Method for Analytical Calculation of the Formability from Metallic Bipolar Plates

Abstract
:1. Introduction
1.1. Forming and Formability of Metallic Channel Plates
1.2. Investigations of Channel cross Sections
2. Materials and Methods
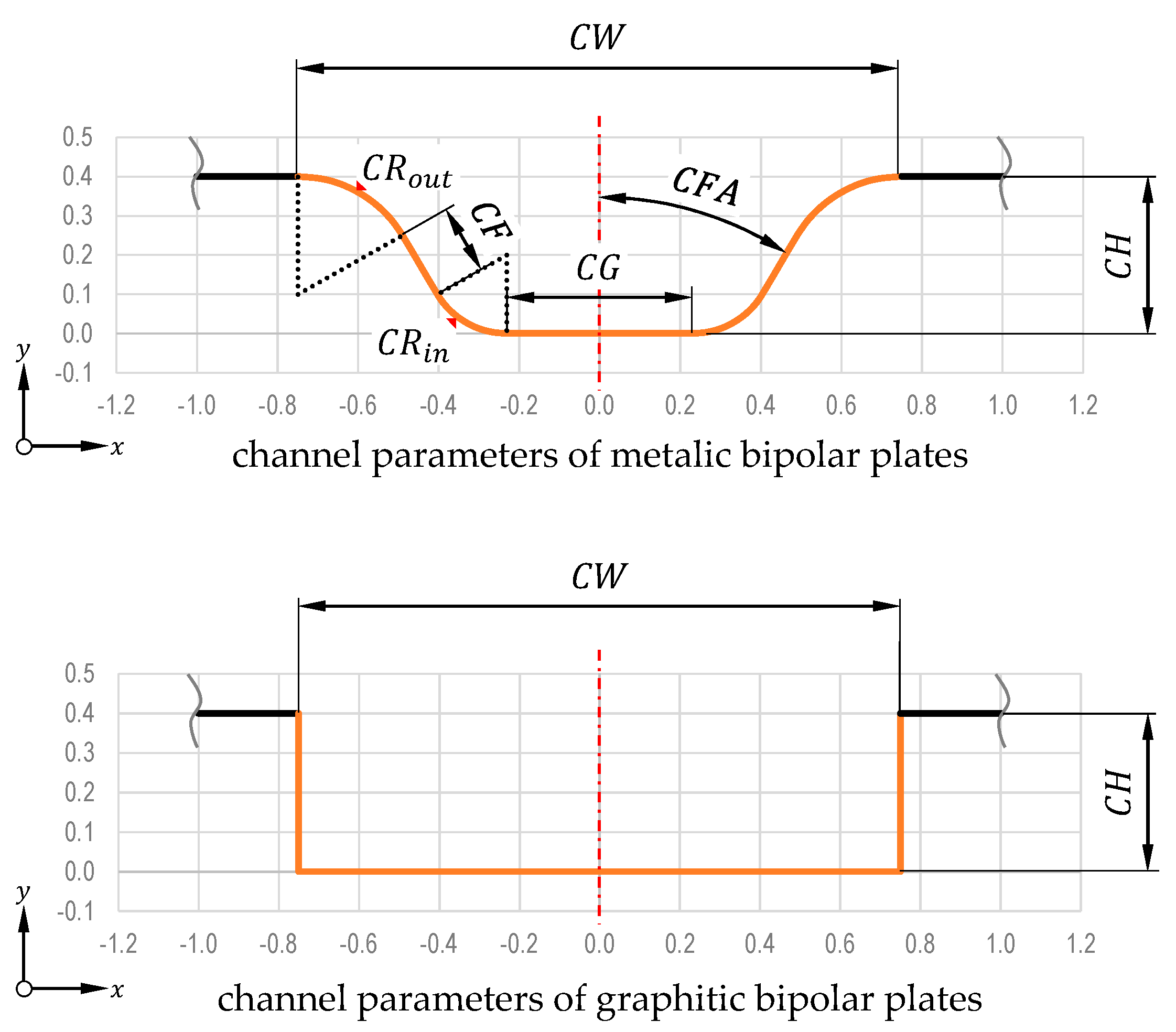
2.1. Definition of the Channel Parameters
2.1.1. Equation of Channel Parameters
