An Investigation into Tool Wear and Hole Quality during Low-Frequency Vibration-Assisted Drilling of CFRP/Ti6Al4V Stack


Abstract
1. Introduction
2. Experimental Setup
3. Results and Discussion
3.1. Effect of Tool Wear on the Thrust Force
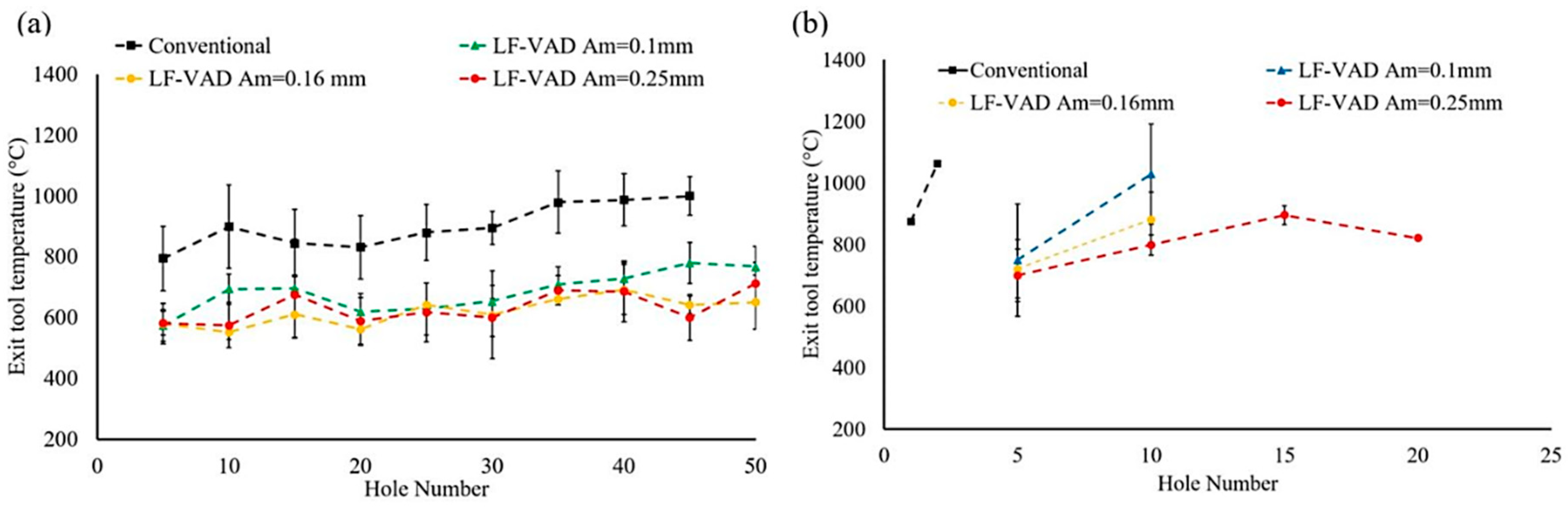
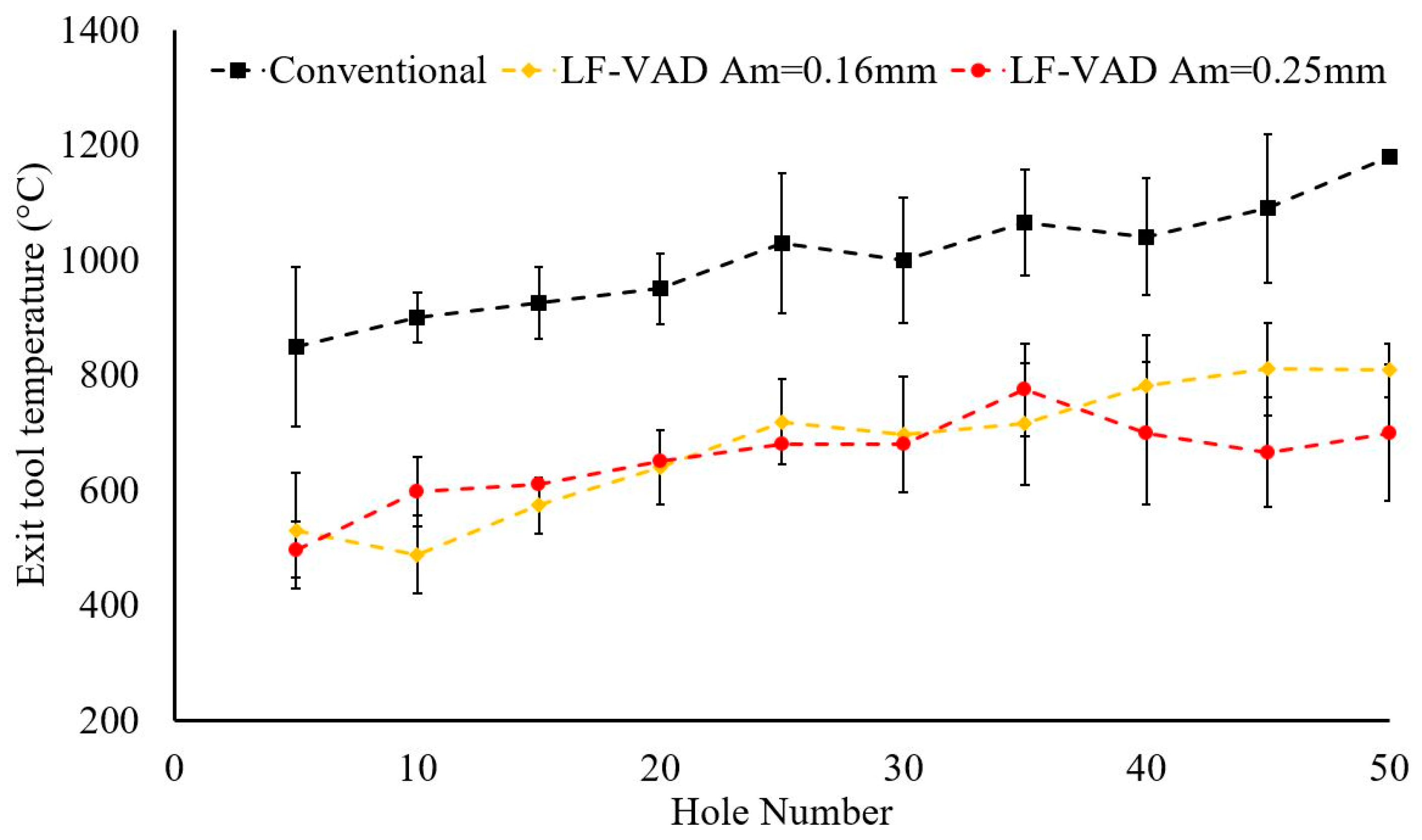
3.2. Effect of Tool Wear on the Cutting Temperature
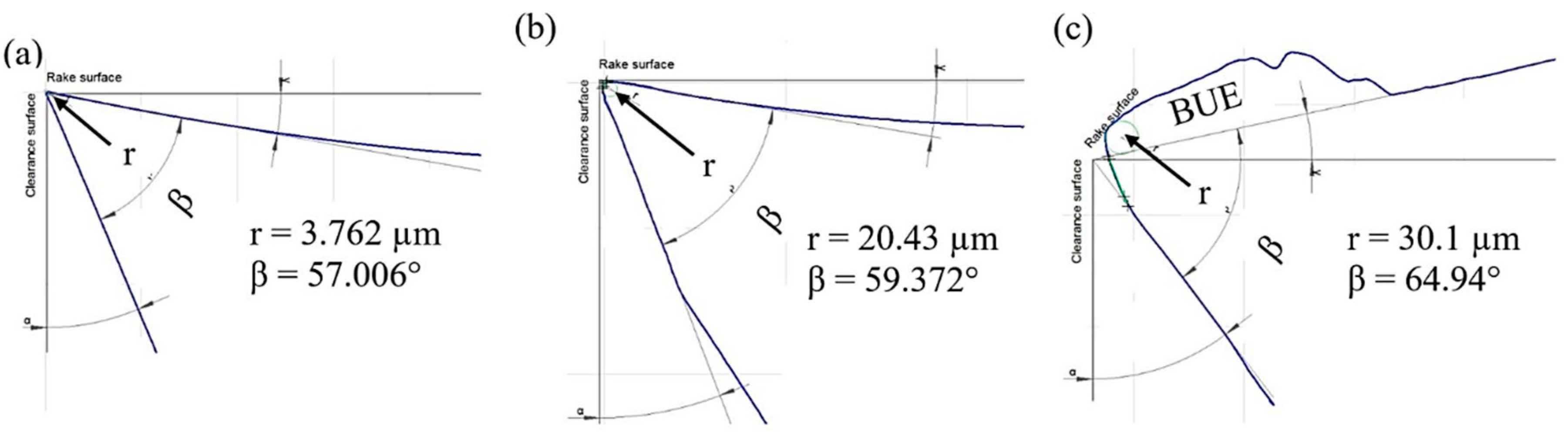
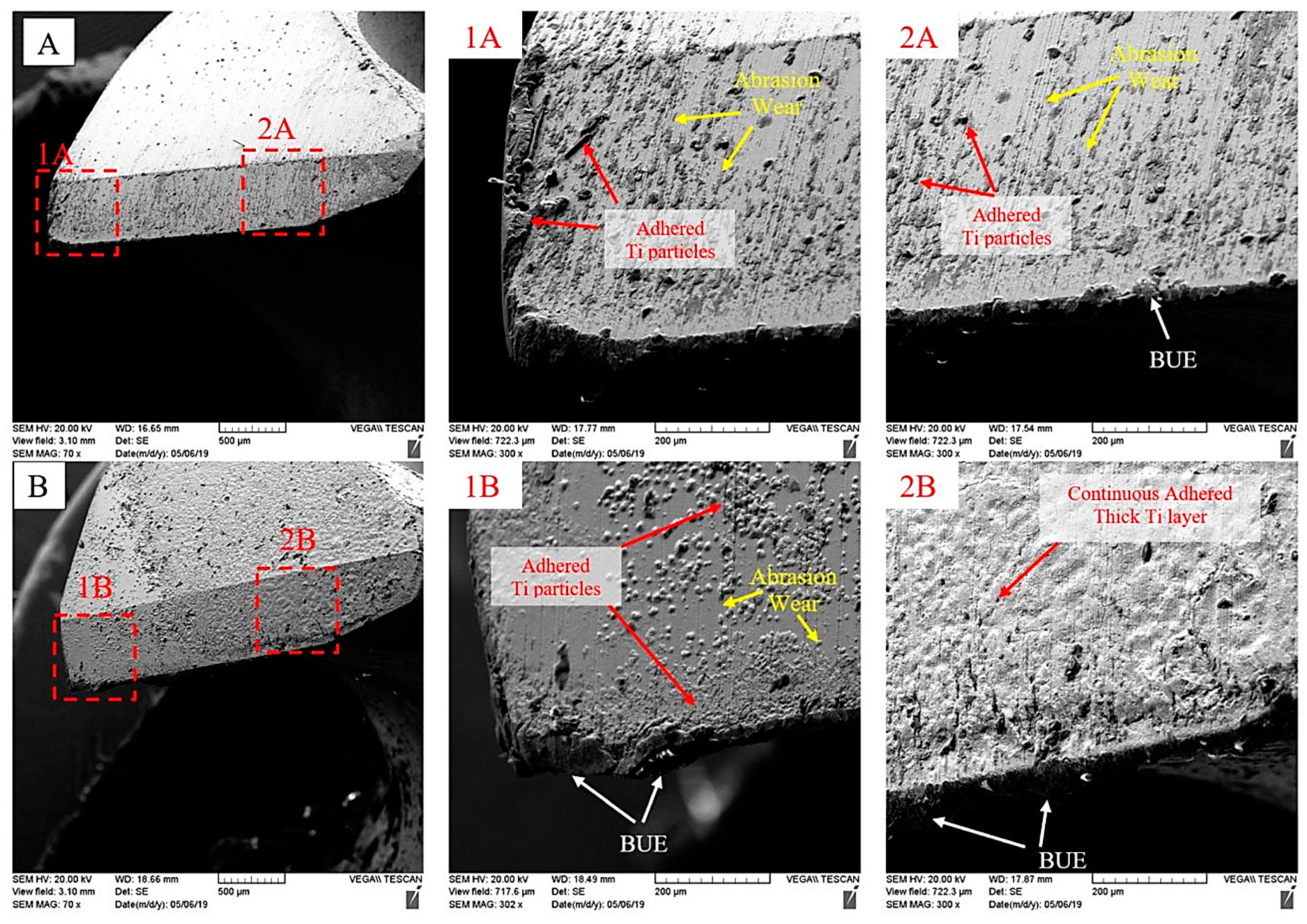
