New Observations on High-Speed Machining of Hardened AISI 4340 Steel Using Alumina-Based Ceramic Tools


Abstract
:1. Introduction
2. Experimental Work
3. Results and Discussion
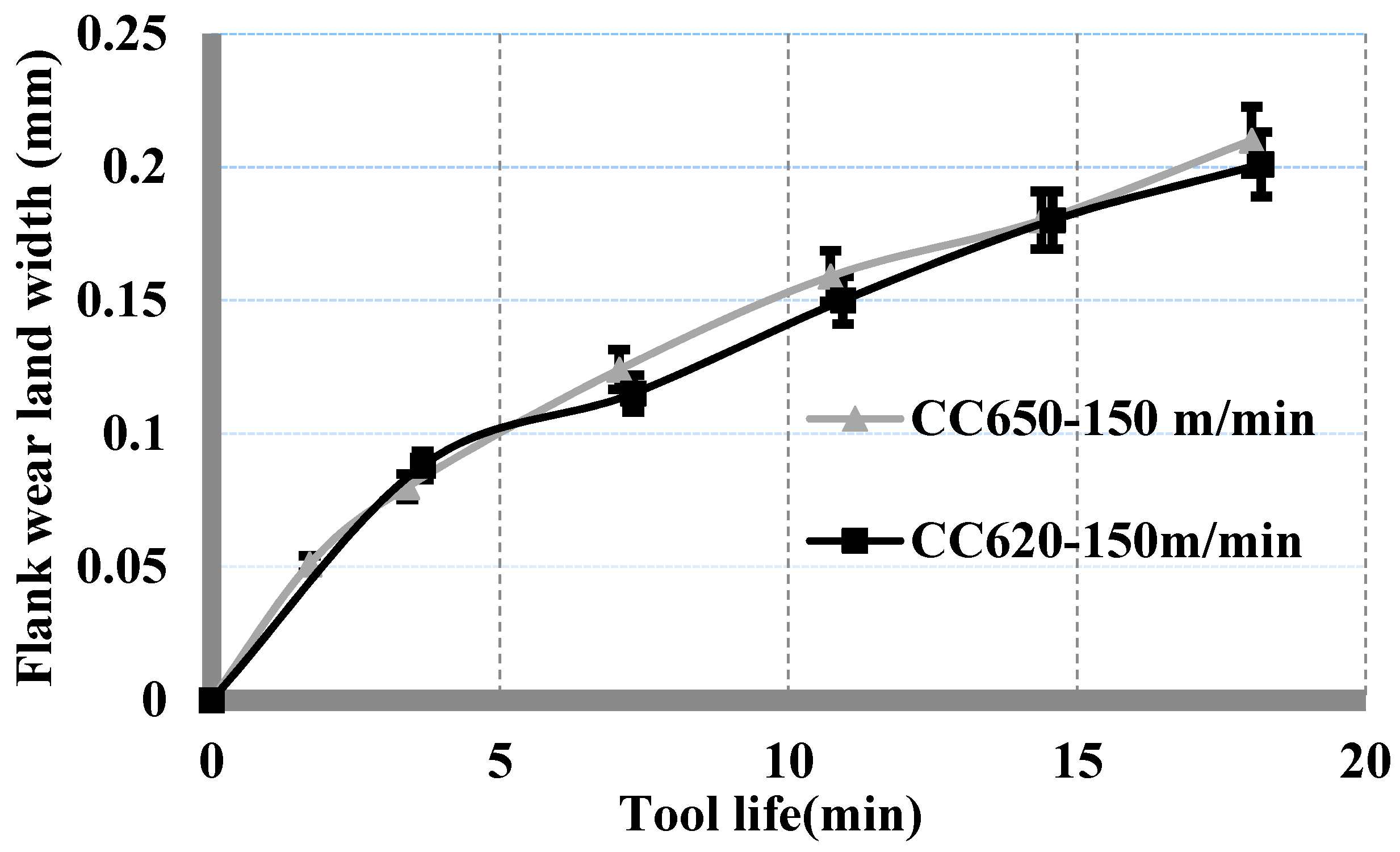
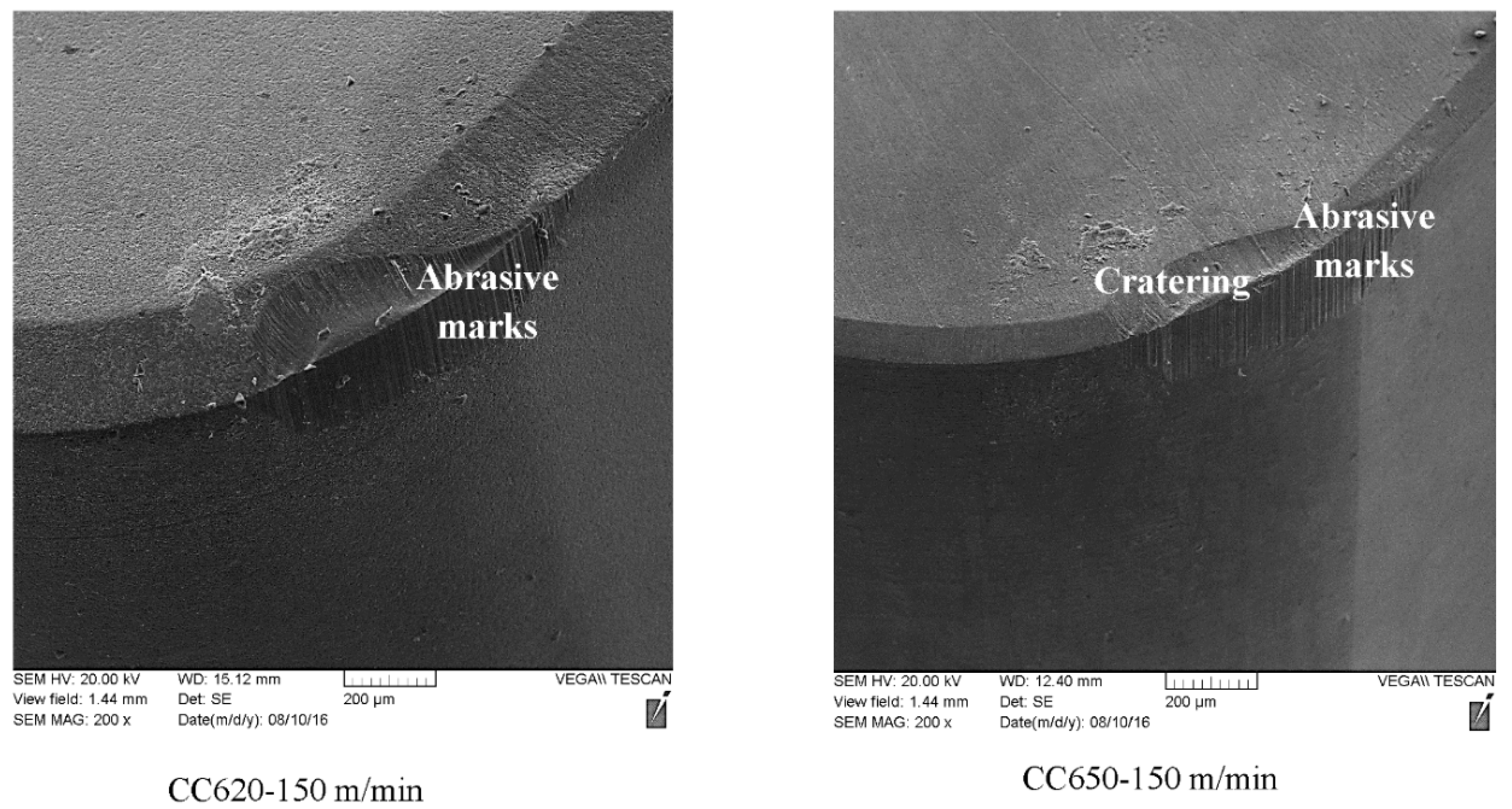
