Investigation into Hand Scraping: A Microanalysis


Abstract
:1. Introduction
1.1. Overview and Literature
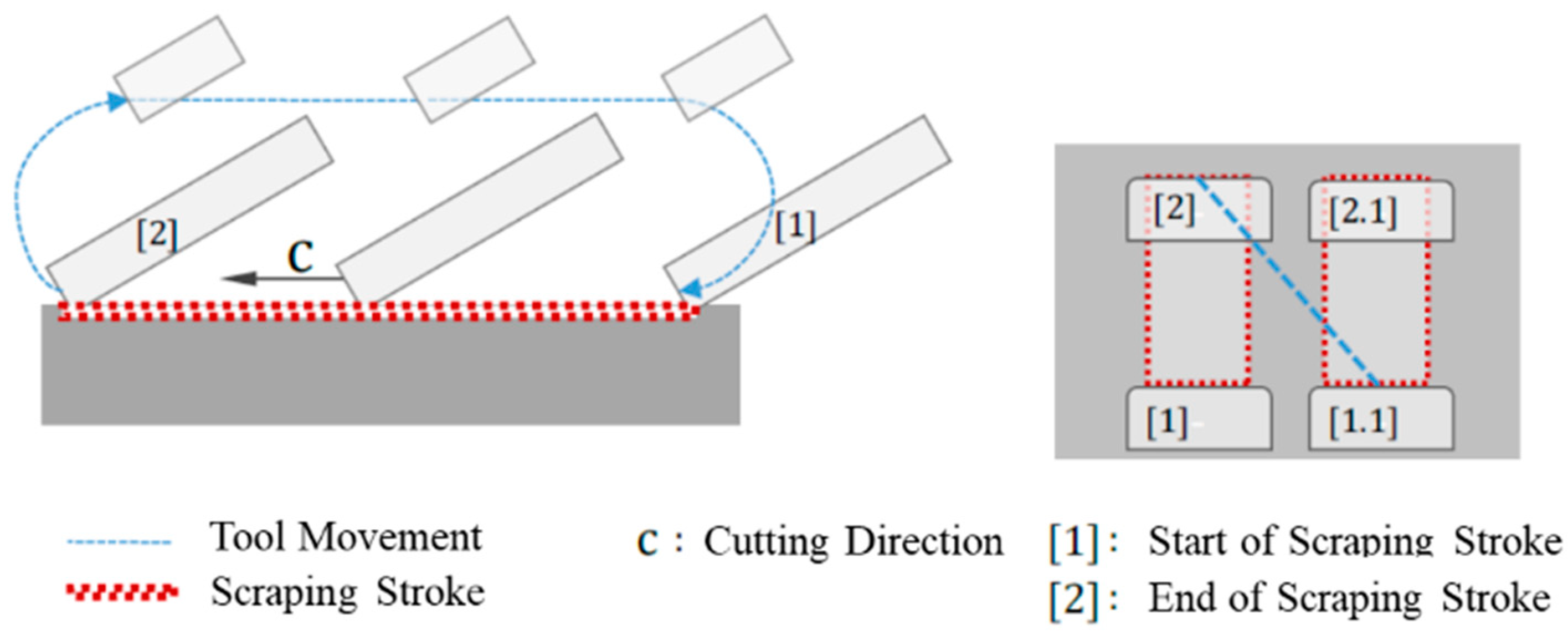
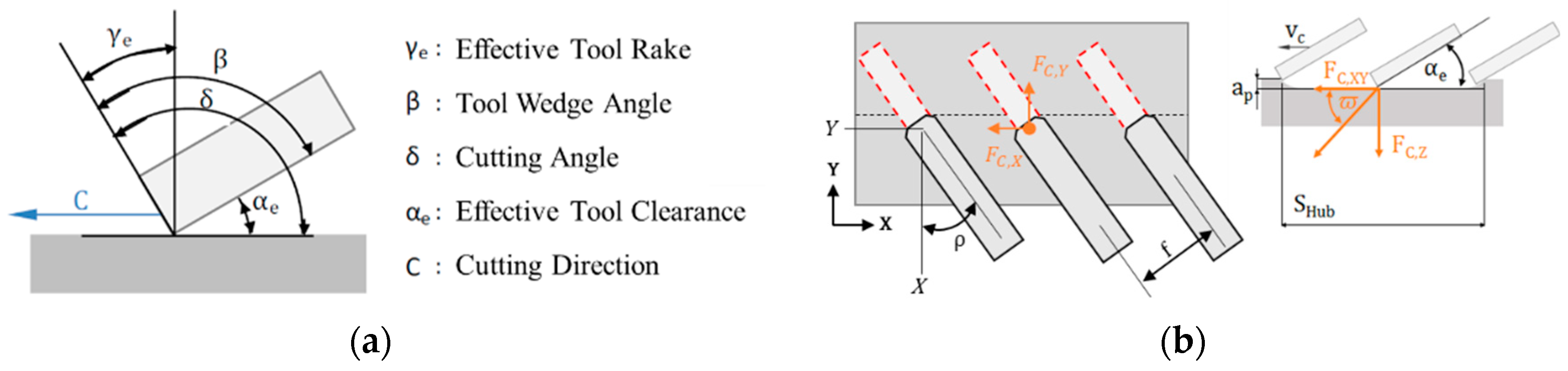
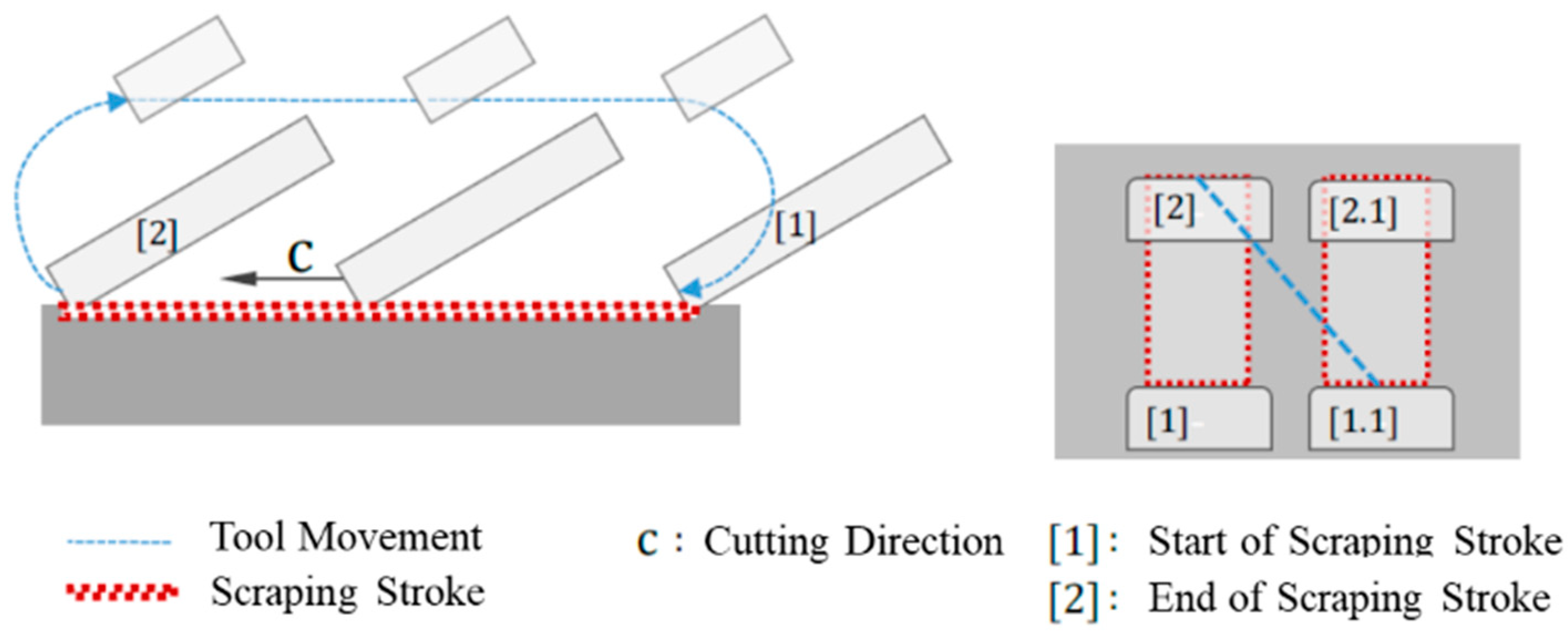
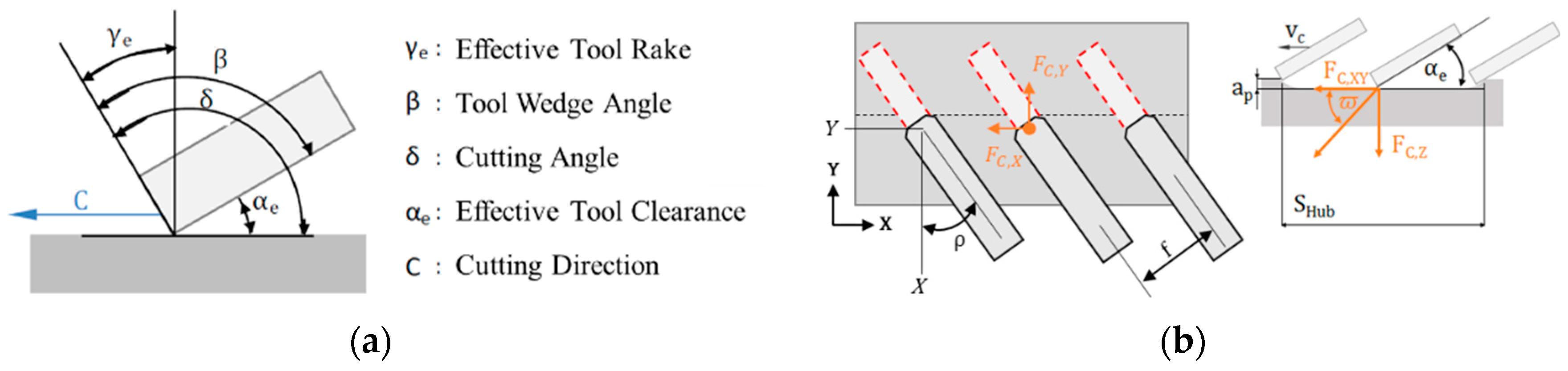
1.2. Characteristics of Hand Scraping
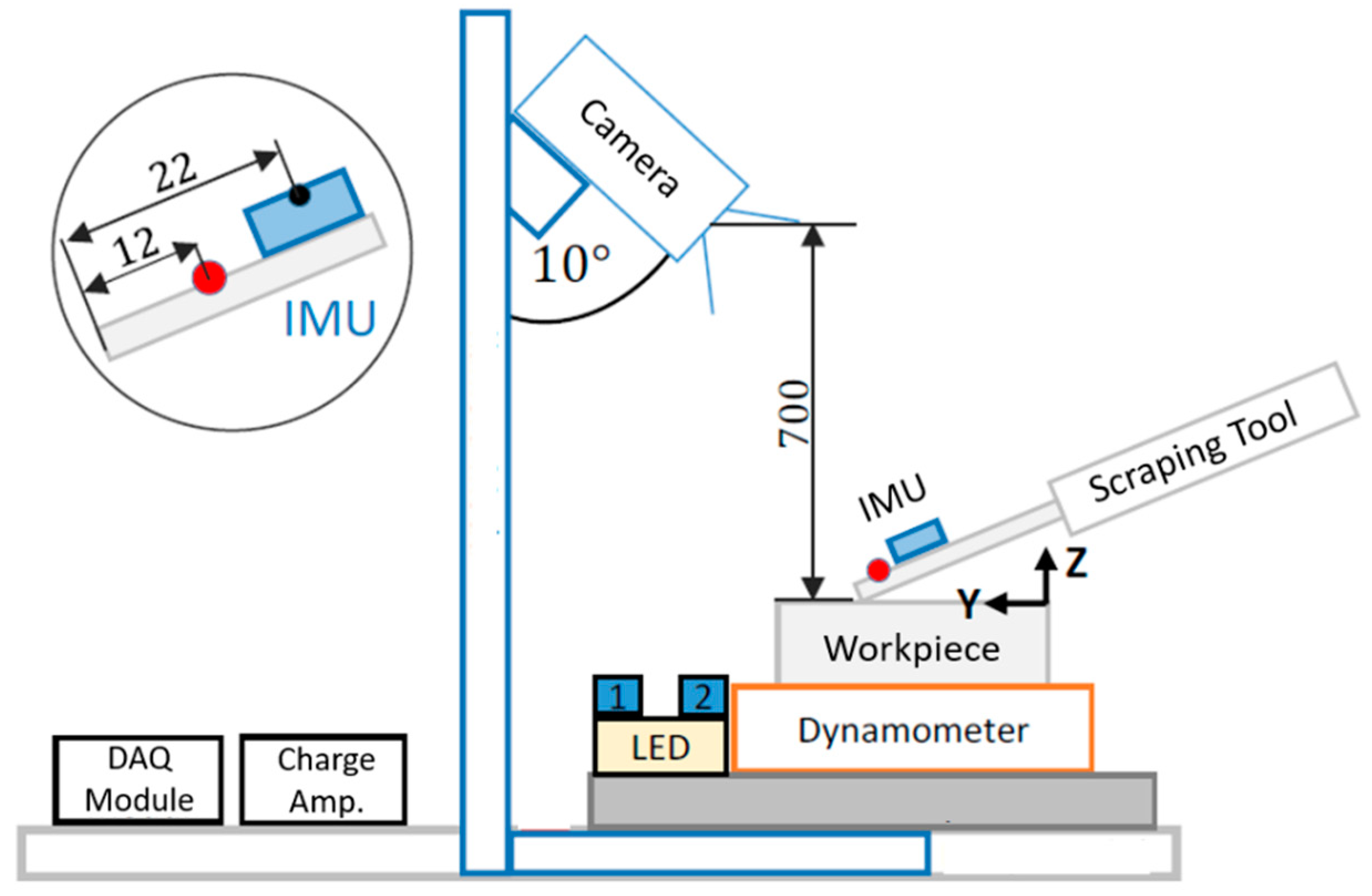
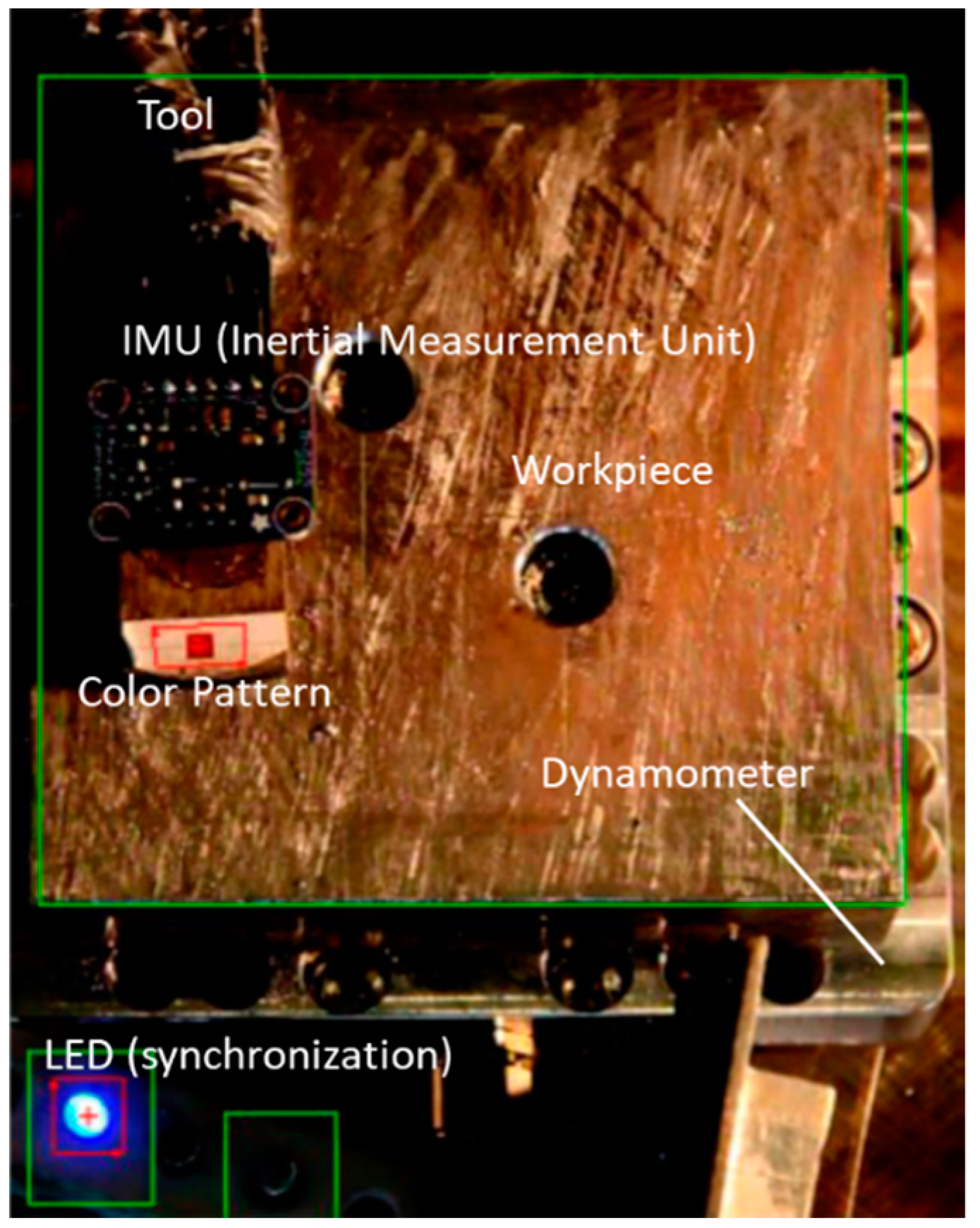
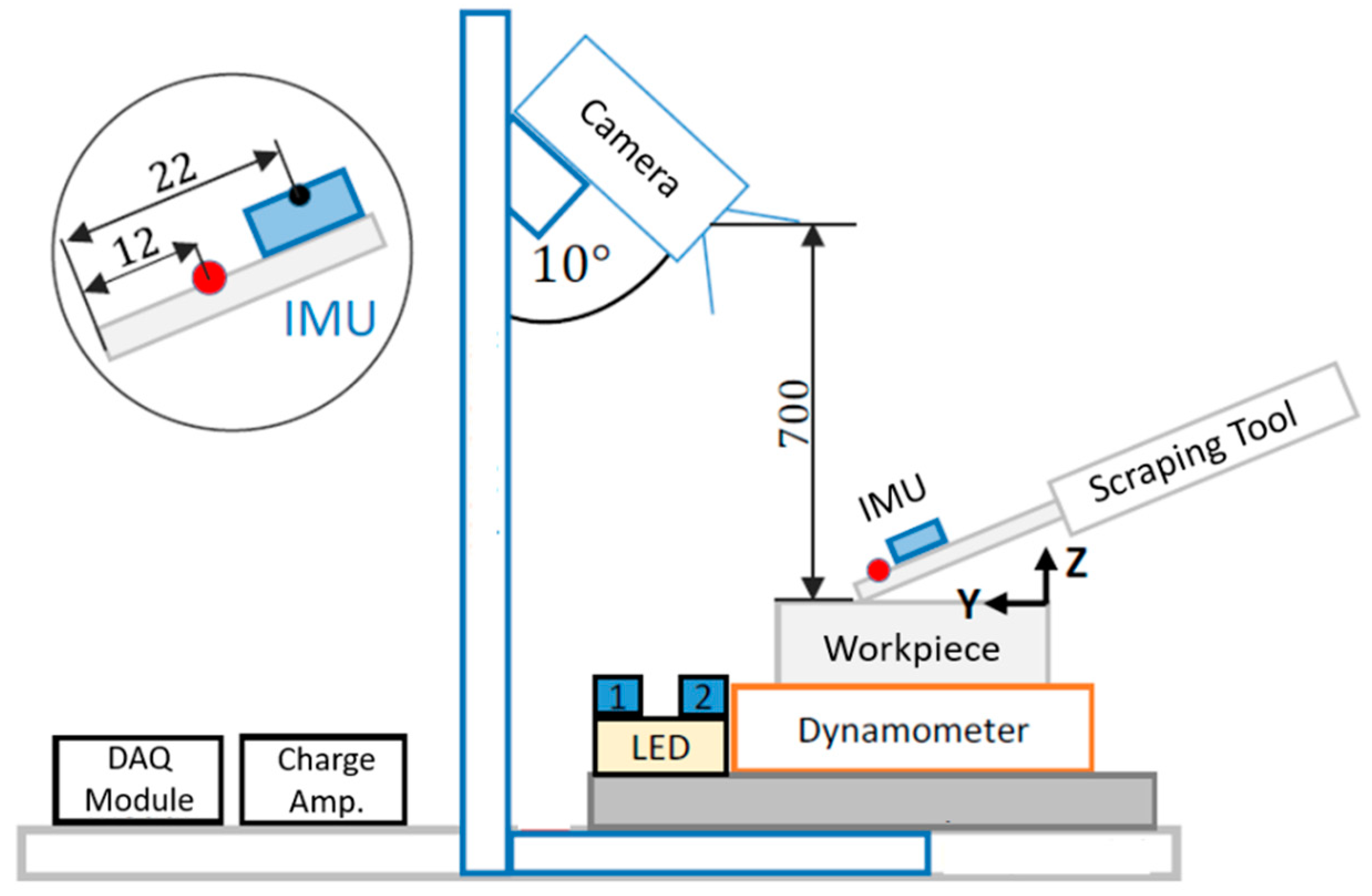
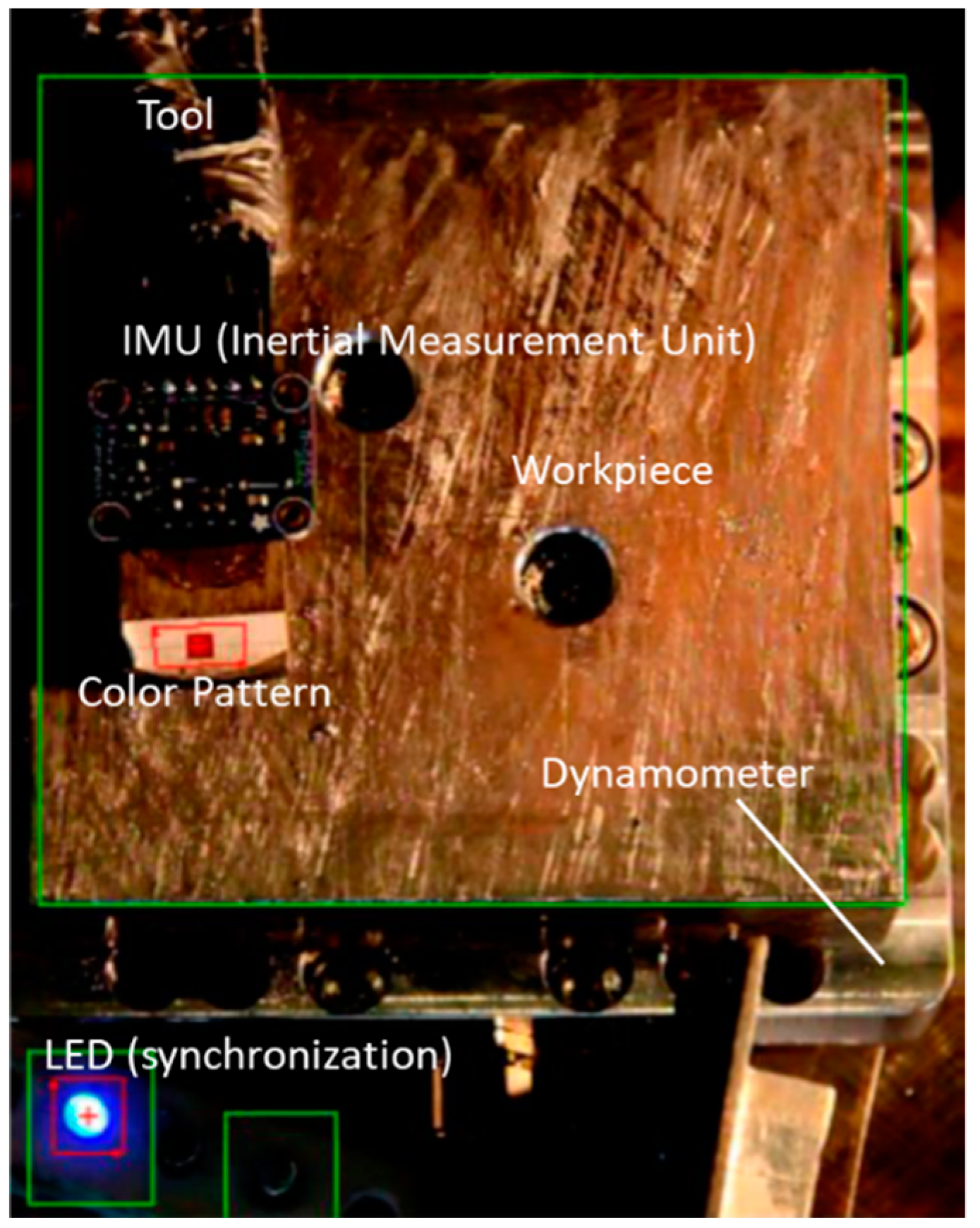
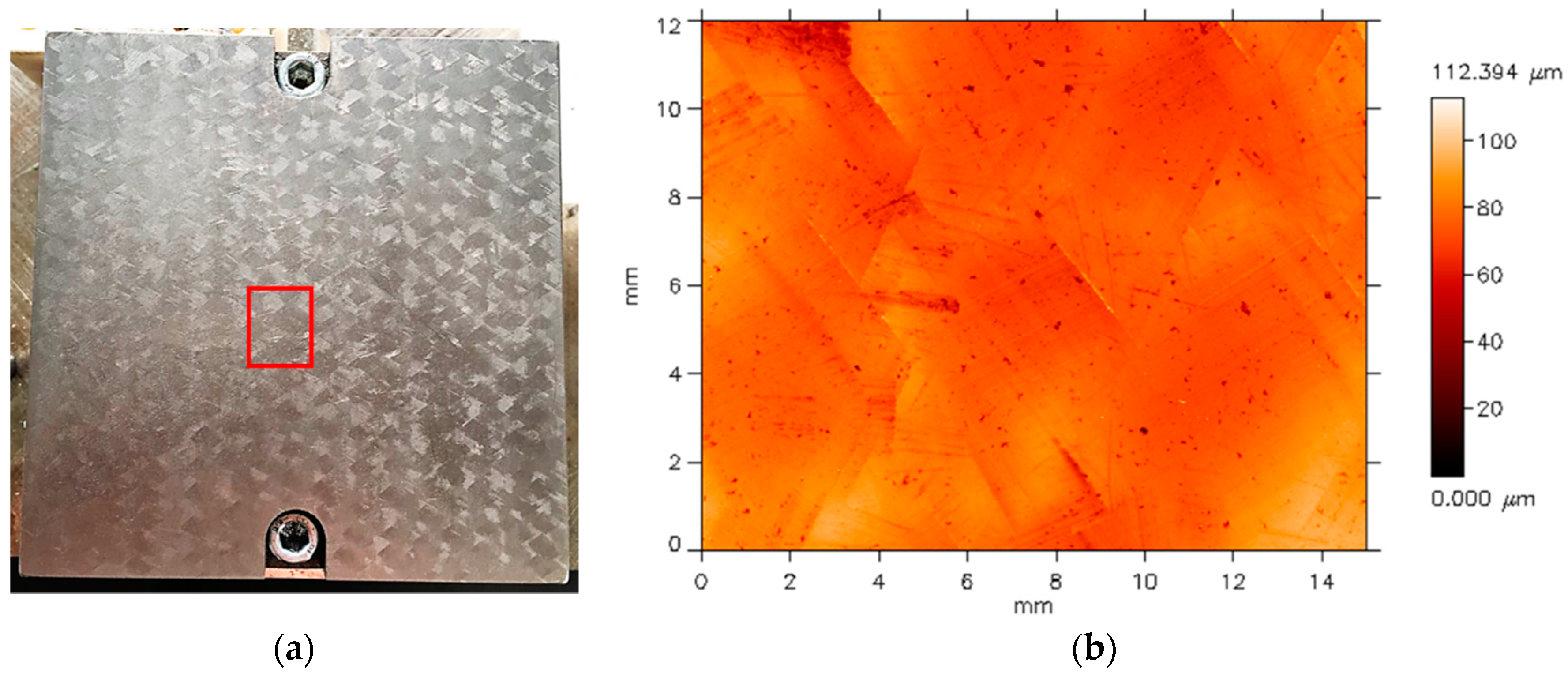
2. Materials and Methods
3. Results and Discussion
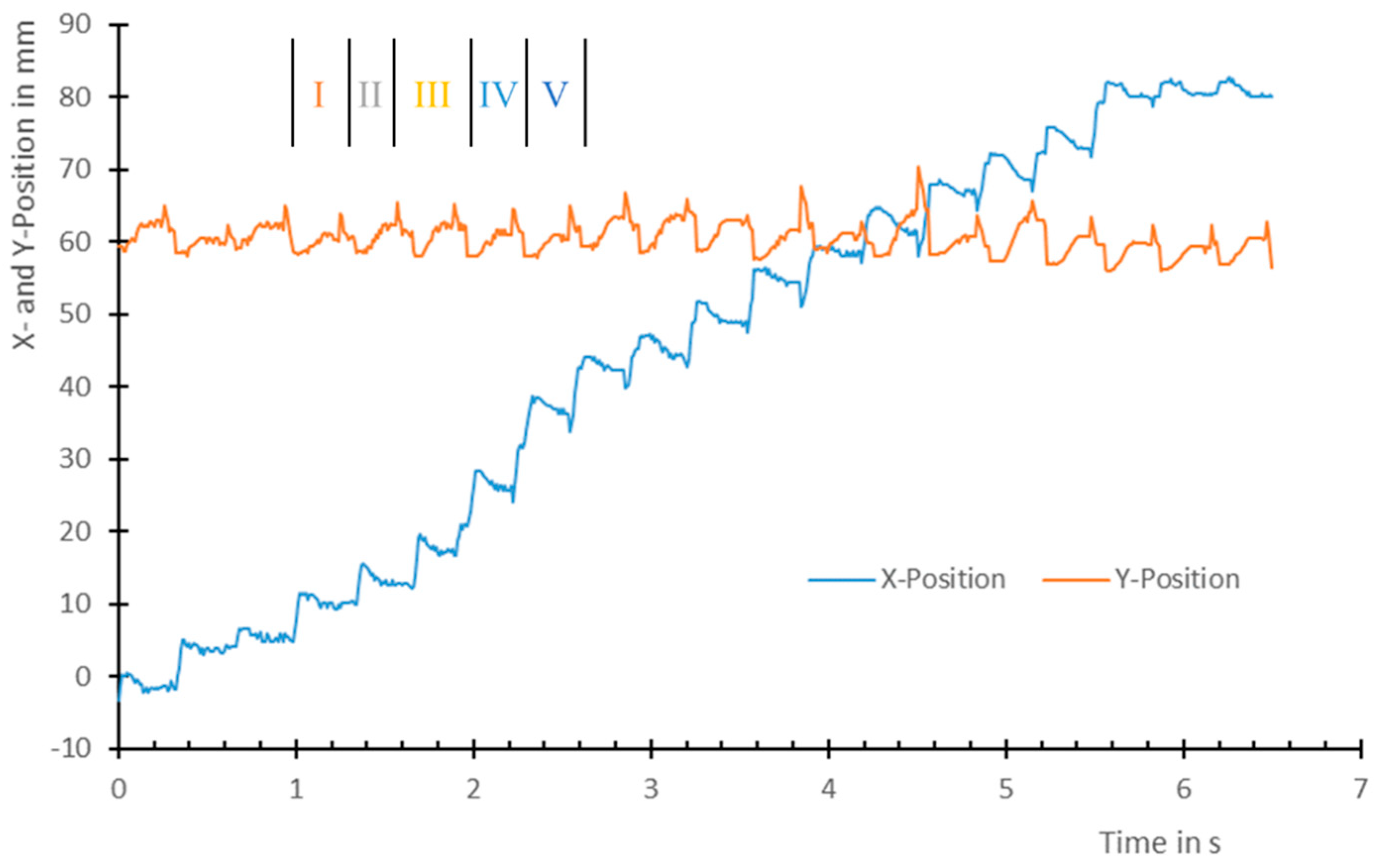
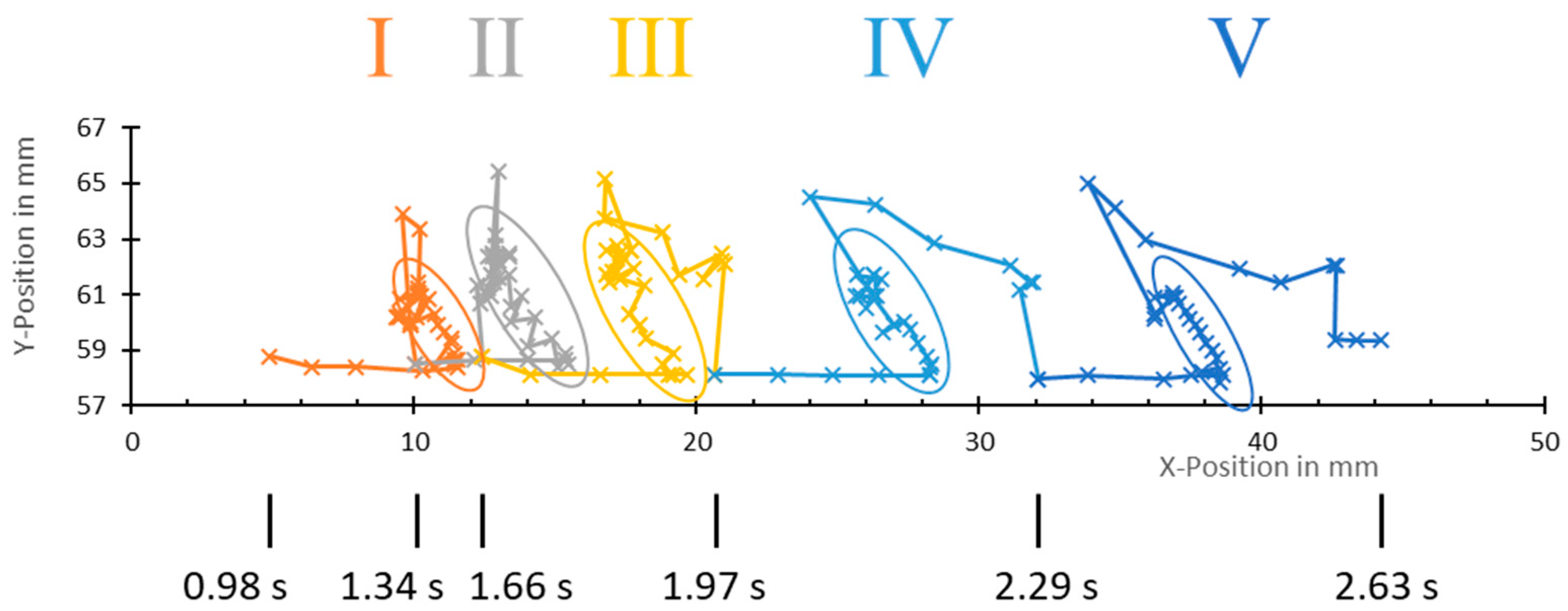
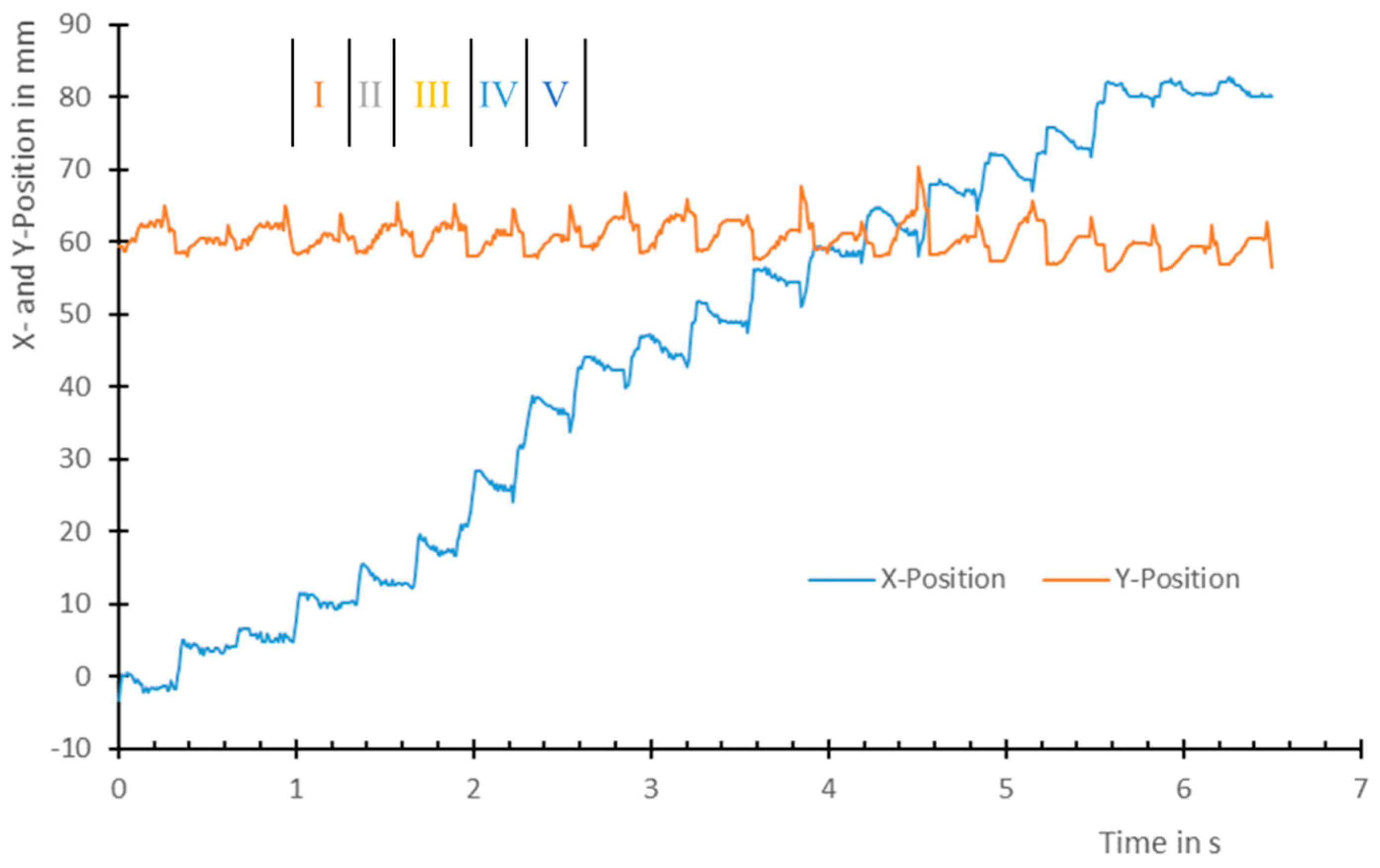
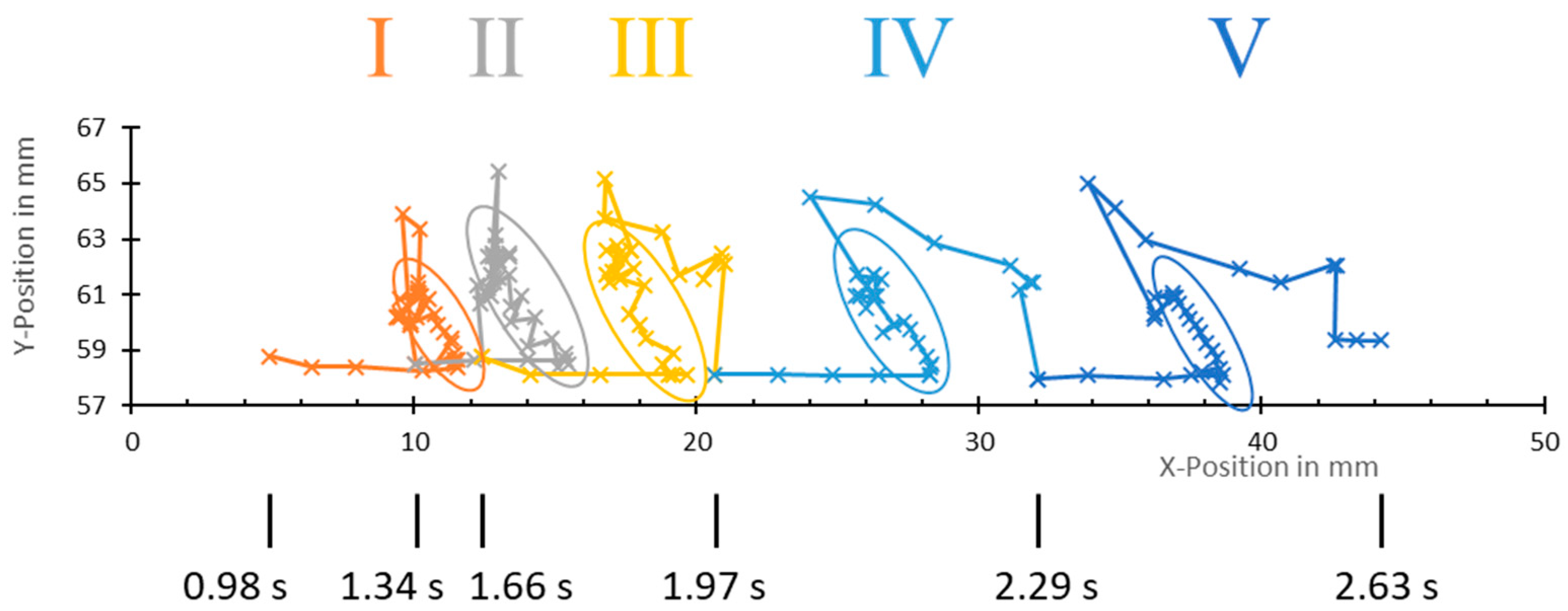
3.1. Movement Analysis
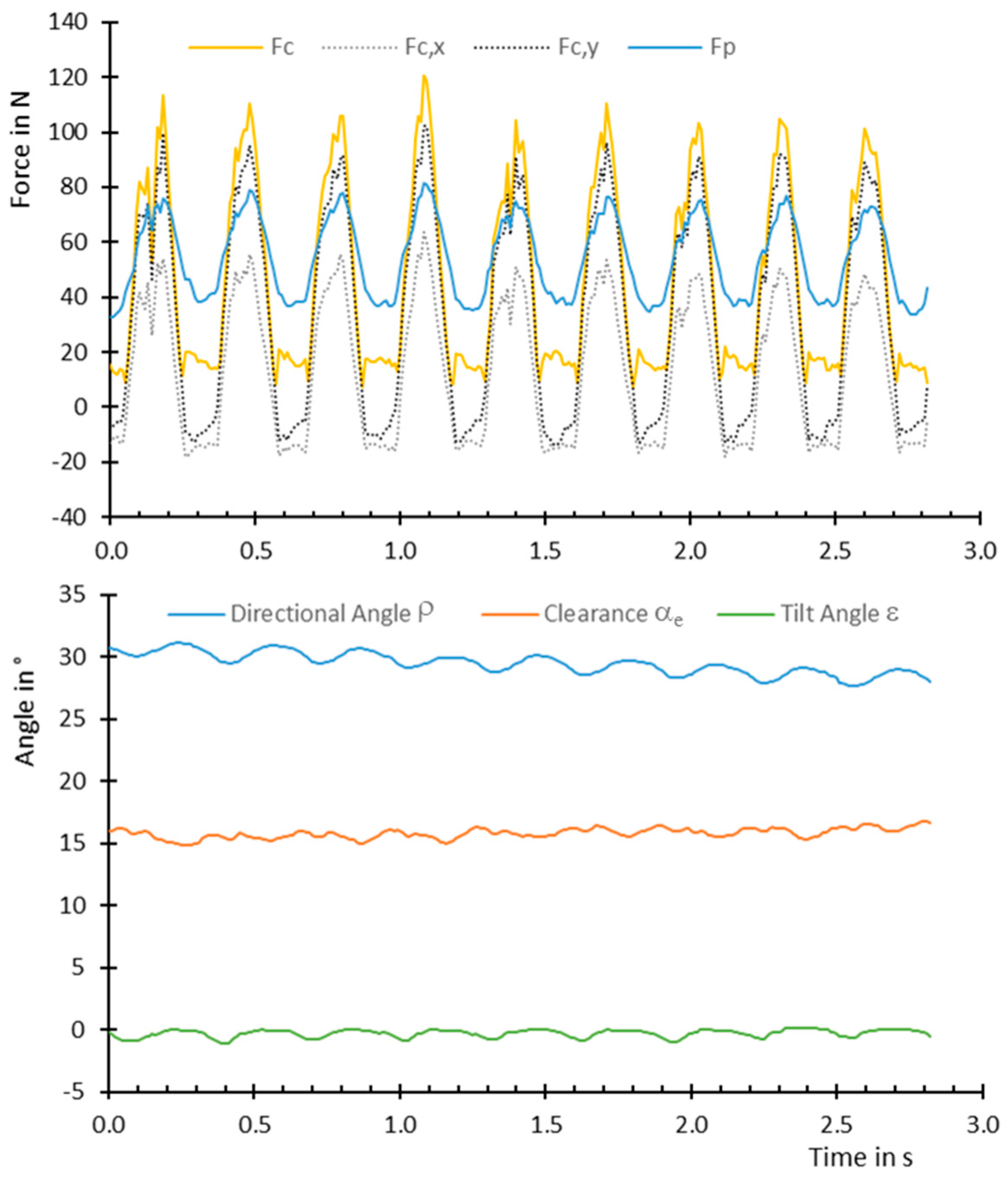
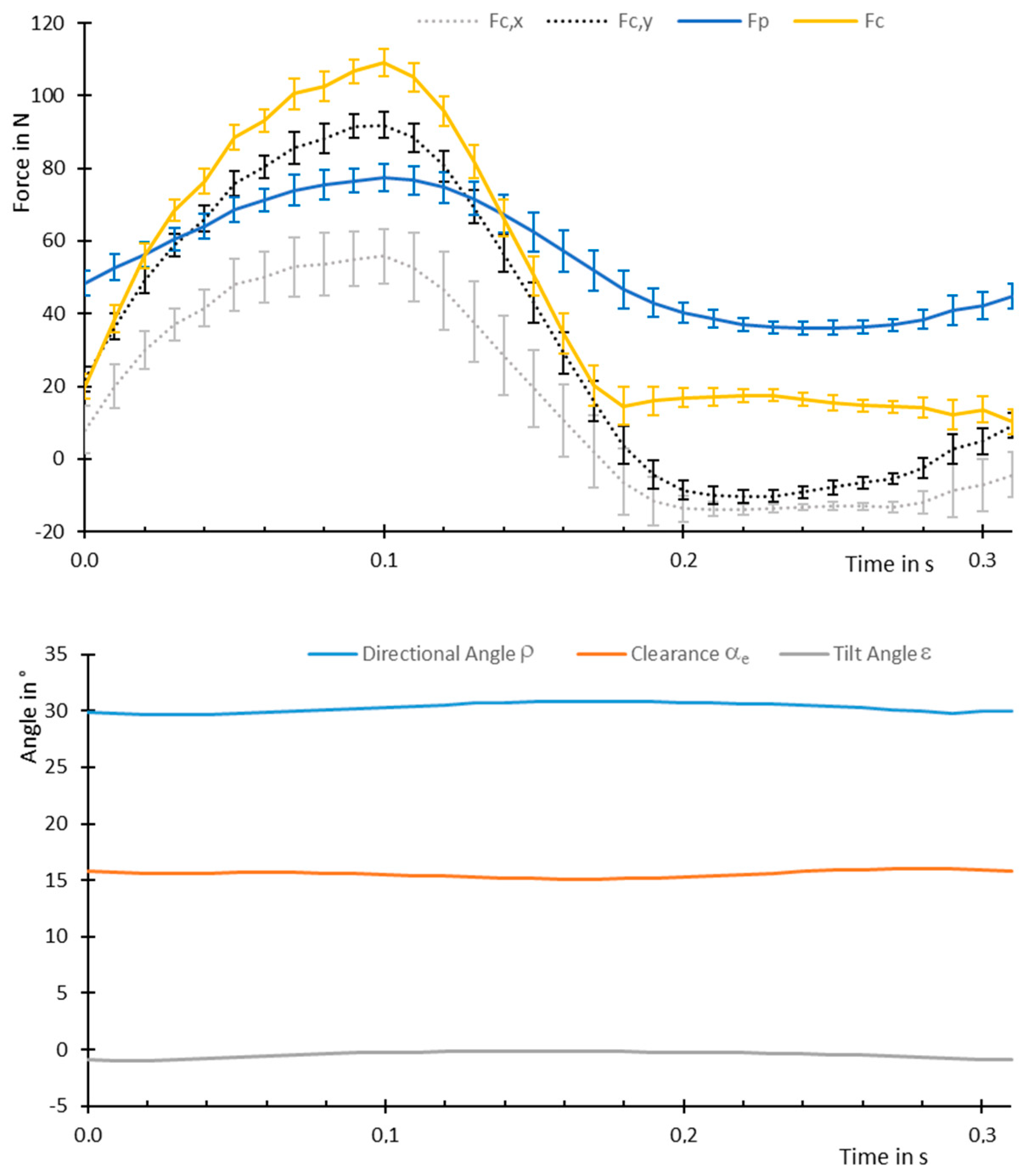
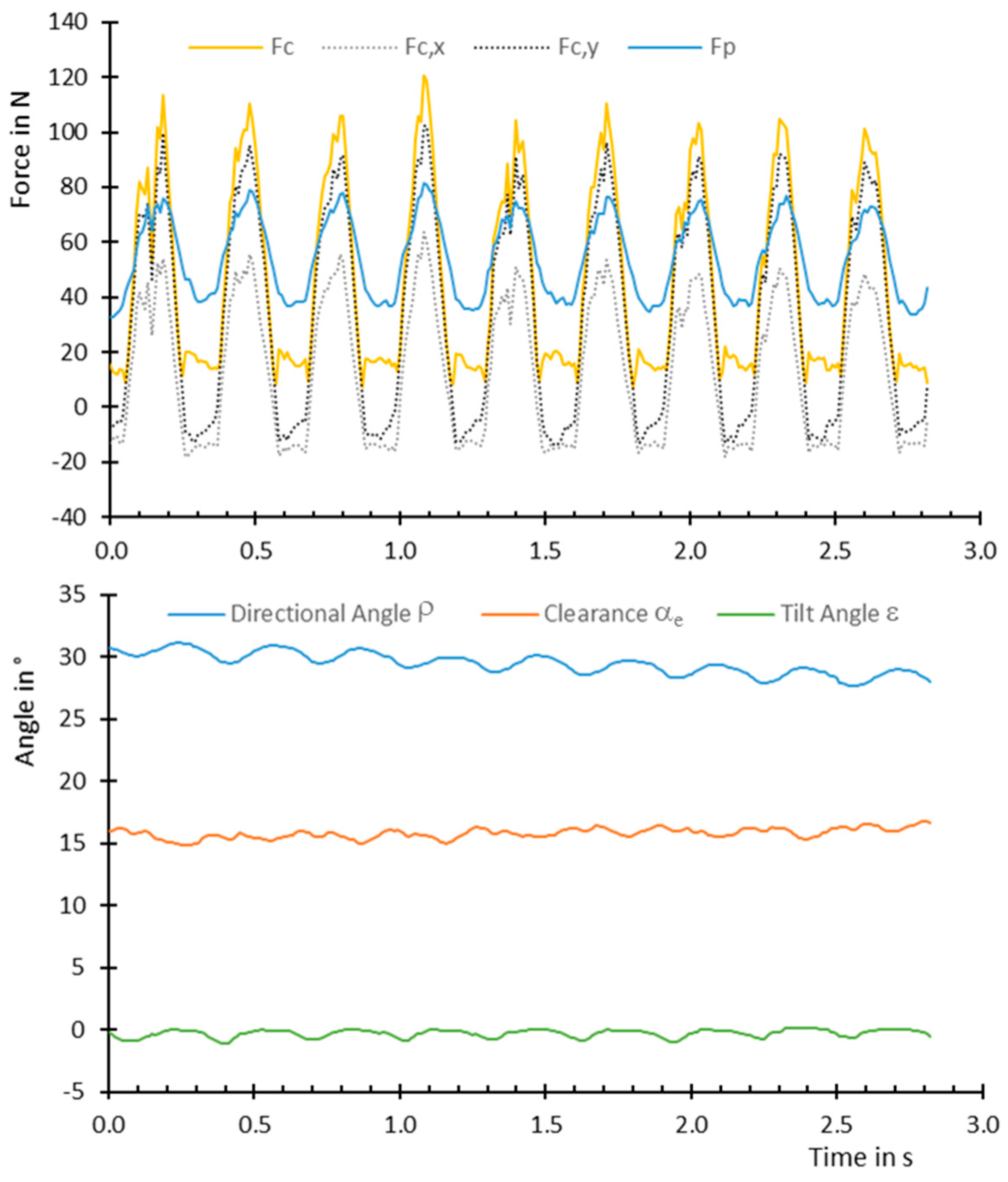