3.3. Tool Wear Mechanism and Progression
3.4. Effect of Tool Wear on Drilled Hole Quality
3.4.1. CFRP Entry Delamination
3.4.2. CFRP Exit Delamination
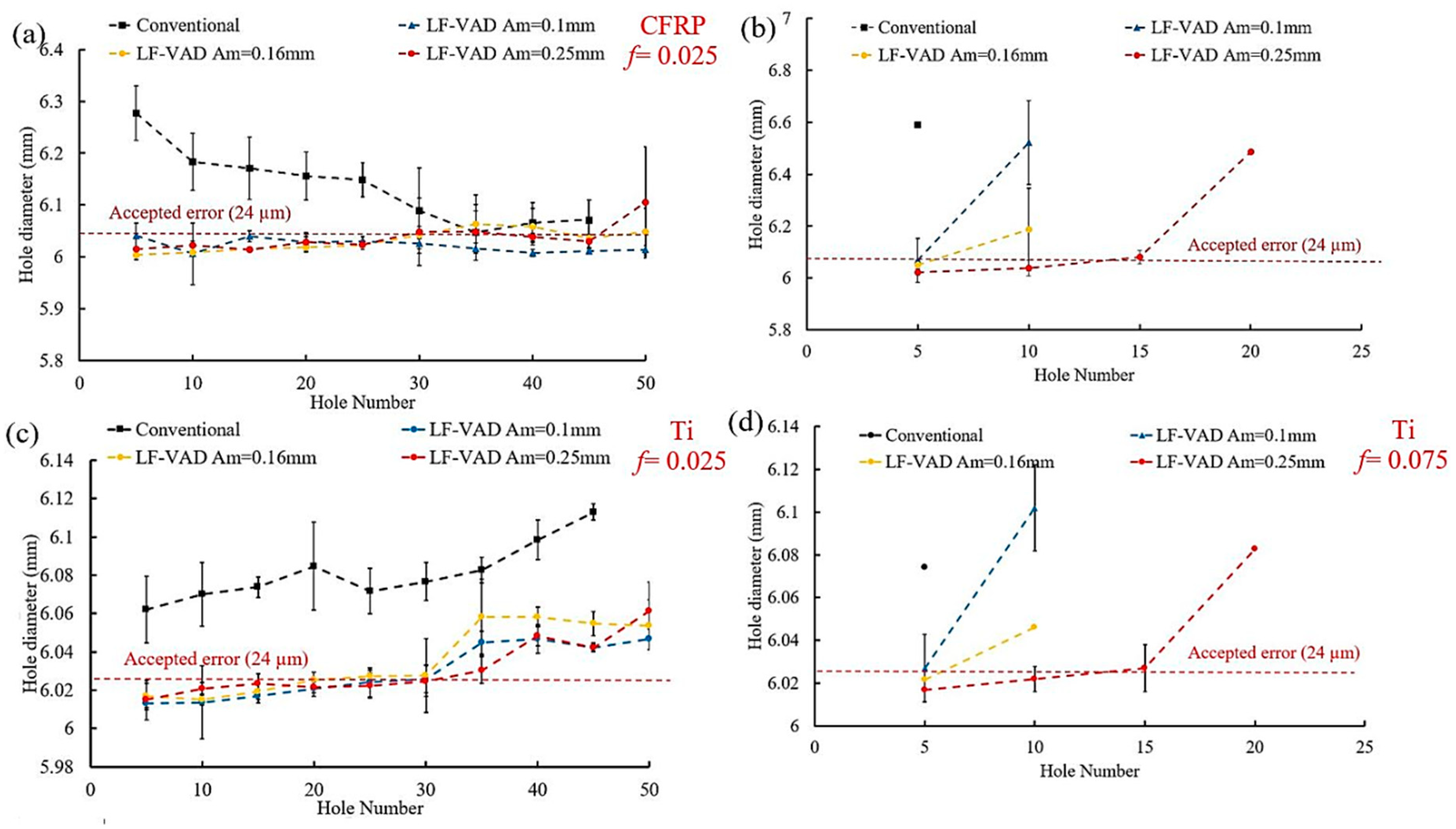
3.4.3. Hole Size Accuracy
4. Conclusions
- As the drilled hole number increased, the cutting torque and thrust increased for both machining techniques. However, VAD resulted in up to 25% and 45% reduction in the thrust force and cutting torque, respectively.