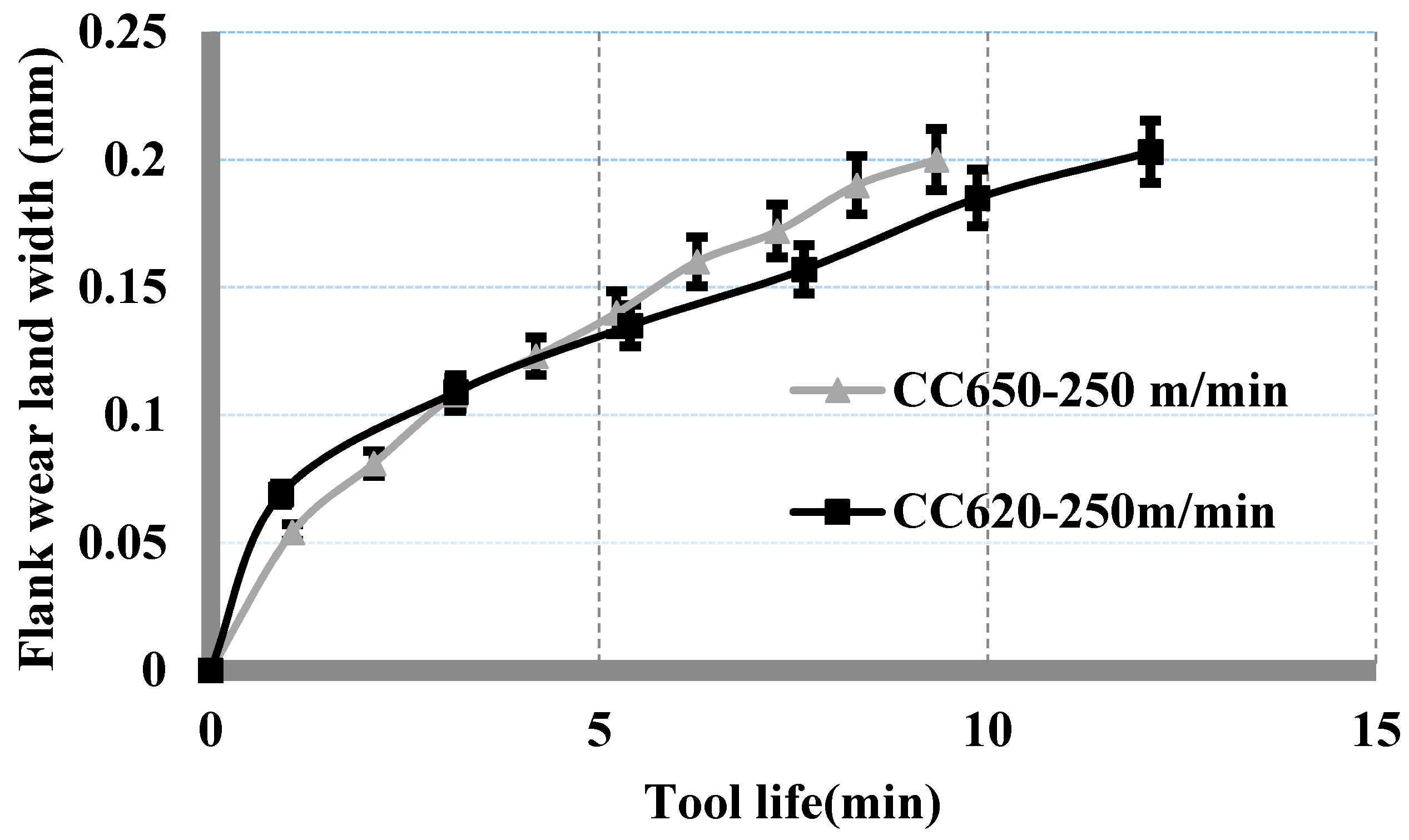
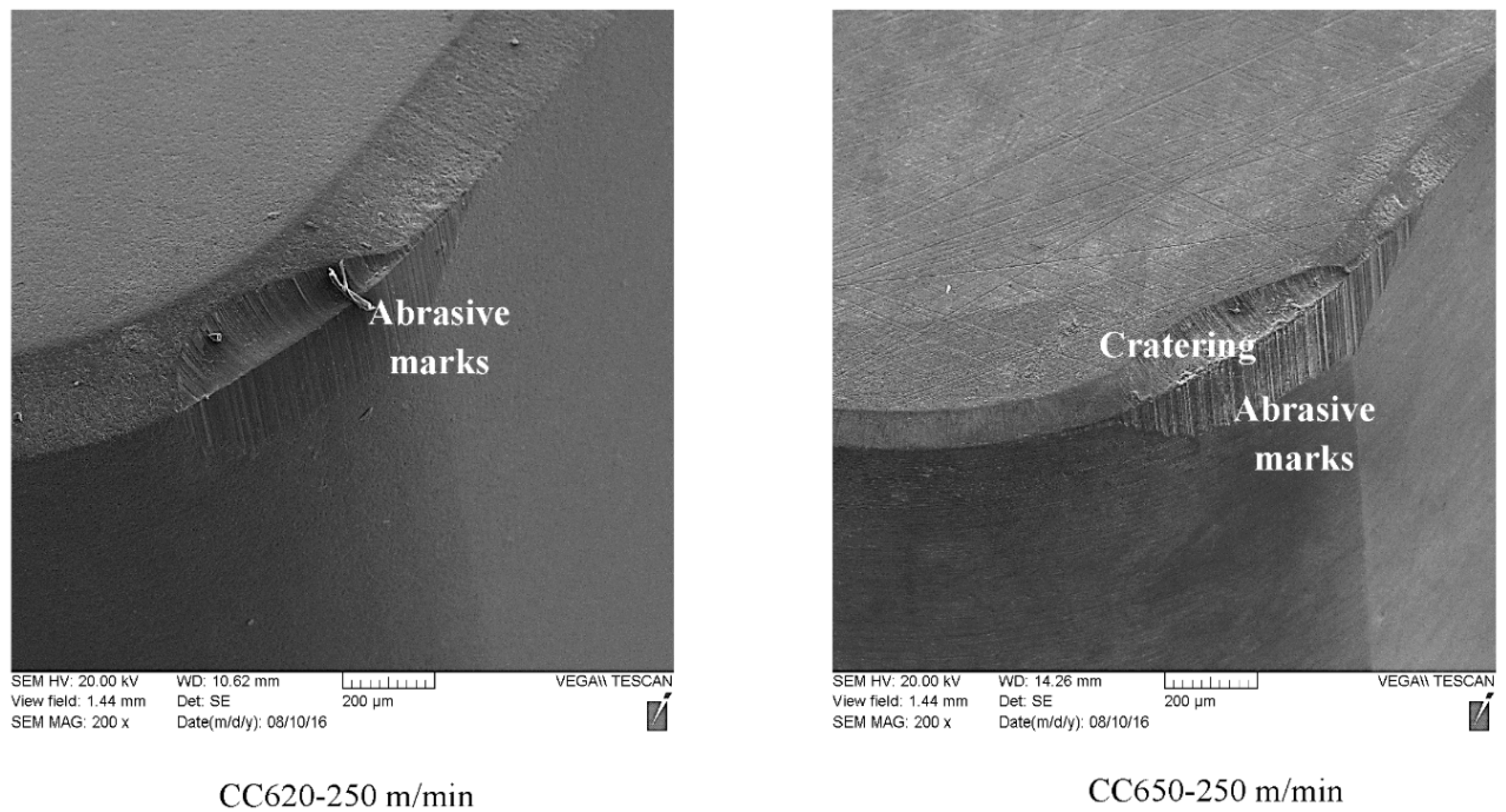
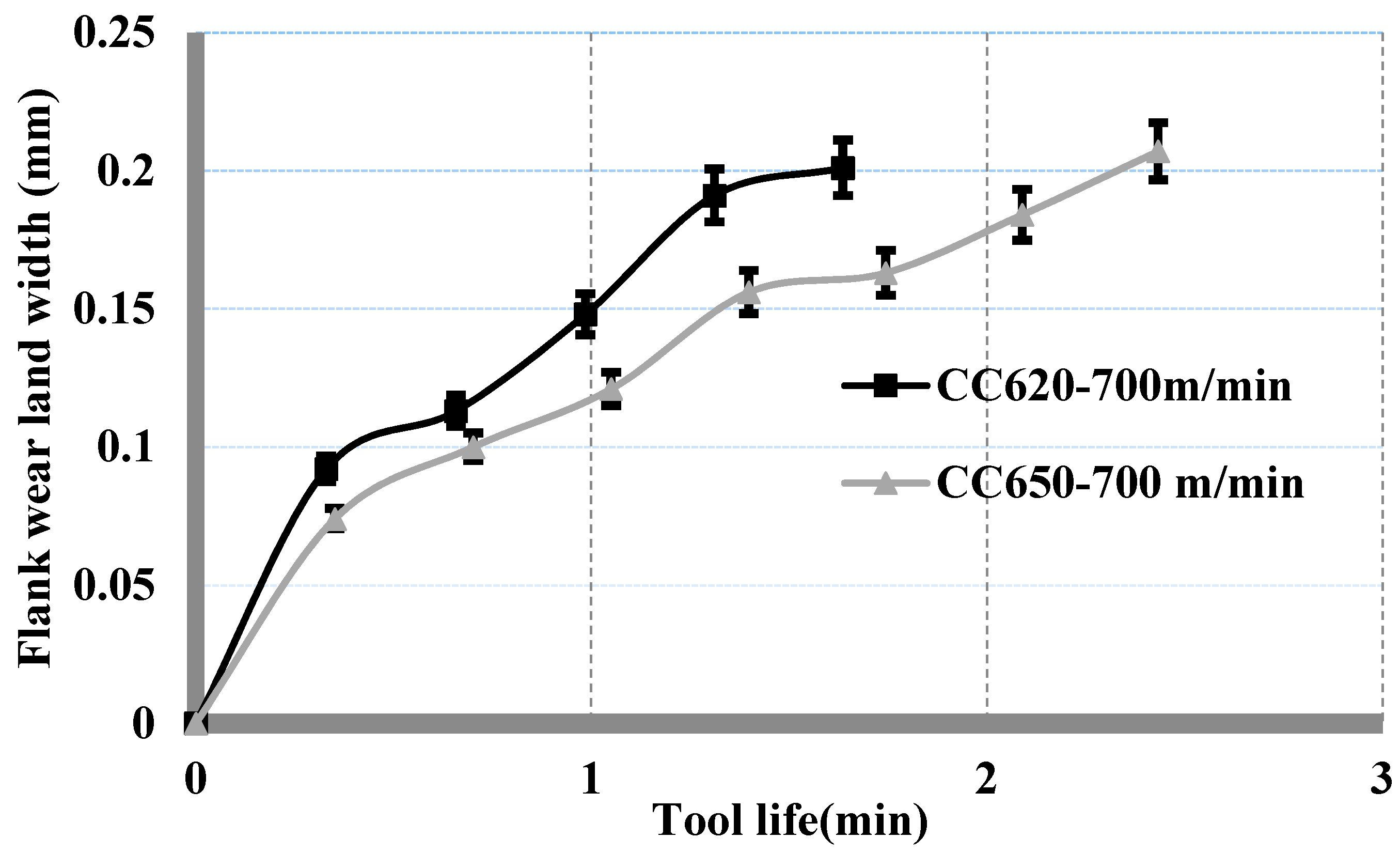
