Hemming with Pre-Bent Inner Sheet for Joining Ultra-High Strength Steel Sheets of Automobile Parts



Abstract
1. Introduction
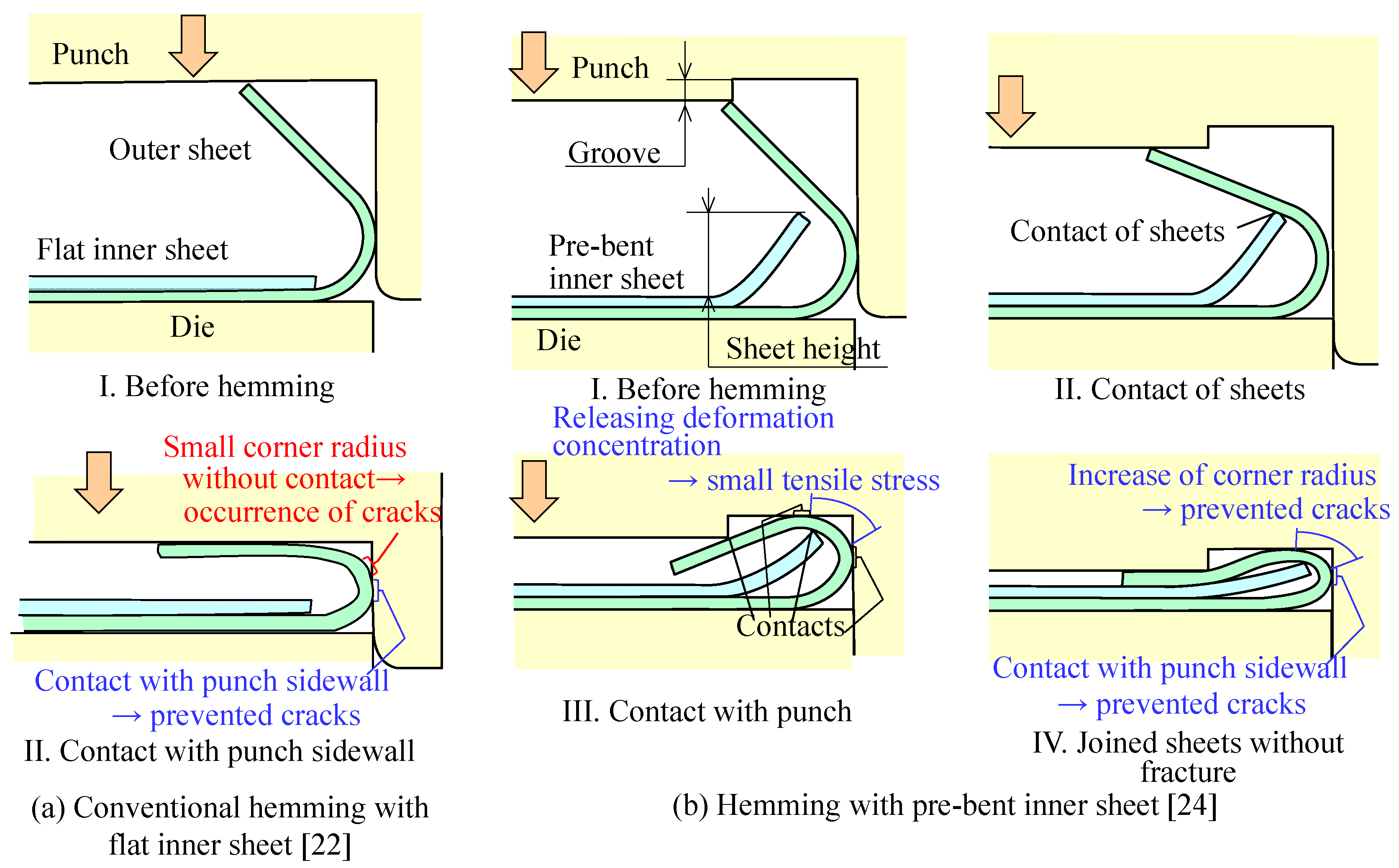
2. Joining Sheets by Hemming with Pre-Bent Inner Sheet
