Optimization of Parameters on Robotized Gas Metal Arc Welding of LNE 700 High-Strength Steel

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
Design of Experiments
3. Results and Discussion
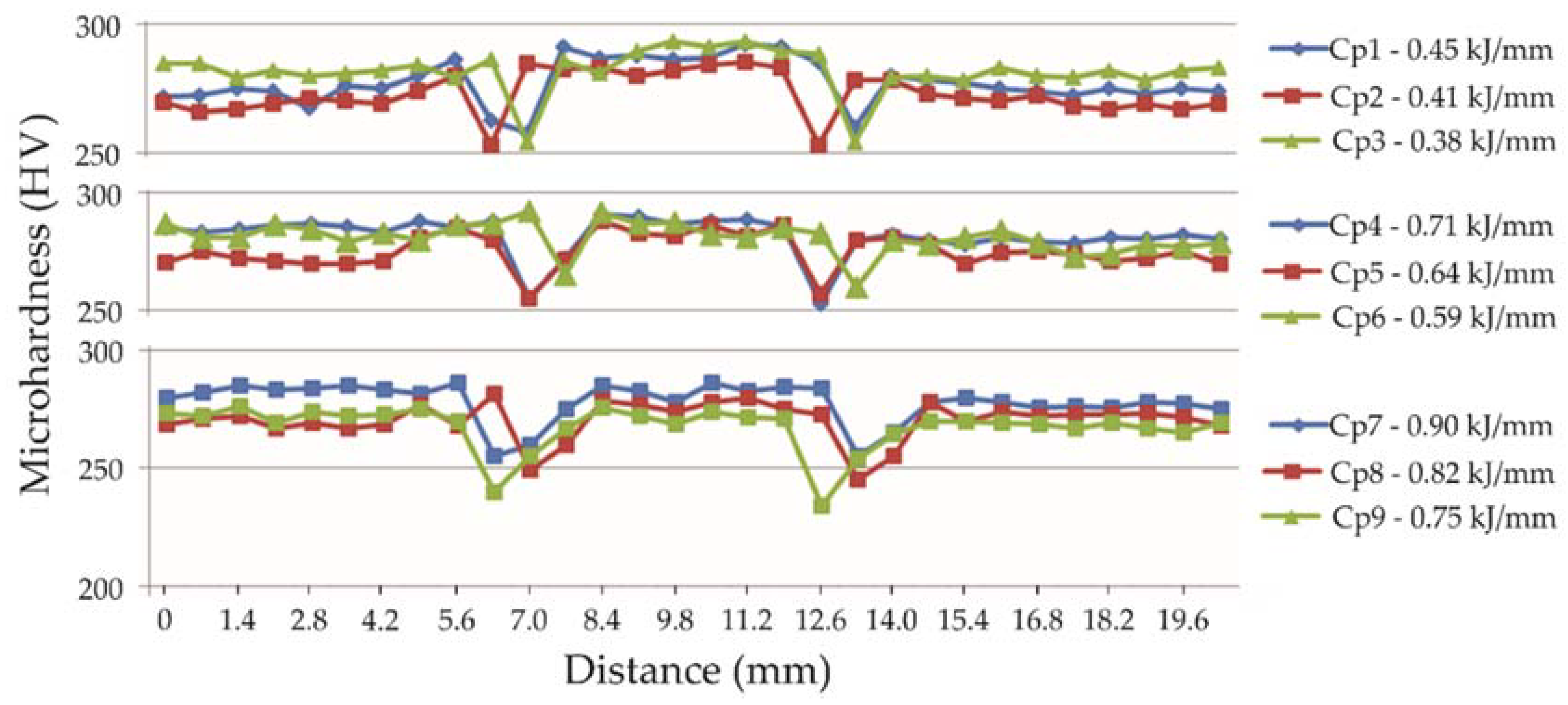
3.1. Profile of Microhardness
3.2. Heat-Affected Zone-HAZ
3.3. Convexity, Length of the Theoretical Throat and Leg
4. Conclusions
- the best parameters for welding LNE 700 high-strength steel that meets each quality criterion (HAZ and convexity) were determined. The Taguchi method proved to be an important tool for the experimental design as well as for statistical analysis that focuses on validating a manufacturing process;
- the analysis proved the influence of process parameters on the quality of robotized GMAW welding of LNE 700 high-strength steel;
- the microhardness profile presented values that satisfy the type of material studied. The use of filler metal with characteristics of flow stress similar to that of the base metal led to little variation, on average, in the hardness of the welded joint. The different process parameters used provided variations in the size of the region of lowest hardness for the HAZ, it is noticeable that the higher the voltage, the greater the greater areas of least hardness. The welding power values in each test specimen were different. However, discontinuities resulting from these different welding powers were not observed;
- the three process parameters (voltage, welding speed and wire speed rate) showed a significant influence, there being a 95% confidence level in the result for the HAZ.
