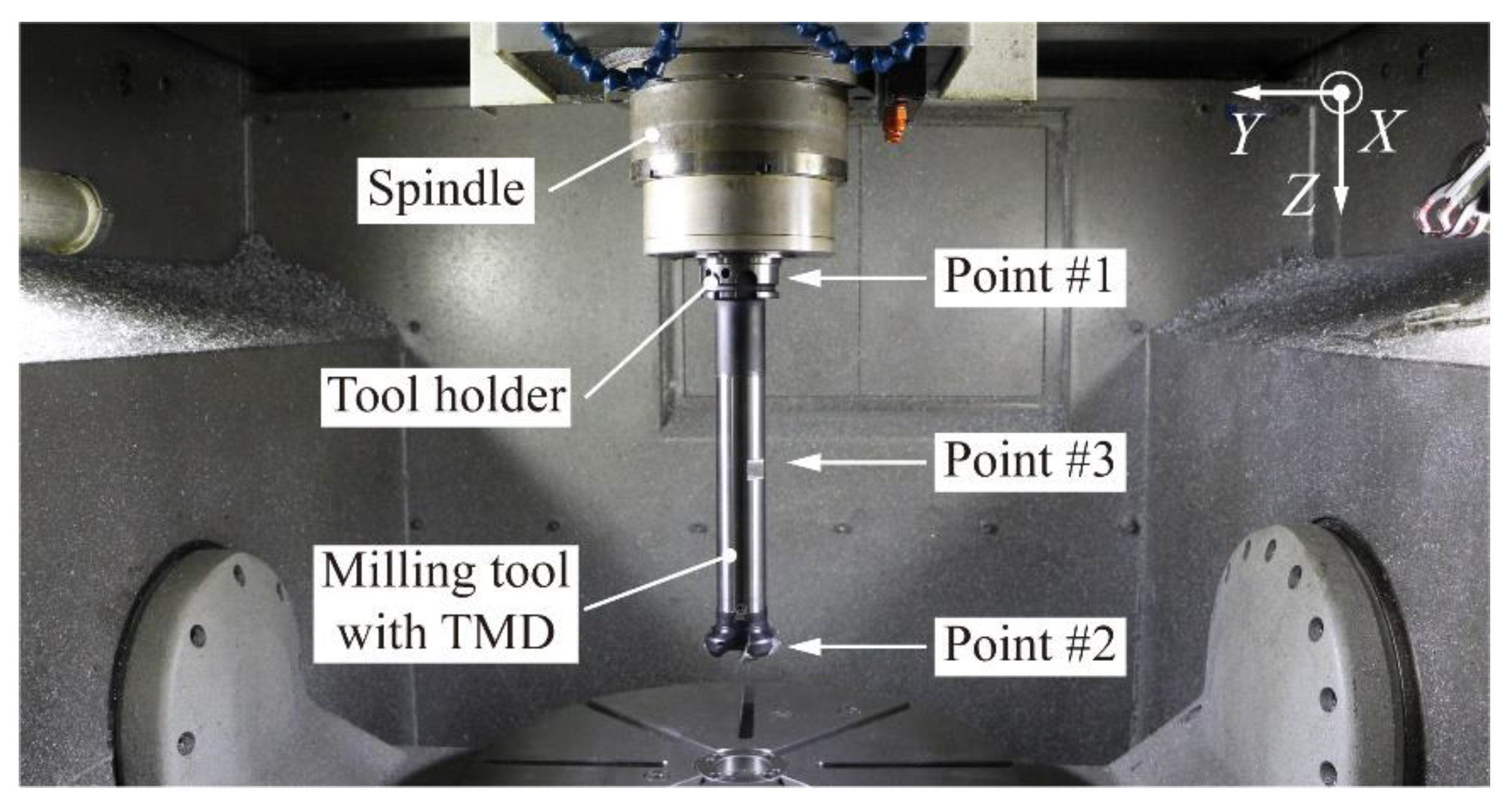
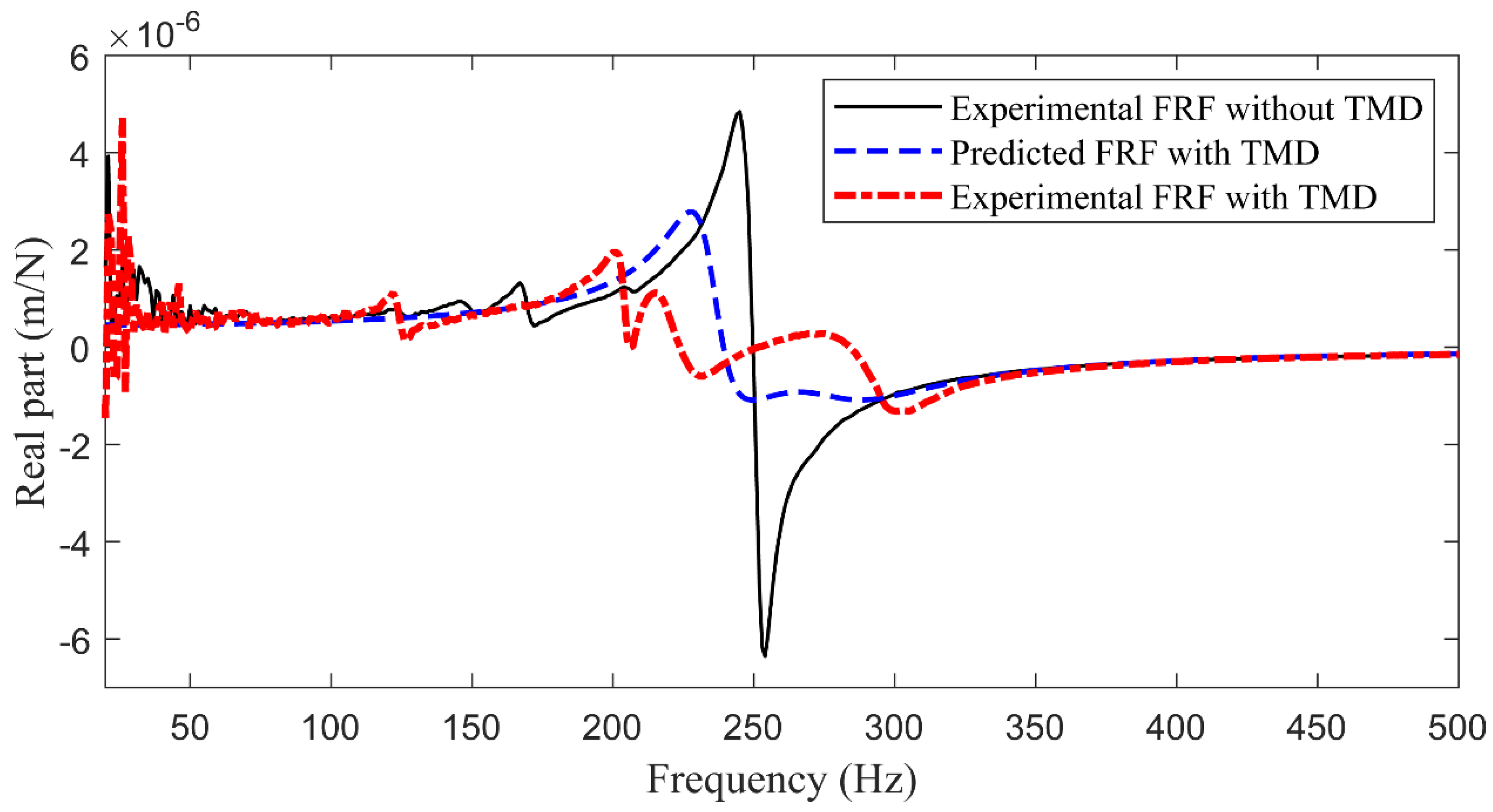
4.1. Tap Tests
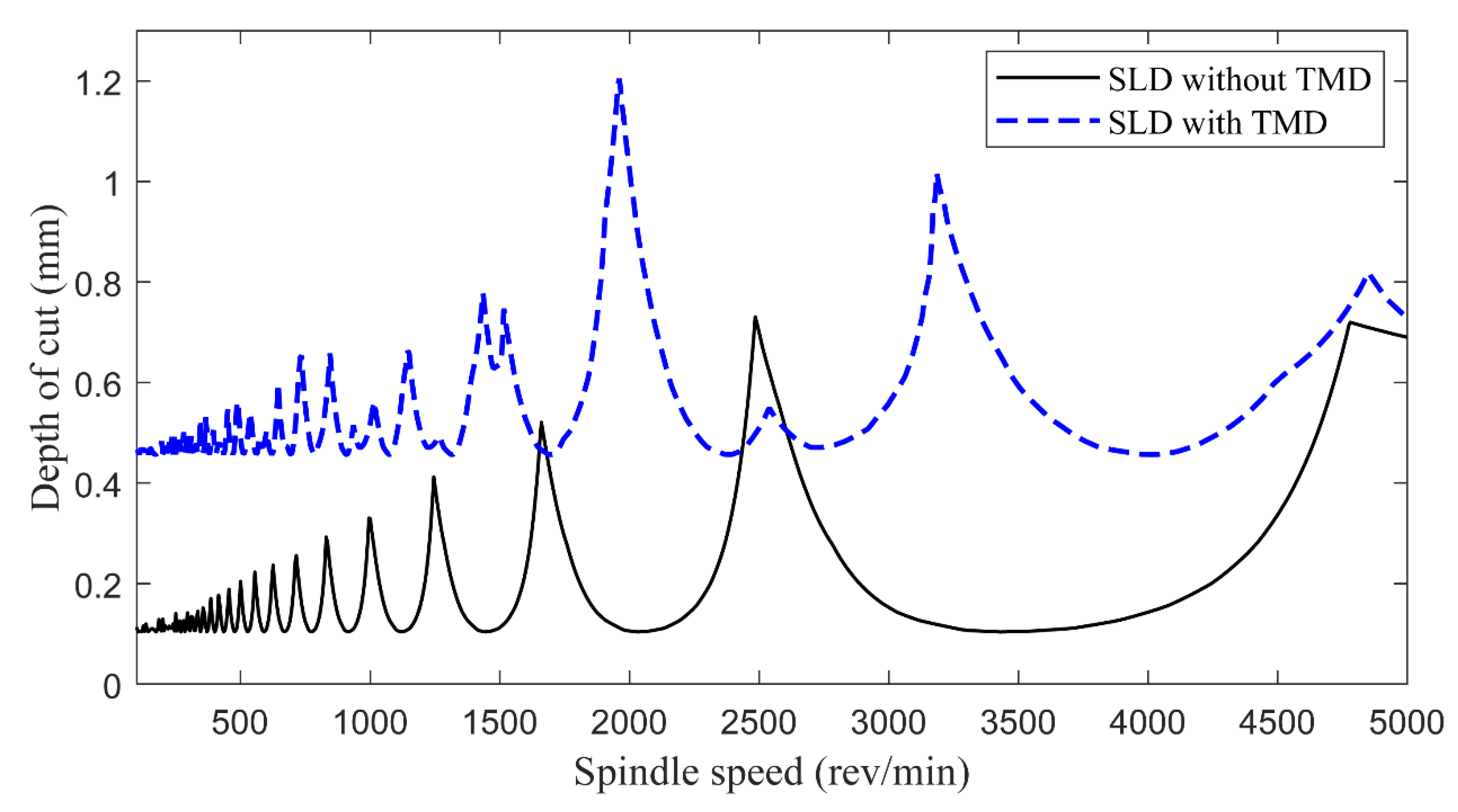
4.2. Cutting Stability Prediction
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Altintas, Y.; Budak, E. Analytical prediction of stability lobes in milling. CIRP Ann. Manuf. Technol. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation; Cambridge University Press: Cambridge, UK, 2011; ISBN 9780511843723. [Google Scholar]
- Altintas, Y.; Weck, M. Chatter stability of metal cutting and grinding. CIRP Ann. Manuf. Technol. 2004, 53, 619–642. [Google Scholar] [CrossRef]
- Houck, L.; Schmitz, T.L.; Scott Smith, K. A tuned holder for increased boring bar dynamic stiffness. J. Manuf. Process. 2011, 13, 24–29. [Google Scholar] [CrossRef]
- Burtscher, J.; Fleischer, J. Adaptive tuned mass damper with variable mass for chatter avoidance. CIRP Ann. Manuf. Technol. 2017, 66, 397–400. [Google Scholar] [CrossRef]
- Gibbons, T.J.; Ozturk, E.; Xu, L.; Sims, N.D. Chatter avoidance via structural modification of tool-holder geometry. Int. J. Mach. Tools Manuf. 2020, 150. [Google Scholar] [CrossRef]
- Munoa, J.; Iglesias, A.; Olarra, A.; Dombovari, Z.; Zatarain, M.; Stepan, G. Design of self-tuneable mass damper for modular fixturing systems. CIRP Ann. Manuf. Technol. 2016, 65, 389–392. [Google Scholar] [CrossRef]
- Fan, W.; Zheng, L.; Ji, W.; Zhao, X.; Wang, L.; Yang, Y. Eddy current-based vibration suppression for finish machining of assembly interfaces of large aircraft vertical tail. J. Manuf. Sci. Eng. Trans. ASME 2019, 141. [Google Scholar] [CrossRef]
