Bayesian Optimized Deep Convolutional Network for Electrochemical Drilling Process




Abstract
:1. Introduction
2. Deep Convolutional Network Prediction Model for ECM
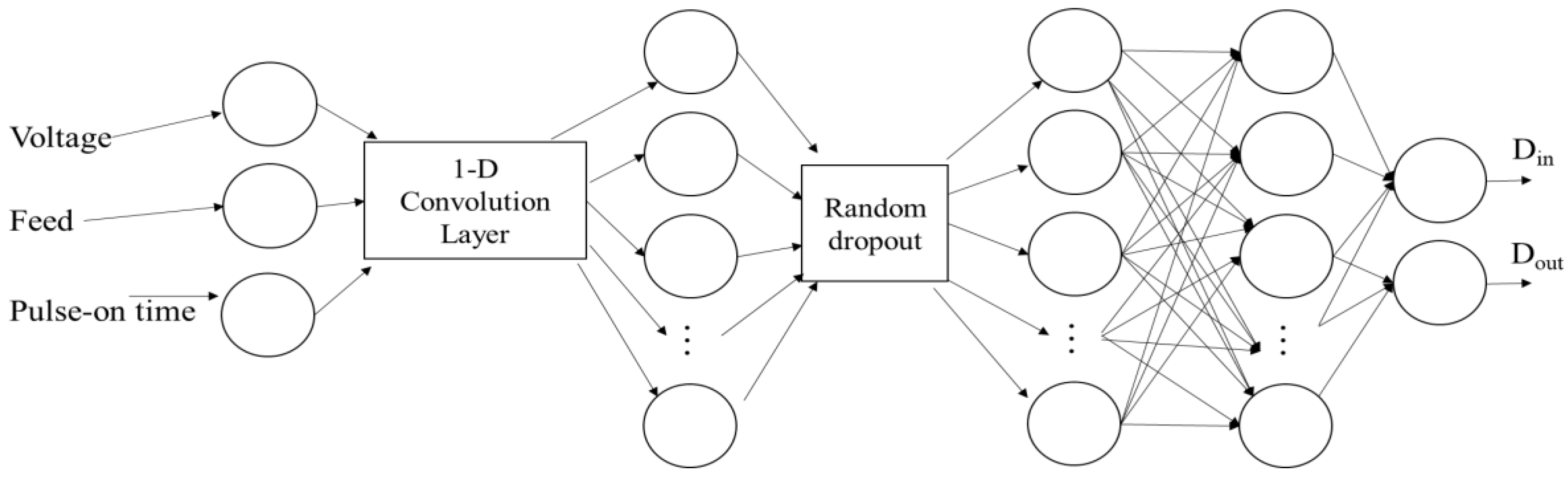
2.1. Deep Convolutional Network
2.2. Bayesian Optimization of Hidden Layers with Gaussian Process Priors
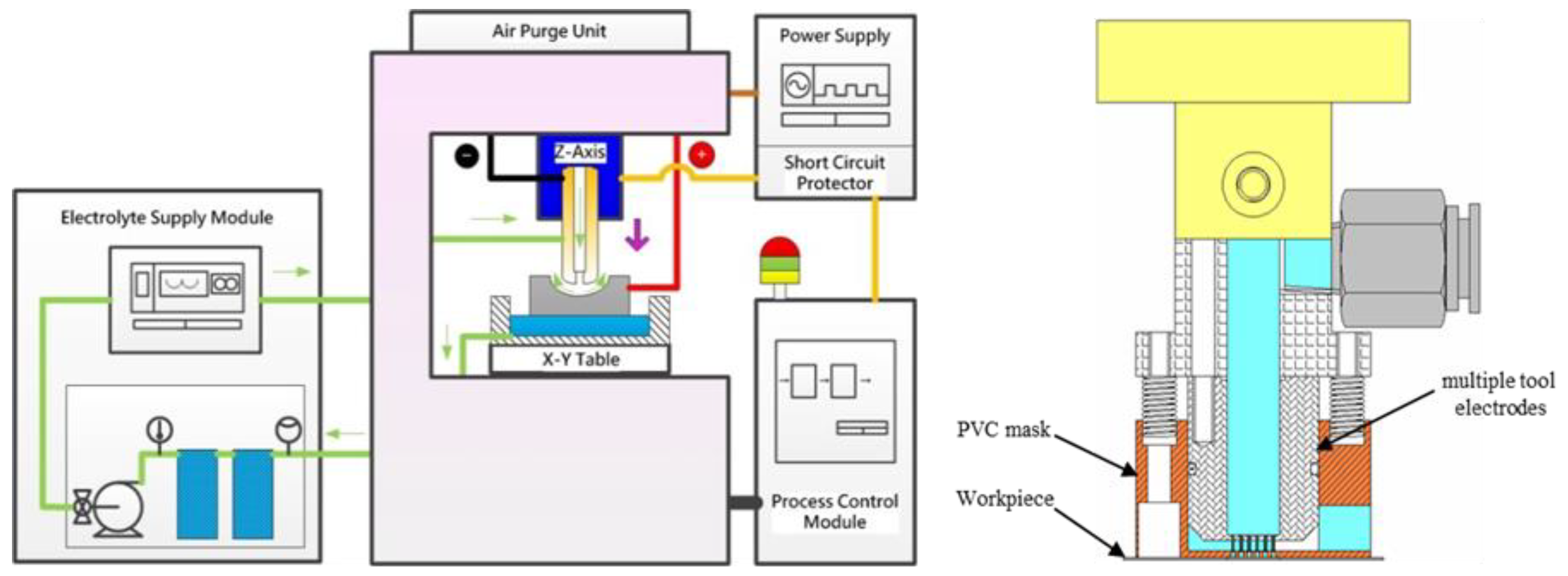
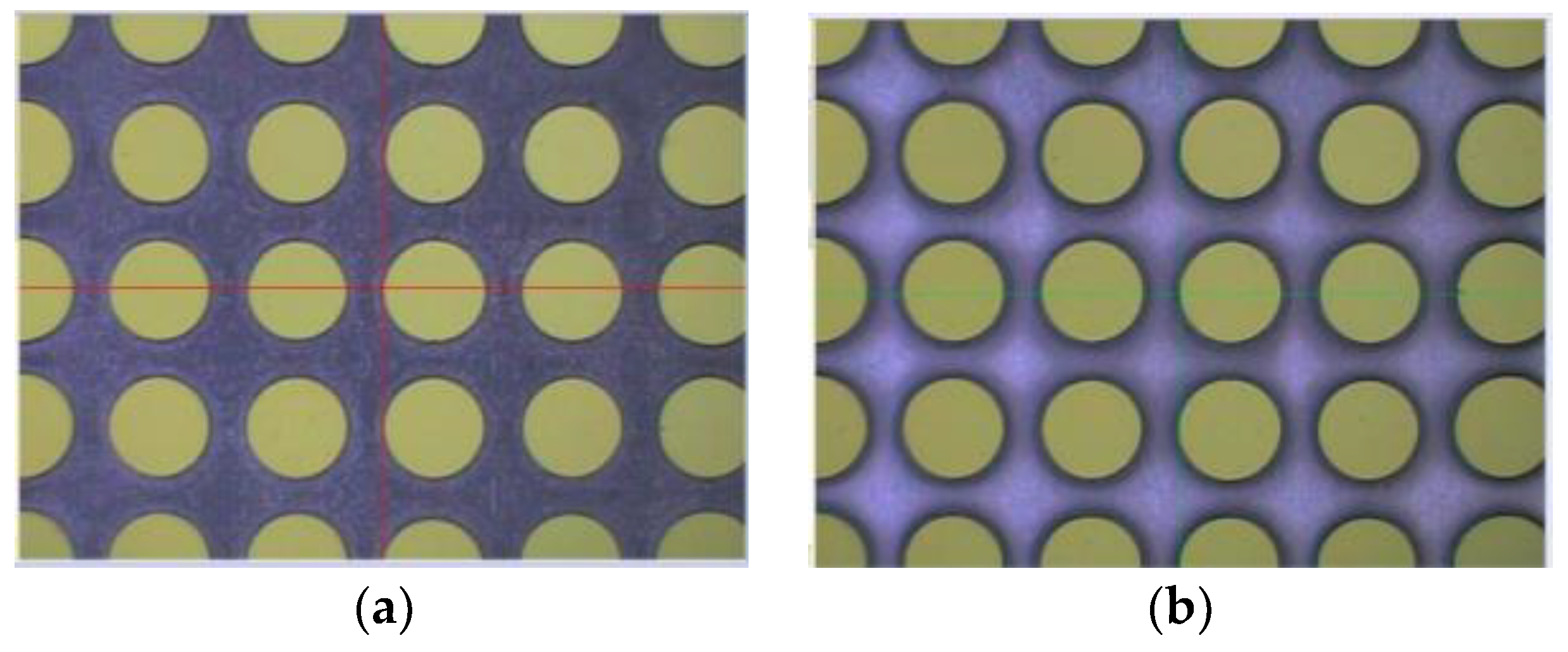
3. Experimental Study
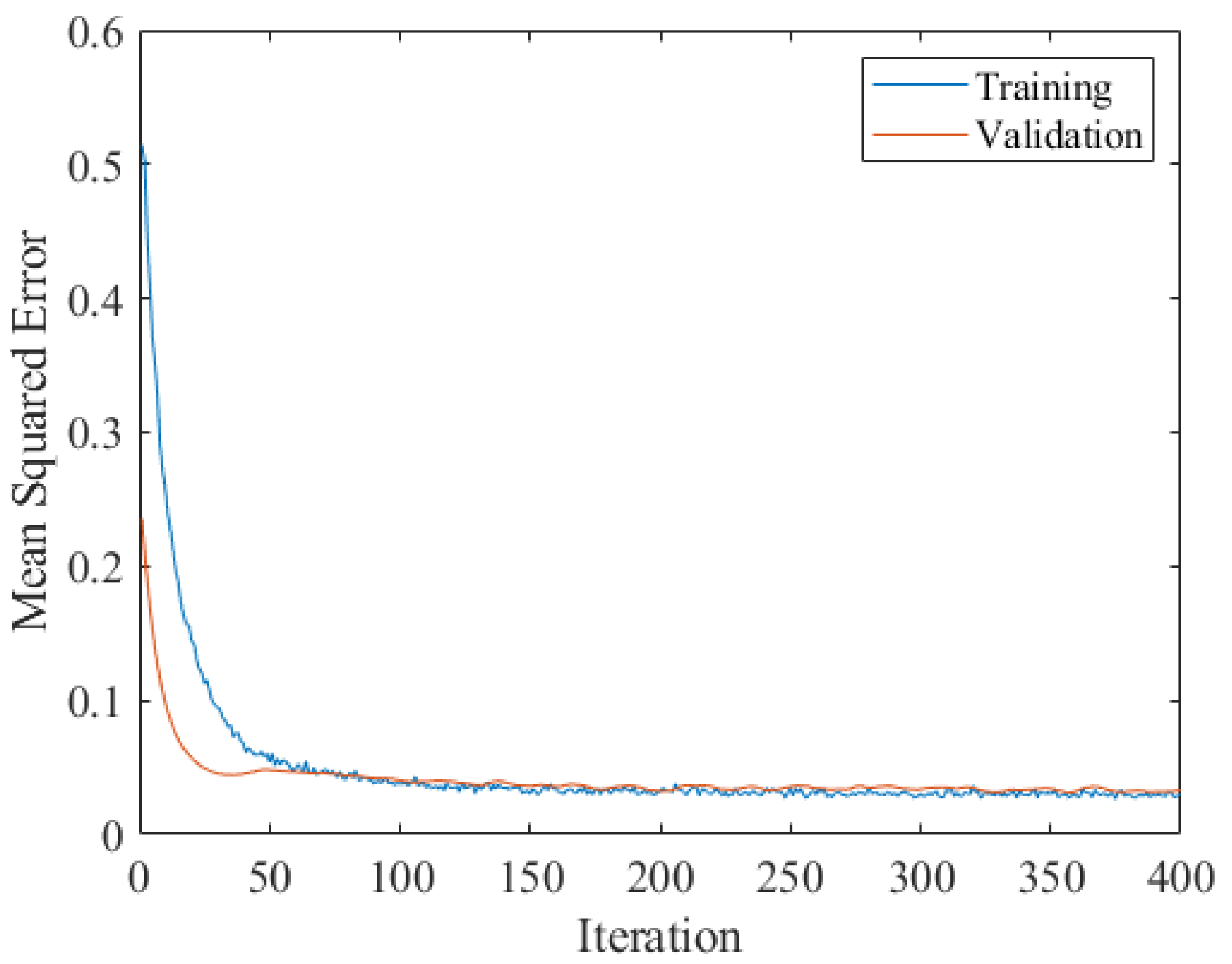
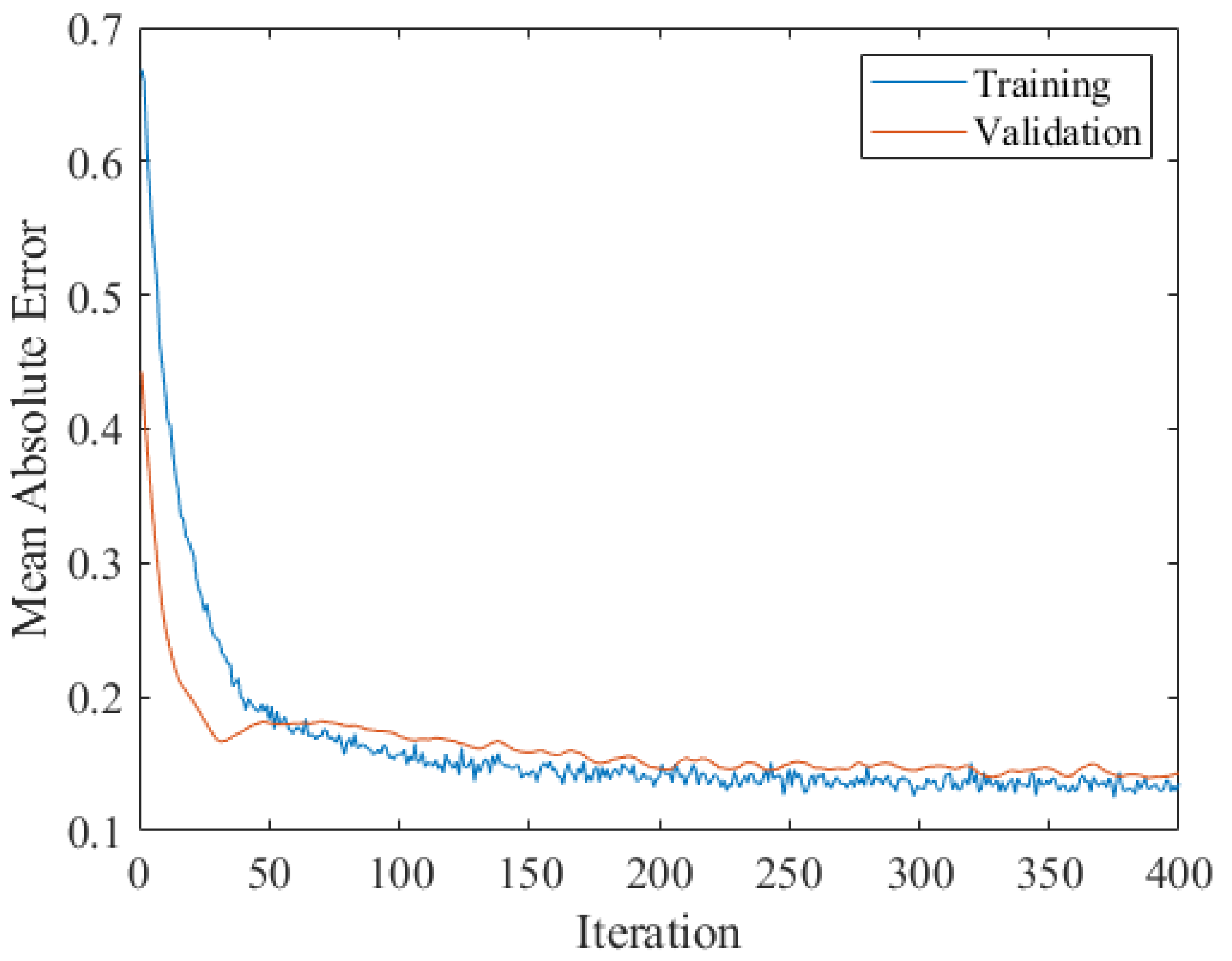
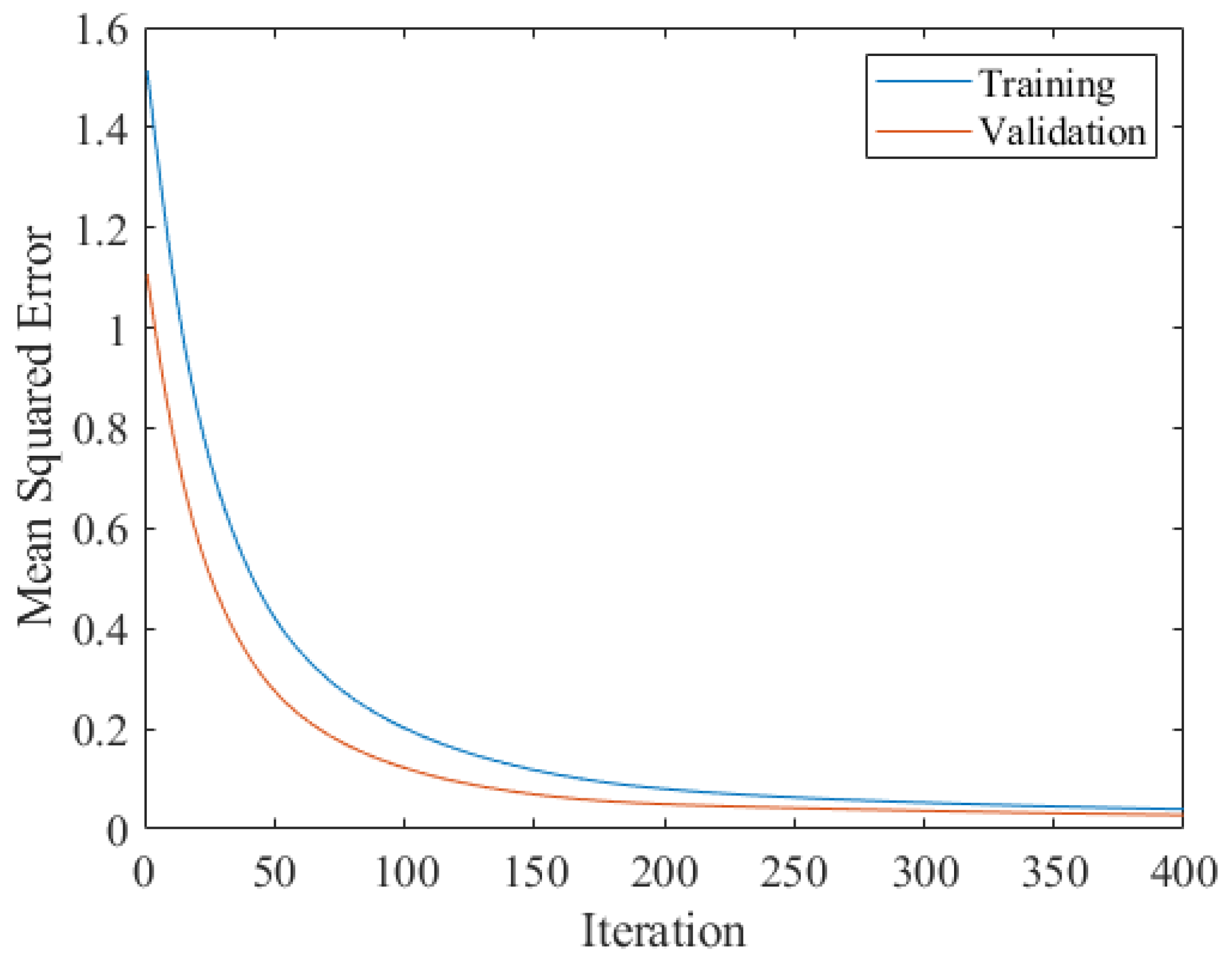
4. Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Voltage (V) | Pulse-On Time (µs) | Feed Rate (µm/s) | Din (µm) | Dout (µm) | Taper | Overcut (µm) |
|---|---|---|---|---|---|---|---|
| 1 | 16 | 25 | 8 | 893 | 860 | 0.066 | 3.5 |
| 2 | 18 | 25 | 8 | 929 | 913 | 0.032 | 14.5 |
| 3 | 20 | 25 | 8 | 923 | 910 | 0.026 | 11.5 |
| 4 | 16 | 25 | 6 | 904 | 892 | 0.024 | 2 |
| 5 | 18 | 25 | 6 | 934 | 931 | 0.006 | 17 |
| 6 | 20 | 25 | 6 | 999 | 977 | 0.044 | 49.5 |
| 7 | 16 | 25 | 4 | 983 | 979 | 0.008 | 41.5 |
| 8 | 18 | 25 | 4 | 1050 | 1045 | 0.01 | 75 |
| 9 | 20 | 25 | 4 | 1125 | 1123 | 0.004 | 112.5 |
| 10 | 8 | 50 | 8 | 657.5 | 627.5 | 0.06 | 121.25 |
| 11 | 10 | 50 | 8 | 809.5 | 807.25 | 0.0045 | 45.25 |
| 12 | 12 | 50 | 8 | 866.25 | 858 | 0.0165 | 16.875 |
| 13 | 8 | 50 | 6 | 760 | 741 | 0.038 | 70 |
| 14 | 10 | 50 | 6 | 828.5 | 829.5 | 0.002 | 35.75 |
| 15 | 12 | 50 | 6 | 908.75 | 905.5 | 0.0065 | 4.375 |
| 16 | 8 | 50 | 4 | 781.75 | 780.25 | 0.003 | 59.125 |
