Experimental and Modeling Study of Liquid-Assisted—Laser Beam Micromachining of Smart Ceramic Materials



Abstract
:1. Introduction
2. Analytical Modeling of LA-LBMM Process
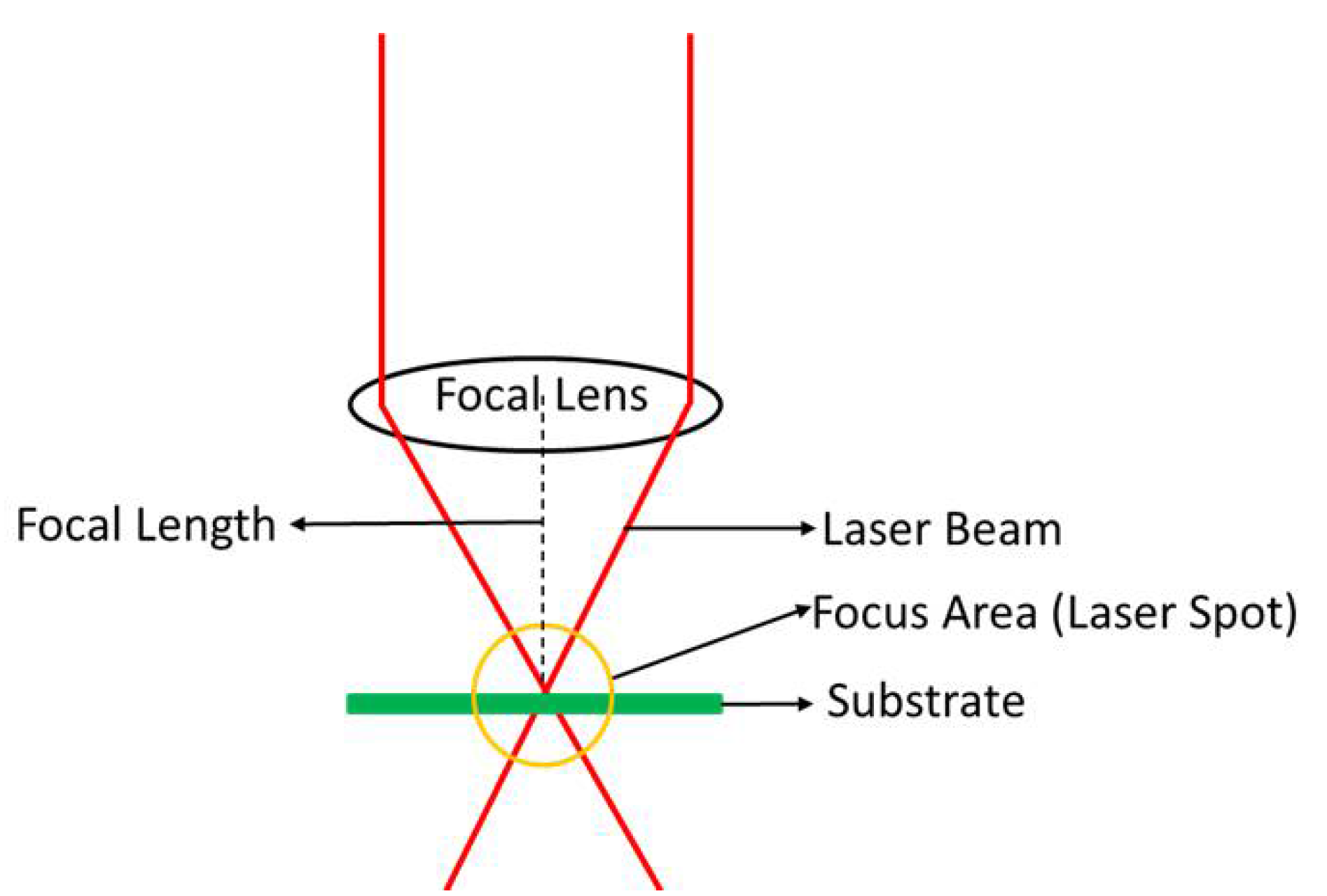
2.1. Analytical Model to Predict Cavity Diameter During LA-LBMM Process
2.2. Analytical Model to Predict HAZ Diameter During LA-LBMM Process