- A strong relation of convexity with the voltage was detected, i.e., a greater voltage resulted in less convexity of the welded joint. Of the three process parameters (voltage, welding speed and speed of the wire), the voltage and the welding speed showed that they had a significant influence, there being a 95% confidence level in the results. An observation can be made regarding the convexity, i.e., if the objective of this paper had been to create metallic walls, according to Lu et al. [28], the ideal would be to choose the greater the better in the Taguchi method, so it would be possible to determine the best welding parameters to achieve the maximum size of convexity.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Soares, G.G. Caracterização da Junta Dissimilar em Solda de Materiais do Tipo Estrutural Arbl; Universidade de Passo Fundo: Passo Fundo, RS, Brazil, 2015. [Google Scholar]
- Mvola, B.; Kah, P.; Martikainen, J.; Suoranta, R. State-of-the-art of advanced gas metal arc welding processes: Dissimilar metal welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1694–1710. [Google Scholar] [CrossRef]
- Urbikain, G.; Perez, J.M.; López de Lacalle, L.N.; Andueza, A. Combination of friction drilling and form tapping processes on dissimilar materials for making nutless joints. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1007–1020. [Google Scholar] [CrossRef]
- Koo, J.; Luton, M.; Bangaru, N.; Petkovic, R.; Fairchild, D.; Petersen, C.; Asahi, H.; Hara, T.; Terada, Y.; Sugiyama, M. Metallurgical design of ultra high-strength steels for gas pipelines. Int. J. Offshore Polar Eng. 2004, 14, 10–18. [Google Scholar]
- Meyer, L.; Strassburger, C.; Schneider, C. Effect and present application of the microalloying elements niobium, vanadium, titanium, zirconium, and boron in HSLA steels. In Proceedings of the HSLA Steels, Beijing, China, 4–8 November 1985. [Google Scholar]
- Tamehiro, H.; Murata, M.; Habu, R.; Nagumo, M. Optimum microalloying of niobium and boron in HSLA steel for thermomechanical processing. Trans. Iron Steel Inst. Jpn. 1987, 27, 120–129. [Google Scholar] [CrossRef]
- Lee, S.G.; Lee, D.H.; Sohn, S.S.; Kim, W.G.; Um, K.-K.; Kim, K.-S.; Lee, S. Effects of Ni and Mn addition on critical crack tip opening displacement (CTOD) of weld-simulated heat-affected zones of three high-strength low-alloy (HSLA) steels. Mater. Sci. Eng. A 2017, 697, 55–65. [Google Scholar] [CrossRef]
- Sharma, S.K.; Maheshwari, S. A review on welding of high strength oil and gas pipeline steels. J. Nat. Gas Sci. Eng. 2017, 38, 203–217. [Google Scholar] [CrossRef]
- Boyer, R.; Cotton, J.; Mohaghegh, M.; Schafrik, R. Materials considerations for aerospace applications. MRS Bull. 2015, 40, 1055–1066. [Google Scholar] [CrossRef]
- Hermenegildo, T.F.; Santos, T.F.; Torres, E.A.; Afonso, C.R.; Ramirez, A.J. Microstructural evolution of HSLA ISO 3183 X80M (API 5L X80) friction stir welded joints. Met. Mater. Int. 2018, 24, 1120–1132. [Google Scholar] [CrossRef]
- Gao, Z.; Ding, Q.; Yang, H.; Li, J.; Zhu, G.; Liu, Z. Development of Nb-Bearing High Strength Steel Plates for 150,000 m3 Oil Storage Tank. In Proceedings of the ASME 2017 Pressure Vessels and Piping Conference, Waikoloa, HI, USA, 16–20 July 2017; American Society of Mechanical Engineers: New York, NY, USA, 2017. [Google Scholar]
- Yang, T.C.; Huang, C.Y.; Cheng, T.C.; Yu, C.; Shiue, R.K. Two high strength low alloy steels for offshore application. In Advanced Materials Research; Trans Tech Publications: Zurich, Switzerland, 2014; pp. 1312–1316. [Google Scholar]
- Ferreira, D.P.; Santos, C.S.; Jesus, A.C. Estudo dos aços de alta resistência baixa liga (ARBL) para aplicação em blindagem de carros fortes. Anais da SEMCITEC-Semana de Ciência, Tecnologia, Inovação e Desenvolvimento de Guarulhos 2018, 1. Available online: http://revista.ifspguarulhos.edu.br/index.php/semcitec/article/download/30/24 (accessed on 22 September 2018).