| 17 | 10 | 50 | 4 | 887.25 | 881.75 | 0.011 | 6.375 |
| 18 | 12 | 50 | 4 | 957.75 | 970 | 0.0245 | 28.875 |
| 19 | 8 | 60 | 8 | 771.33 | 759.33 | 0.024 | 64.335 |
| 20 | 10 | 60 | 8 | 806.75 | 799.5 | 0.0145 | 46.625 |
| 21 | 12 | 60 | 8 | 862.75 | 847 | 0.0315 | 18.625 |
| 22 | 8 | 60 | 6 | 756.5 | 739.75 | 0.0335 | 71.75 |
| 23 | 10 | 60 | 6 | 776.75 | 777.5 | 0.0015 | 61.625 |
| 24 | 12 | 60 | 6 | 840.25 | 841.25 | 0.002 | 29.875 |
| 25 | 8 | 60 | 4 | 769 | 771.5 | 0.005 | 65.5 |
| 26 | 10 | 60 | 4 | 854.75 | 865.25 | 0.021 | 22.625 |
| 27 | 12 | 60 | 4 | 928.25 | 945.5 | 0.0345 | 14.125 |
| 28 | 8 | 70 | 8 | 718 | 721.5 | 0.007 | 91 |
| 29 | 10 | 70 | 8 | 779 | 796.75 | 0.0355 | 60.5 |
| 30 | 12 | 70 | 8 | 841.5 | 849.75 | 0.0165 | 29.25 |
| 31 | 8 | 70 | 6 | 736.5 | 744.5 | 0.016 | 81.75 |
| 32 | 10 | 70 | 6 | 802 | 829.75 | 0.0555 | 49 |
| 33 | 12 | 70 | 6 | 858.75 | 865 | 0.0125 | 20.625 |
| 34 | 8 | 70 | 4 | 783.25 | 783.25 | 0 | 58.375 |
| 35 | 10 | 70 | 4 | 878.75 | 872 | 0.0135 | 10.625 |
| 36 | 12 | 70 | 4 | 946.25 | 955.25 | 0.018 | 23.125 |
| 37 | 8 | 50 | 8 | 874 | 704 | 0.34 | 13 |
| 38 | 9 | 50 | 8 | 914 | 789 | 0.25 | 7 |
| 39 | 10 | 50 | 8 | 999 | 827 | 0.344 | 49.5 |
| 40 | 8 | 50 | 6 | 922 | 765 | 0.314 | 11 |
| 41 | 9 | 50 | 6 | 955 | 807 | 0.296 | 27.5 |
| 42 | 10 | 50 | 6 | 1039 | 837 | 0.404 | 69.5 |
| 43 | 8 | 50 | 4 | 932 | 797 | 0.27 | 16 |
| 44 | 9 | 50 | 4 | 1044 | 790 | 0.508 | 72 |
| 45 | 10 | 50 | 4 | 1130 | 858 | 0.544 | 115 |
| 46 | 8 | 60 | 8 | 903 | 708 | 0.39 | 1.5 |