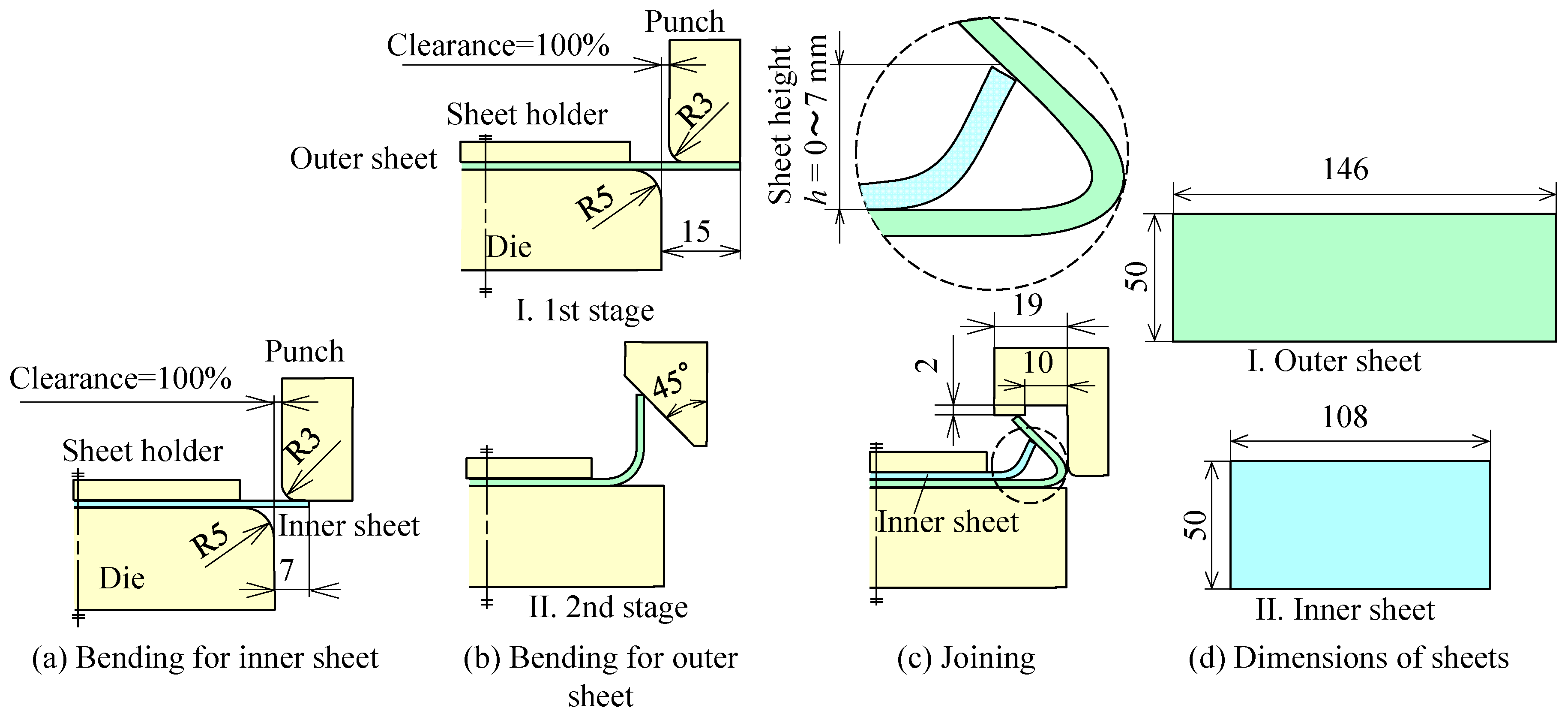
3. Joining Conditions by Hemming
4. Deforming Behavior of Sheets and Improvement of Joining Limit by Hemming with Pre-Bent Inner Sheet
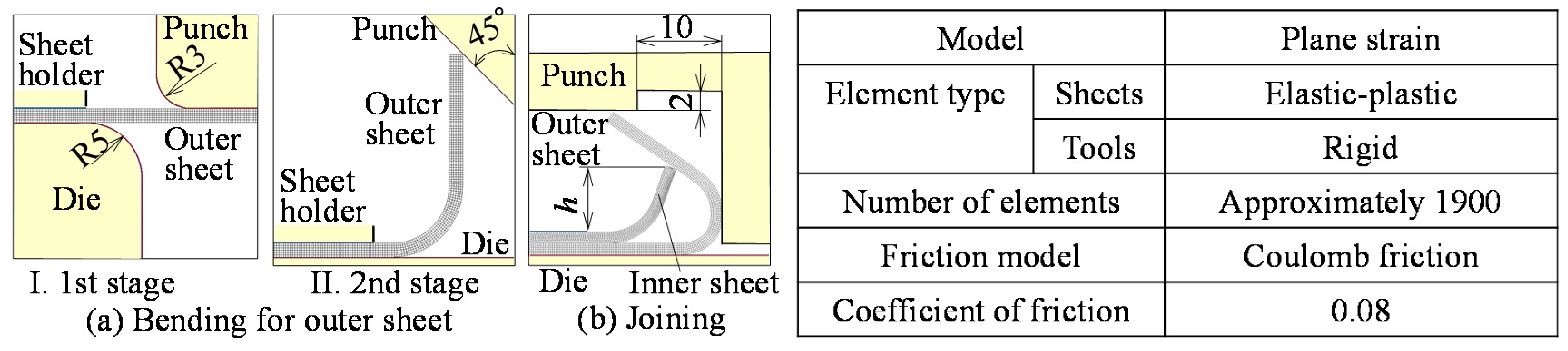