2.1.2. Approach and Derivation
2.1.3. Validity and Restrictions
2.2. Numerical Simulation Model and Forming Experiments
2.2.1. Numerical Approach and Setup
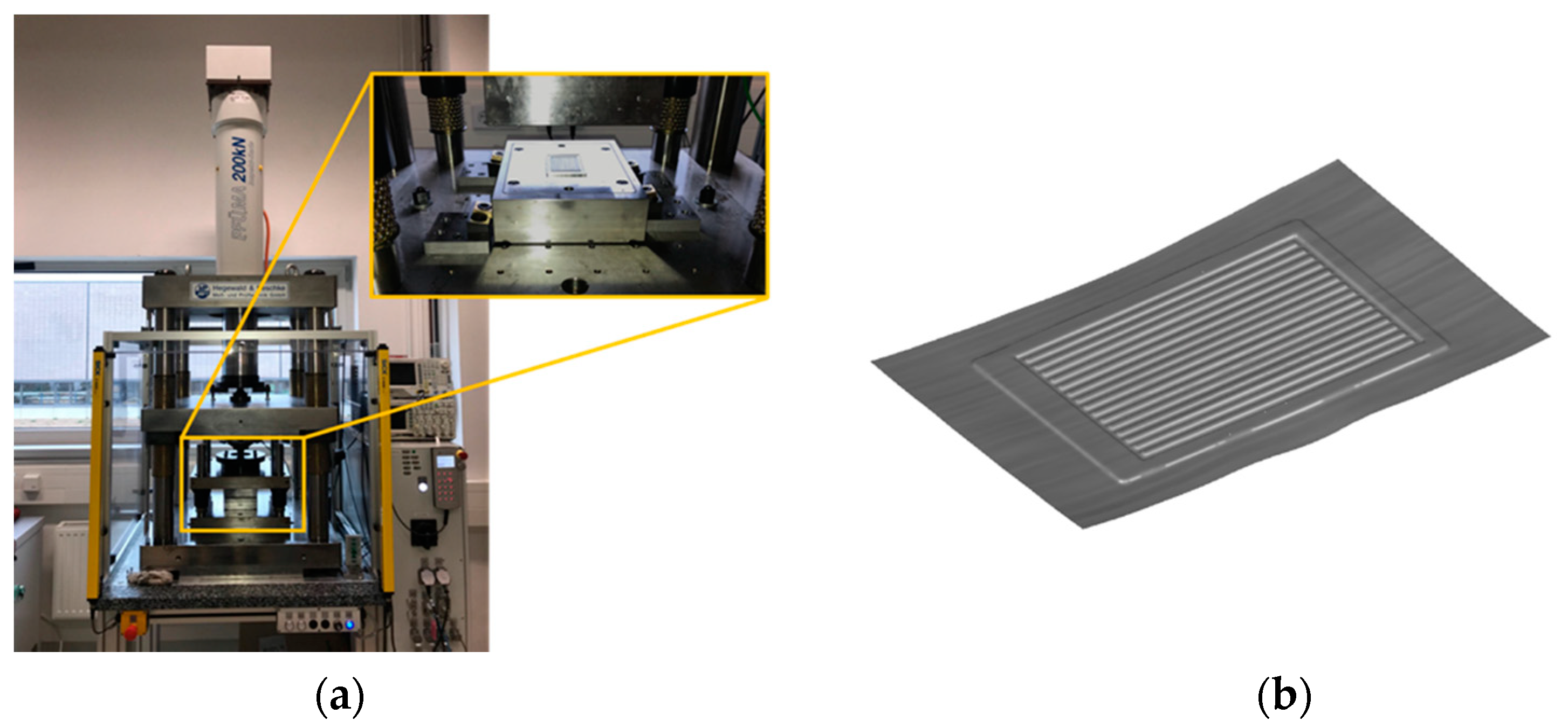
2.2.2. Experimental Setup
2.2.3. Simulation Results and Validation with Real Process
2.3. Analytical Model
2.3.1. Motivation and Model Approach