| 47 | 9 | 60 | 8 | 967 | 766 | 0.402 | 33.5 |
| 48 | 10 | 60 | 8 | 1084 | 817 | 0.534 | 92 |
| 49 | 8 | 60 | 6 | 917 | 760 | 0.314 | 8.5 |
| 50 | 9 | 60 | 6 | 1043 | 856 | 0.374 | 71.5 |
| 51 | 10 | 60 | 6 | 1115 | 871 | 0.488 | 107.5 |
| 52 | 8 | 60 | 4 | 1071 | 754 | 0.634 | 85.5 |
| 53 | 9 | 60 | 4 | 1087 | 972 | 0.23 | 93.5 |
| 54 | 10 | 60 | 4 | 1263 | 1044 | 0.438 | 181.5 |
| 55 | 8 | 70 | 8 | 875 | 789 | 0.172 | 12.5 |
| 56 | 9 | 70 | 8 | 1071 | 842 | 0.458 | 85.5 |
| 57 | 10 | 70 | 8 | 1158 | 862 | 0.592 | 129 |
| 58 | 8 | 70 | 6 | 987 | 846 | 0.282 | 43.5 |
| 59 | 9 | 70 | 6 | 1212 | 886 | 0.652 | 156 |
| 60 | 10 | 70 | 6 | 1243 | 1056 | 0.374 | 171.5 |
| 61 | 8 | 70 | 4 | 1134 | 877 | 0.514 | 117 |
| 62 | 9 | 70 | 4 | 1260 | 935 | 0.65 | 180 |
| 63 | 10 | 70 | 4 | 1348 | 1016 | 0.664 | 224 |
References
- Lee, S.; Li, X. Study of the effect of machining parameters on the machining characteristics in electrical discharge machining of tungsten carbide. J. Mater. Process. Technol. 2001, 115, 344–358. [Google Scholar] [CrossRef]
- Yue, X.; Yang, X.; Tian, J.; He, Z.; Fan, Y. Thermal, mechanical and chemical material removal mechanism of carbon fiber reinforced polymers in electrical discharge machining. Int. J. Mach. Tools Manuf. 2018, 133, 4–17. [Google Scholar] [CrossRef]
- Klocke, F.; Lung, D.; Antonoglou, G.; Thomaidis, D. The effects of powder suspended dielectrics on the thermal influenced zone by electrodischarge machining with small discharge energies. J. Mater. Process. Technol. 2004, 149, 191–197. [Google Scholar] [CrossRef]