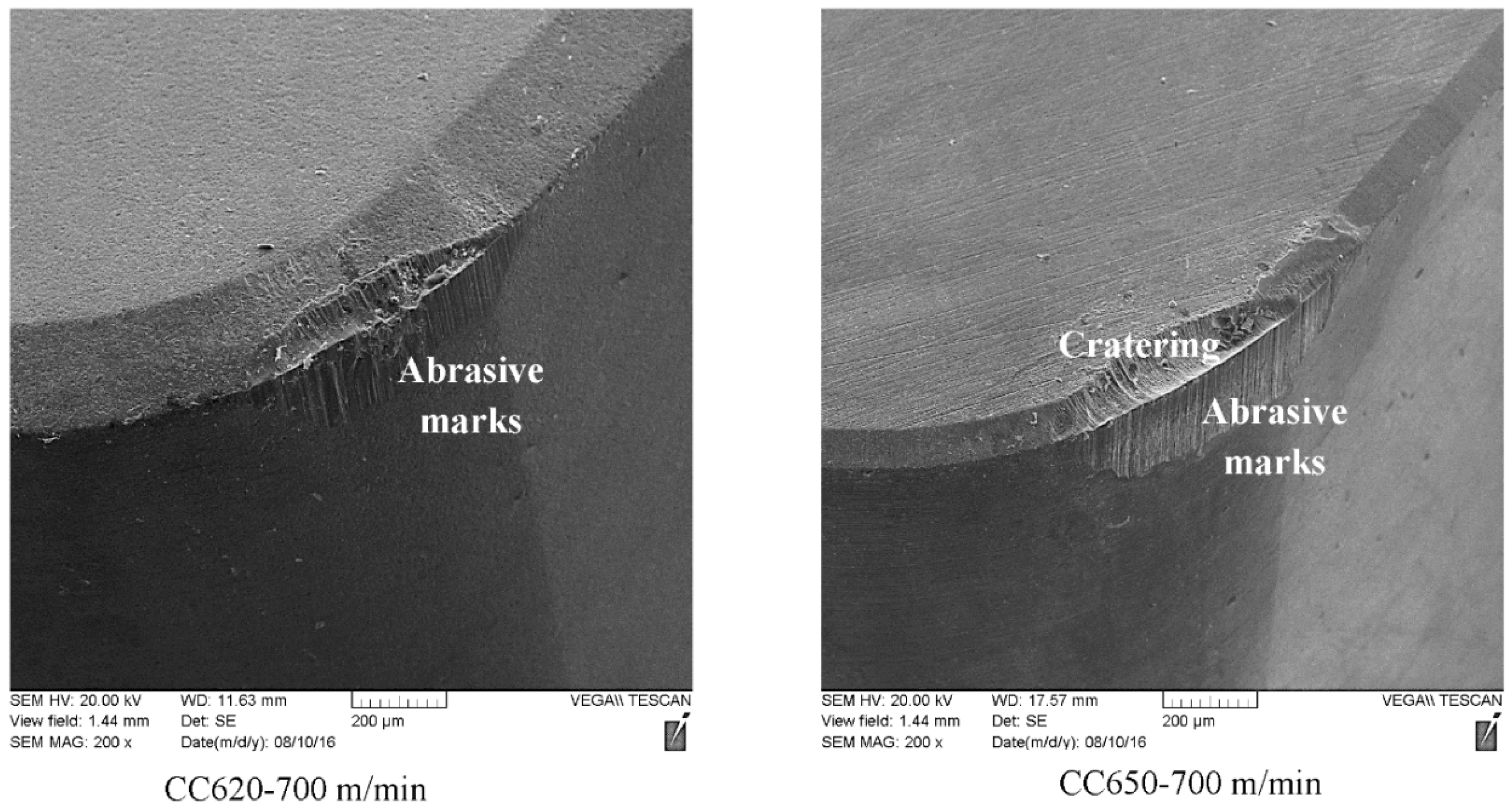
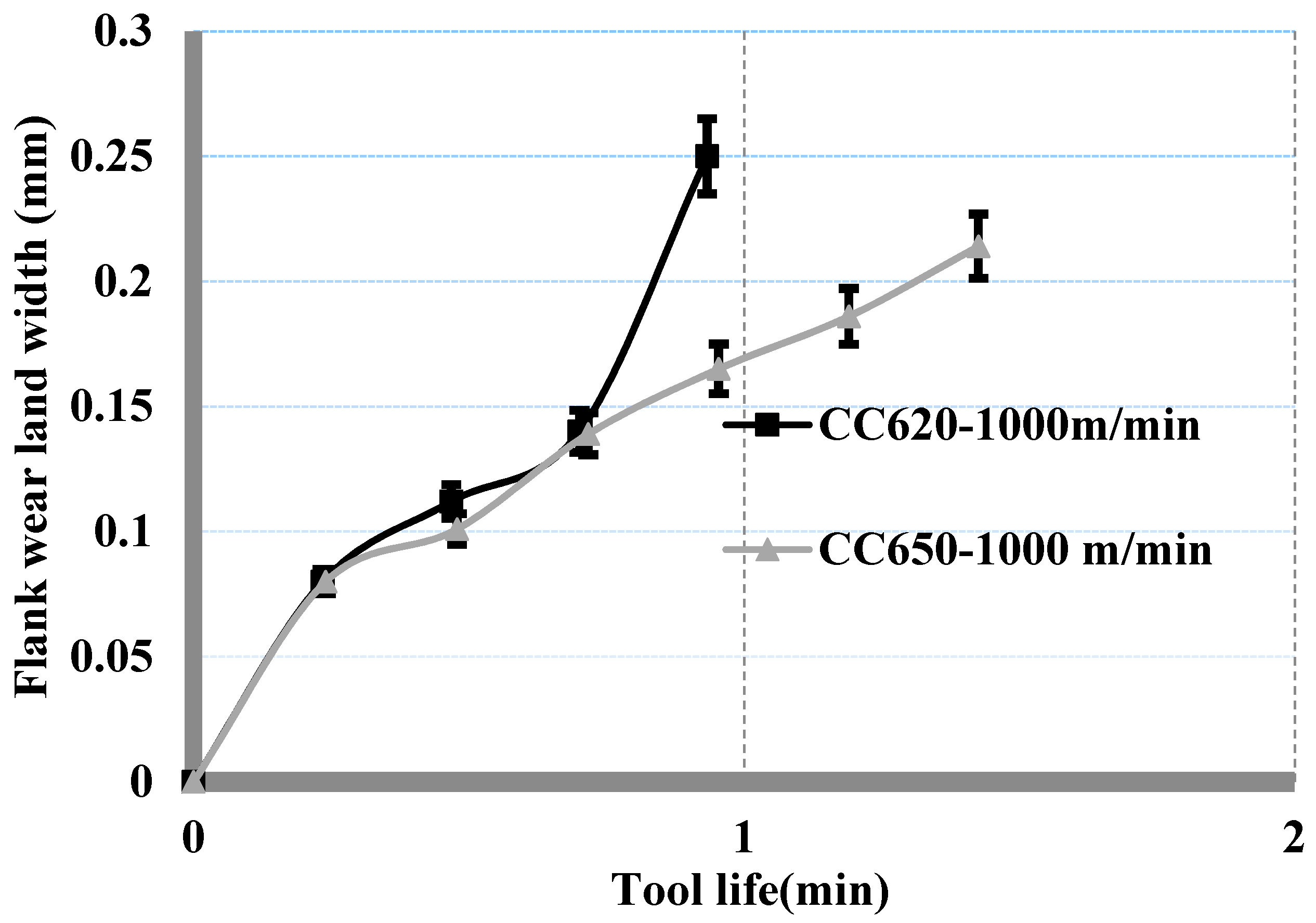
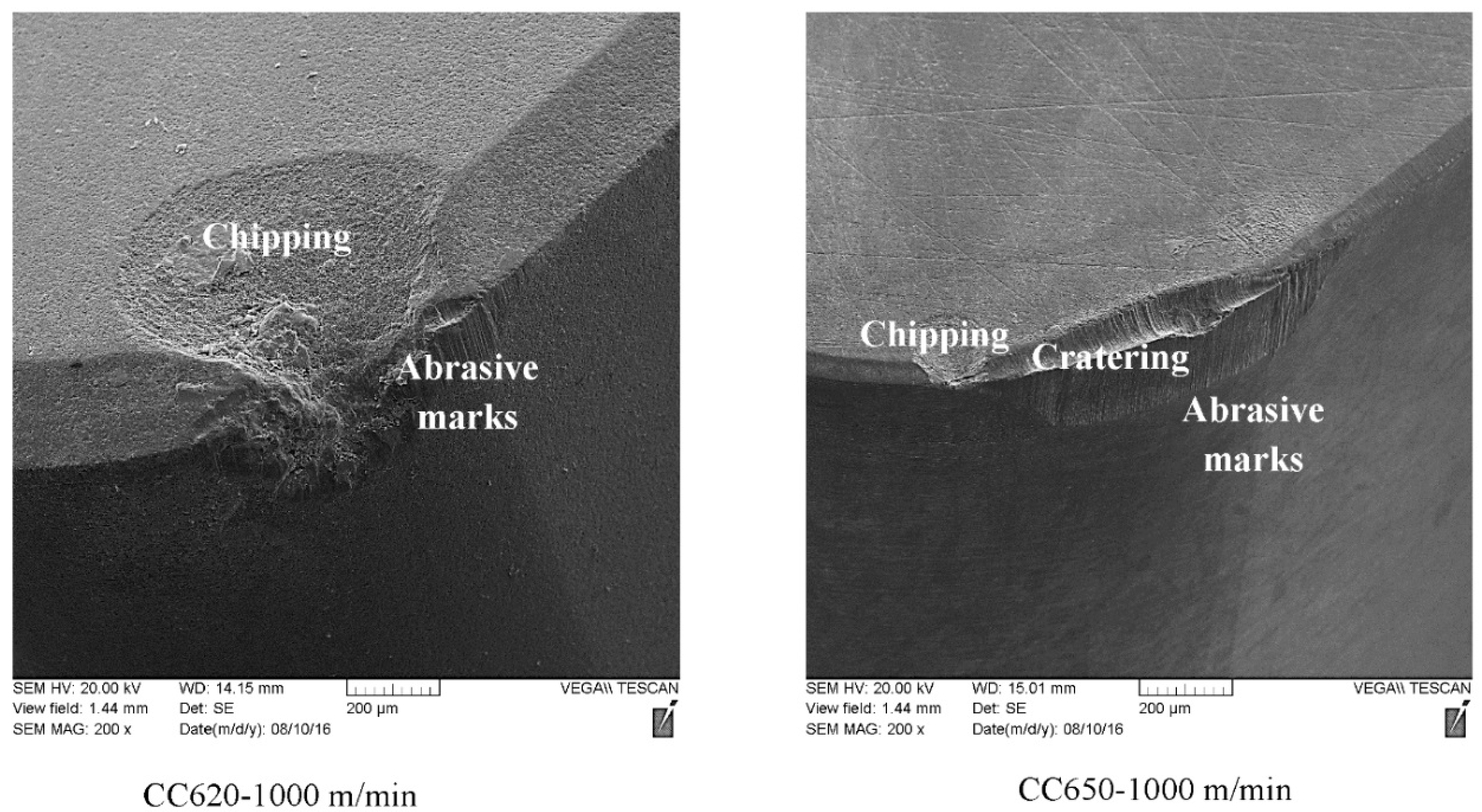