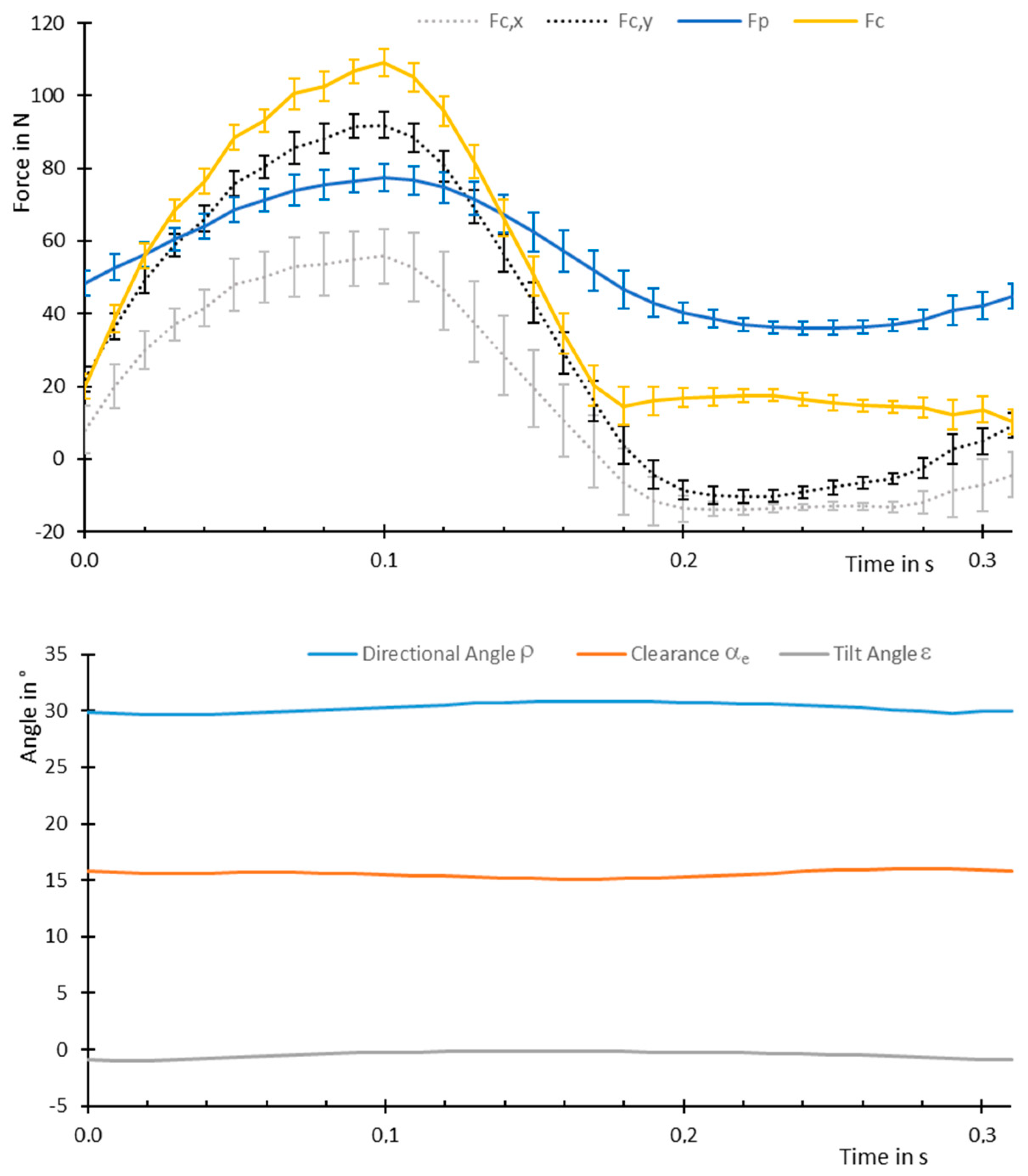
3.2. Force and Orientation Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Whitworth, J. A Paper on Plane Metallic Surfaces or True Planes. In Miscellaneous Papers on Mechanical Subjects; Longman, Brown, Green, Longmans, and Roberts: London, UK, 1858. [Google Scholar]
- Oberg, E.; Jones, F. Machinery’s Encyclopedia. Scraping Machine Parts; The Industrial Press: New York, NY, USA, 1917. [Google Scholar]
- Tsutsumi, H.; Kyusojin, A.; Fukuda, K. Tribology Characteristics Estimation of Slide-way Surfaces Finished by Scraping. Nippon Kikai Gakkai Ronbunshu C Hen (Trans. Jpn. Soc. Mech. Eng. C) 2018, 2006, 325–331. [Google Scholar]
- Ito, Y. Clarification for Essential Features of Scraped Slideway by Step-Land Bearing Model: Conversion of Skilled Craft to Industrial Technology. In Thought-Evoking Approaches in Engineering Problems; Ito, Y., Ed.; Springer International Publishing: Cham, Switzerland, 2014; pp. 277–295. [Google Scholar]