- Colaço, R. Steel for civil construction. In Materials for Construction and Civil Engineering; Springer: Berlin, Germany, 2015; pp. 273–302. [Google Scholar]
- USIMINAS. Certificado de Inspeção; USIMINAS: São Paulo, Brazil, 2011. [Google Scholar]
- SSAB. Sheet Steel Joining Handbook. Joining of High Strength Steels; Tunnplat AB: New York, NY, USA, 2004. [Google Scholar]
- Machado, I.G. Falhas de estruturas de aço soldadas devido à reduzida ductilidade. Soldag. Inspeção 2013, 18, 391–403. [Google Scholar] [CrossRef]
- Andia, J.; de Souza, L.F.G.; Bott, I. Microstructural and mechanical properties of the intercritically reheated coarse grained heat affected zone (ICCGHAZ) of an API 5L X80 pipeline steel. In Materials Science Forum; Trans Tech Publications: Zurich, Switzerland, 2014; pp. 657–662. [Google Scholar]
- Kapustka, N.; Conrardy, C.; Babu, S.; Albright, C. Effect of GMAW process and material conditions on DP 780 and TRIP 780 welds. Weld. J. N. Y. 2008, 87, 135–148. [Google Scholar]
- Hochhauser, F.; Ernst, W.; Rauch, R.; Vallant, R.; Enzinger, N. Influence of the soft zone on the strength of welded modern HSLA steels. Weld. World 2012, 56, 77–85. [Google Scholar] [CrossRef]
- Górka, J. Influence of the maximum temperature of the thermal cycle on the properties and structure of the HAZ of steel S700MC. IOSR J. Eng. 2013, 3, 22–28. [Google Scholar] [CrossRef]
- Gliner, R. Welding of advanced high-strength sheet steels. Weld. Int. 2011, 25, 389–396. [Google Scholar] [CrossRef]
- Haupt, W.; Riffel, K.; Israel, C.; Silva, R.; Reguly, A. Effect of wire electrode and shielding gas compositions on the mechanical properties of DOMEX 700 steel welded by the GMAW-P process. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 174. [Google Scholar] [CrossRef]
- DIN. Hardness Testing of Welds in Metallic Materials—Hardness Test on arc Welded Joints; En 1043-1; Deutsches Institut fur Normung E.V.: Berlin, Germany, 1996. [Google Scholar]
- Tunnplat, S. Sheet Steel Joining Handbook: Joining of High Strength Steels; SSAB Tunnplat AB: Stockholm, Sweden, 2004. [Google Scholar]
- Musgen, B. High strength quenched and tempered steels-production, properties and applications. Met. Constr. 1985, 17, 495–500. [Google Scholar]
- Lazić, V.; Aleksandrović, S.; Nikolić, R.; Prokić-Cvetković, R.; Popović, O.; Milosavljević, D.; Čukić, R. Estimates of weldability and selection of the optimal procedure and technology for welding of high strength steels. Procedia Eng. 2012, 40, 310–315. [Google Scholar] [CrossRef]
- Lu, X.; Zhou, Y.; Xing, X.; Shao, L.; Yang, Q.; Gao, S. Open-source wire and arc additive manufacturing system: Formability, microstructures, and mechanical properties. Int. J. Adv. Manuf. Technol. 2017, 93, 2145–2154. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Elements | C | Si | Mn | P | S | Al | Cu | Nb | V | Ti |