- Yadav, V.; Jain, V.K.; Dixit, P.M. Thermal stresses due to electrical discharge machining. Int. J. Mach. Tools Manuf. 2002, 42, 877–888. [Google Scholar] [CrossRef]
- Guo, Y.; Klink, A.; Fu, C.; Snyder, J. Machinability and surface integrity of Nitinol shape memory alloy. CIRP Ann. 2013, 62, 83–86. [Google Scholar] [CrossRef]
- Bose, A.; Hartmann, M.; Henkes, H.; Liu, H.-M.; Teng, M.M.H.; Szikora, I.; Berlis, A.; Reul, J.; Yu, S.C.; Forsting, M.; et al. A novel, self-expanding, nitinol stent in medically refractory intracranial atherosclerotic stenoses: The Wingspan study. Stroke 2007, 38, 1531–1537. [Google Scholar] [CrossRef] [PubMed]
- Pelton, A.; Huang, G.; Moine, P.; Sinclair, R. Effects of thermal cycling on microstructure and properties in Nitinol. Mater. Sci. Eng. A 2012, 532, 130–138. [Google Scholar] [CrossRef]
- Dubey, A.K.; Yadava, V. Laser beam machining—A review. Int. J. Mach. Tools Manuf. 2008, 48, 609–628. [Google Scholar] [CrossRef]
- Parandoush, P.; Hossain, A. A review of modeling and simulation of laser beam machining. Int. J. Mach. Tools Manuf. 2014, 85, 135–145. [Google Scholar] [CrossRef]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental investigation and 3D finite element prediction of the heat affected zone during laser assisted machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Lu, Y.; Rajora, M.; Zou, P.; Liang, S.Y. Physics-embedded machine learning: Case study with electrochemical micro-machining. Machines 2017, 5, 4. [Google Scholar] [CrossRef]