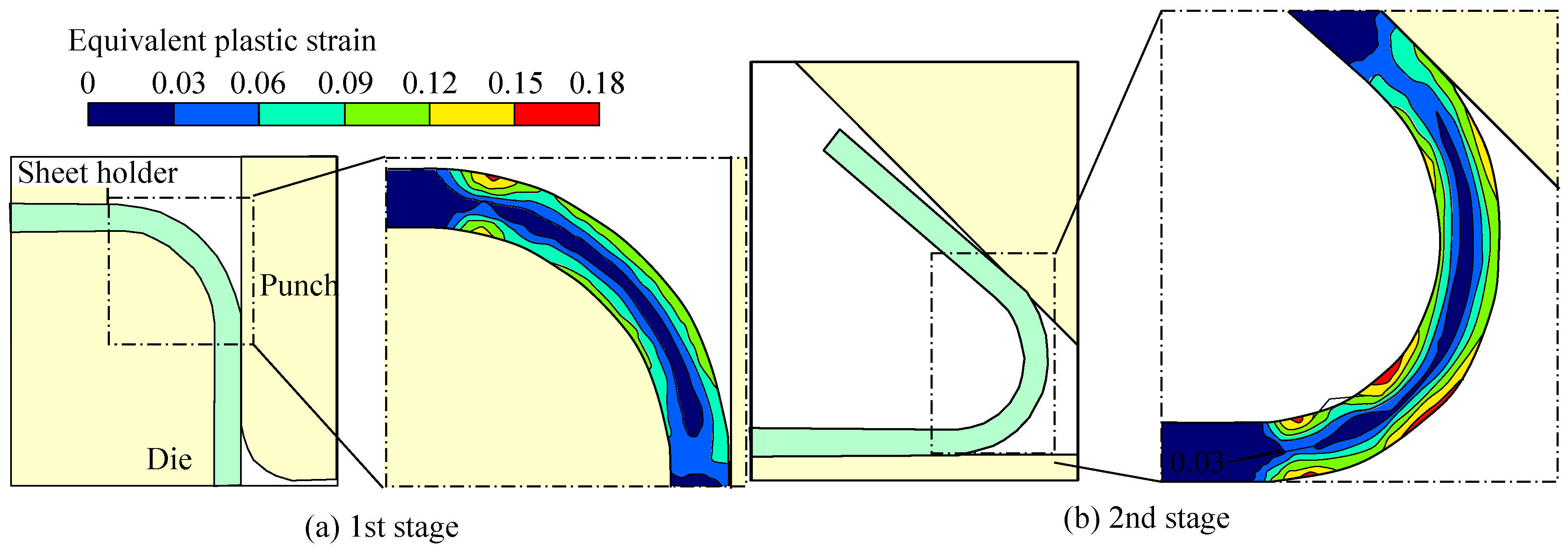
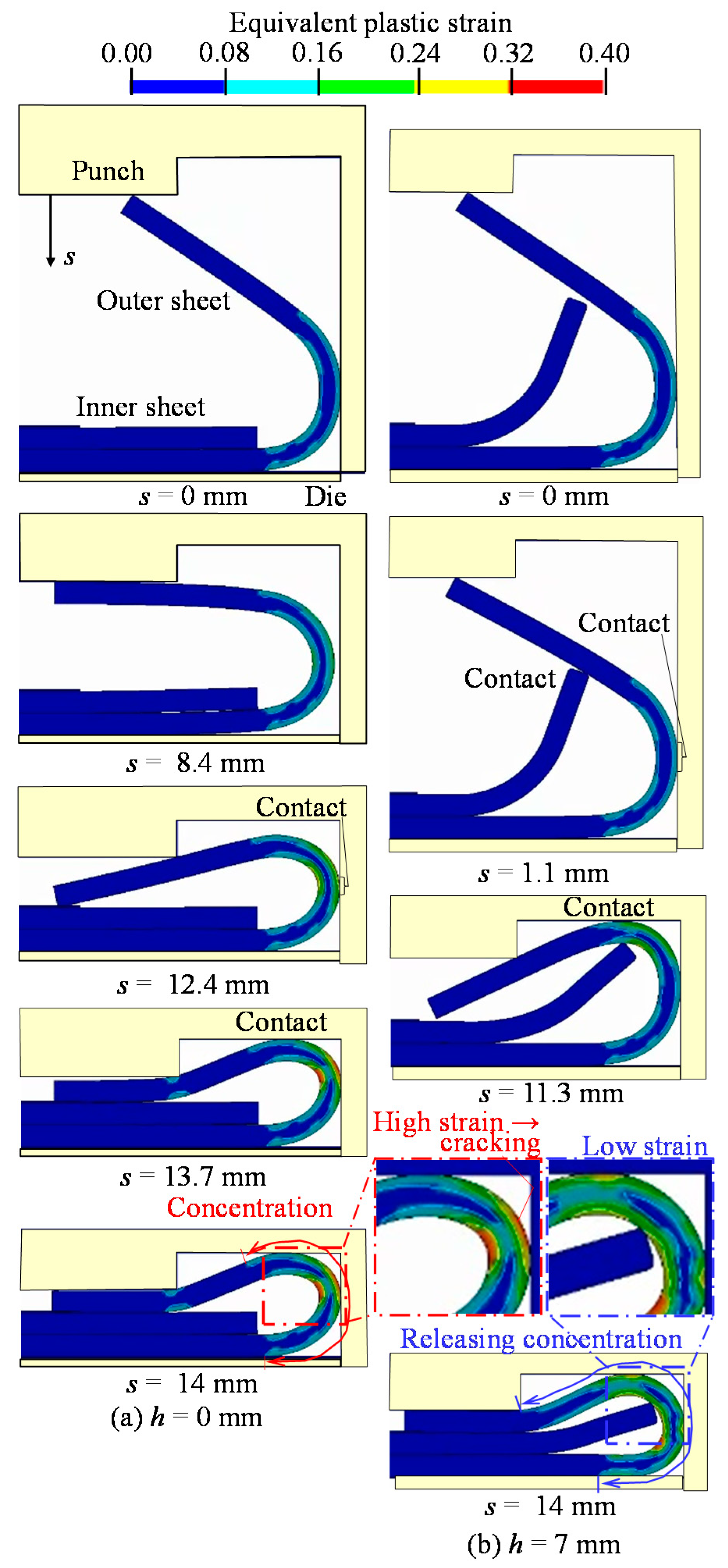
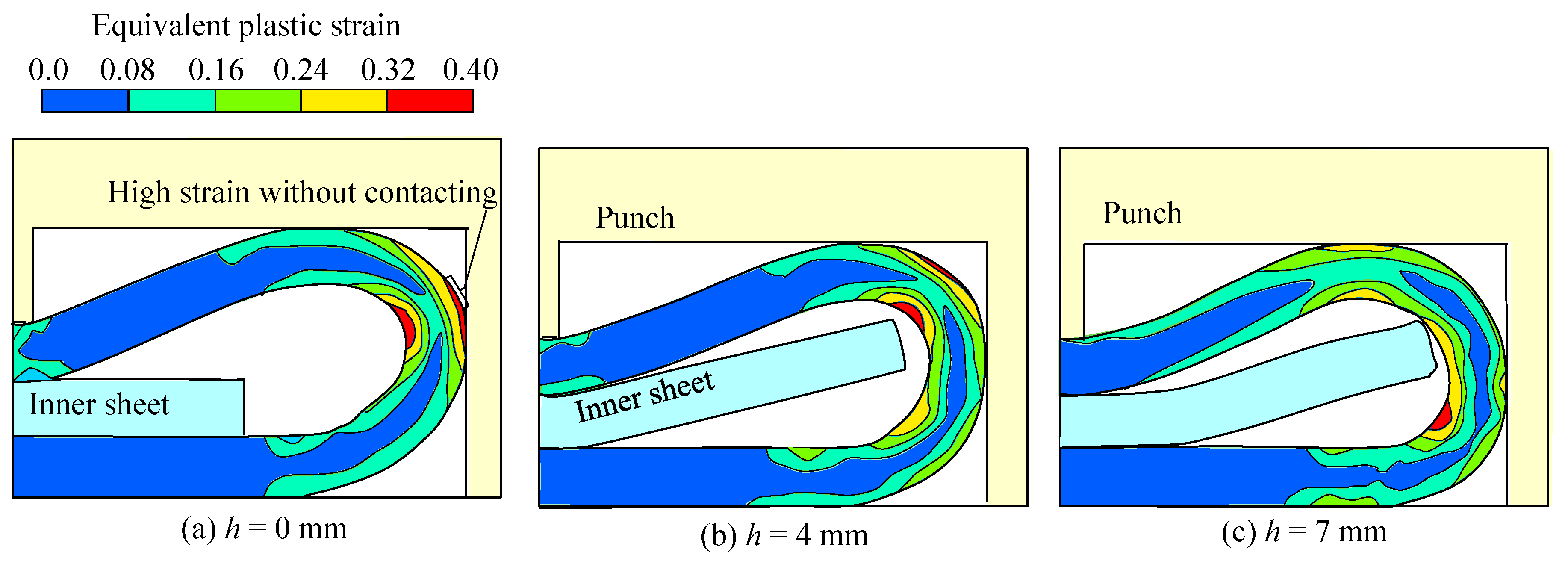
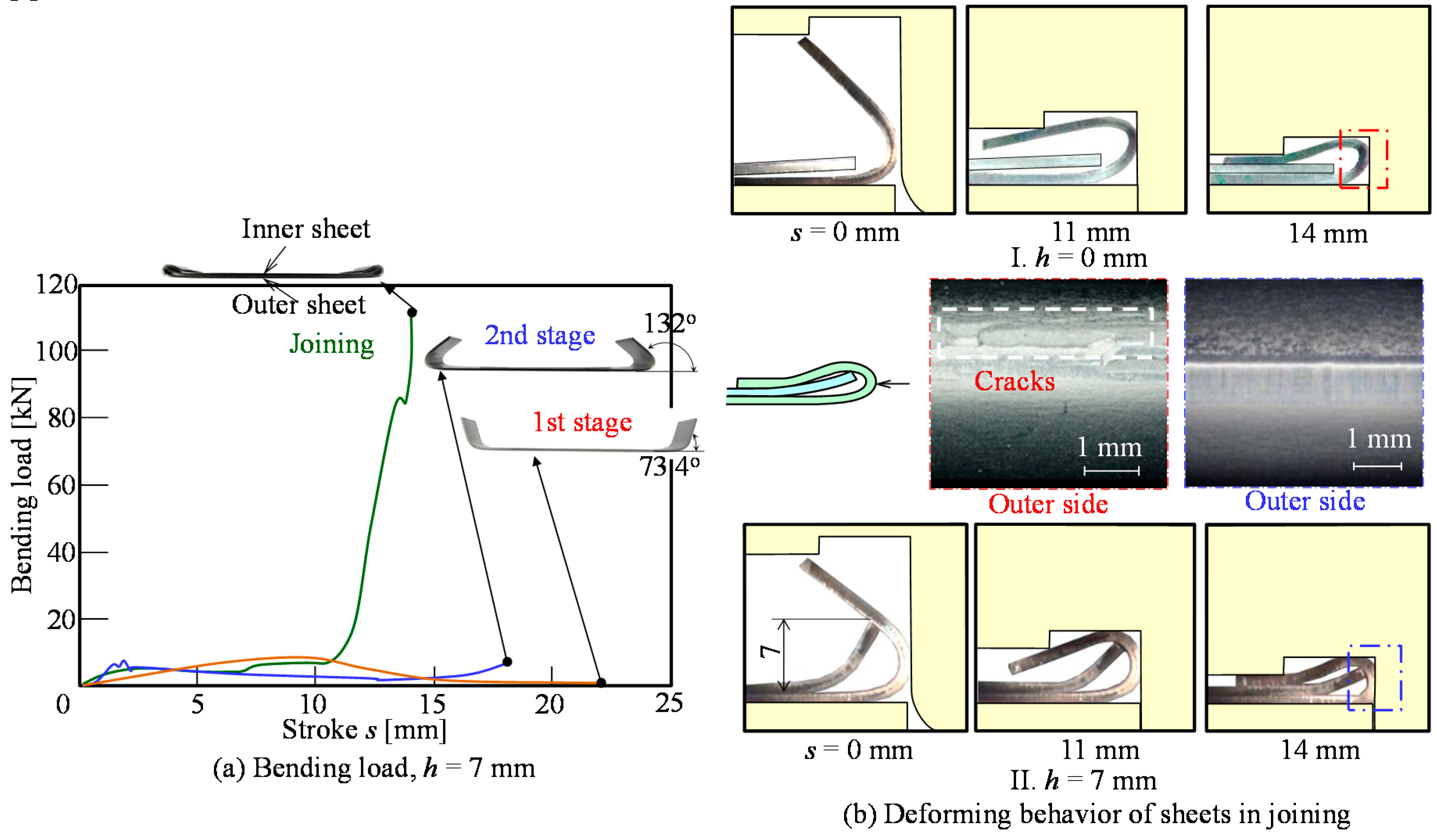
4.1. Deforming Behavior of Sheets