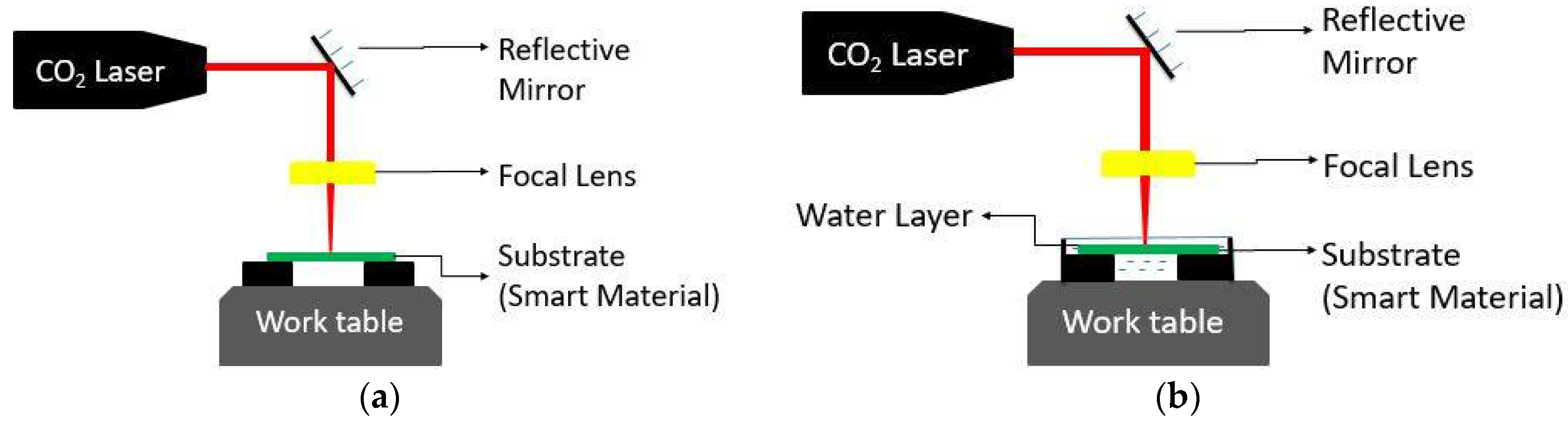
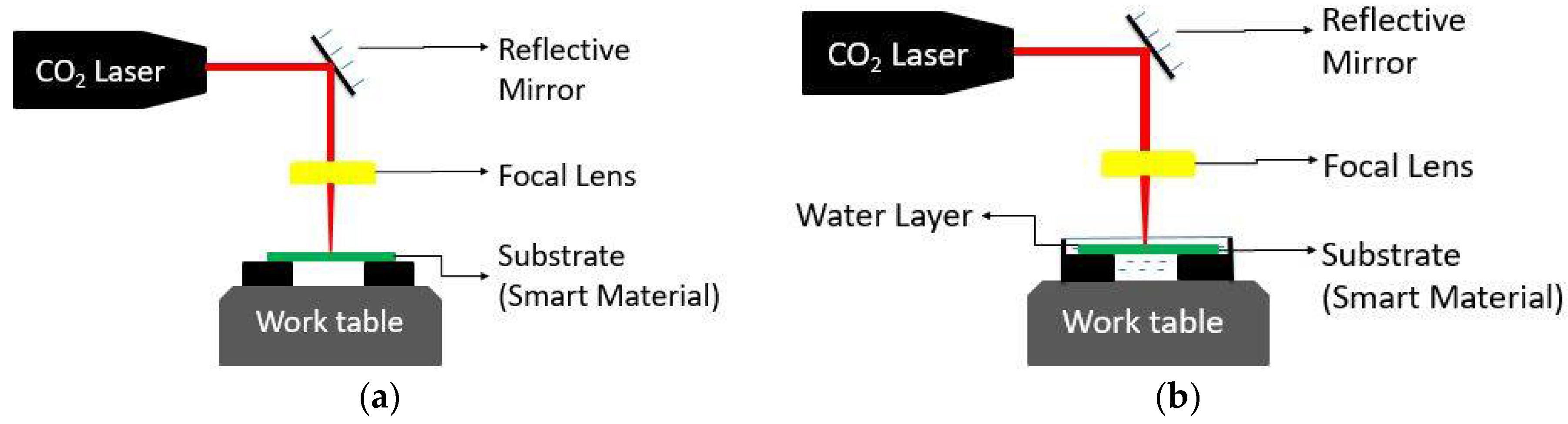
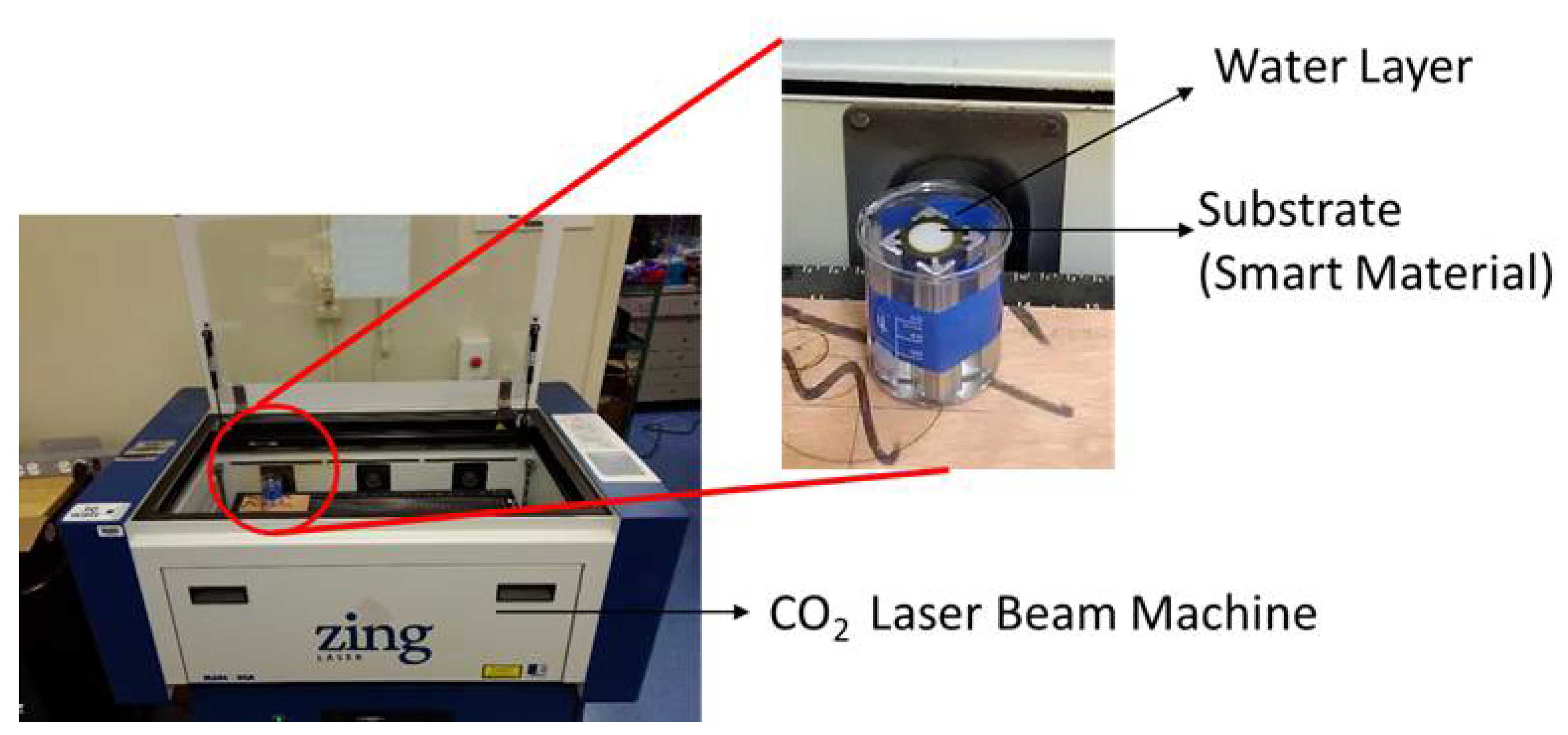
3. Experimental Method
4. Results and Discussion
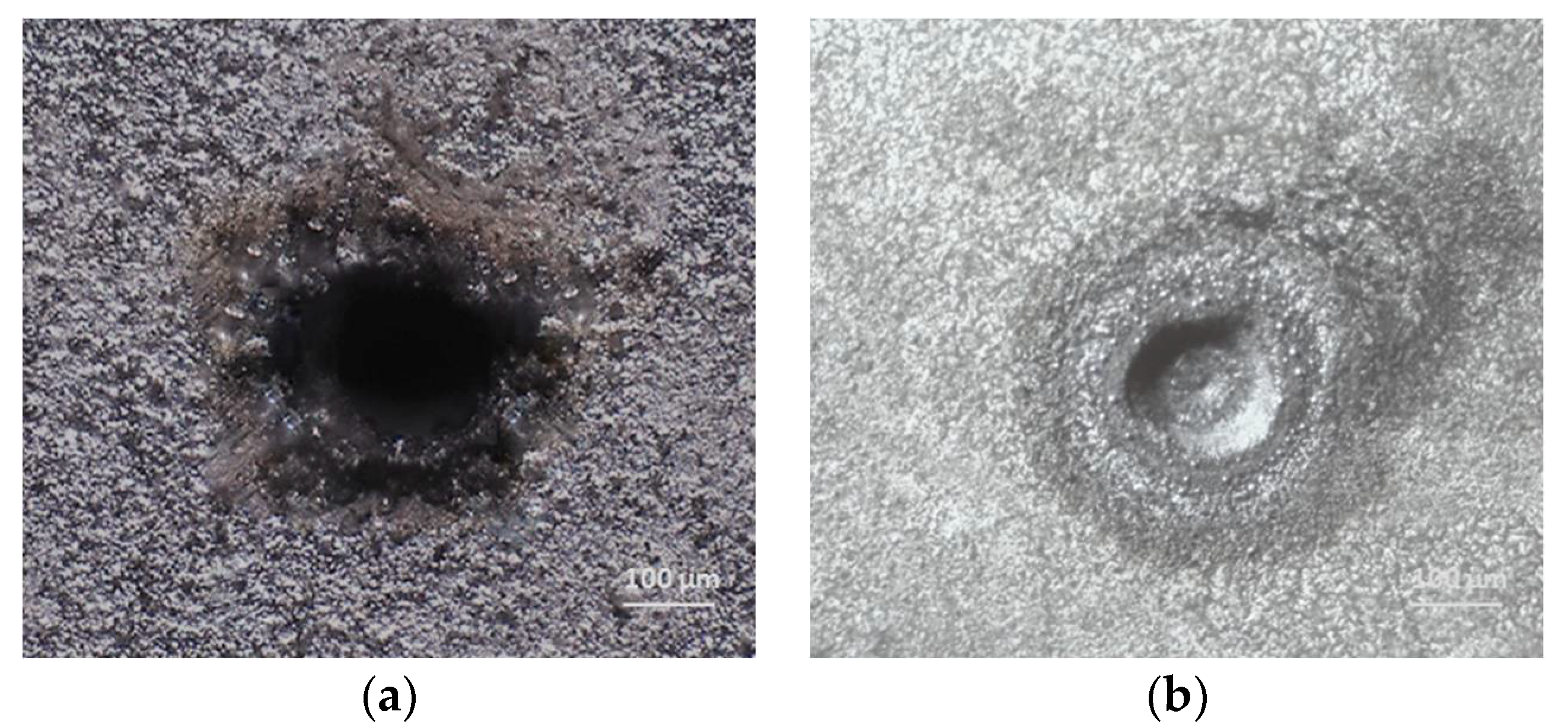
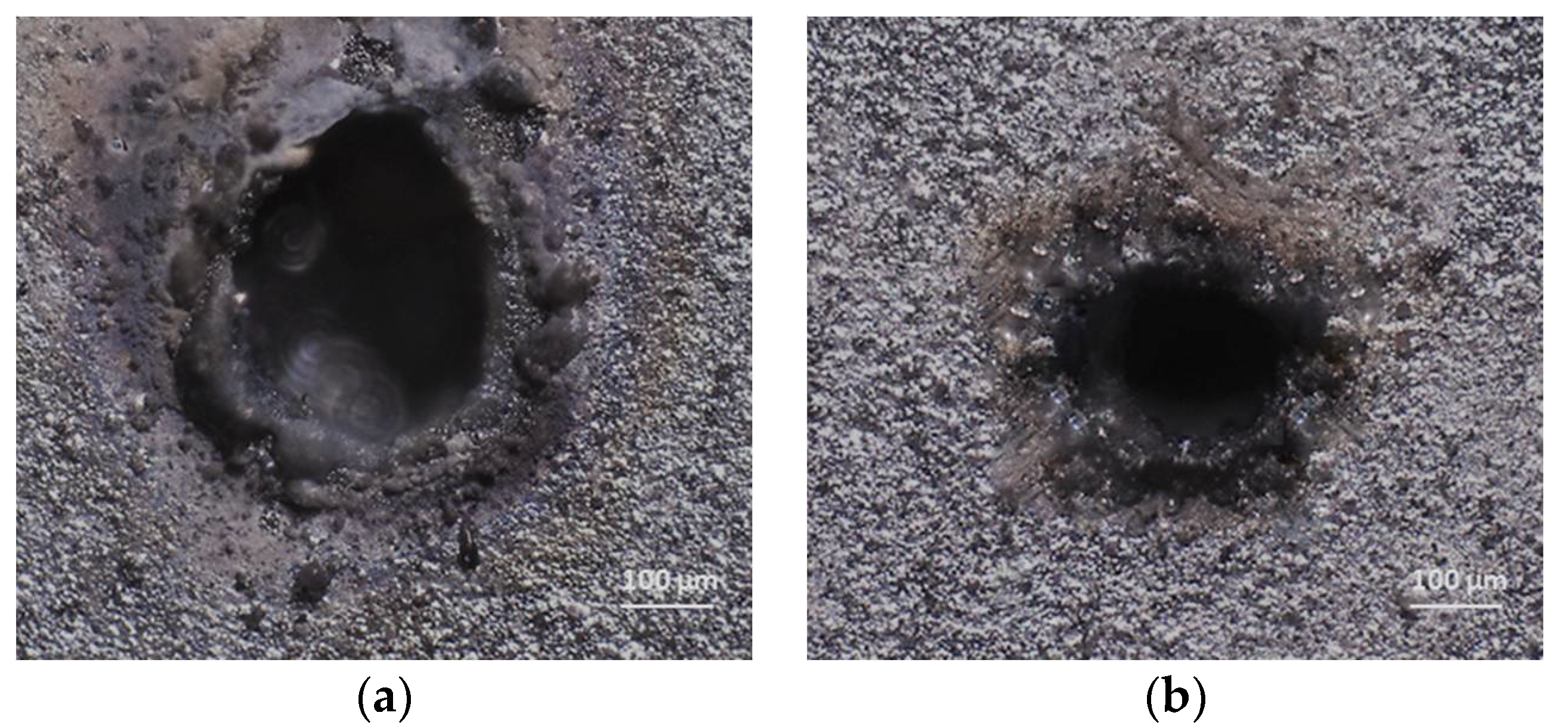
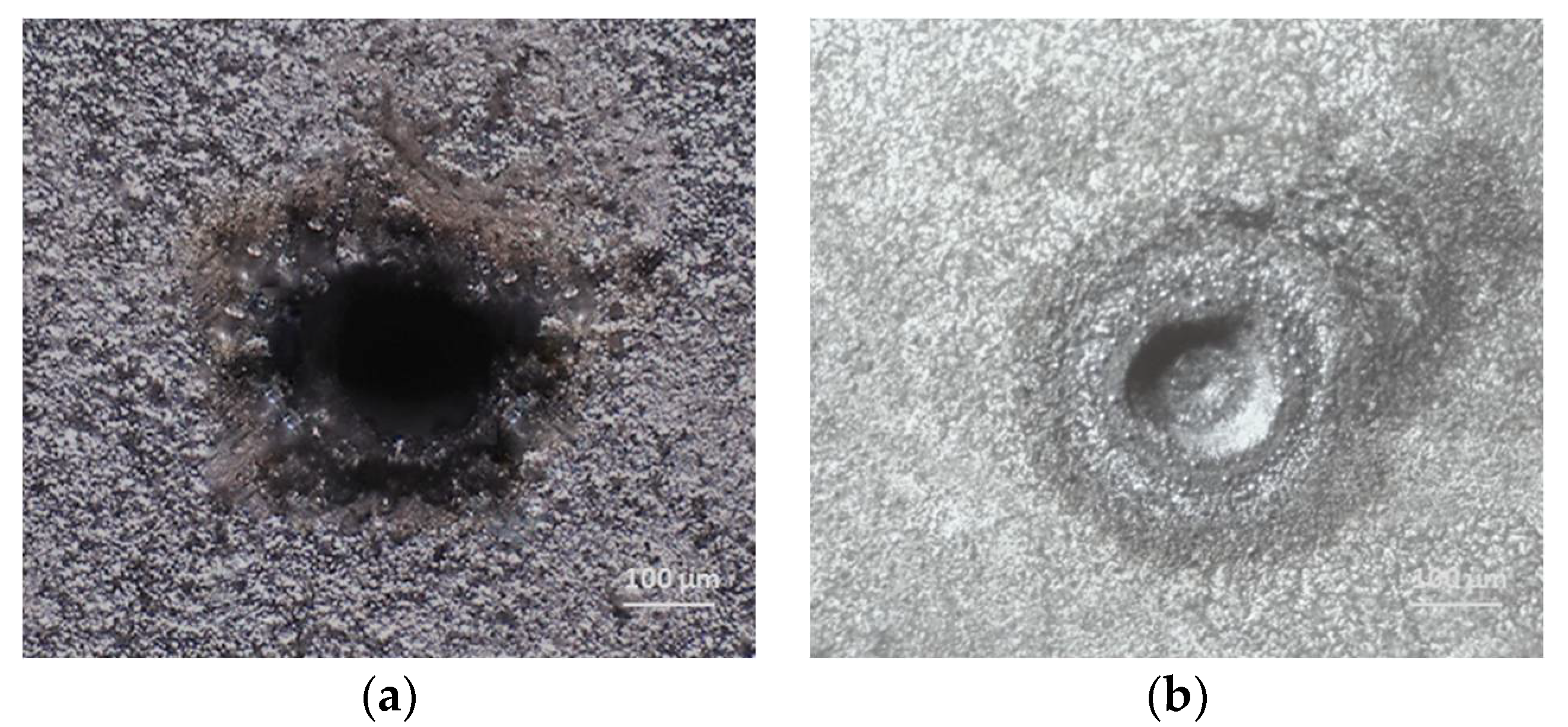
4.1. Results of Micromachining on Smart Ceramics during LBMM and LA-LBMM Process