- For N = 56.52 m/min cutting speed and 0.075 feed, increasing the modulation amplitude hindered the tool-chip welding.
- LF-VAD showed a significant reduction in the machining thermal load. The exit cutting temperature was reduced by 40%, compared to the CD.
- Up to 75% reduction on the flank wear-land was achieved by VAD with high modulation amplitude. Moreover, the tool surface profile examination showed a low cutting edge roundness (CER) compared to the conventional machining process.
- Vibration-assisted drilling showed an acceptable entry and exit delamination for all the investigated machining parameters.
- The effect of tool wear progress was significant for CD at low cutting speed, while the high thermal load and poor evacuation efficiency resulted in un-acceptable delamination at the high cutting speed.
- A significant enhancement of the CFRP and Ti6Al4V geometrical accuracy has been achieved by VAD, compared to CD.
Author Contributions
Funding
Conflicts of Interest
Acronyms
| VAD | Vibration-assisted drilling |
| LF-VAD | Low frequency-vibration-assisted drilling |
| CD | Conventional drilling |
| HSS | High-speed steel |
| BUE | Built-up edge |
| A | Initial wear region |
| B | Steady wear region |
| C | Severe wear region |
| CER | Cutting edge radius |
| VB | Average flank wear-land |
Notations
| N | Cutting speed [m/min] |
| f | Feed rate [mm/rev] |
| Am | Modulation amplitude [mm] |
| F | Frequency [Hz] |
| Ød | Delamination factor [%] |
References
- Ramulu, M.; Branson, T.; Kim, D. A study on the drilling of composite and titanium stacks. Compos. Struct. 2001, 54, 67–77. [Google Scholar] [CrossRef]
- Kim, D.; Ramulu, M. Study on the Drilling of Titanium/Graphite Hybrid Composites. J. Eng. Mater. Technol. 2007, 129, 390–396. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Janssen, R. Drilling of Multi-Layer Composite Materials consisting of Carbon Fiber Reinforced Plastics (CFRP), Titanium and Aluminum Alloys. CIRP Ann. 2002, 51, 87–90. [Google Scholar] [CrossRef]
- Xu, J.; Mkaddem, A.; El Mansori, M. Recent advances in drilling hybrid FRP/Ti composite: A state-of-the-art review. Compos. Struct. 2016, 135, 316–338. [Google Scholar] [CrossRef]
- Park, K.H.; Beal, A.; Kwon, P.; Lantrip, J. A comparative study of carbide tools in drilling of CFRP and CFRP-Ti stacks. J. Manuf. Sci. Eng. 2014, 136, 014501. [Google Scholar] [CrossRef]
- Persson, E.; Eriksson, I.; Zackrisson, L. Effects of hole machining defects on strength and fatigue life of composite laminates. Compos. Part A Appl. Sci. Manuf. 1997, 28, 141–151. [Google Scholar] [CrossRef]
- Chen, W.C. Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP) composite laminates. Int. J. Mach. Tools Manuf. 1997, 37, 1097–1108. [Google Scholar] [CrossRef]
- Gaitonde, V.; Karnik, S.; Rubio, J.C.; Correia, A.E.; Abrão, A.; Davim, J.P.; Abrao, A.; Gaitonde, V. Analysis of parametric influence on delamination in high-speed drilling of carbon fiber reinforced plastic composites. J. Mater. Process. Technol. 2008, 203, 431–438. [Google Scholar] [CrossRef]