- Lohrengel, M.; Rataj, K.; Münninghoff, T. Electrochemical Machining—Mechanisms of anodic dissolution. Electrochim. Acta 2016, 201, 348–353. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Munda, J.; Malapati, M. Advancement in electrochemical micro-machining. Int. J. Mach. Tools Manuf. 2004, 44, 1577–1589. [Google Scholar] [CrossRef]
- McGeough, J.A. Principles of Electrochemical Machining; Chapman & Hall: London, UK, 1974. [Google Scholar]
- Thorpe, J.; Zerkle, R. Analytic determination of the equilibrium electrode gap in electrochemical machining. Int. J. Mach. Tool Des. Res. 1969, 9, 131–144. [Google Scholar] [CrossRef]
- Zain, A.M.; Haron, H.; Sharif, S. Prediction of surface roughness in the end milling machining using Artificial Neural Network. Expert Syst. Appl. 2010, 37, 1755–1768. [Google Scholar] [CrossRef]
- Fu, Y.; Zhang, Y.; Qiao, H.; Li, D.; Zhou, H.; Leopold, J. Analysis of feature extracting ability for cutting state monitoring using deep belief networks. Procedia CIRP 2015, 31, 29–34. [Google Scholar] [CrossRef]
- Li, Z.; Wang, Y.; Wang, K. A data-driven method based on deep belief networks for backlash error prediction in machining centers. J. Intell. Manuf. 2017, 1–13. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, T.J.Y.; Wang, X.; Kim, M.; Quan, Y.-J.; Oh, J.W.; Min, S.-H.; Kim, H.; Bhandari, B.; Yang, I.; et al. Smart machining process using machine learning: A review and perspective on machining industry. Int. J. Precis. Eng. Manuf. Technol. 2018, 5, 555–568. [Google Scholar] [CrossRef]