- Wan, M.; Liang, X.Y.; Yang, Y.; Zhang, W.H. Suppressing vibrations in milling-trimming process of the plate-like workpiece by optimizing the location of vibration absorber. J. Mater. Process. Technol. 2020, 278. [Google Scholar] [CrossRef]
- Yang, Y.; Muñoa, J.; Altintas, Y. Optimization of multiple tuned mass dampers to suppress machine tool chatter. Int. J. Mach. Tools Manuf. 2010, 50, 834–842. [Google Scholar] [CrossRef]
- Munoa, J.; Beudaert, X.; Dombovari, Z.; Altintas, Y.; Budak, E.; Brecher, C.; Stepan, G. Chatter suppression techniques in metal cutting. CIRP Ann. Manuf. Technol. 2016, 65, 785–808. [Google Scholar] [CrossRef]
- Tewani, S.G.; Rouch, K.E.; Walcott, B.L. A study of cutting process stability of a boring bar with active dynamic absorber. Int. J. Mach. Tools Manuf. 1995, 35, 91–108. [Google Scholar] [CrossRef]
- Moradi, H.; Bakhtiari-Nejad, F.; Movahhedy, M.R.; Vossoughi, G. Stability improvement and regenerative chatter suppression in nonlinear milling process via tunable vibration absorber. J. Sound Vib. 2012, 331, 4668–4690. [Google Scholar] [CrossRef]
- Miguélez, M.H.; Rubio, L.; Loya, J.A.; Fernández-Sáez, J. Improvement of chatter stability in boring operations with passive vibration absorbers. Int. J. Mech. Sci. 2010, 52, 1376–1384. [Google Scholar] [CrossRef]