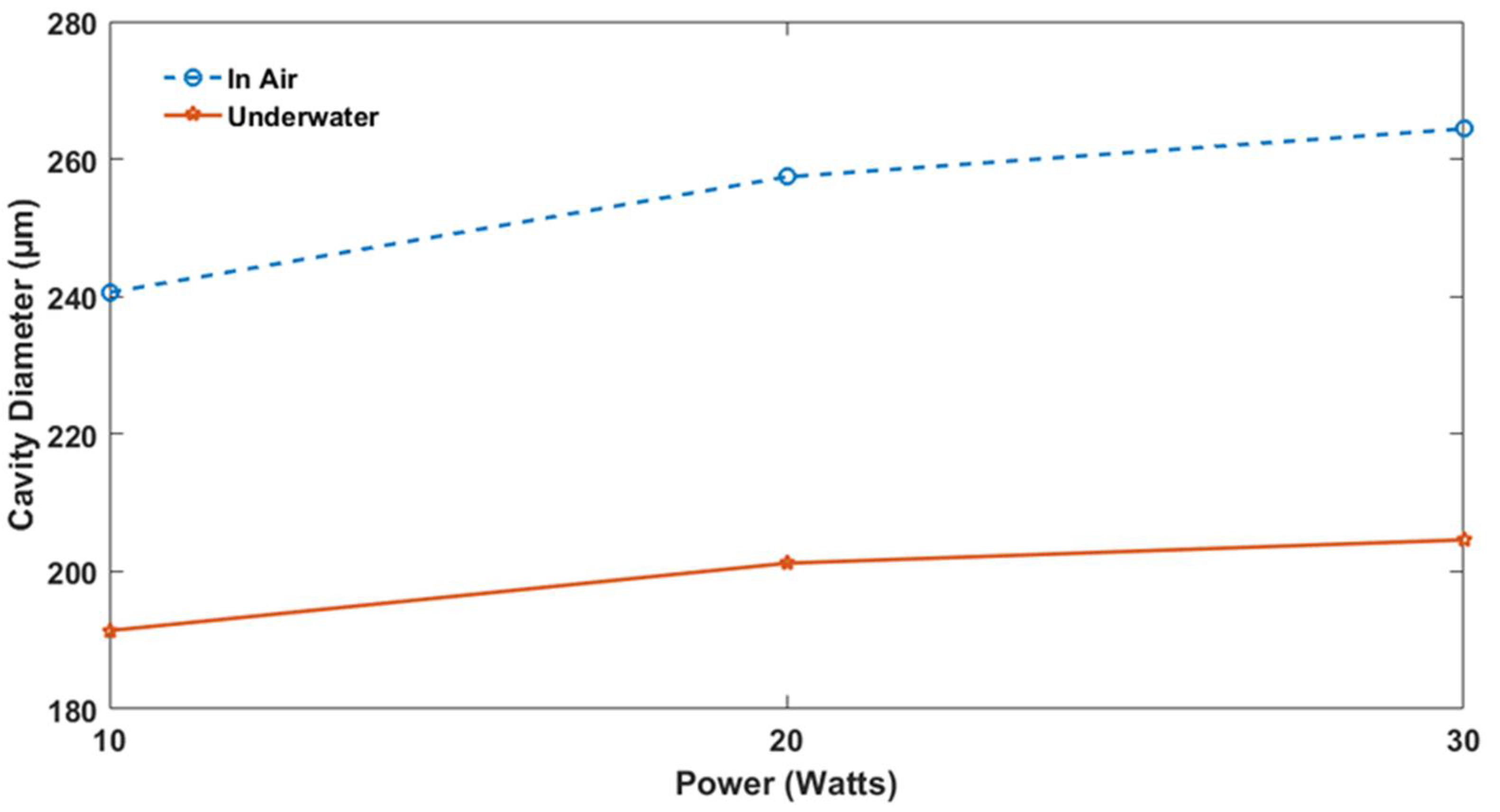
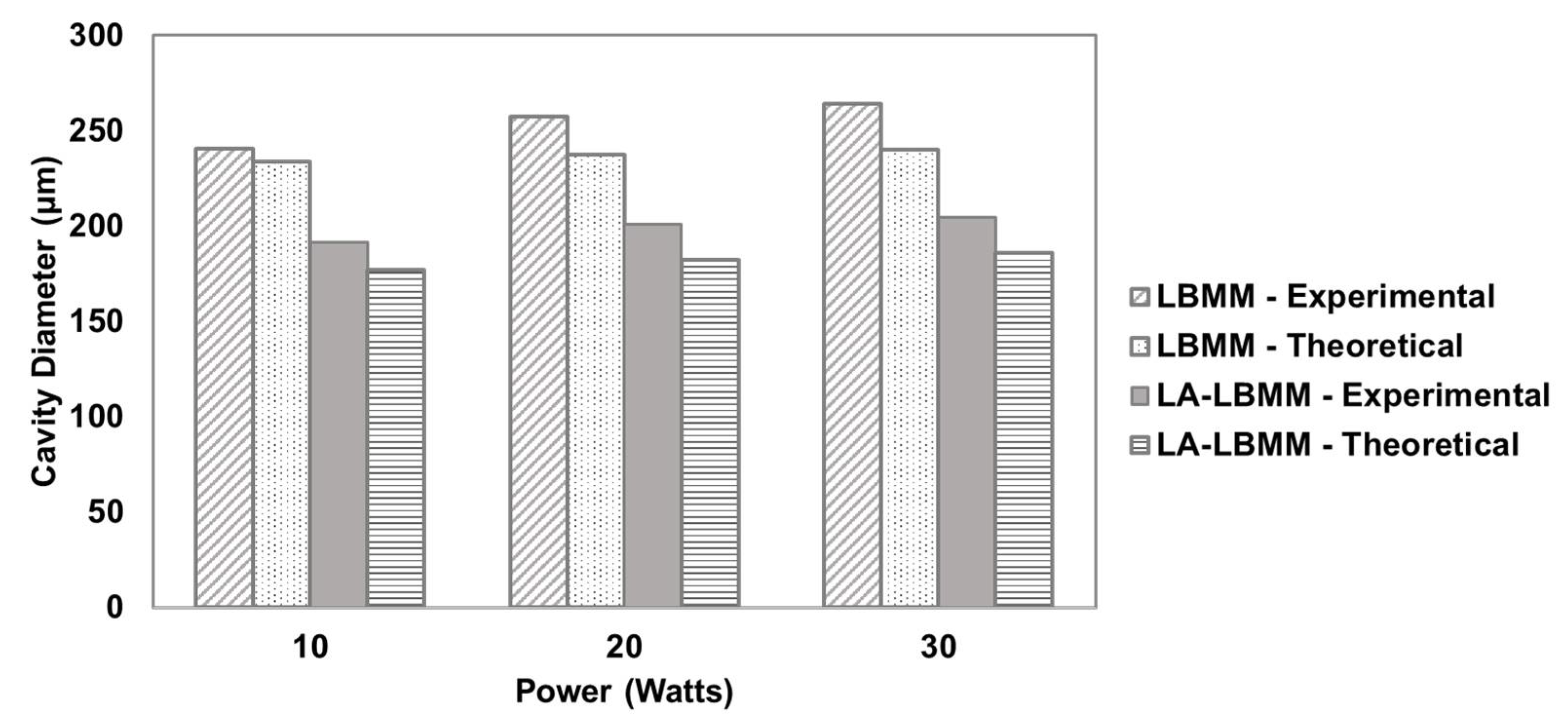
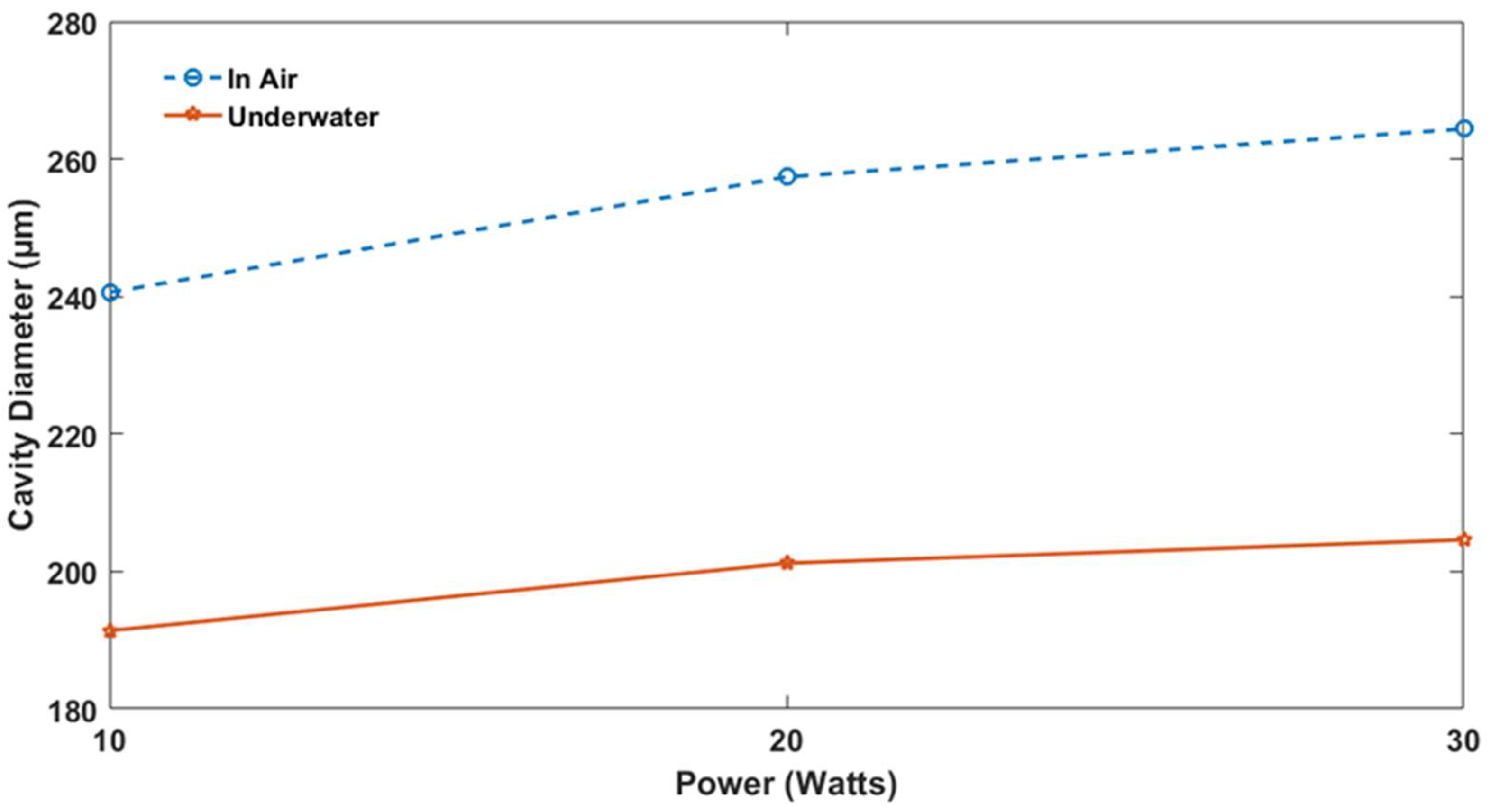
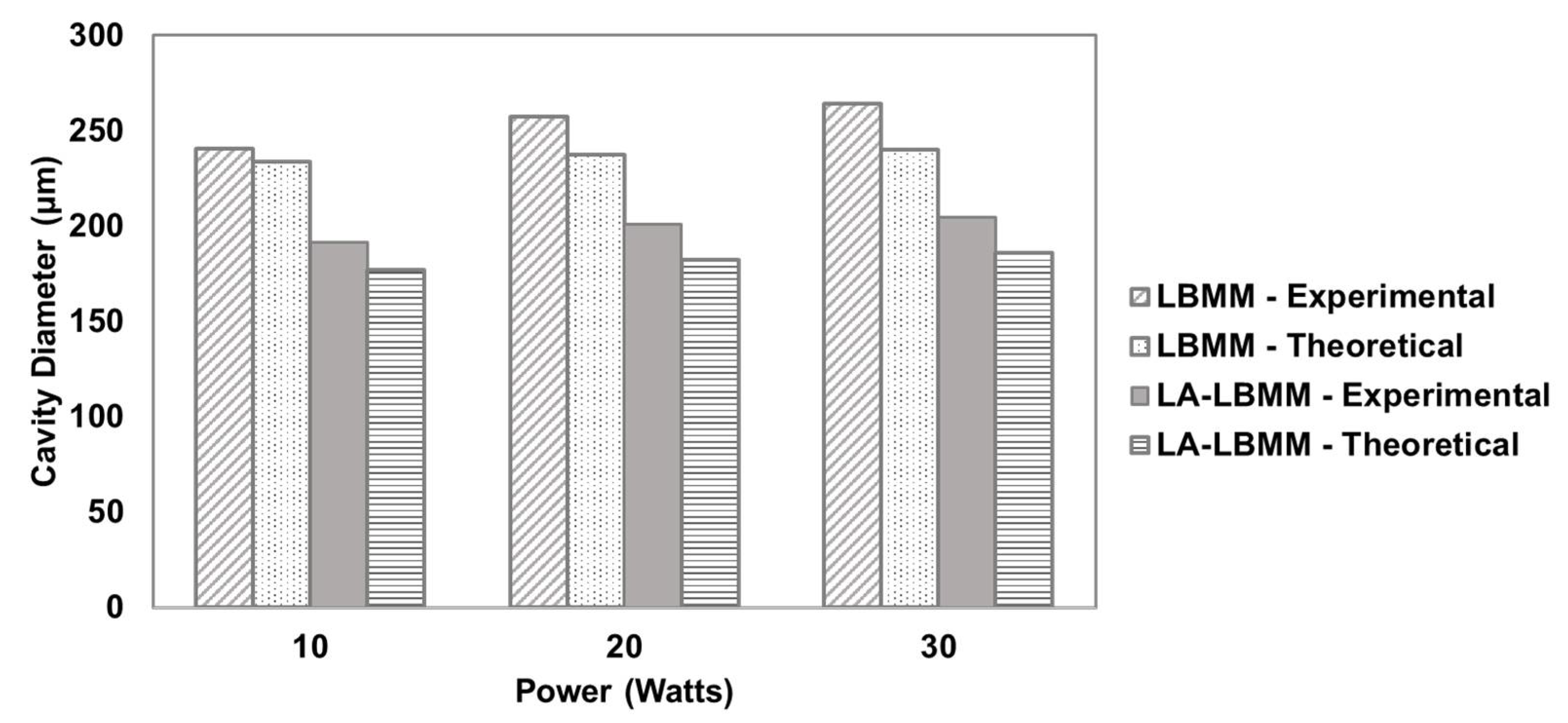
4.2. Effect of Laser Power on Cavity Size during LBMM and LA-LBMM Processes
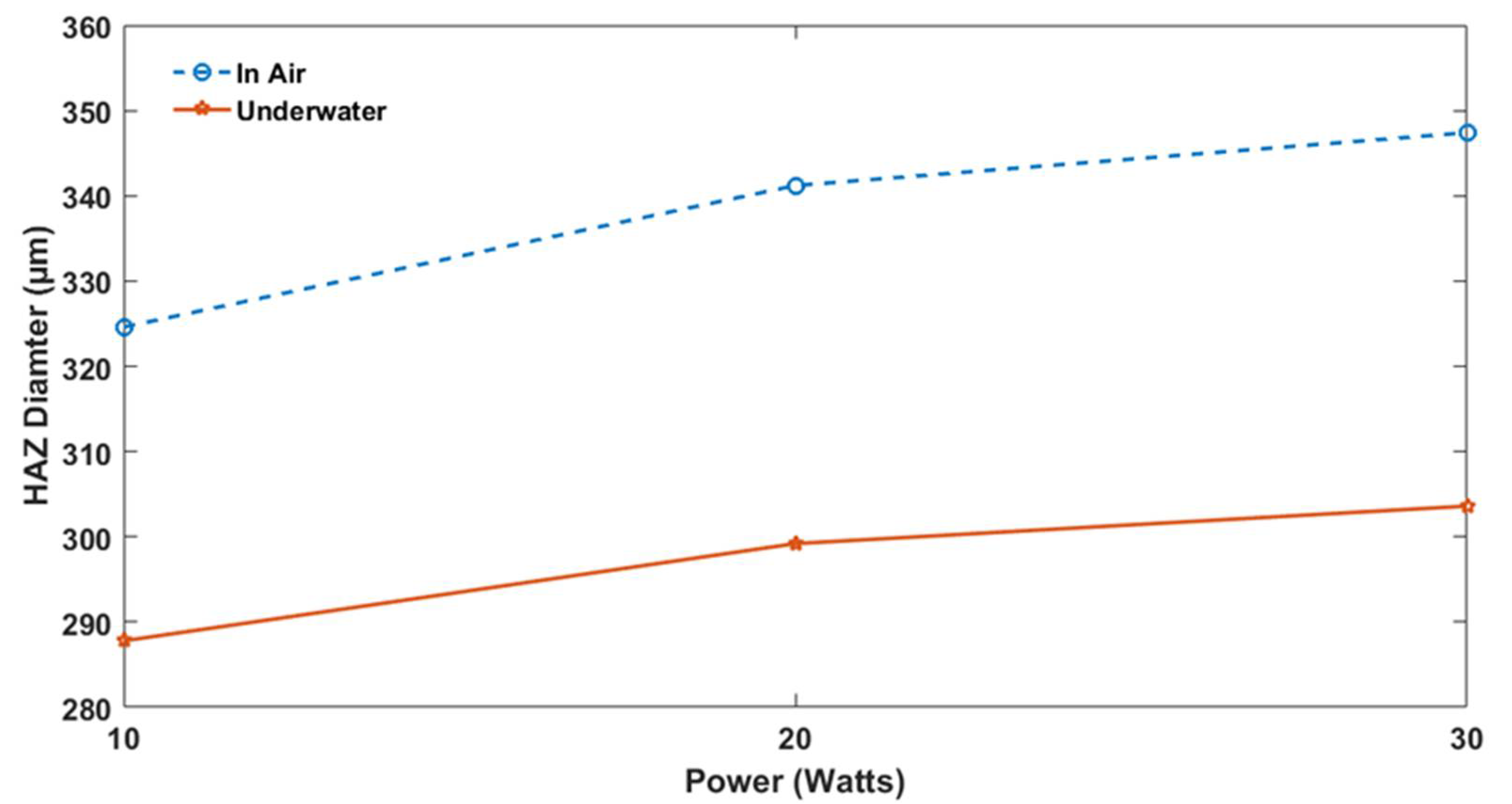
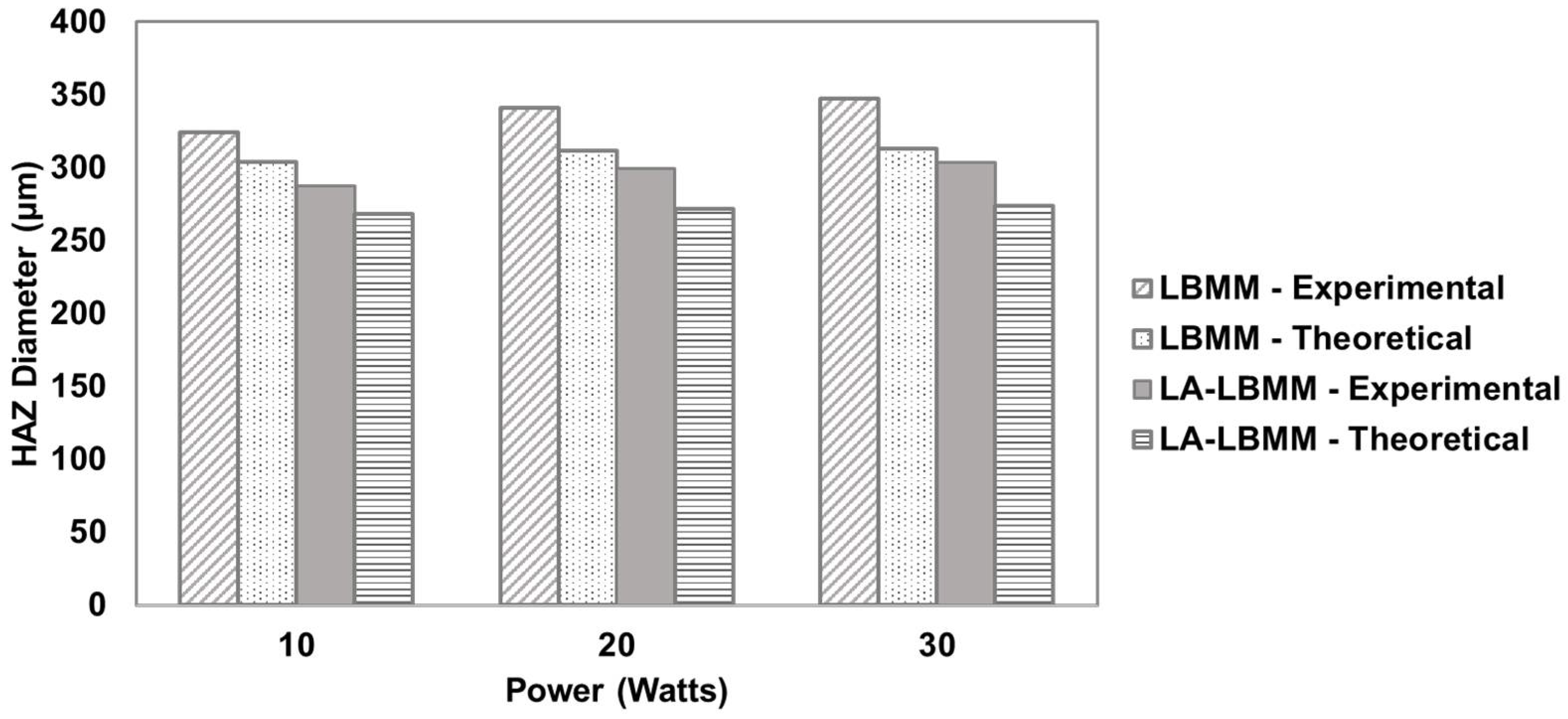
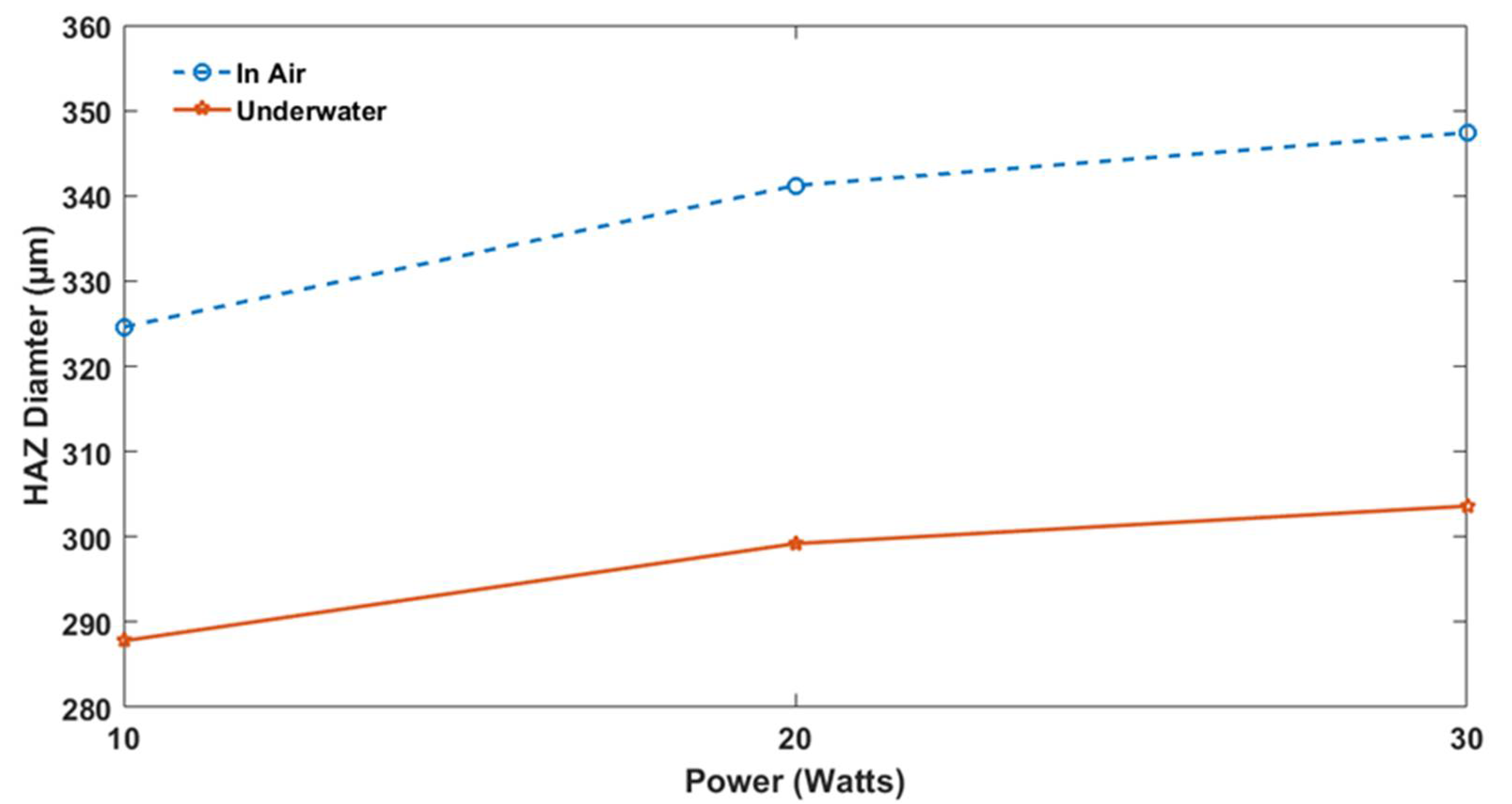