- Brinksmeier, E.; Aurich, J.C.; Govekar, E.; Heinzel, C.; Hoffmeister, H.-W.; Klocke, F.; Peters, J.; Rentsch, R.; Stephenson, D.J.; Uhlmann, E.; et al. Advances in Modeling and Simulation of Grinding Processes. CIRP Ann. 2006, 55, 667–696. [Google Scholar] [CrossRef]
- Lezanski, P.; Pilacinska, M. The dominance-based rough set approach to cylindrical plunge grinding process diagnosis. J. Intell. Manuf. 2018, 29, 989–1004. [Google Scholar] [CrossRef]
- Hashmi, S. Comprehensive Materials Finishing, 1st ed.; Elsevier: Oxford, UK, 2016. [Google Scholar]
- Dehghan Ghadikolaei, A.; Vahdati, M. Experimental study on the effect of finishing parameters on surface roughness in magneto-rheological abrasive flow finishing process. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2014, 229, 1517–1524. [Google Scholar] [CrossRef]
- Schmid, W. Schaben. in Günter Spur—Handbuch Spanen (2014); Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2014. [Google Scholar]
- Fujii, H.; Shimazu, H.; Lakawathana, P.; Asai, M.; Sase, N.; Kato, T. Analysis of Scraping Process: The Applied Force to and the Movement of the Scaper. In Proceedings of the Twenty-Ninth International Matador Conference, Manchester, UK, 6–7 April 1992; pp. 520–527. [Google Scholar]
- Tsutsumi, H.; Yamada, R.; Kyusojin, A.; Nakamura, T. Development of an Automatic Scraping Machine with Recognition for Bearing of Scraped Surfaces—Construction of Automatic Scraping Machine. In Proceedings of the 11th International Conference on Precision Engineering (ICPE), Towards Synthesis of Micro-/Nano-systems, Marrakech, Morocco, 11–16 November 2007; pp. 355–356. [Google Scholar]