- Romoli, L.; Dini, G. Experimental study on the influence of drill wear in CFRP drilling processes. In Proceedings of the ICME 08, Naples, Italy, 23–25 July 2008. [Google Scholar]
- Che, D.; Saxena, I.; Han, P.; Guo, P.; Ehmann, K.F. Machining of Carbon Fiber Reinforced Plastics/Polymers: A Literature Review. J. Manuf. Sci. Eng. 2014, 136, 034001. [Google Scholar] [CrossRef]
- Liu, D.; Tang, Y.; Cong, W. A review of mechanical drilling for composite laminates. Compos. Struct. 2012, 94, 1265–1279. [Google Scholar] [CrossRef]
- Malhotra, S. Some studies on drilling of fibrous composites. J. Mater. Process. Technol. 1990, 24, 291–300. [Google Scholar] [CrossRef]
- Lin, S.; Chen, I. Drilling carbon fiber-reinforced composite material at high speed. Wear 1996, 194, 156–162. [Google Scholar] [CrossRef]
- Rawat, S.; Attia, H. Wear mechanisms and tool life management of WC–Co drills during dry high speed drilling of woven carbon fibre composites. Wear 2009, 267, 1022–1030. [Google Scholar] [CrossRef]
- Teti, R. Machining of composite materials. CIRP Ann. Manuf. Technol. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Masuda, M.; Kuroshima, Y.; Chujo, Y. Failure of tungsten carbide-cobalt alloy tools in machining of carbon materials. Wear 1993, 169, 135–140. [Google Scholar] [CrossRef]
- Larsen-Basse, J.; Koyanagi, E. Abrasion of WC-Co alloys by quartz. J. Lubr. Technol. 1979, 101, 208–211. [Google Scholar] [CrossRef]
- Larsen-Basse, J. Abrasion Mechanisms—Delamination to Machining. Fundam. Tribol. 1978, 679–689. [Google Scholar]
- Dornfeld, D.; Kim, J.; Dechow, H.; Hewson, J.; Chen, L. Drilling Burr Formation in Titanium Alloy, Ti-6Al-4V. CIRP Ann. Manuf. Technol. 1999, 48, 73–76. [Google Scholar] [CrossRef]
- Zhang, P.; Churi, N.; Pei, Z.J.; Treadwell, C. Mechanical drilling processes for titanium alloys: A literature review. Mach. Sci. Technol. 2008, 12, 417–444. [Google Scholar] [CrossRef]
- Cantero, J.L.; Tardío, M.M.; Canteli, J.A.; Marcos, M.; Miguélez, M.H. Dry drilling of alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2005, 45, 1246–1255. [Google Scholar] [CrossRef]
- Pujana, J.; Rivero, A.; Celaya, A.; De Lacalle, L.N.L. Analysis of ultrasonic-assisted drilling of Ti6Al4V. Int. J. Mach. Tools Manuf. 2009, 49, 500–508. [Google Scholar] [CrossRef]
- Park, K.H.; Beal, A.; Kwon, P.; Lantrip, J. Tool wear in drilling of composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 2011, 271, 2826–2835. [Google Scholar] [CrossRef]
- Sharif, S.; Rahim, E. Performance of coated- and uncoated-carbide tools when drilling titanium alloy—Ti–6Al4V. J. Mater. Process. Technol. 2007, 185, 72–76. [Google Scholar] [CrossRef]
- Hughes, J.I.; Sharman, A.R.C.; Ridgway, K. The effect of tool edge preparation on tool life and workpiece surface integrity. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2004, 218, 1113–1123. [Google Scholar] [CrossRef]
- Stephenson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Schulz, H.; Emrich, A. Limitations of Drilling in Difficult-to-Machine Materials such as Titanium TiA16V4, 1998. Prod. Eng. 1998, 5, 1. [Google Scholar]