- Rubio, L.; Loya, J.A.; Miguélez, M.H.; Fernández-Sáez, J. Optimization of passive vibration absorbers to reduce chatter in boring. Mech. Syst. Signal Process. 2013, 41, 691–704. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, Y.; Liu, Q. Design of a milling cutter with large length–diameter ratio based on embedded passive damper. JVC J. Vib. Control 2019, 25, 506–516. [Google Scholar] [CrossRef]
- Yang, Y.; Gao, H.; Ma, W.; Liu, Q. Design of a turning cutting tool with large length–diameter ratio based on three-element type vibration absorber. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 1032–1043. [Google Scholar] [CrossRef]
- Yadav, A.; Talaviya, D.; Bansal, A.; Law, M. Design of chatter-resistant damped boring bars using a receptance coupling approach. J. Manuf. Mater. Process. 2020, 4, 53. [Google Scholar] [CrossRef]
- Bansal, A.; Law, M. A receptance coupling approach to optimally tune and place absorbers on boring bars for chatter suppression. Procedia CIRP 2018, 77, 167–170. [Google Scholar] [CrossRef]
- Schmitz, T.L. Predicting high-speed machining dynamics by substructure analysis. CIRP Ann. Manuf. Technol. 2000, 49, 303–308. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Duncan, G.S. Three-component receptance coupling substructure analysis for tool point dynamics prediction. J. Manuf. Sci. Eng. Trans. ASME 2005, 127, 781–790. [Google Scholar] [CrossRef]
- Ertürk, A.; Özgüven, H.N.; Budak, E. Analytical modeling of spindle-tool dynamics on machine tools using Timoshenko beam model and receptance coupling for the prediction of tool point FRF. Int. J. Mach. Tools Manuf. 2006, 46, 1901–1912. [Google Scholar] [CrossRef]