4.2. Improvement of Joining Limit in Experiment
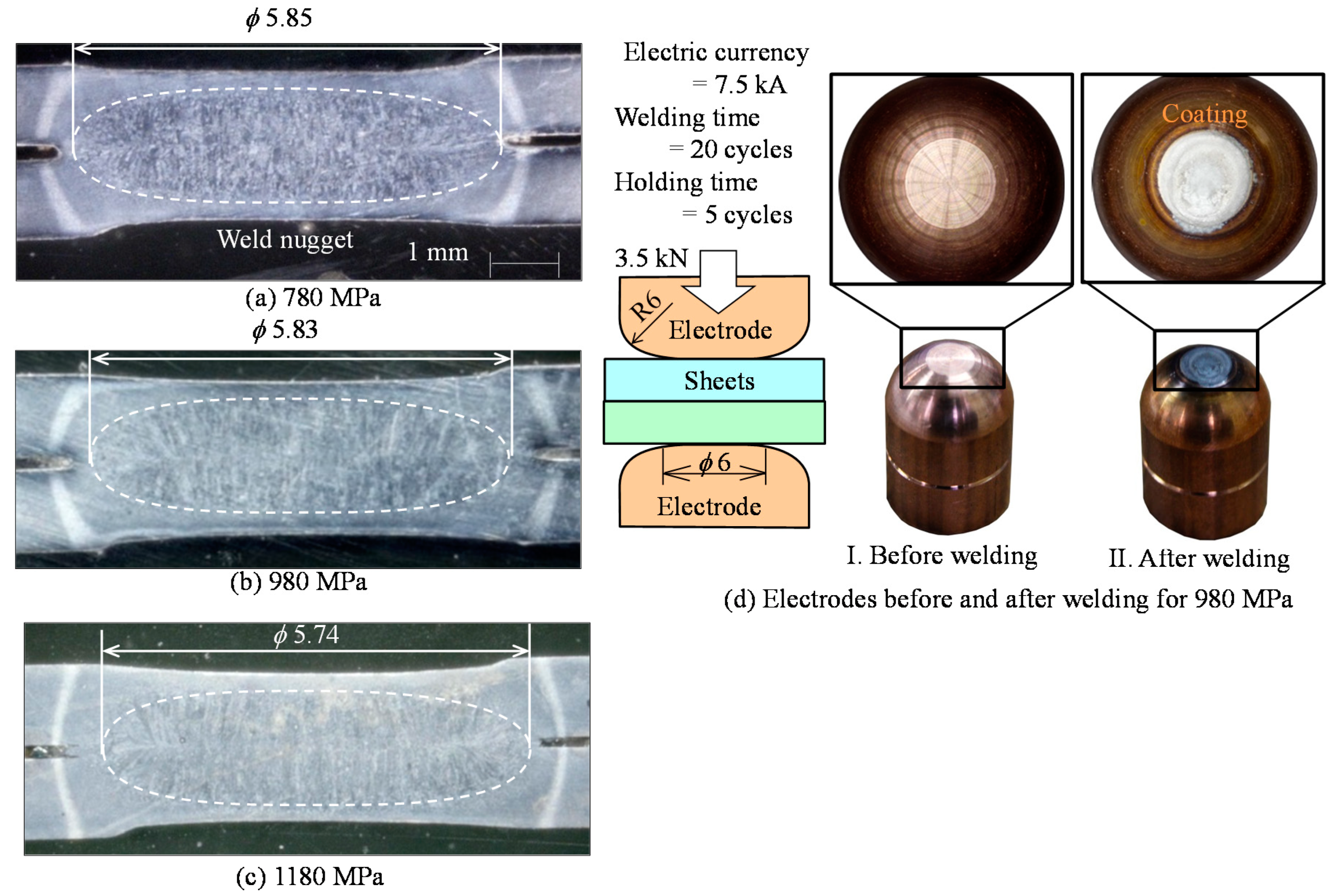
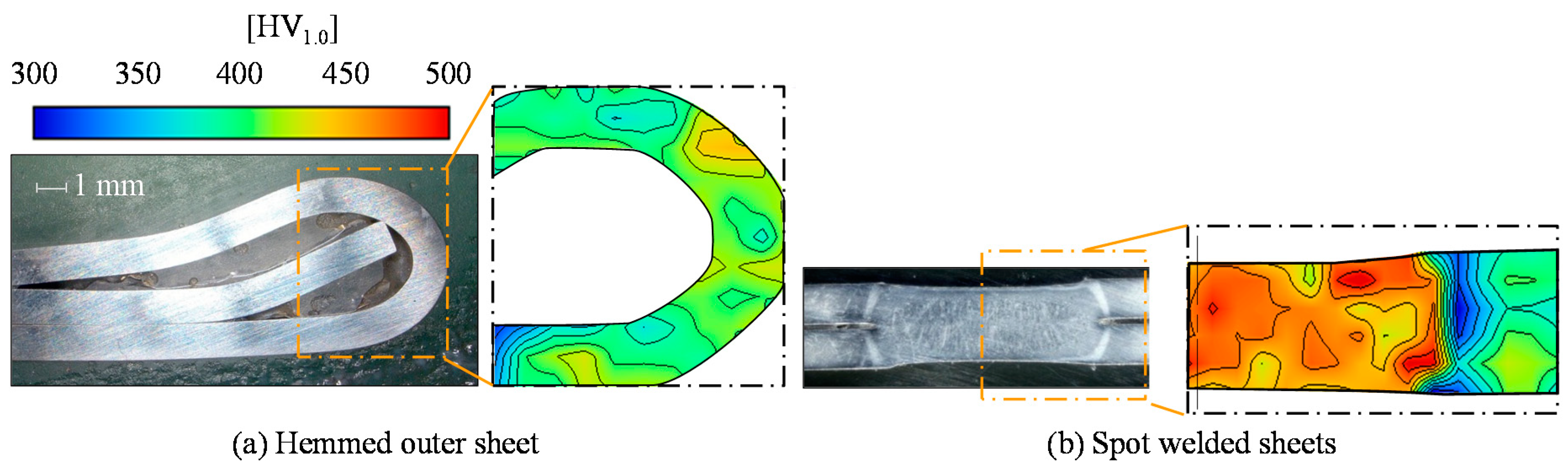
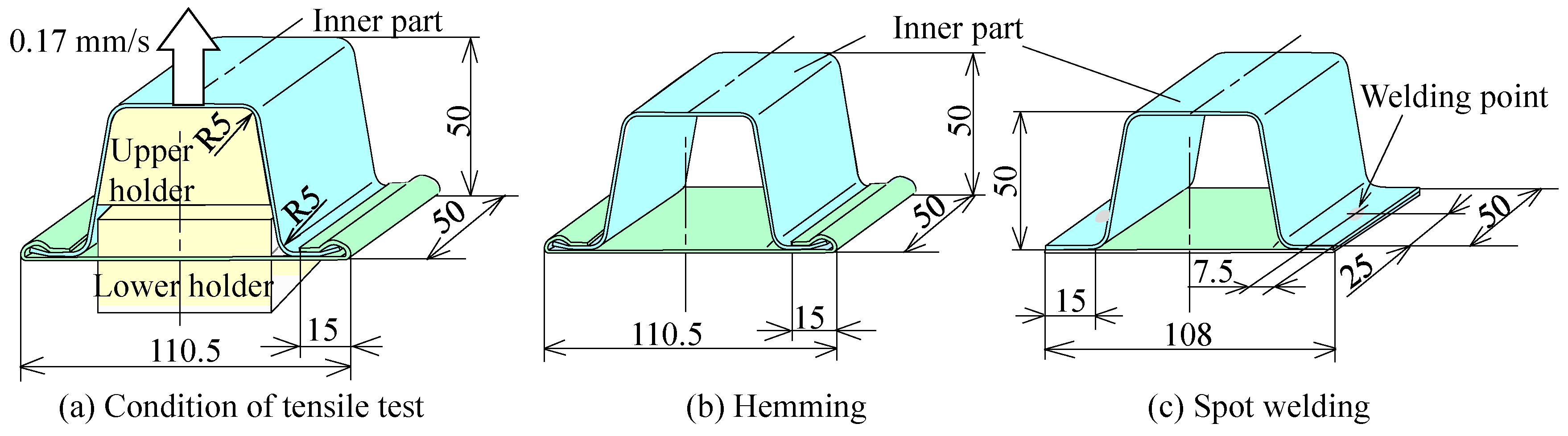
5. Joint Strength of Joined Sheets
6. Conclusions