2.3.2. Damage Factor on the Channel Radii
2.3.3. Thickness-to-Length-Ratio Factor
2.3.4. Cumulative Elongation Factor
2.3.5. Thickness-to-Height-Ratio Factor
2.3.6. Thickness-to-Length-Ratio Factor
2.3.7. General Analytical Equation
3. Results of the Analytical Model Approach and Discussion
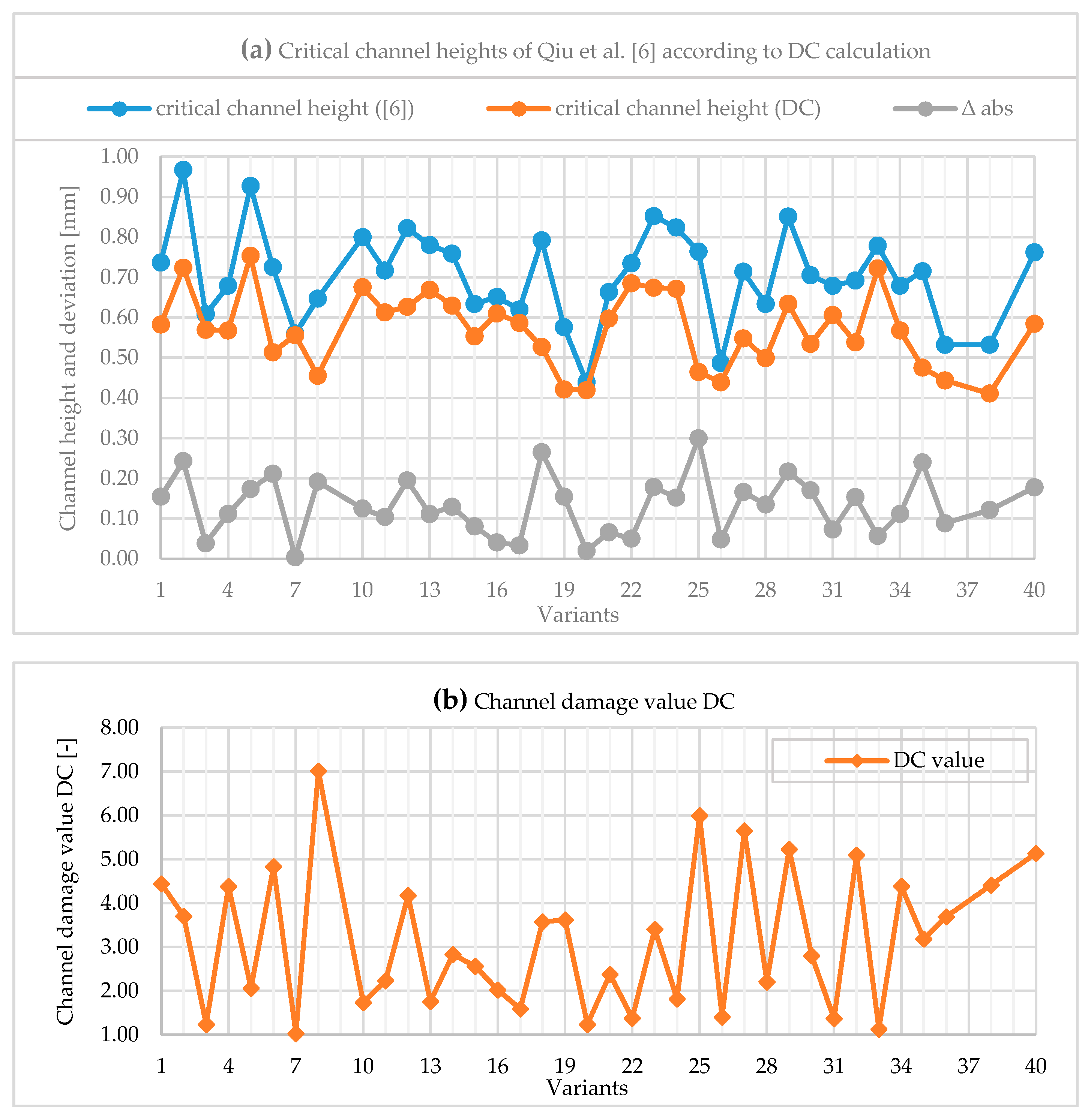