4.3. Effect of Laser Power on HAZ Size during LBMM and LA-LBMM Processes
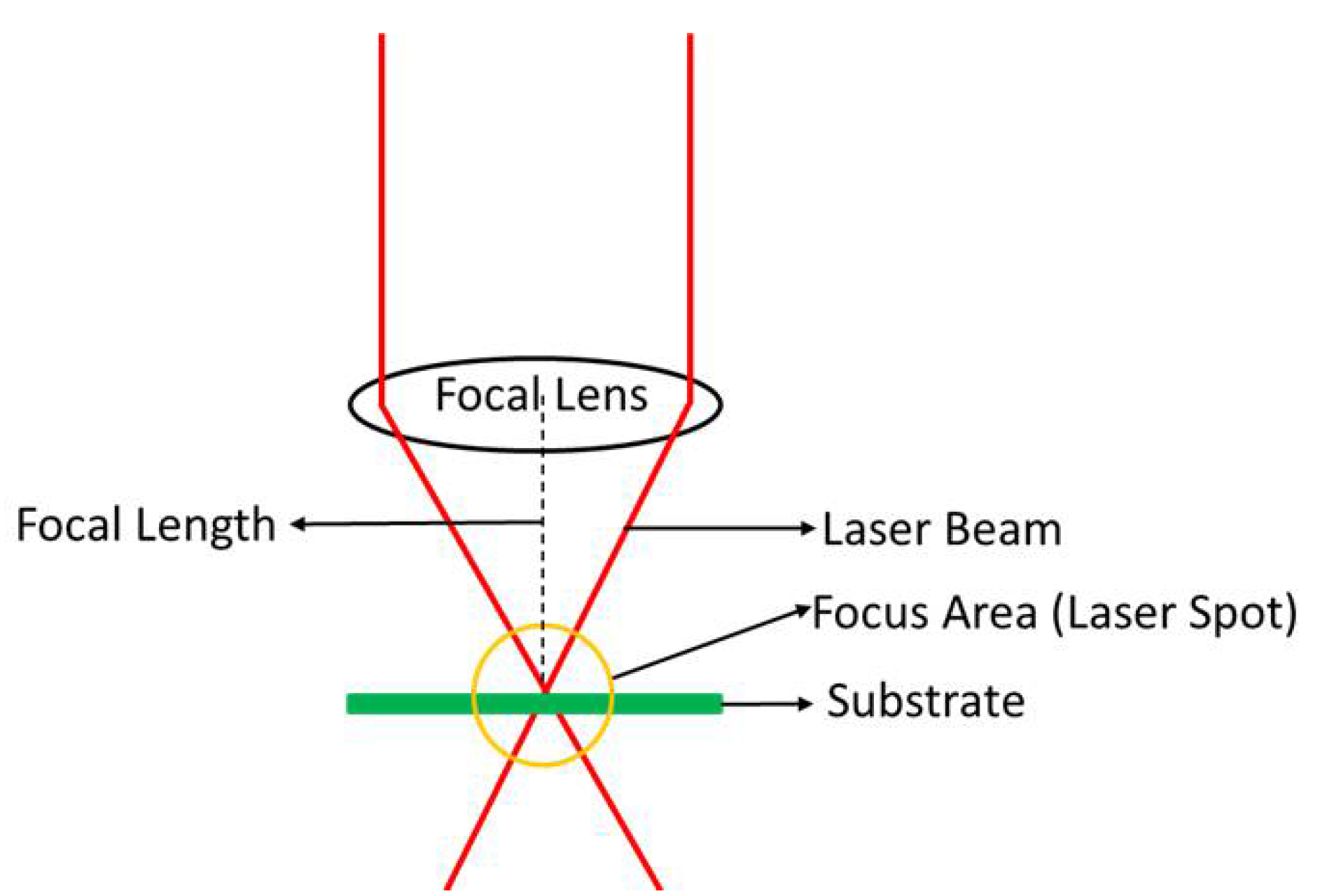
4.4. Effect of Laser Power on Taper Angle during LBMM and LA-LBMM Process
4.5. Effect of Type of Liquid Medium during the LA-LBMM Process
4.6. Validation of Mathematical Model with Experimentation
5. Conclusions
- The LA-LBMM process produces cavities with a smaller diameter and smaller HAZ compared to that of the LBMM process. The machined surface in the LA-LBMM process showed better surface quality along with limited material re-deposition and scorches compared to LBMM process.
- The laser power has a significant effect on the sizes of cavity and HAZ. The cavity size increases as the laser power is increased. The cavities produced through LA-LBMM process had smaller sizes compared to that of LBMM process.
- The analysis of HAZ size showed that the laser power adversely affected the machining quality. However, the HAZ size was significantly lower during the LA-LBMM process compared to the LBMM process.
- It is found that the LA-LBMM process is capable of minimizing the taper of the micro-cavities.
- The developed analytical model is capable of predicting the experimental results accurately, with an error of less than 10%.
- The experimental study done on the LA-LBMM process using different liquid media suggested that the machining in water medium produced more material removal compared to that of ethylene glycol.