- Filiz, S.; Cheng, C.H.; Powell, K.B.; Schmitz, T.L.; Ozdoganlar, O.B. An improved tool-holder model for RCSA tool-point frequency response prediction. Precis. Eng. 2009, 33, 26–36. [Google Scholar] [CrossRef]
- Nelson, H.D. A finite rotating shaft element using Timoshenko beam theory. J. Mech. Des. Trans. ASME 1980, 102, 793–803. [Google Scholar] [CrossRef]
- Lee, C.W.; Katz, R.; Ulsoy, A.G.; Scott, R.A. Modal analysis of a distributed parameter rotating shaft. J. Sound Vib. 1988, 122, 119–130. [Google Scholar] [CrossRef]
- Özşahin, O.; Özgüven, H.N.; Budak, E. Analytical modeling of asymmetric multi-segment rotor—Bearing systems with Timoshenko beam model including gyroscopic moments. Comput. Struct. 2014, 144, 119–126. [Google Scholar] [CrossRef]
- Lu, X.; Jia, Z.; Liu, S.; Yang, K.; Feng, Y.; Liang, S.Y. Chatter stability of micro-milling by considering the centrifugal force and gyroscopic effect of the spindle. J. Manuf. Sci. Eng. Trans. ASME 2019, 141. [Google Scholar] [CrossRef]
- Ji, Y.; Bi, Q.; Zhang, S.; Wang, Y. A new receptance coupling substructure analysis methodology to predict tool tip dynamics. Int. J. Mach. Tools Manuf. 2018, 126, 18–26. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Smith, K.S. Machining Dynamics: Frequency Response to Improved Productivity; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 9780387096445. [Google Scholar]
- Jin, X.; Altintas, Y. Chatter stability model of micro-milling with process damping. J. Manuf. Sci. Eng. Trans. ASME 2013, 135. [Google Scholar] [CrossRef]