3.1. Comparison with the Results of Qiu et al. [6]
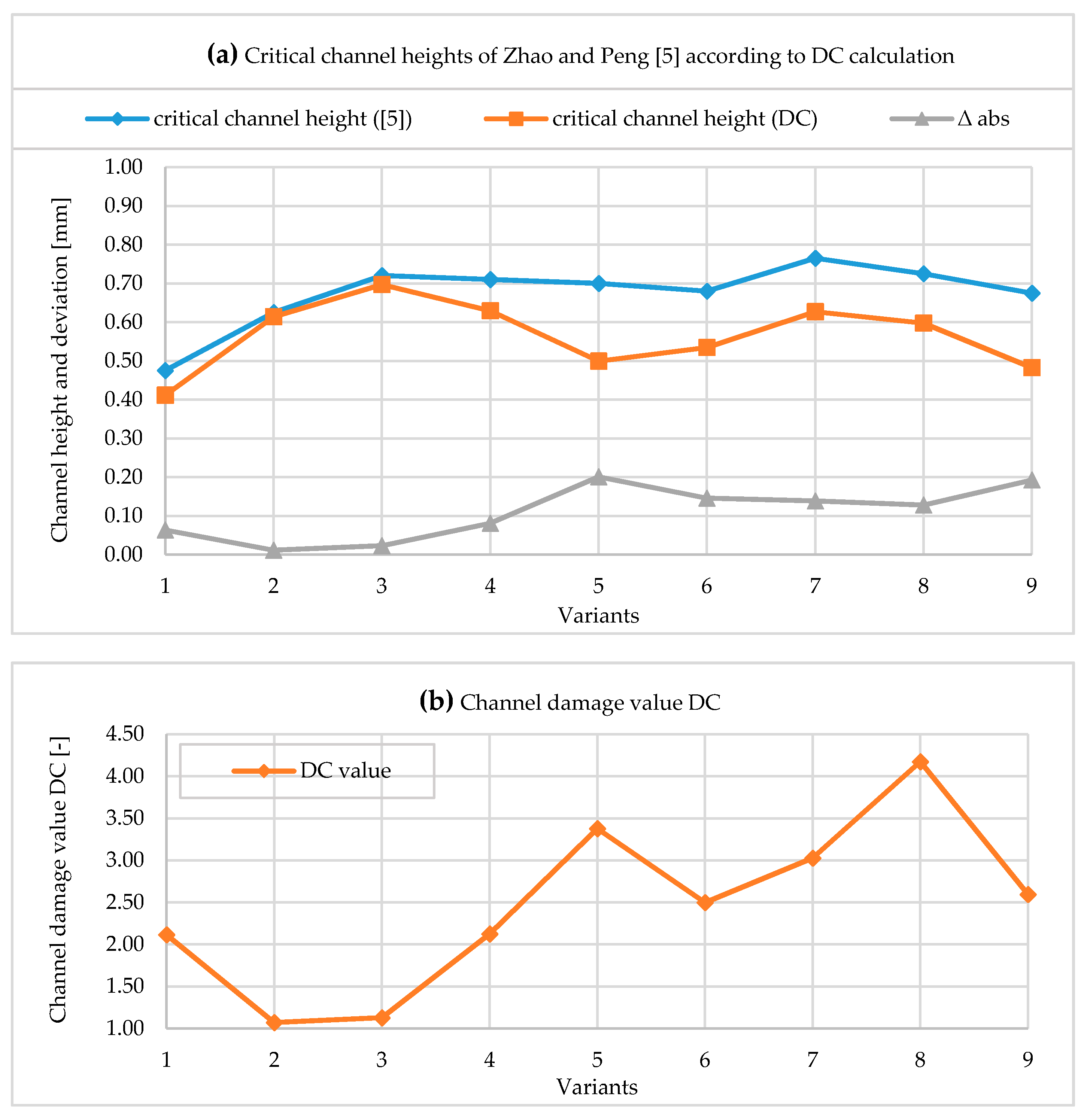
3.2. Comparison with the Results of Zhao and Peng [5]
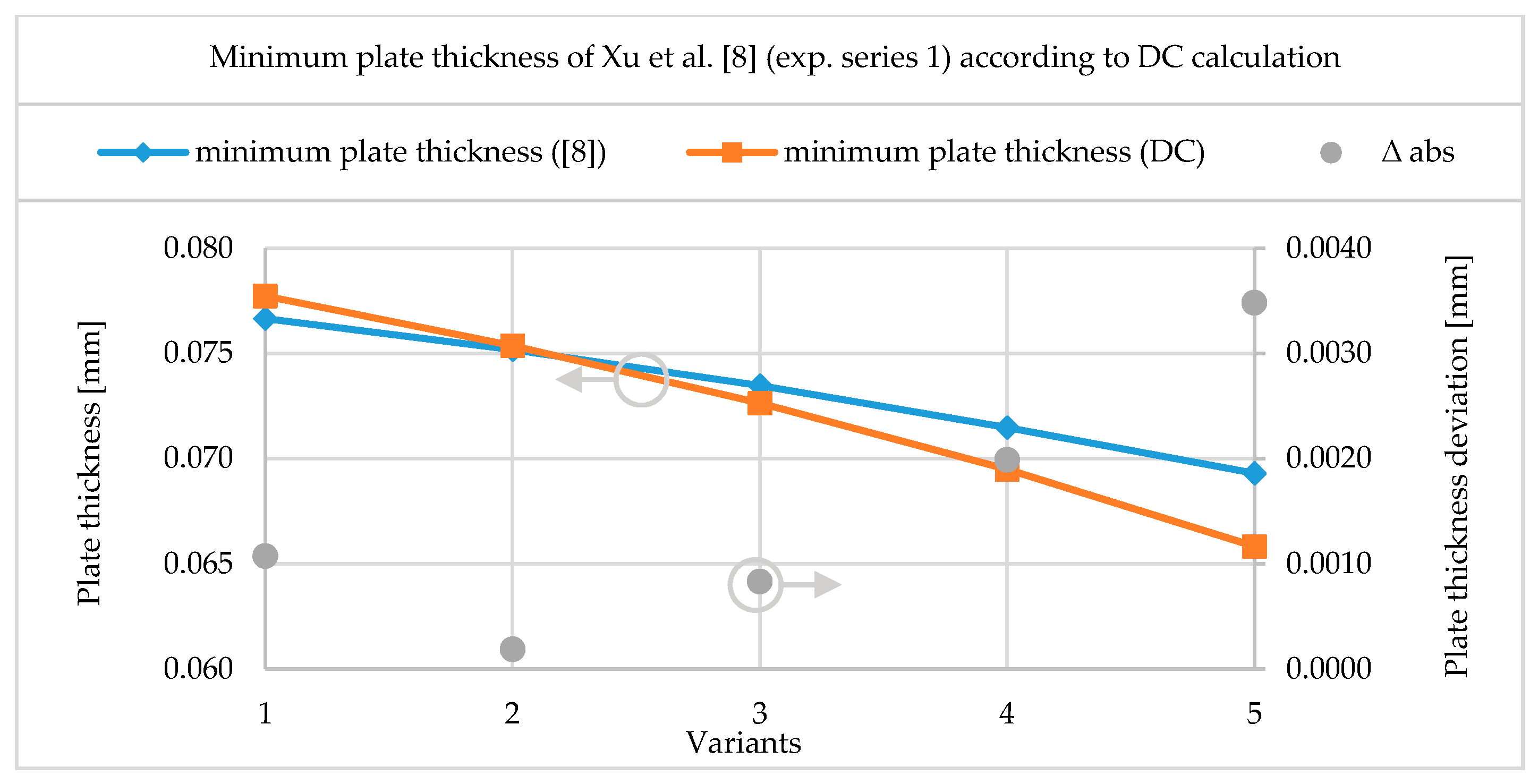
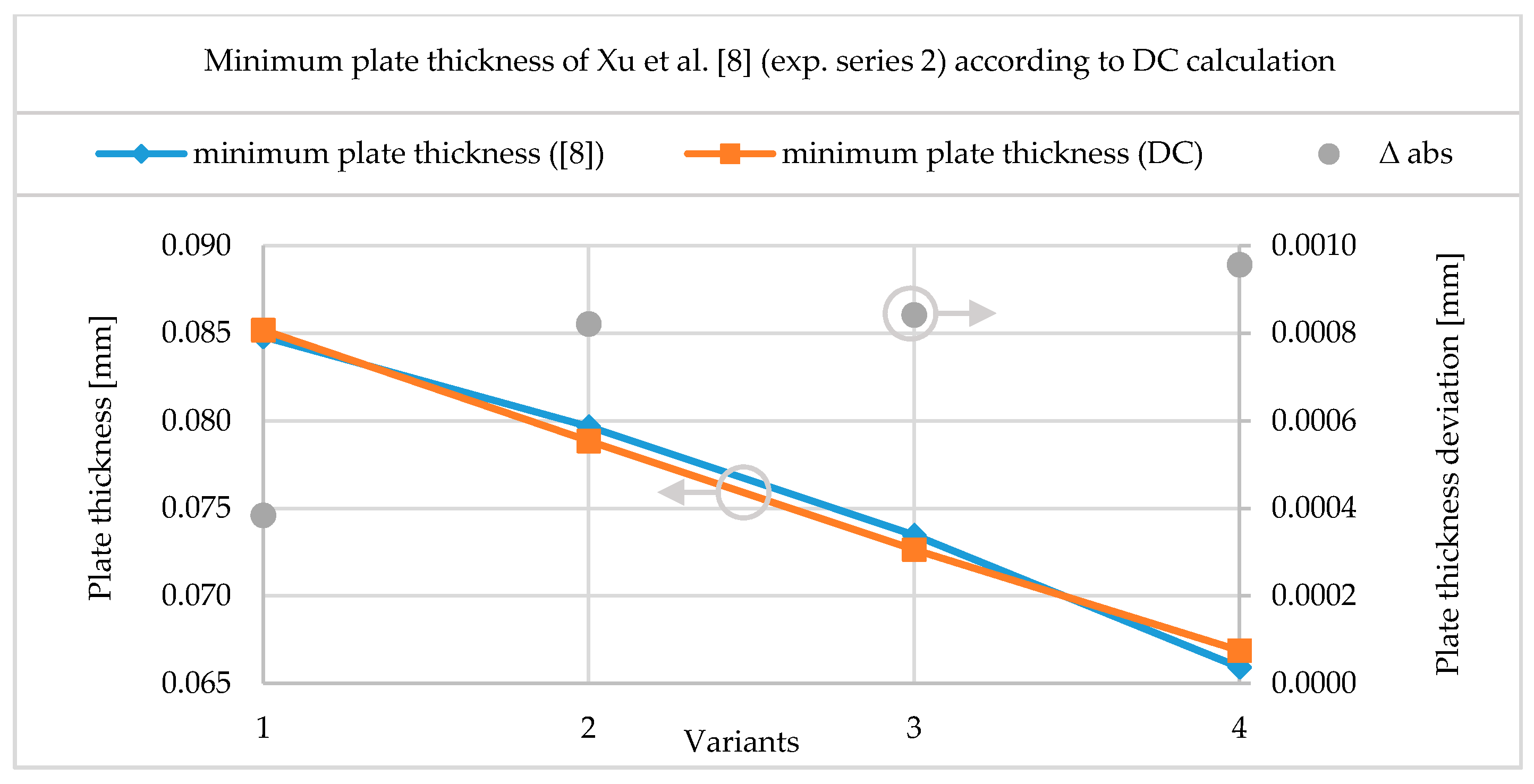
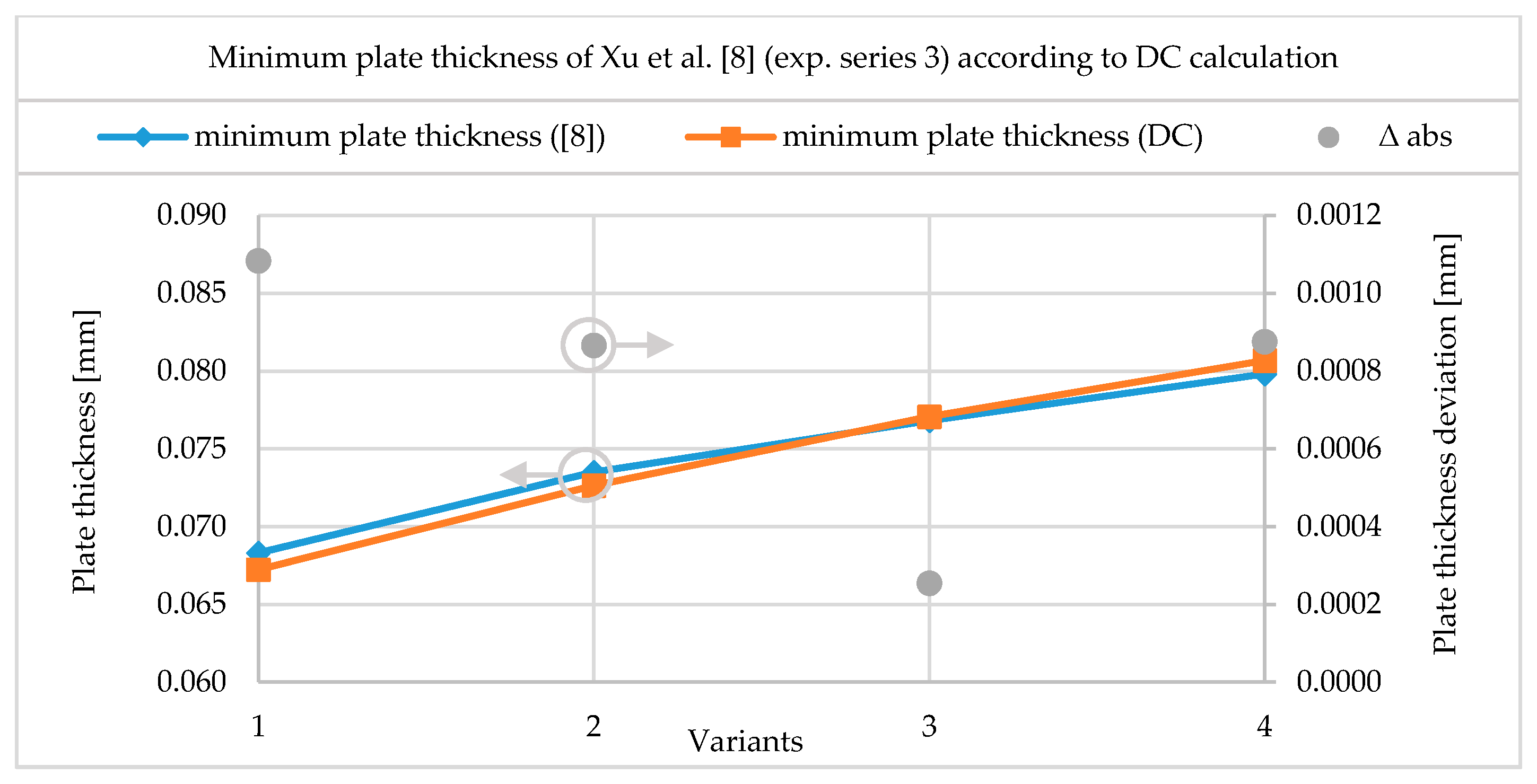
3.3. Comparison with the Results of Xu et al. [8]
3.4. Comparison with the Results of Our Own FE Simulations
- channel width to
- channel ground to
- inner radius to
- outer radius to
- sheet thickness to
- channel height to
4. Conclusions
- The DC calculation method described above makes it possible to obtain an initial, fast and sufficiently accurate estimation regarding to the formability of channel cross section structures in an early development process and based on this, evaluate comparatively.
- Inaccuracies in the DC method can be detected, especially in variants with extreme geometry. In the calculations, the highest deviations appear mostly by variants with very small radii, small channel flank angles or large channel depths.