- Kim, D.; Ramulu, M. Drilling process optimization for graphite/bismaleimide–titanium alloy stacks. Compos. Struct. 2004, 63, 101–114. [Google Scholar] [CrossRef]
- Krishnaraj, V.; Zitoune, R.; Collombet, F. Comprehensive review on drilling of Multimaterial stacks. J. Mach. Form. Technol. 2010, 2, 1–32. [Google Scholar]
- Isbilir, O.; Ghassemieh, E. Comparative study of tool life and hole quality in drilling of CFRP/titanium stack using coated carbide drill. Mach. Sci. Technol. 2013, 17, 380–409. [Google Scholar] [CrossRef]
- Li, R.; Hegde, P.; Shih, A.J. High-throughput drilling of titanium alloys. Int. J. Mach. Tools Manuf. 2007, 47, 63–74. [Google Scholar] [CrossRef]
- Rahim, E.; Sharif, S. Tool failure modes and wear mechanism of coated carbide tools when drilling Ti-6Al-4V. Int. J. Precis. Technol. 2007, 1, 30. [Google Scholar] [CrossRef]
- Ghassemieh, E. Performance and wear of coated carbide drill in machining of carbon fibre reinforced composite/titanium stack. Int. J. Mater. Prod. Technol. 2012, 43, 165. [Google Scholar] [CrossRef]
- Wang, X.; Kwon, P.Y.; Sturtevant, C.; Kim, D.; Dae, W.; Lantrip, J. Comparative tool wear study based on drilling experiments on CFRp/Ti stack and its individual layers. Wear 2014, 317, 265–276. [Google Scholar] [CrossRef]
- Xu, J.; El Mansori, M. Experimental study on drilling mechanisms and strategies of hybrid CFRP/Ti stacks. Compos. Struct. 2016, 157, 461–482. [Google Scholar] [CrossRef]
- Kim, D.; Sturtevant, C.; Ramulu, M. Usage of PCD tool in drilling of titanium/graphite hybrid composite laminate. Int. J. Mach. Mach. Mater. 2013, 13, 276. [Google Scholar] [CrossRef]
- Guibert, N. Etude et Modélisation de L’influence des Phénomènes de Coupe sur les Performances du Forage Vibratoire; Université Joseph-Fourier-Grenoble I: Saint-Martin-d’Hères, France, 2008. [Google Scholar]
- Hussein, R.; Sadek, A.; Elbestawi, M.A.; Attia, M. Low-frequency vibration-assisted drilling of hybrid CFRP/Ti6Al4V stacked material. Int. J. Adv. Manuf. Technol. 2018, 98, 2801–2817. [Google Scholar] [CrossRef]
- Sadek, A. Vibration Assisted Drilling of Multidirectional Fiber Reinforced Polymer Laminates. Ph.D. Thesis, McGill University Libraries, Montreal, QC, Canada, 2014. [Google Scholar]
- Hussein, R.; Sadek, A.; Elbestawi, M.A.; Attia, M.H. Surface and microstructure characterization of low-frequency vibration-assisted drilling of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2019, 103, 1443–1457. [Google Scholar] [CrossRef]
- Pecat, O.; Meyer, I. Low frequency vibration assisted drilling of aluminium alloys. In Advanced Materials Research; Trans Tech Publications: Zurich, Switzerland, 2013; pp. 131–138. [Google Scholar]
- Zhang, D.; Wang, L. Investigation of chip in vibration drilling. Int. J. Mach. Tools Manuf. 1998, 38, 165–176. [Google Scholar]
- Brinksmeier, E.; Pecat, O.; Rentsch, R. Quantitative analysis of chip extraction in drilling of Ti6Al4V. CIRP Ann. Manuf. Technol. 2015, 64, 93–96. [Google Scholar] [CrossRef]
- Pecat, O.; Brinksmeier, E. Low Damage Drilling of CFRP/Titanium Compound Materials for Fastening. Procedia CIRP 2014, 13, 1–7. [Google Scholar] [CrossRef]