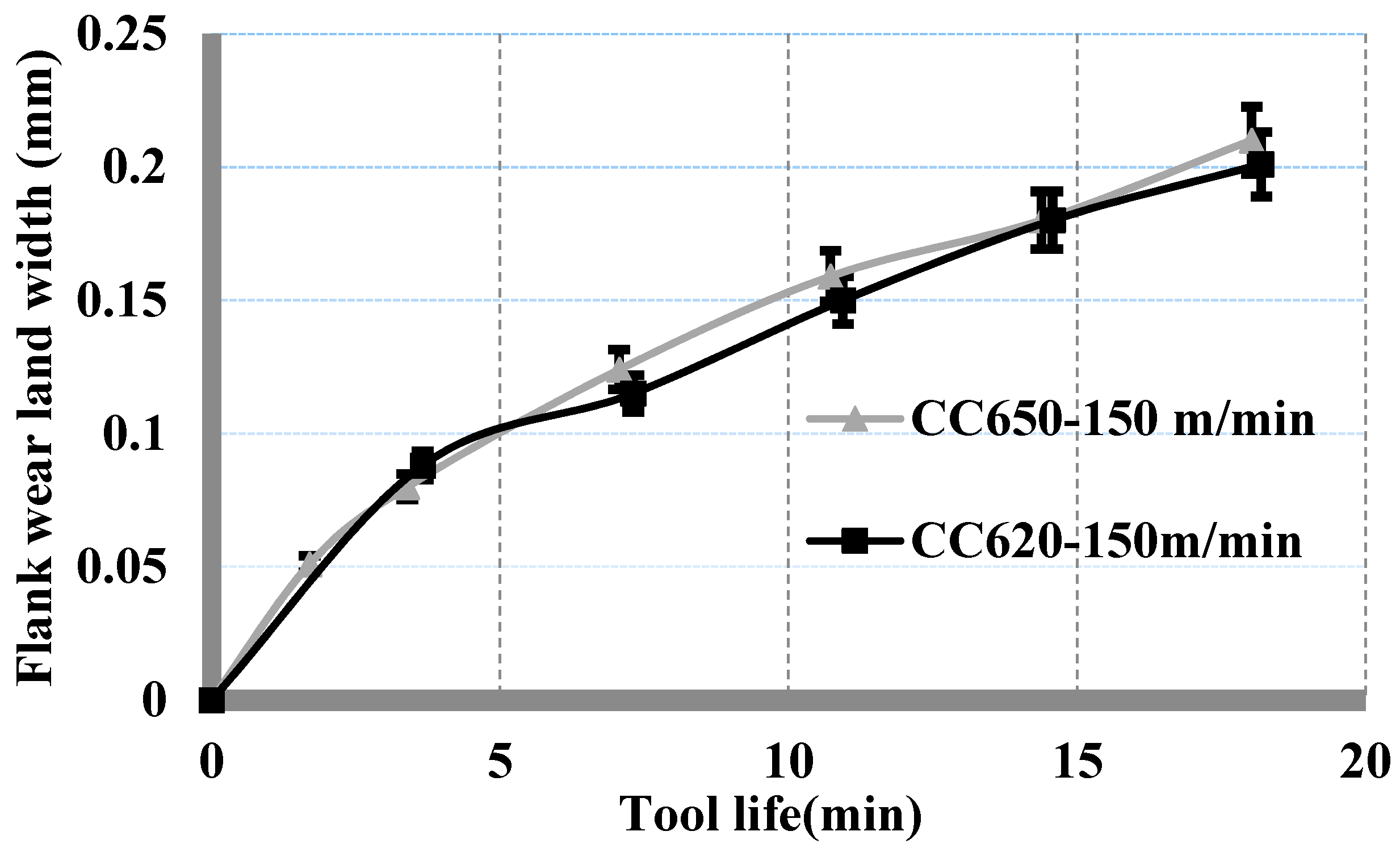
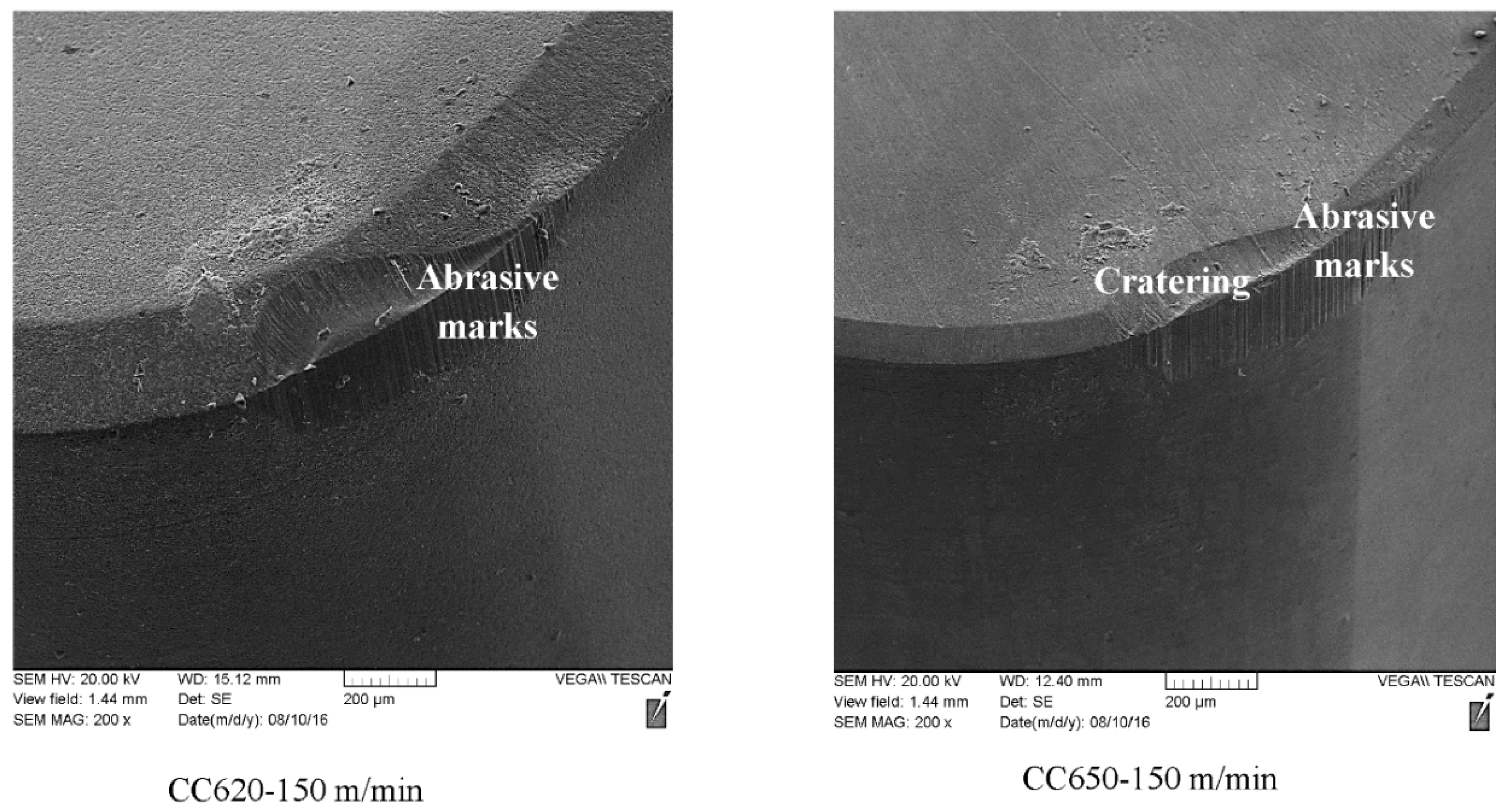
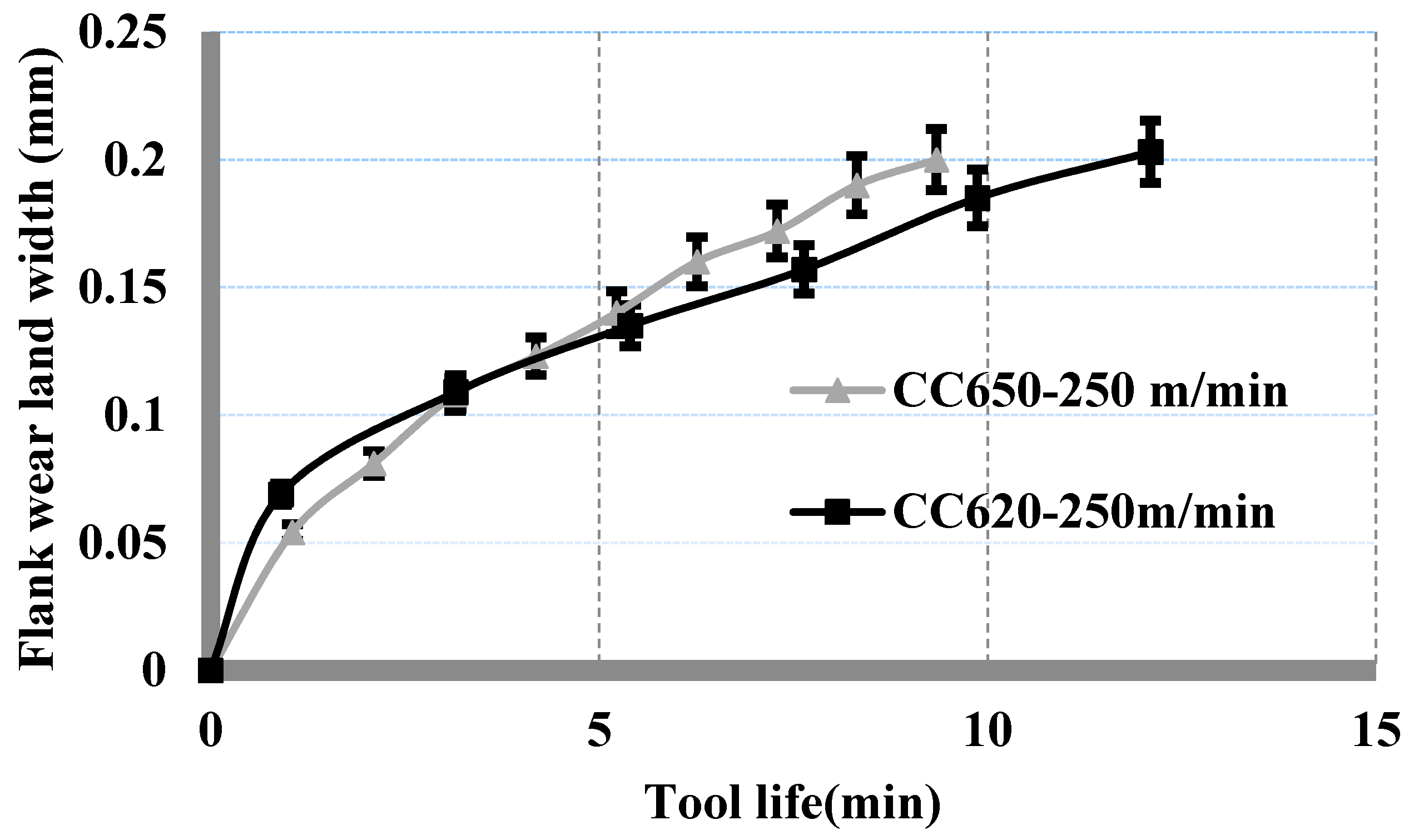