- Tsutsumi, H.; Yamada, R.; Kyusojin, A.; Nakamura, T. Development of an Automatic Scraping Machine with Recognition for Bearing of Scraped Surfaces—1st Report. J. Jpn. Soc. Precis. Eng. 1996, 62, 219–223. [Google Scholar] [CrossRef]
- Tsutsumi, H.; Yamada, R.; Kyusojin, A.; Nakamura, T. Development of an Automatic Scraping Machine with Recognition for Bearing of Scraped Surfaces—3rd Report. J. Jpn. Soc. Precis. Eng. 2005, 71, 358–362. [Google Scholar]
- Tong, H.F.; Liu, W.; Chi, Y.; Wang, W. Design of Automatic Scraping System. AMR 2013, 625–630. [Google Scholar] [CrossRef]
- Yasuo, Y.; Yin, R.S.; Okamoto, H.; Yamada, M.; Yonezawa, Y.; Narutaki, N. Application of Multi-Joint Type Industrial Robot to Scraping of Surface Plate. J. Jpn. Soc. Precis. Eng. 1989, 55, 1787–1792. [Google Scholar]
- Takeuchi, Y.; Sakamoto, M.; Sata, T. Automation of Scraping Works by a Robot Equipped with a CCD Line Sensor and a Contact Detector. CIRP Ann. Manuf. Technol. 1988, 37, 489–492. [Google Scholar] [CrossRef]