- The mathematical model was developed for the prediction of HAZ diameter both in air and underwater conditions. The analytical results can well predict and are in accordance with the experimental diameter of HAZ both in air and underwater.
- This study can be used to enhance our knowledge on micromachining advanced engineering materials, including smart ceramics, composite materials, materials that are thermally sensitive and other materials whose microstructure changes due to the extremely high temperatures of the laser beam.
Author Contributions
Acknowledgments
Conflicts of Interest
Nomenclature
| Diameter at the cavity exit (μm) | |
| Diameter at the cavity entrance (μm) | |
| Ich | Critical power density required for material recrystallization (W/cm2) |
| Icm | Critical power density required for melting material (W/cm2) |
| Laser intensity (W/cm2) | |
| Pa | Average power of the laser (W) |
| Average power of the laser in liquid (W) | |
| Radius of the machined cavity during LBMM (μm) | |
| Radius of the machined cavity during LA-LBMM (μm) | |
| Radius of HAZ during LBMM (μm) | |
| Radius of HAZ during LA-LBMM (μm) | |
| R | Laser spot radius (μm) |
| tm | Substrate material thickness (μm) |
| Absorption coefficient of the substrate material (cm−1) | |
| ρ | Density of substrate material (kg/mm3) |
| Heat flux efficiency | |
| Heat liberation rate at the melting of the substrate material (J/s) | |
| Heat liberation rate at recrystallization of the substrate material (J/s) | |
| θ | Taper angle (degree) |
References
- Eom, C.-B.; Trolier-McKinstry, S. Thin-Film Piezoelectric MEMS. MRS Bull. 2012, 37, 1007–1017. [Google Scholar] [CrossRef]
- Uppal, N.; Shiakolas, P.S.; Priya, S. Micromachining of PZT using ultrafast femtosecond laser. Ferroelectr. Lett. 2005, 32, 67–77. [Google Scholar] [CrossRef]
- Desbiens, J.-P.; Masson, P. ArF excimer laser micromachining of Pyrex, SiC and PZT for rapid prototyping of MEMS components. Sens. Actuators A Phys. 2007, 136, 554–563. [Google Scholar] [CrossRef]
- Mauclair, C.; Pietroy, D.; Maio, Y.D.; Baubeau, E.; Colombier, J.-P.; Stoian, R.; Pigeon, F. Ultrafast laser micro-cutting of stainless steel and PZT using a modulated line of multiple foci formed by spatial beam shaping. Opt. Lasers Eng. 2015, 67, 212–217. [Google Scholar] [CrossRef]
- Mistry, V.; James, S. Finite element analysis and simulation of liquid-assisted laser beam machining process. Int. J. Adv. Manuf. Technol. 2018, 94, 2325–2331. [Google Scholar] [CrossRef]
- Chung, C.K.; Lin, S.L. CO2 laser micromachined crackless through holes of Pyrex 7740 glass. Int. J. Mach. Tools Manuf. 2010, 50, 961–968. [Google Scholar] [CrossRef]
- Zeng, D.W.; Li, K.; Yung, K.C.; Chan, H.L.W.; Choy, C.L.; Xie, C.S. UV laser micromachining of piezoelectric ceramic using a pulsed Nd: YAG laser. Appl. Phys. A 2004, 78, 415–421. [Google Scholar] [CrossRef]
- Garcia-Giron, A.; Sola, D.; Peña, J. Liquid-assisted laser ablation of advanced ceramics and glass-ceramic materials. Appl. Surf. Sci. 2016, 363, 548–554. [Google Scholar] [CrossRef]
- López López, J.M.; Bakrania, A.; Coupland, J.; Marimuthu, S. Droplet assisted laser micromachining of hard ceramics. J. Eur. Ceram. Soc. 2016, 36, 2689–2694. [Google Scholar] [CrossRef] [Green Version]
- Charee, W.; Tangwarodomnukun, V.; Dumkum, C. Laser ablation of silicon in water under different flow rates. Int. J. Adv. Manuf. Technol. 2015, 78, 19–29. [Google Scholar] [CrossRef]
- Wee, L.M.; Ng, E.Y.K.; Prthama, A.H.; Zheng, H. Micro-machining of silicon wafer in air and under water. Opt. Laser Technol. 2011, 43, 62–71. [Google Scholar] [CrossRef]
- Yan, Y.; Li, L.; SEzer, K.; Wang, W.; Whitehead, D.; Ji, L.; Bao, Y.; Jiang, Y. CO2 laser underwater machining of deep cavities in alumina. J. Eur. Ceramic Soc. 2011, 31, 2793–2807. [Google Scholar] [CrossRef]
- Dong-Gyu, A.; Gwang-Won, J. Influence of process parameters on drilling characteristics of Al 1050 sheet with thickness of 0.2 mm using pulsed Nd: YAG laser. Trans. Nonferrous Met. Soc. China 2009, 19, s157–s163. [Google Scholar]
- Bharatish, A.; Narasimha Murth, H.N.; Anand, B.; madhusoodana, C.D.; Praveena, G.S.; Krishna, M. Characterization of hole circularity and heat affected zone in pulsed CO2 laser drilling of alumina ceramics. Opt. Laser Technol. 2013, 53, 22–32. [Google Scholar] [CrossRef]
- Darwish, S.; Ahmed, N.; Alahmari, A.M.; Mufti, N.A. A comparison of laser beam machining of micro-channels under dry and wet mediums. Int. J. Adv. Manuf. Technol. 2016, 83, 1539–1555. [Google Scholar] [CrossRef]
- Miraoui, I.; Boujelbene, M.; Zaied, M. High-Power Laser Cutting of Steel Plates: Heat Affected Zone Analysis. Adv. Mater. Sci. Eng. 2016, 2016. [Google Scholar] [CrossRef]
- Alahmari, A.M.; Ahmed, N.; Darwish, S. Laser beam micro-machining under water immersion. Int. J. Adv. Manuf. Technol. 2016, 83, 1671–1681. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Wang, J.; Mathew, P. A comparison of dry and underwater laser micromachining of silicon substrates. Key Eng. Mater. 2010. [Google Scholar] [CrossRef]
- Knite, M. Study of optical properties of PLZT ceramics by laser calorimetry. In 10th International School on Quantum Electronics: Lasers: Physics and Applications; SPIE: Varna, Bulgaria, 1999. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | |
|---|---|
| Laser Source | CO2 Laser |
| Substrate | Lead Zirconate Titanate (PZT) |
| Substrate Thickness (μm) | 250 |
| Laser Wavelength (µm) | 10.6 |
| Laser Power (W) | 10, 20, 30 |
| Laser Spot Diameter (µm) | 76 |
| Focal Length (mm) | 38.1 |
| Machining Duration | 2 s |
| Liquid Medium | Distilled Water and Ethylene Glycol |
| Liquid film thickness (mm) | 1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parmar, M.; James, S. Experimental and Modeling Study of Liquid-Assisted—Laser Beam Micromachining of Smart Ceramic Materials. J. Manuf. Mater. Process. 2018, 2, 28. https://doi.org/10.3390/jmmp2020028
Parmar M, James S. Experimental and Modeling Study of Liquid-Assisted—Laser Beam Micromachining of Smart Ceramic Materials. Journal of Manufacturing and Materials Processing. 2018; 2(2):28. https://doi.org/10.3390/jmmp2020028
Chicago/Turabian StyleParmar, Mayur, and Sagil James. 2018. "Experimental and Modeling Study of Liquid-Assisted—Laser Beam Micromachining of Smart Ceramic Materials" Journal of Manufacturing and Materials Processing 2, no. 2: 28. https://doi.org/10.3390/jmmp2020028
APA StyleParmar, M., & James, S. (2018). Experimental and Modeling Study of Liquid-Assisted—Laser Beam Micromachining of Smart Ceramic Materials. Journal of Manufacturing and Materials Processing, 2(2), 28. https://doi.org/10.3390/jmmp2020028