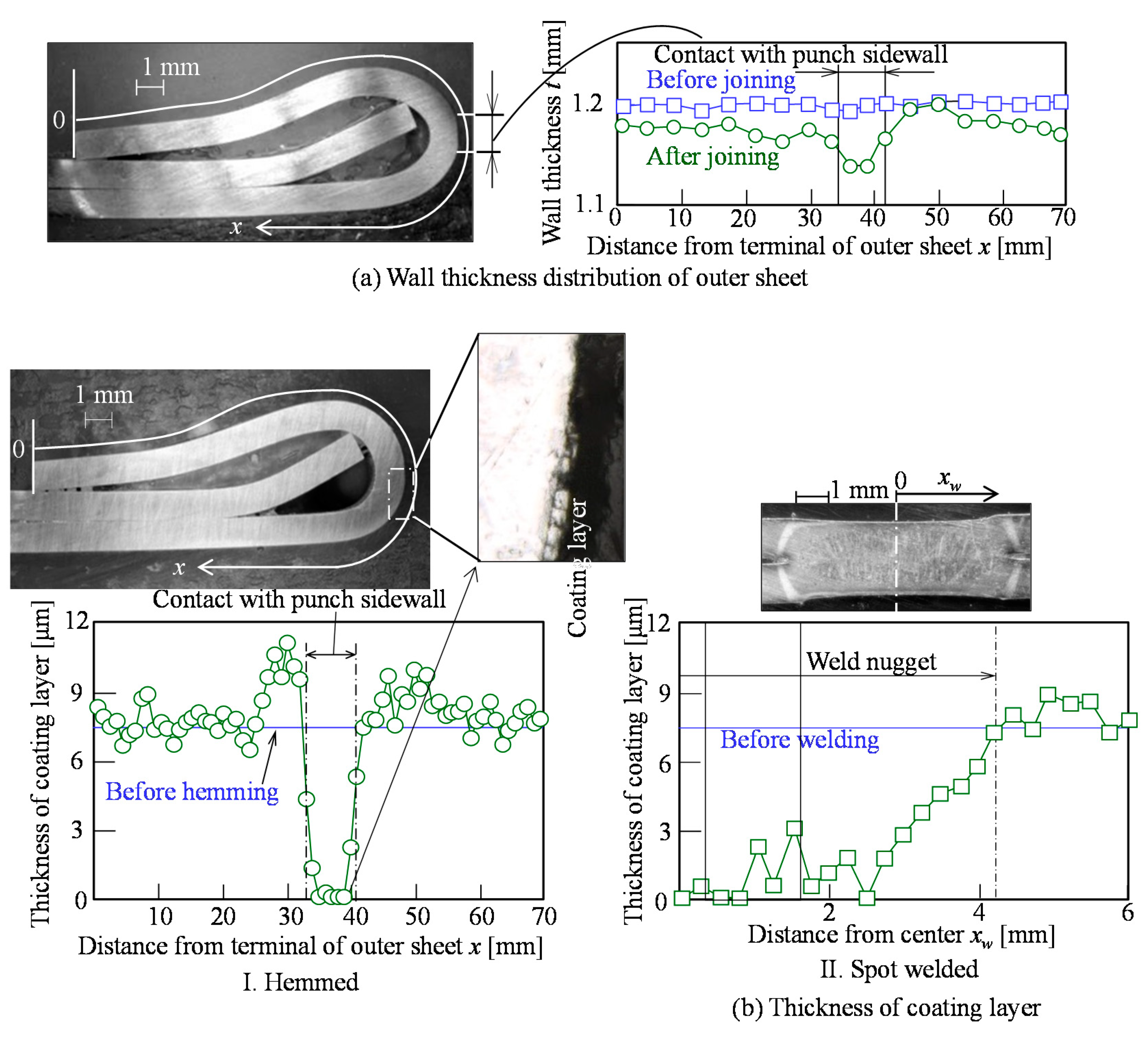
- The maximum plastic strain on the outer surface in hemming with the pre-bent inner sheet was decreased by releasing the concentration of deformation, and the strain reduction was 20%.