- Radford, A.; Metz, L.; Chintala, S. Unsupervised representation learning with deep convolutional generative adversarial networks. arXiv, 2015; arXiv:1511.06434. [Google Scholar]
- Shin, H.-C.; Roth, H.R.; Gao, M.; Lu, L.; Xu, Z.; Nogues, I.; Yao, J.; Mollura, D.; Summers, R.M.; Hoo-Chang, S. Deep convolutional neural networks for computer-aided detection: CNN architectures, dataset characteristics and transfer learning. IEEE Trans. Med. Imaging 2016, 35, 1285–1298. [Google Scholar] [CrossRef]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. Imagenet classification with deep convolutional neural networks. In Advances in Neural Information Processing Systems; Neural Information Processing Systems (NIPS): San Diego, CA, USA, 2012. [Google Scholar]
- LeCun, Y.; Bottou, L.; Bengio, Y.; Haffner, P. Gradient-based learning applied to document recognition. Proc. IEEE 1998, 86, 2278–2324. [Google Scholar] [CrossRef] [Green Version]
- Srivastava, N.; Hinton, G.; Krizhevsky, A.; Sutskever, I.; Salakhutdinov, R. Dropout: A simple way to prevent neural networks from overfitting. J. Mach. Learn. Res. 2014, 15, 1929–1958. [Google Scholar]
- Snoek, J.; LaRochelle, H.; Adams, R.P. Practical bayesian optimization of machine learning algorithms. In Advances in Neural Information Processing Systems; Neural Information Processing Systems (NIPS): San Diego, CA, USA, 2012. [Google Scholar]
- Brochu, E.; Cora, V.M.; De Freitas, N. A tutorial on Bayesian optimization of expensive cost functions, with application to active user modeling and hierarchical reinforcement learning. arXiv, 2010; arXiv:1012.2599. [Google Scholar]