- Dahnel, A.N.; Ascroft, H.; Barnes, S. The Effect of Varying Cutting Speeds on Tool Wear During Conventional and Ultrasonic Assisted Drilling (UAD) of Carbon Fibre Composite (CFC) and Titanium Alloy Stacks. Procedia CIRP 2016, 46, 420–423. [Google Scholar] [CrossRef]
- Pecat, O.; Brinksmeier, E. Tool wear analyses in low frequency vibration assisted drilling of CFRP/Ti6Al4V stack material. Procedia CIRP 2014, 14, 142–147. [Google Scholar] [CrossRef]
- Li, C.; Xu, J.; Chen, M.; An, Q.; El Mansori, M.; Ren, F. Tool wear processes in low frequency vibration assisted drilling of CFRP/Ti6Al4V stacks with forced air-cooling. Wear 2019, 426, 1616–1623. [Google Scholar] [CrossRef]
- Standard, I. ISO 3685 Tool-life Testing with Single Point Turning Tools; ISO: Geneva, Switzerland, 1993. [Google Scholar]
- Kim, D.; Beal, A.; Kwon, P. Effect of tool wear on hole quality in drilling of carbon fiber reinforced plastic–titanium alloy stacks using tungsten carbide and polycrystalline diamond tools. J. Manuf. Sci. Eng. 2016, 138, 031006. [Google Scholar] [CrossRef]
- Dearnley, P.; Grearson, A. Evaluation of principal wear mechanisms of cemented carbides and ceramics used for machining titanium alloy IMI 318. Mater. Sci. Technol. 1986, 2, 47–58. [Google Scholar] [CrossRef]
- Hussein, R.; Sadek, A.; Elbestawi, M.A.; Attia, M.H. Chip Morphology and Delamination Characterization for Vibration-Assisted Drilling of Carbon Fiber-Reinforced Polymer. J. Manuf. Mater. Process. 2019, 3, 23. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements by Elements by Weight % | |||||||
|---|---|---|---|---|---|---|---|
| C | O | Al | Ti | V | W | Total | |
| Spectrum 1 | 45.66 | 28.89 | 1.29 | 21.8 | 0.99 | 1.09 | 100.0 |
| Spectrum 2 | 13.68 | 26.77 | 4.32 | 50.22 | 1.68 | 3.01 | 100.0 |
| Spectrum 3 | 8.91 | 42.9 | 3.6 | 43.07 | 1.5 | 0.1 | 100.0 |
| Spectrum 4 | 7.42 | 40.29 | 3.57 | 47.02 | 1.53 | 0.19 | 100.0 |
| Spectrum 5 | 10.64 | 44.7 | 4 | 38.47 | 1.59 | 0.59 | 100.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussein, R.; Sadek, A.; Elbestawi, M.A.; Attia, M.H. An Investigation into Tool Wear and Hole Quality during Low-Frequency Vibration-Assisted Drilling of CFRP/Ti6Al4V Stack. J. Manuf. Mater. Process. 2019, 3, 63. https://doi.org/10.3390/jmmp3030063
Hussein R, Sadek A, Elbestawi MA, Attia MH. An Investigation into Tool Wear and Hole Quality during Low-Frequency Vibration-Assisted Drilling of CFRP/Ti6Al4V Stack. Journal of Manufacturing and Materials Processing. 2019; 3(3):63. https://doi.org/10.3390/jmmp3030063
Chicago/Turabian StyleHussein, Ramy, Ahmad Sadek, Mohamed A. Elbestawi, and M. Helmi Attia. 2019. "An Investigation into Tool Wear and Hole Quality during Low-Frequency Vibration-Assisted Drilling of CFRP/Ti6Al4V Stack" Journal of Manufacturing and Materials Processing 3, no. 3: 63. https://doi.org/10.3390/jmmp3030063
APA StyleHussein, R., Sadek, A., Elbestawi, M. A., & Attia, M. H. (2019). An Investigation into Tool Wear and Hole Quality during Low-Frequency Vibration-Assisted Drilling of CFRP/Ti6Al4V Stack. Journal of Manufacturing and Materials Processing, 3(3), 63. https://doi.org/10.3390/jmmp3030063