- Sims, N.D. Vibration absorbers for chatter suppression: A new analytical tuning methodology. J. Sound Vib. 2007, 301, 592–607. [Google Scholar] [CrossRef]
- Zuo, L.; Nayfeh, S.A. Minimax optimization of multi-degree-of-freedom tuned-mass dampers. J. Sound Vib. 2004, 272, 893–908. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ky (N/m) | cy (N∙s/m) | kθz (N∙m/Rad) | cθz (N∙m∙s/Rad) |
|---|---|---|---|
| 2.21 × 106 | 58 | 80 | 0.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, W.; Yu, J.; Yang, Y.; Wang, Y. Optimization and Tuning of Passive Tuned Mass Damper Embedded in Milling Tool for Chatter Mitigation. J. Manuf. Mater. Process. 2021, 5, 2. https://doi.org/10.3390/jmmp5010002
Ma W, Yu J, Yang Y, Wang Y. Optimization and Tuning of Passive Tuned Mass Damper Embedded in Milling Tool for Chatter Mitigation. Journal of Manufacturing and Materials Processing. 2021; 5(1):2. https://doi.org/10.3390/jmmp5010002
Chicago/Turabian StyleMa, Wenshuo, Jingjun Yu, Yiqing Yang, and Yunfei Wang. 2021. "Optimization and Tuning of Passive Tuned Mass Damper Embedded in Milling Tool for Chatter Mitigation" Journal of Manufacturing and Materials Processing 5, no. 1: 2. https://doi.org/10.3390/jmmp5010002
APA StyleMa, W., Yu, J., Yang, Y., & Wang, Y. (2021). Optimization and Tuning of Passive Tuned Mass Damper Embedded in Milling Tool for Chatter Mitigation. Journal of Manufacturing and Materials Processing, 5(1), 2. https://doi.org/10.3390/jmmp5010002