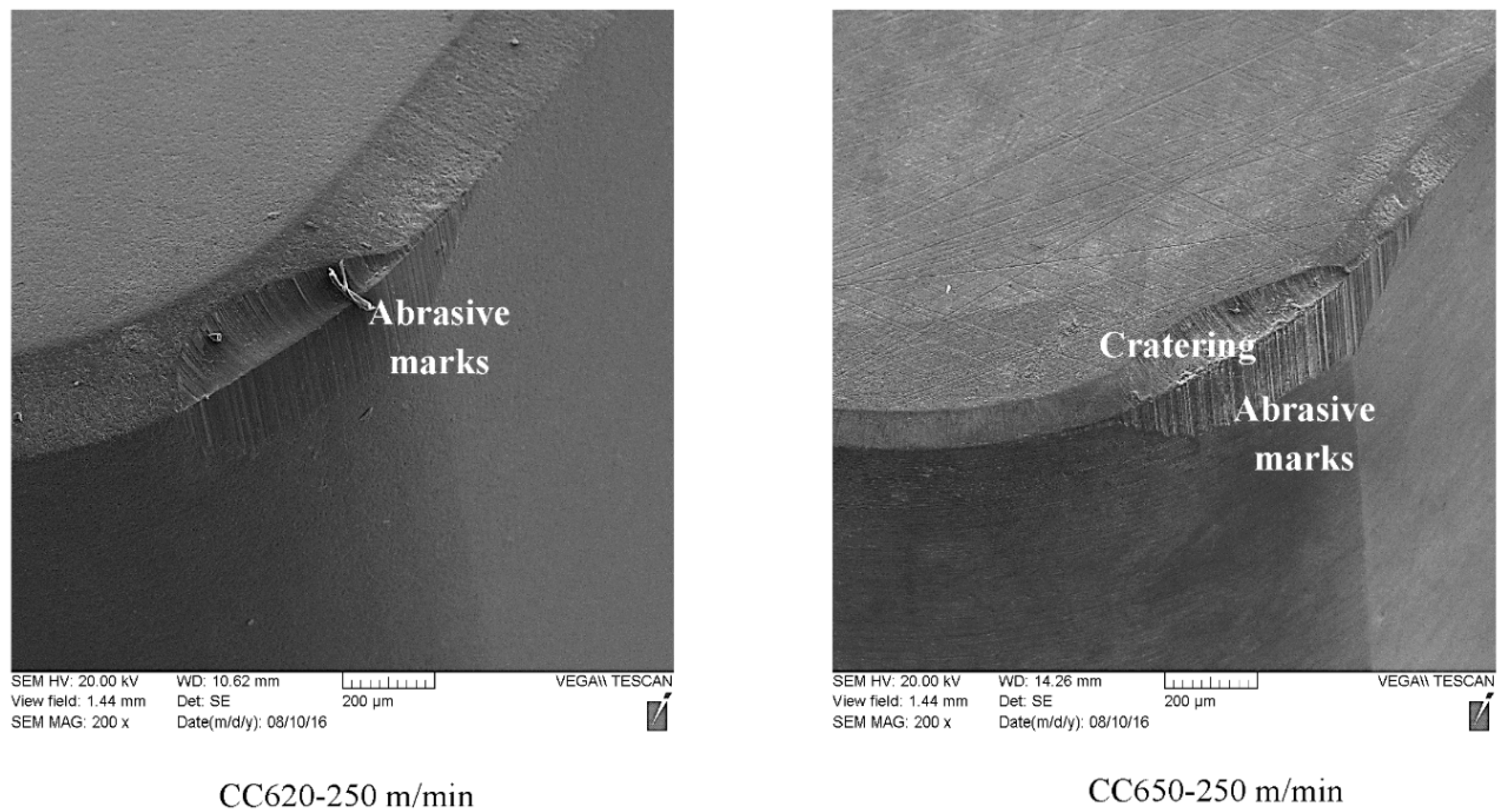
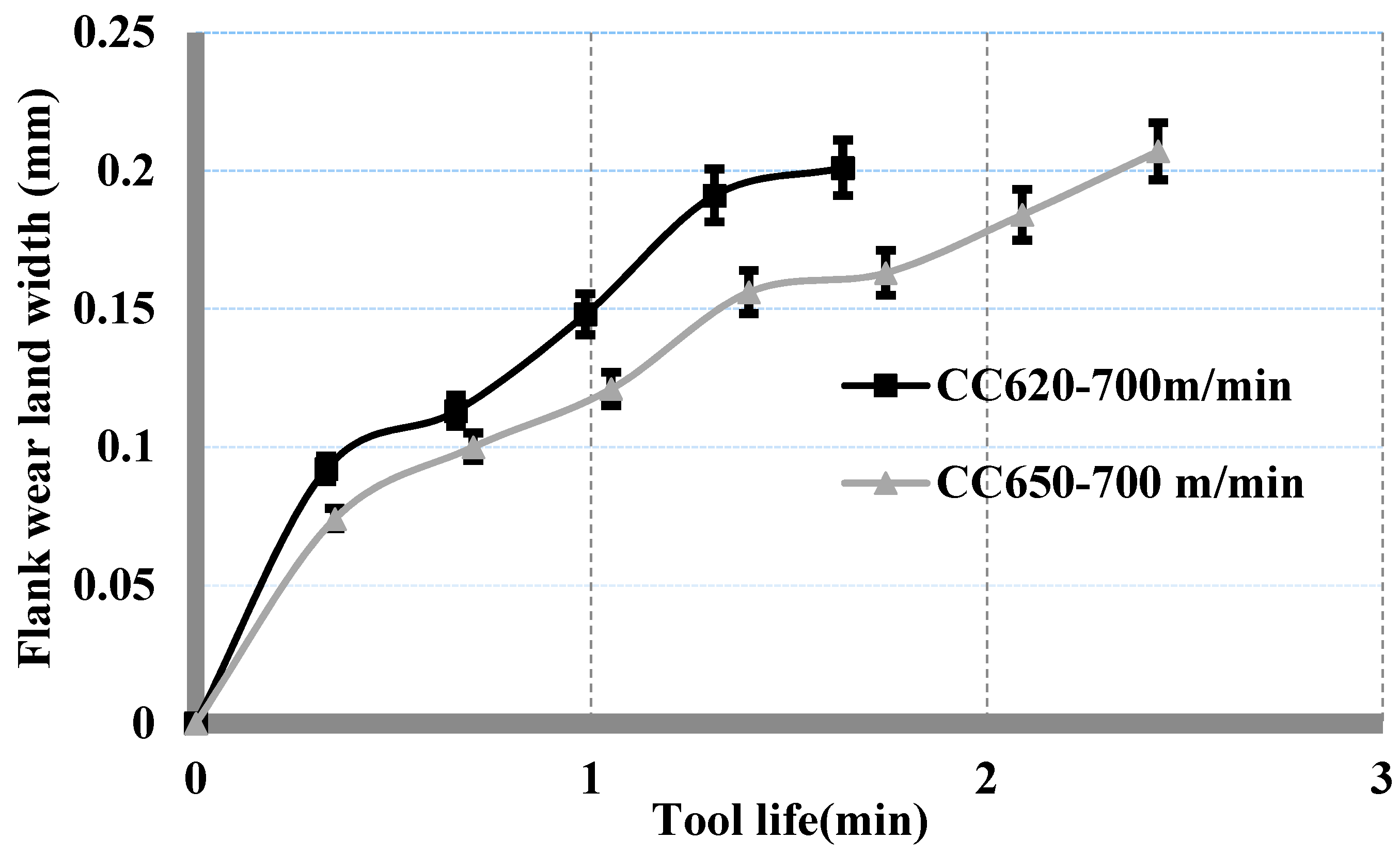