- To date, the DC calculation method has only been validated on forming results based on stainless steel sheets (e.g., SS304) with relatively homogeneous (in particular non-coarse grain structure) material properties. In addition, comparisons have only been made with sheet thicknesses between and . The applicability to other materials and sheet thicknesses is to be assessed as realistic.
- In particular, when considering critical channel depths, a very good predictability has been demonstrated. At a value of the experimentally determined critical channel depth has not been exceeded in any of the cases considered. This suggests that with the support of the DC Method, it can be at least stated, with a great probability, up to which limit depth a channel structure can still be safely formed.
Author Contributions
Funding
Conflicts of Interest
References
- Kurzweil, P. Brennstoffzellentechnik: Grundlagen, Komponenten, Systeme, Anwendungen, 2nd ed.; Springer: Wiesbaden, Germany, 2013. [Google Scholar]
- O’Hayre, R.P. Fuel Cell Fundamentals; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2016. [Google Scholar]
- Larminie, J.; Dicks, A. Fuel Cell Systems Explained, 2nd ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2011. [Google Scholar]
- Peng, L.; Yi, P.; Lai, X. Design and manufacturing of stainless steel bipolar plates for proton exchange membrane fuel cells. Int. J. Hydrog. Energy 2014, 39, 21127–21153. [Google Scholar] [CrossRef]
- Zhao, Y.; Peng, L. Formability and flow channel design for thin metallic bipolar plates in PEM fuel cells: Modeling. Int. J. Energy Res. 2018, 39, 21127. [Google Scholar] [CrossRef]
- Qiu, D.; Peng, L.; Yi, P.; Lai, X.; Lehnert, W. Flow channel design for metallic bipolar plates in proton exchange membrane fuel cells: Experiments. Energy Convers. Manag. 2018, 174, 814–823. [Google Scholar] [CrossRef]
- Hu, Q.; Zhang, D.; Fu, H. Effect of flow-field dimensions on the formability of Fe–Ni–Cr alloy as bipolar plate for PEM (proton exchange membrane) fuel cell. Energy 2015, 83, 156–163. [Google Scholar] [CrossRef]
- Xu, S.; Li, K.; Wei, Y.; Jiang, W. Numerical investigation of formed residual stresses and the thickness of stainless steel bipolar plate in PEMFC. Int. J. Hydrog. Energy 2016, 41, 6855–6863. [Google Scholar] [CrossRef]
- Khatir, F.A.; Elyasi, M.; Ghadikolaee, H.T.; Hosseinzadeh, M. Evaluation of Effective Parameters on Stamping of Metallic Bipolar Plates. Procedia Eng. 2017, 183, 322–329. [Google Scholar] [CrossRef]
- Zhou, T.Y.; Chen, Y.S. Effect of Channel Geometry on Formability of 304 Stainless Steel Bipolar Plates for Fuel Cells—Simulation and Experiments. J. Fuel Cell Sci. Technol. 2015, 12, 51001. [Google Scholar] [CrossRef]
- Bong, H.J.; Lee, J.; Kim, J.H.; Barlat, F.; Lee, M.G. Two-stage forming approach for manufacturing ferritic stainless steel bipolar plates in PEM fuel cell: Experiments and numerical simulations. Int. J. Hydrog. Energy 2017, 42, 6965–6977. [Google Scholar] [CrossRef]
- Balali Osia, M. Forming Metallic Micro-Feature Bipolar Plates for Fuel Cell Using Combined Hydroforming and Stamping Processes. Iran. J. Energy Environ. 2013, 4, 91–98. [Google Scholar] [CrossRef]
- Peng, L.; Hu, P.; Lai, X.; Ni, J. Fabrication of Metallic Bipolar Plates for Proton Exchange Membrane Fuel Cell by Flexible Forming Process-Numerical Simulations and Experiments. J. Fuel Cell Sci. Technol. 2010, 7, 31009. [Google Scholar] [CrossRef]
- Elyasi, M.; Khatir, F.A.; Hosseinzadeh, M. Manufacturing metallic bipolar plate fuel cells through rubber pad forming process. Int. J. Adv. Manuf. Technol. 2017, 89, 3257–3269. [Google Scholar] [CrossRef]
- Jin, C.K.; Lee, K.H.; Kang, C.G. Performance and characteristics of titanium nitride, chromium nitride, multi-coated stainless steel 304 bipolar plates fabricated through a rubber forming process. Int. J. Hydrog. Energy 2015, 40, 6681–6688. [Google Scholar] [CrossRef]
- Manso, A.P.; Marzo, F.F.; Barranco, J.; Garikano, X.; Garmendia Mujika, M. Influence of geometric parameters of the flow fields on the performance of a PEM fuel cell. A review. Int. J. Hydrog. Energy 2012, 37, 15256–15287. [Google Scholar] [CrossRef]