- Zou, P.; Rajora, M.; Ma, M.; Chen, H.; Wu, W.; Liang, S.Y. Electrochemical Micro-Machining Process Parameter Optimization Using a Neural Network-Genetic Algorithm Based Approach. In Proceedings of the International Conference on Manufacturing Technologies, San Diego, CA, USA, 6–9 January 2017. [Google Scholar]
- Rajora, M.; Zou, P.; Yang, Y.G.; Fan, Z.W.; Chen, H.Y.; Wu, W.C.; Li, B.; Liang, S.Y. A split-optimization approach for obtaining multiple solutions in single-objective process parameter optimization. SpringerPlus 2016, 5, 1424. [Google Scholar] [CrossRef] [PubMed]
- Dozat, T. Incorporating Nesterov Momentum into Adam. 2016. Available online: http://cs229.stanford.edu/proj2015/054_report.pdf (accessed on 12 July 2019).
- Kingma, D.P.; Ba, J. Adam: A method for stochastic optimization. arXiv, 2014; arXiv:1412.6980. [Google Scholar]
- Xu, S.; An, X.; Qiao, X.; Zhu, L.; Li, L. Multi-output least-squares support vector regression machines. Pattern Recognit. Lett. 2013, 34, 1078–1084. [Google Scholar] [CrossRef]
- Rodríguez-Fdez, I.; Canosa, A.; Mucientes, M.; Bugarín, A. STAC: A web platform for the comparison of algorithms using statistical tests. In Proceedings of the 2015 IEEE International Conference on Fuzzy Systems (FUZZ-IEEE), Istanbul, Turkey, 2–5 August 2015; pp. 1–8. [Google Scholar]
| Validation Split | Drop-Out Layer Ratio | Dense Layer 1 Neurons | Dense Layer 2 Neurons | Dense Layer 3 Neurons | Training Iteration | |