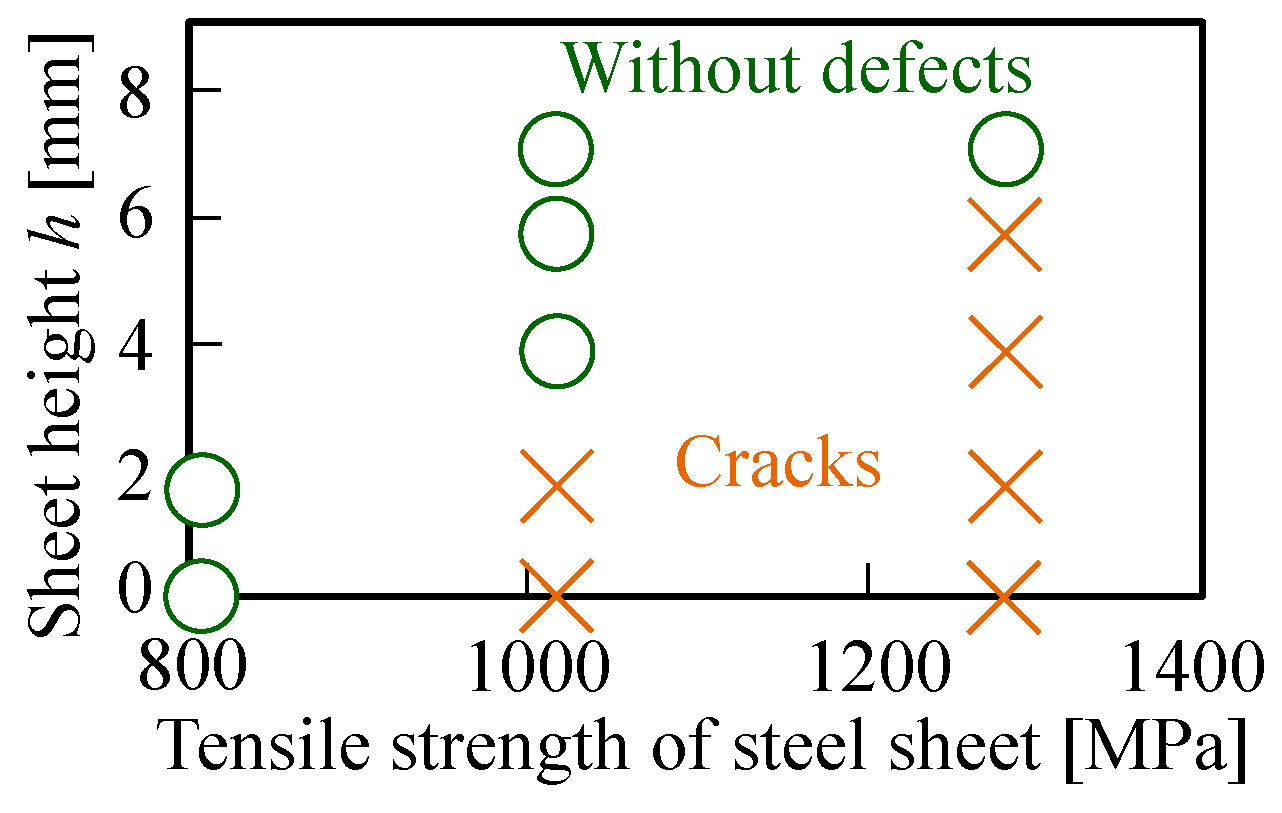
- Although 780 MPa steel sheets with a 1.5 in minimum bend radius ratio were joined by conventional hemming without the pre-bent inner sheet, 1180 MPa steel sheets with a 2.25 minimum bend radius ratio were joined by hemming with the pre-bent inner sheet.
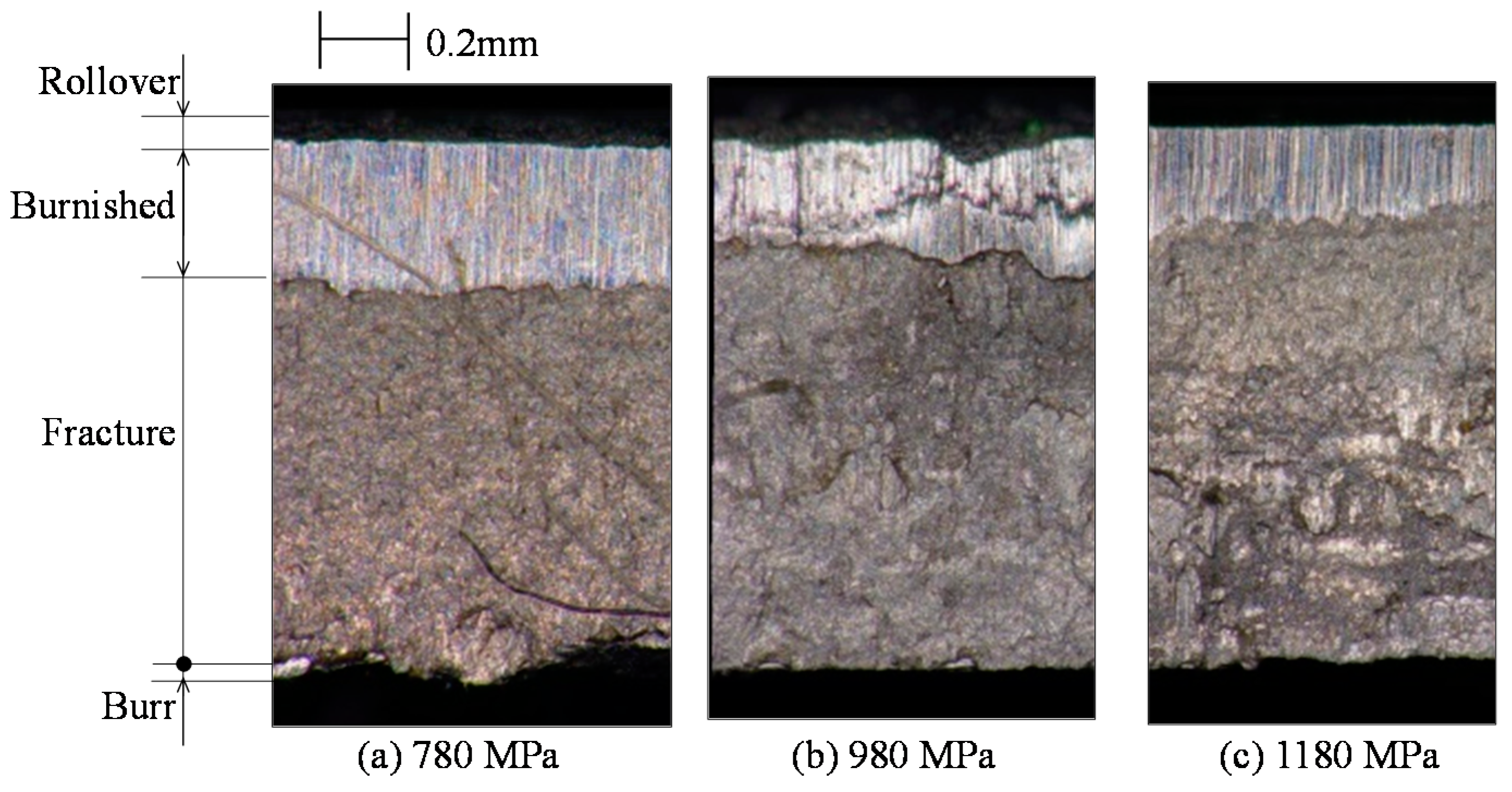
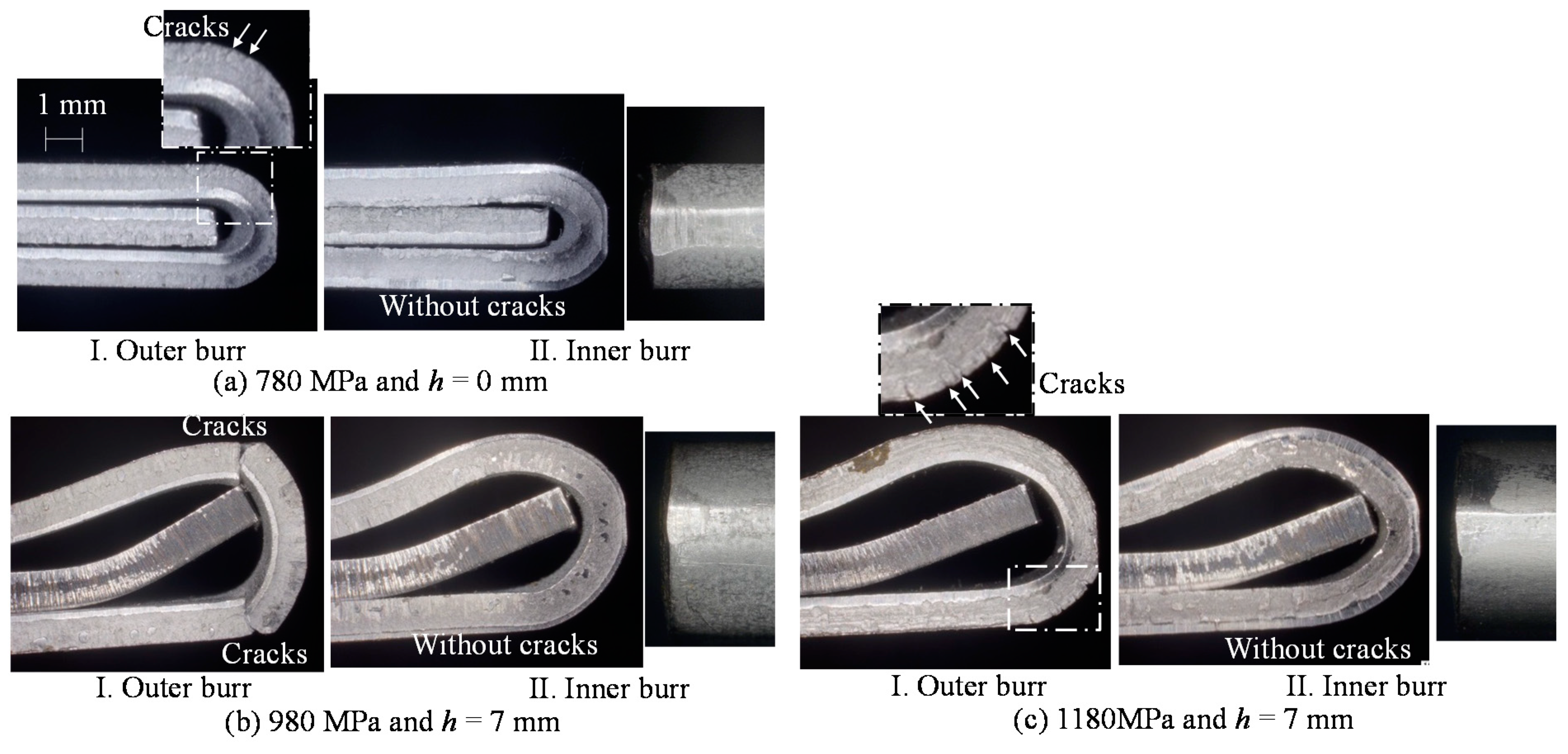
- The formability of sheared edge was influenced to the occurrence of cracks in hemming, the occurrence was prevented in the burr inside the 980 MPa and 1180 MPa steel sheets, whereas the effect of the sheared edge on the formability of 780 MPa steel sheet with high ductility was small.
- The maximum load of the hemmed sheets in the tensile test was about a half of that of the welded sheets, although the maximum tensile loads of both hemmed and welded sheets increased by increasing the tensile strength of the sheet.