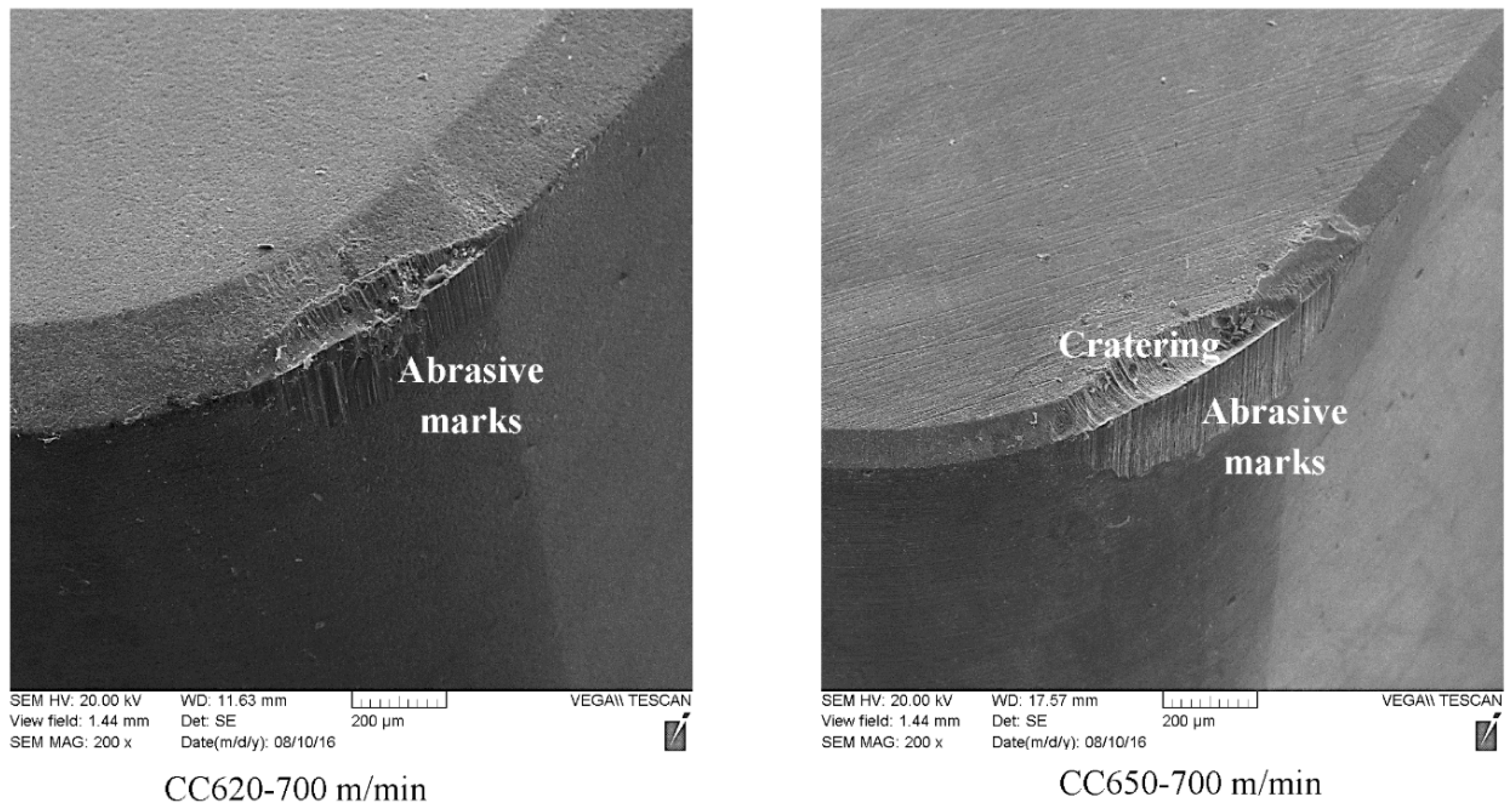
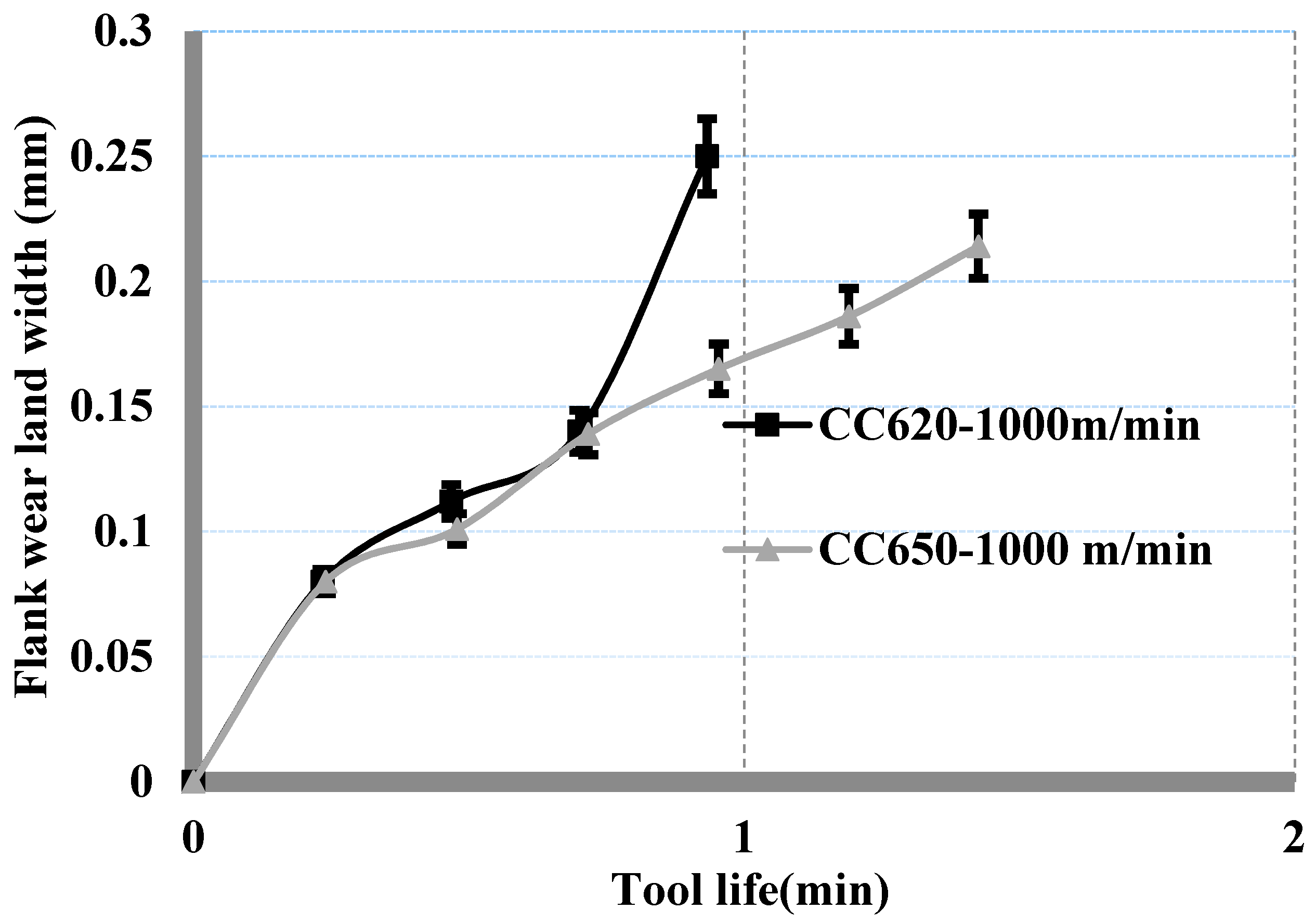
3.1. Wear Curves
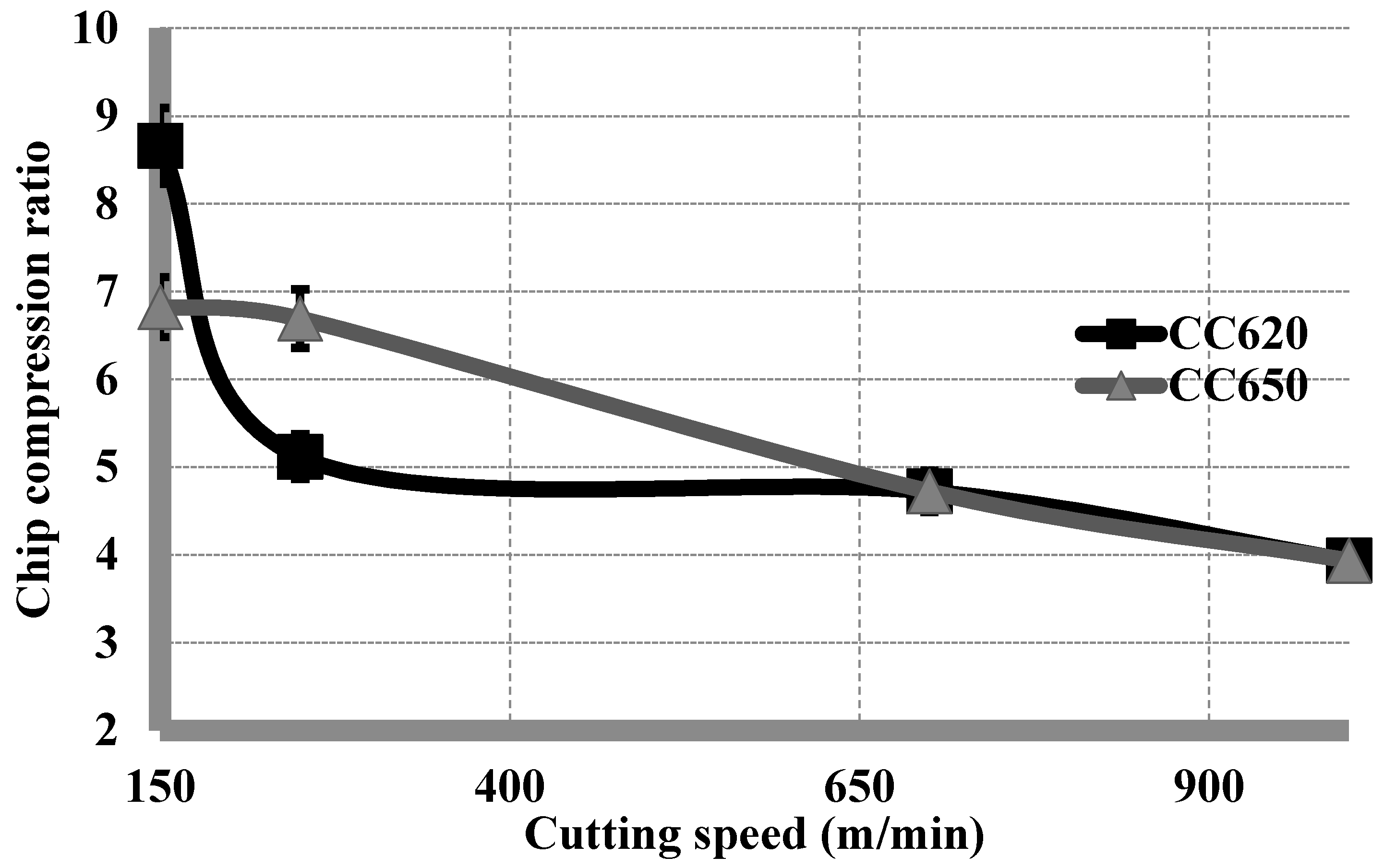