- Takeuchi, Y.; Sakamoto, M.; Yoshida, T.; Choki, M. The Recognition of Bearings by Means of a CCD Line Sensor and the Automation of Scraping Works. J. Jpn. Soc. Precis. Eng. 1986, 52, 93–98. [Google Scholar] [CrossRef]
- Tsai, Y.-C.; Li, J.-H.; Lee, J.-N.; Jywe, W.-Y. Development and Implementation of Automatic Scraping Mechanism. Adv. Sci. Lett. 2012, 8, 211–215. [Google Scholar] [CrossRef]
- Li, X.; Sun, L.; Liu, Y. High Points Recognition Method of Scraped Surface Based on Background Subtraction. J. Digit. Inf. Manag. 2013, 11, 115–119. [Google Scholar]
- Yamane, Y.; Childs, T. Manufacturing Technology Transfer Chapter 4: Virtual Manufacturin to Speed Up Learning (Scraping). A Japanese Monozukuri View of Needs and Strategies; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Fan, K.-C.; Torng, J.; Jywe, W.; Chou, R.-C.; Ye, J.-K. 3-D measurement and evaluation of surface texture produced by scraping process. Measurement 2012, 45, 384–392. [Google Scholar] [CrossRef]
- Hsieh, T.H.; Jywe, W.Y.; Huang, H.L.; Chen, S.L. Development of a laser-based measurement system for evaluation of the scraping workpiece quality. Opt. Lasers Eng. 2011, 49, 1045–1053. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor | Type | Main Specifications |
|---|---|---|
| Camera | Basler Ace aca1300-200uc | Framerate: 150 fps Resolution: 1280 × 1024 |
| Dynamometer | ME-Systeme Typ K3D120 | Sensor: strain gauge Nom. Force in X, Y, & Z: ±500 N Capture Rate: 100 Hz |
| Inertial Measurement Unit (IMU) | Adafruit BNO055 | Capture rate: 100 Hz Max. Sens. Tol. ±4% |
| Data Acquisition System | National Instruments MyRIO | 40 digital IO 10 analog inputs 6 analog outputs |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oßwald, K.; Lochmahr, I.; Bagci, Y.; Saile, P. Investigation into Hand Scraping: A Microanalysis. J. Manuf. Mater. Process. 2018, 2, 76. https://doi.org/10.3390/jmmp2040076
Oßwald K, Lochmahr I, Bagci Y, Saile P. Investigation into Hand Scraping: A Microanalysis. Journal of Manufacturing and Materials Processing. 2018; 2(4):76. https://doi.org/10.3390/jmmp2040076
Chicago/Turabian StyleOßwald, Kai, Ingo Lochmahr, Yasin Bagci, and Peter Saile. 2018. "Investigation into Hand Scraping: A Microanalysis" Journal of Manufacturing and Materials Processing 2, no. 4: 76. https://doi.org/10.3390/jmmp2040076
APA StyleOßwald, K., Lochmahr, I., Bagci, Y., & Saile, P. (2018). Investigation into Hand Scraping: A Microanalysis. Journal of Manufacturing and Materials Processing, 2(4), 76. https://doi.org/10.3390/jmmp2040076