- Cooper, N.J.; Smith, T.; Santamaria, A.D.; Park, J.W. Experimental optimization of parallel and interdigitated PEMFC flow-field channel geometry. Int. J. Hydrog. Energy 2016, 41, 1213–1223. [Google Scholar] [CrossRef]
- Manso, A.P.; Marzo, F.F.; Mujika, M.G.; Barranco, J.; Lorenzo, A. Numerical analysis of the influence of the channel cross-section aspect ratio on the performance of a PEM fuel cell with serpentine flow field design. Int. J. Hydrog. Energy 2011, 36, 6795–6808. [Google Scholar] [CrossRef]
- Shimpalee, S.; vanZee, J.W. Numerical studies on rib & channel dimension of flow-field on PEMFC performance. Int. J. Hydrog. Energy 2007, 32, 842–856. [Google Scholar]
- Ghanbarian, A.; Kermani, M.J.; Scholta, J.; Abdollahzadeh, M. Polymer electrolyte membrane fuel cell flow field design criteria—Application to parallel serpentine flow patterns. Energy Convers. Manag. 2018, 166, 281–296. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.D.; Huang, Y.X.; Cheng, C.H.; Jang, J.Y.; Lee, D.J.; Yan, W.M.; Su, A. Flow field optimization for proton exchange membrane fuel cells with varying channel heights and widths. Electrochim. Acta 2009, 54, 5522–5530. [Google Scholar] [CrossRef]
- Yang, W.J.; Wang, H.Y.; Lee, D.H.; Kim, Y.B. Channel geometry optimization of a polymer electrolyte membrane fuel cell using genetic algorithm. Appl. Energy 2015, 146, 1–10. [Google Scholar] [CrossRef]
- Zeng, X.; Ge, Y.; Shen, J.; Zeng, L.; Liu, Z.; Liu, W. The optimization of channels for a proton exchange membrane fuel cell applying genetic algorithm. Int. J. Heat Mass Transf. 2017, 105, 81–89. [Google Scholar] [CrossRef]
- Kim, A.R.; Shin, S.; Um, S. Multidisciplinary approaches to metallic bipolar plate design with bypass flow fields through deformable gas diffusion media of polymer electrolyte fuel cells. Energy 2016, 106, 378–389. [Google Scholar] [CrossRef]
- Breuer, J. Geometrische Einflüsse auf die strukturmechanische Belastbarkeit metallischer Bipolarplatten in PEM-Brennstoffzellen. Master’s Thesis, Technische Universität Chemnitz, Chemnitz, Germany, 2016. [Google Scholar]
- Mohr, P. Optimierung von Brennstoffzellen-Bipolarplatten für die automobile Anwendung. Ph.D. Thesis, Universität Duisburg-Essen, Duisburg, Germany, 2018. [Google Scholar]
- Keller, N.; von Unwerth, T. Rechnergestützte Synthese von Polymerelektrolyt-Membran-Brennstoffzellen. In Proceedings of the Fc³-1st Fuel Cell Conference Chemnitz 2019—Saubere Antriebe, Effizient Produziert, Saxony, Germany, 26–27 November 2019; pp. 172–181. [Google Scholar]
- Bauer, A.; Härtel, S.; Awiszus, B. Manufacturing of Metallic Bipolar Plate Channels by Rolling. J. Manuf. Mater. Process. 2019, 3, 48. [Google Scholar] [CrossRef] [Green Version]
- Bauer, A.; Graf, M.; Härtel, S.; Awiszus, B. Investigations on the optimization of the initial state for the forming process of metallic bipolar plates. In Proceedings of the Conference Speech: 21st International Conference on Advances in Materials & Processing Technologies, Dublin, Ireland, 2018. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Experiment in µm | FEM in µm | Deviation in % |
|---|---|---|---|
| 1 | 74.0 | 74 | 0.0 |
| 2 | 83.2 | 83 | 0.5 |
| 3 | 77.8 | 76 | 2.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Keller, N.; Bauer, A.; von Unwerth, T.; Awiszus, B. Method for Analytical Calculation of the Formability from Metallic Bipolar Plates. J. Manuf. Mater. Process. 2020, 4, 1. https://doi.org/10.3390/jmmp4010001
Keller N, Bauer A, von Unwerth T, Awiszus B. Method for Analytical Calculation of the Formability from Metallic Bipolar Plates. Journal of Manufacturing and Materials Processing. 2020; 4(1):1. https://doi.org/10.3390/jmmp4010001
Chicago/Turabian StyleKeller, Nico, Alexander Bauer, Thomas von Unwerth, and Birgit Awiszus. 2020. "Method for Analytical Calculation of the Formability from Metallic Bipolar Plates" Journal of Manufacturing and Materials Processing 4, no. 1: 1. https://doi.org/10.3390/jmmp4010001