|---|---|---|---|---|---|---|
| Range | 0–0.2 | 0–0.3 | 3–8 | 3–8 | 3–8 | 50–400 in increments of 50 |
| Data Type | Continuous | Continuous | Discrete | Discrete | Discrete | Discrete |
| Validation Split | Drop-Out Layer Ratio | Dense Layer 1 Neurons | Dense Layer 2 Neurons | Dense Layer 3 Neurons | Training Iteration | |
|---|---|---|---|---|---|---|
| Value | 89.5% training 10.5% validation | 5.23% | 8 | 7 | 6 | 400 |
| Simulation # | Training MSE | Validation MSE | Training MAE | Validation MAE |
|---|---|---|---|---|
| 1 | 0.0297 | 0.0329 | 0.135 | 0.143 |
| 2 | 0.0257 | 0.0219 | 0.125 | 0.119 |
| 3 | 0.0246 | 0.0235 | 0.121 | 0.121 |
| 4 | 0.0276 | 0.0261 | 0.131 | 0.129 |
| 5 | 0.0248 | 0.0207 | 0.122 | 0.115 |
| Average | 0.0265 | 0.0250 | 0.127 | 0.125 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Y.; Wang, Z.; Xie, R.; Liang, S. Bayesian Optimized Deep Convolutional Network for Electrochemical Drilling Process. J. Manuf. Mater. Process. 2019, 3, 57. https://doi.org/10.3390/jmmp3030057
Lu Y, Wang Z, Xie R, Liang S. Bayesian Optimized Deep Convolutional Network for Electrochemical Drilling Process. Journal of Manufacturing and Materials Processing. 2019; 3(3):57. https://doi.org/10.3390/jmmp3030057
Chicago/Turabian StyleLu, Yanfei, Zengyan Wang, Rui Xie, and Steven Liang. 2019. "Bayesian Optimized Deep Convolutional Network for Electrochemical Drilling Process" Journal of Manufacturing and Materials Processing 3, no. 3: 57. https://doi.org/10.3390/jmmp3030057