| % | 0.1 | 0.03 | 1.53 | 0.02 | 0.003 | 0.058 | 0.02 | 0.04 | 0.007 | 0.108 |
| Chemical Elements | Cr | Ni | Mo | Sn | N | B | Ca | Sb | Pb | Ce |
| % | 0.43 | 0.02 | 0.02 | 0.002 | 0.0037 | 0.0001 | 0.0012 | 0.01 | 0.003 | 0.45 |
| Chemical Elements | C | Si | Mn | Cr | Ni | Mo |
| % | 0.1 | 0.8 | 1.9 | 0.4 | 2.1 | 0.6 |
| Order | Voltage (V) | Welding Speed (mm/s) | Wire Speed (m/min) | Welding Energy (kJ/mm) |
|---|---|---|---|---|
| 1 | 23.5 | 8.3 | 12.6 | 0.45 |
| 2 | 23.5 | 9.2 | 14.2 | 0.41 |
| 3 | 23.5 | 10.0 | 16.0 | 0.38 |
| 4 | 26.5 | 8.3 | 14.2 | 0.71 |
| 5 | 26.5 | 9.2 | 16.0 | 0.64 |
| 6 | 26.5 | 10.0 | 12.6 | 0.59 |
| 7 | 30 | 8.3 | 16.0 | 0.90 |
| 8 | 30 | 9.2 | 12.6 | 0.82 |
| 9 | 30 | 10.0 | 14.2 | 0.75 |
| Source | Sum of Squares | Degree of Freedom | Averages of the Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Voltage | 189.4450 | 2 | 94.72252 | 409.1171 | 0.0000 |
| Welding speed | 27.1017 | 2 | 13.55087 | 58.5277 | 0.0000 |
| Wire speed | 15.2130 | 2 | 7.60650 | 32.8533 | 0.0000 |
| Residue | 4.6306 | 20 | 0.23153 | - | - |
| Source | Sum of Squares | Degree of Freedom | Averages of the Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Voltage | 434.3106 | 2 | 217.1553 | 63.10567 | 0.0000 |
| Welding speed | 37.9313 | 2 | 18.9657 | 5.51145 | 0.0124 |
| Wire speed | 14.4389 | 2 | 7.2195 | 2.09798 | 0.1489 |
| Residue | 68.8227 | 20 | 3.4411 | - | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lermen, R.T.; Dal Molin, A.; Berger, D.R.; Alves, V.D.J.; Lisboa, C.P. Optimization of Parameters on Robotized Gas Metal Arc Welding of LNE 700 High-Strength Steel. J. Manuf. Mater. Process. 2018, 2, 70. https://doi.org/10.3390/jmmp2040070
Lermen RT, Dal Molin A, Berger DR, Alves VDJ, Lisboa CP. Optimization of Parameters on Robotized Gas Metal Arc Welding of LNE 700 High-Strength Steel. Journal of Manufacturing and Materials Processing. 2018; 2(4):70. https://doi.org/10.3390/jmmp2040070
Chicago/Turabian StyleLermen, Richard Thomas, Anderson Dal Molin, Djeison Rangel Berger, Valtair De Jesus Alves, and Camila Pereira Lisboa. 2018. "Optimization of Parameters on Robotized Gas Metal Arc Welding of LNE 700 High-Strength Steel" Journal of Manufacturing and Materials Processing 2, no. 4: 70. https://doi.org/10.3390/jmmp2040070
APA StyleLermen, R. T., Dal Molin, A., Berger, D. R., Alves, V. D. J., & Lisboa, C. P. (2018). Optimization of Parameters on Robotized Gas Metal Arc Welding of LNE 700 High-Strength Steel. Journal of Manufacturing and Materials Processing, 2(4), 70. https://doi.org/10.3390/jmmp2040070