Author Contributions
Funding
Conflicts of Interest
References
- Kleiner, M.; Geiger, M.; Klaus, A. Manufacturing of Lightweight Components by Metal Forming. Ann. CIRP 2003, 52, 521–542. [Google Scholar] [CrossRef]
- Parker, J.; Williams, N.; Holliday, R. Mechanisms of Electrode Degradation When Spot Welding Coated Steels. Sci. Technol. Weld. Join. 1998, 3, 65–74. [Google Scholar] [CrossRef]
- Ling, Z.; Wang, M.; Kong, L. Liquid Metal Embrittlement of Galvanized Steels during Industrial Processing: A Review. In Transactions on Intelligent Welding Manufacturing; Springer: Singapore, 2018; pp. 25–42. [Google Scholar] [CrossRef]
- Zhang, W.H.; Qiu, X.M.; Sun, D.Q.; Han, L.J. Effects of Resistance Spot Welding Parameters on Microstructures and Mechanical Properties of Dissimilar Material Joints of Galvanised High Strength Steel and Aluminium Alloy. Sci. Technol. Weld. Join. 2011, 16, 153–161. [Google Scholar] [CrossRef]
- Mori, K.; Kato, T.; Abe, Y.; Ravshanbek, Y. Plastic Joining of Ultra High Strength Steel and Aluminium Alloy Sheets by Self Piercing Rivet. Ann. CIRP 2006, 55, 283–286. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y. A Review on Mechanical Joining of Aluminium and High Strength Steel Sheets by Plastic Deformation. Int. J. Lightweight Mater. Manuf. 2018, 1, 1–11. [Google Scholar] [CrossRef]
- Okunaka, K.; Tao, S.; Fujita, S.; Kobayashi, K.; Shiobara, K. Technical Development of the 3D Lock Seam Applied to New Acura RLX Doors. J. Jpn. Soc. Technol. Plast. 2014, 55, 1073–1077. (In Japanese) [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S. Manufacturing Engineering & Technology, 7th ed.; Pearson Education South Asia Pte Ltd.: Singapore, 2013; p. 410. [Google Scholar]
- Neugebauer, R.; Drossel, W.G.; Rössinger, M.; Eckert, A.; Hecht, B. Roller Hemming Simulation: State of the Art and Application Limits. Key Eng. Mater. 2014, 611, 1062–1070. [Google Scholar] [CrossRef]
- Livatyali, H.; Larris, S.J. Experimental Investigation on Forming Defects in Flat Surface—Convex Edge Hemming Roll, Recoil and Warp. J. Mater. Process. Technol. 2004, 153, 913–919. [Google Scholar] [CrossRef]
- Thuillier, S.; Le Maoût, N.; Manach, P.Y.; Debois, D. Numerical simulation of the roll hemming process. J. Mater. Process. Technol. 2008, 198, 226–233. [Google Scholar] [CrossRef]
- Li, S.; Hu, X.; Zhao, Y.; Lin, Z.; Xu, N. Cyclic Hardening Behavior of Roller Hemming in the Case of Aluminum Alloy Sheets. Mater. Des. 2011, 32, 2308–2316. [Google Scholar] [CrossRef]
- Le Maoût, N.; Thuillier, S.; Manach, P.Y. Aluminum Alloy Damage Evolution for Different Strain Paths—Application to Hemming Process. Eng. Fract. Mech. 2009, 76, 1202–1214. [Google Scholar] [CrossRef]
- Hu, X.; Lin, Z.Q.; Li, S.H.; Zhao, Y.X. Fracture Limit Prediction for Roller Hemming of Aluminum Alloy Sheet. Mater. Des. 2010, 31, 1410–1416. [Google Scholar] [CrossRef]
- Le Maoût, N.; Manach, P.Y.; Thuillier, S.J. Influence of Prestrain on the Numerical Simulation of the Roller Hemming Process. Mater. Process. Technol. 2012, 212, 450–457. [Google Scholar] [CrossRef][Green Version]
- Zhang, G.; Wu, X.; Jack Hu, S. A Study on Fundamental Mechanisms of Warp and Recoil in Hemming. J. Eng. Mater. Technol. 2000, 123, 436–441. [Google Scholar] [CrossRef]
- Zhang, G.; Hao, H.; Wu, X.; Jack Hu, S.; Harper, K.; Faitel, W. An Experimental Investigation of Curved Surface-Straight Edge Hemming. J. Manuf. Process. 2000, 2, 241–246. [Google Scholar] [CrossRef]
- Svensson, M.; Mattiasson, K. Three-Dimensional Simulation of Hemming with the Explicit FE-Method. J. Mater. Process. Technol. 2002, 128, 142–154. [Google Scholar] [CrossRef]
- Terada, K.; Takahashi, S.; Takai, R. Development of Prediction of Surface Accuracy in Hemmed Parts by Springback Simulation. J. Jpn. Soc. Technol. Plast. 2010, 51, 963–968. (In Japanese) [Google Scholar] [CrossRef]
- Livatyali, H.; Müderrisoğlu, A.; Ahmetoğlu, M.A.; Akgerman, N.; Kinzel, G.L.; Altan, T. Improvement of Hem Quality by Optimising Flanging and Pre-Hemming Operations Using Computer Aided Process and Die Design. J. Mater. Process. Technol. 2000, 98, 41–52. [Google Scholar] [CrossRef]
- Golovashchenko, S.F. Sharp Flanging and Flat Hemming of Aluminum Exterior Body Panels. J. Mater. Eng. Perform. 2005, 14, 508–515. [Google Scholar] [CrossRef]
- Hamedon, Z.; Mori, K.; Abe, Y. Hemming for Joining High Strength Steel Sheets. Proc. Eng. 2014, 81, 2074–2079. [Google Scholar] [CrossRef]
- Kleeh, T.; Merklein, M.; Roll, K. Modeling Laser Heating for Roller Hemming Applications. Key Eng. Mater. 2011, 473, 501–508. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K.; Nakagawa, K. Assembly of Ultra-High Strength Steel Hollow Part by Hemming Using Pre-Bent Inner Sheet. Proc. Eng. 2017, 207, 974–979. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sheet | 1180 MPa | 980 MPa | 780 MPa |
|---|---|---|---|
| JSC1180 | JAC980 | JAC780 | |
| Coating | - | Galvanized alloy | |
| Thickness [mm] | 1.20 | 1.21 | 1.20 |
| 0.2% Proof stress [MPa] | 1003 | 605 | 489 |
| Tensile strength [MPa] | 1287 | 1029 | 799 |
| Reduction in area [%] | 51.8 | 52.4 | 62.5 |
| Hemming | 780 MPa | 980 MPa | 1180 MPa |
|---|---|---|---|
| Flat inner sheet (h = 0 mm) | Without defect | Cracks | Cracks |
| Pre-bent inner sheet | Without defect (h ≥ 0 mm) | Without defect (h ≥ 4 mm) | Without defect (h ≥ 7 mm) |
| Minimum bend radius/sheet thickness [-] | 1.5 | 2.08 | 2.25 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abe, Y.; Ijichi, W.; Mori, K.-i.; Nakagawa, K. Hemming with Pre-Bent Inner Sheet for Joining Ultra-High Strength Steel Sheets of Automobile Parts. J. Manuf. Mater. Process. 2020, 4, 77. https://doi.org/10.3390/jmmp4030077
Abe Y, Ijichi W, Mori K-i, Nakagawa K. Hemming with Pre-Bent Inner Sheet for Joining Ultra-High Strength Steel Sheets of Automobile Parts. Journal of Manufacturing and Materials Processing. 2020; 4(3):77. https://doi.org/10.3390/jmmp4030077
Chicago/Turabian StyleAbe, Yohei, Wataru Ijichi, Ken-ichiro Mori, and Kazuma Nakagawa. 2020. "Hemming with Pre-Bent Inner Sheet for Joining Ultra-High Strength Steel Sheets of Automobile Parts" Journal of Manufacturing and Materials Processing 4, no. 3: 77. https://doi.org/10.3390/jmmp4030077
APA StyleAbe, Y., Ijichi, W., Mori, K.-i., & Nakagawa, K. (2020). Hemming with Pre-Bent Inner Sheet for Joining Ultra-High Strength Steel Sheets of Automobile Parts. Journal of Manufacturing and Materials Processing, 4(3), 77. https://doi.org/10.3390/jmmp4030077