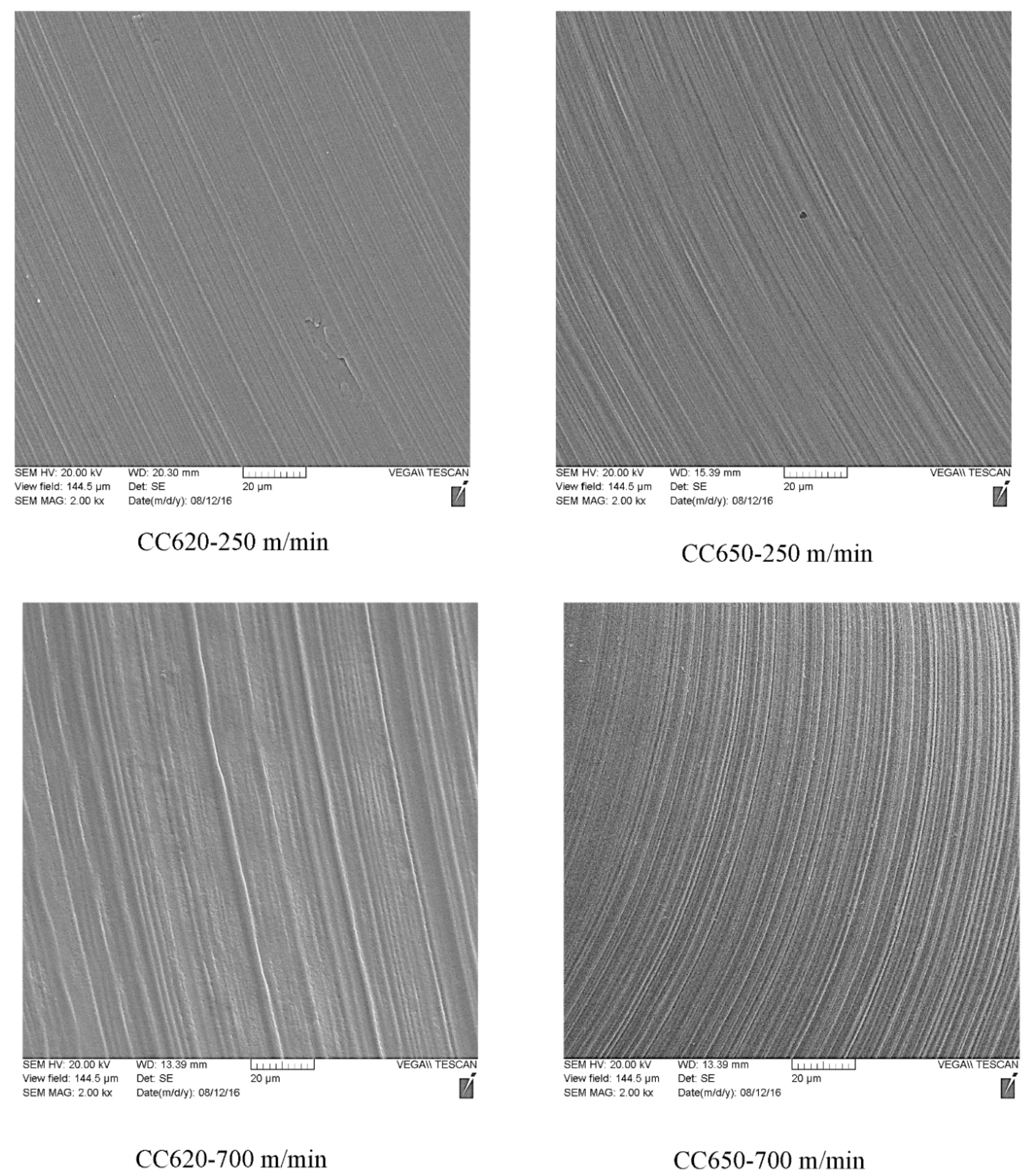
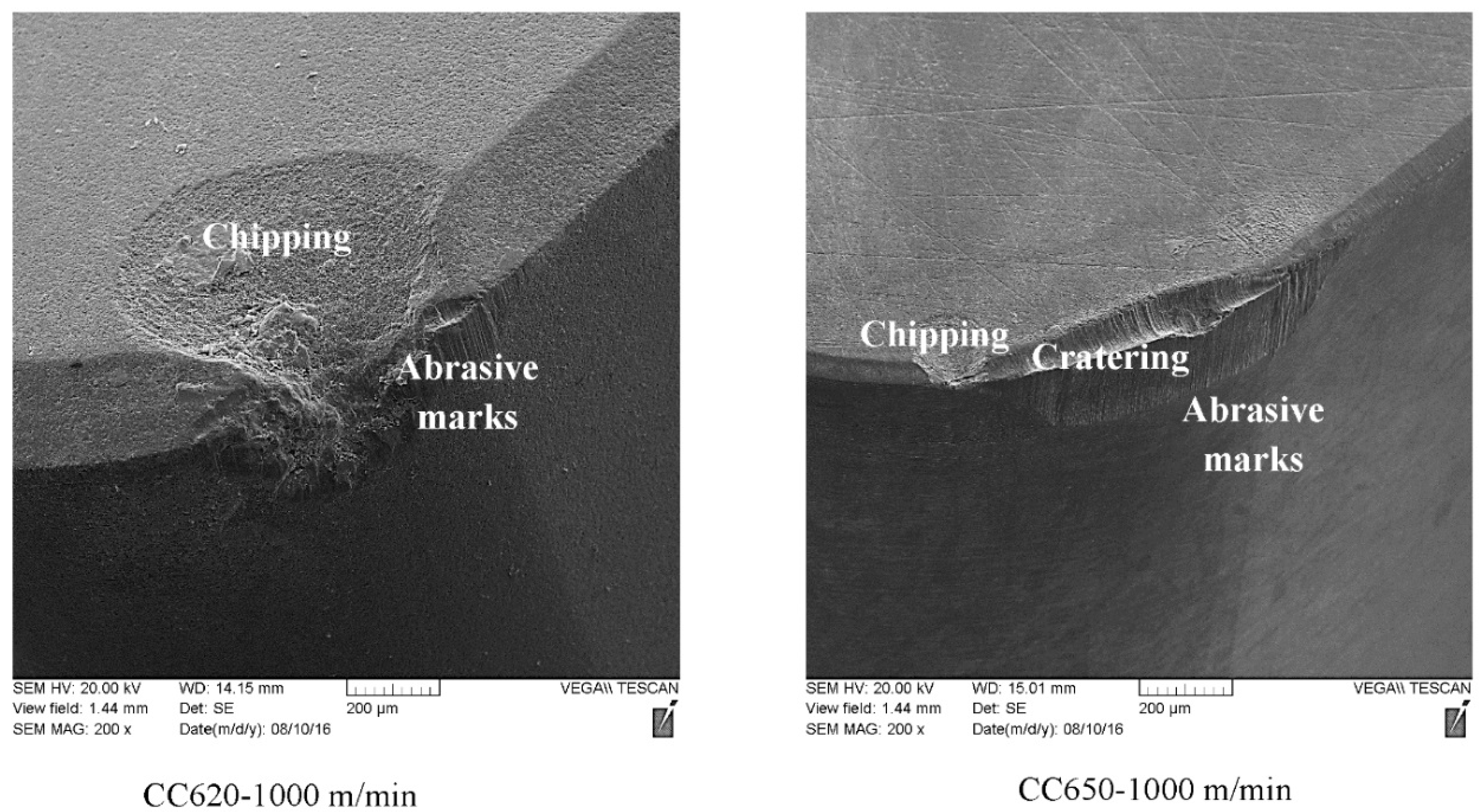
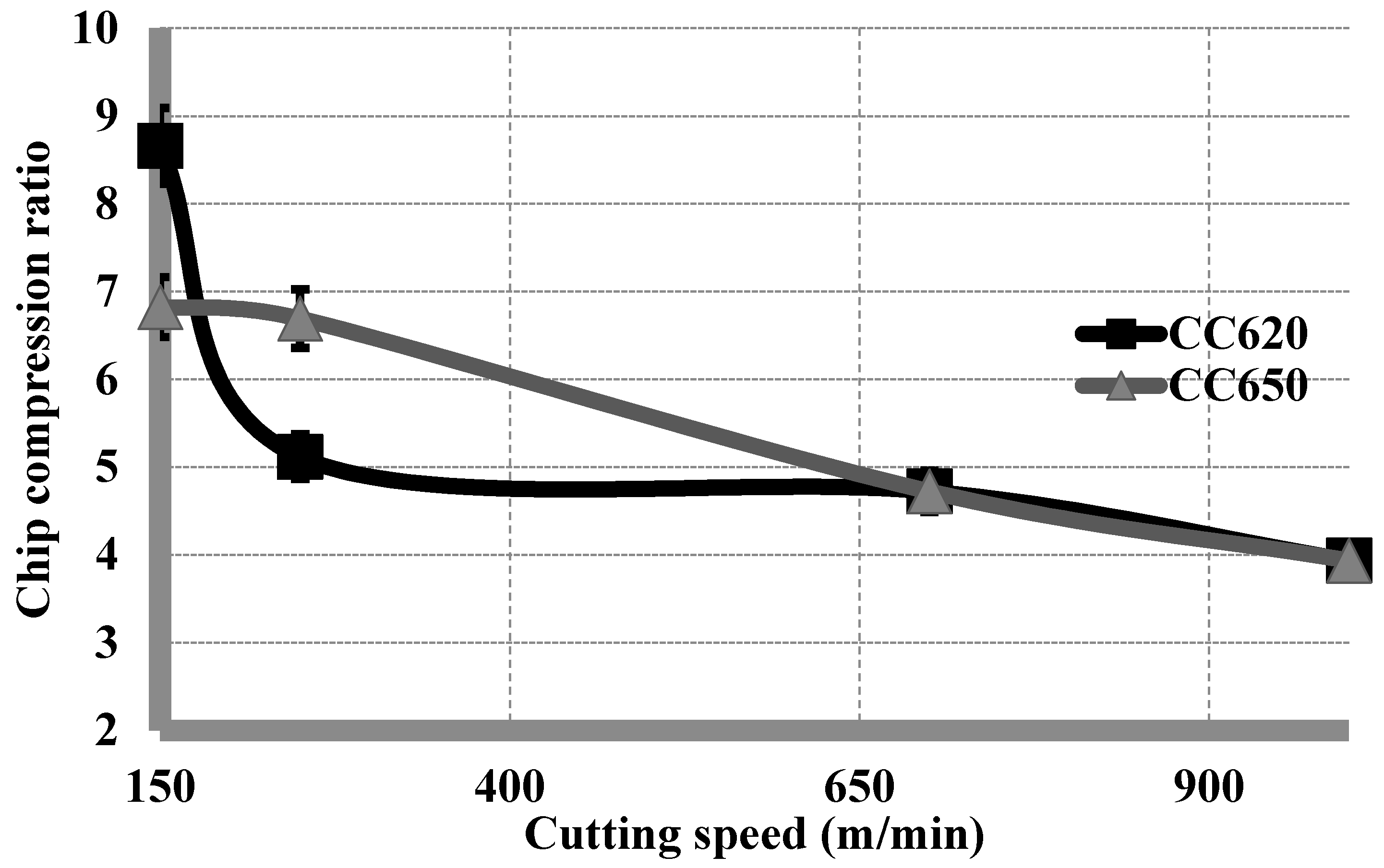
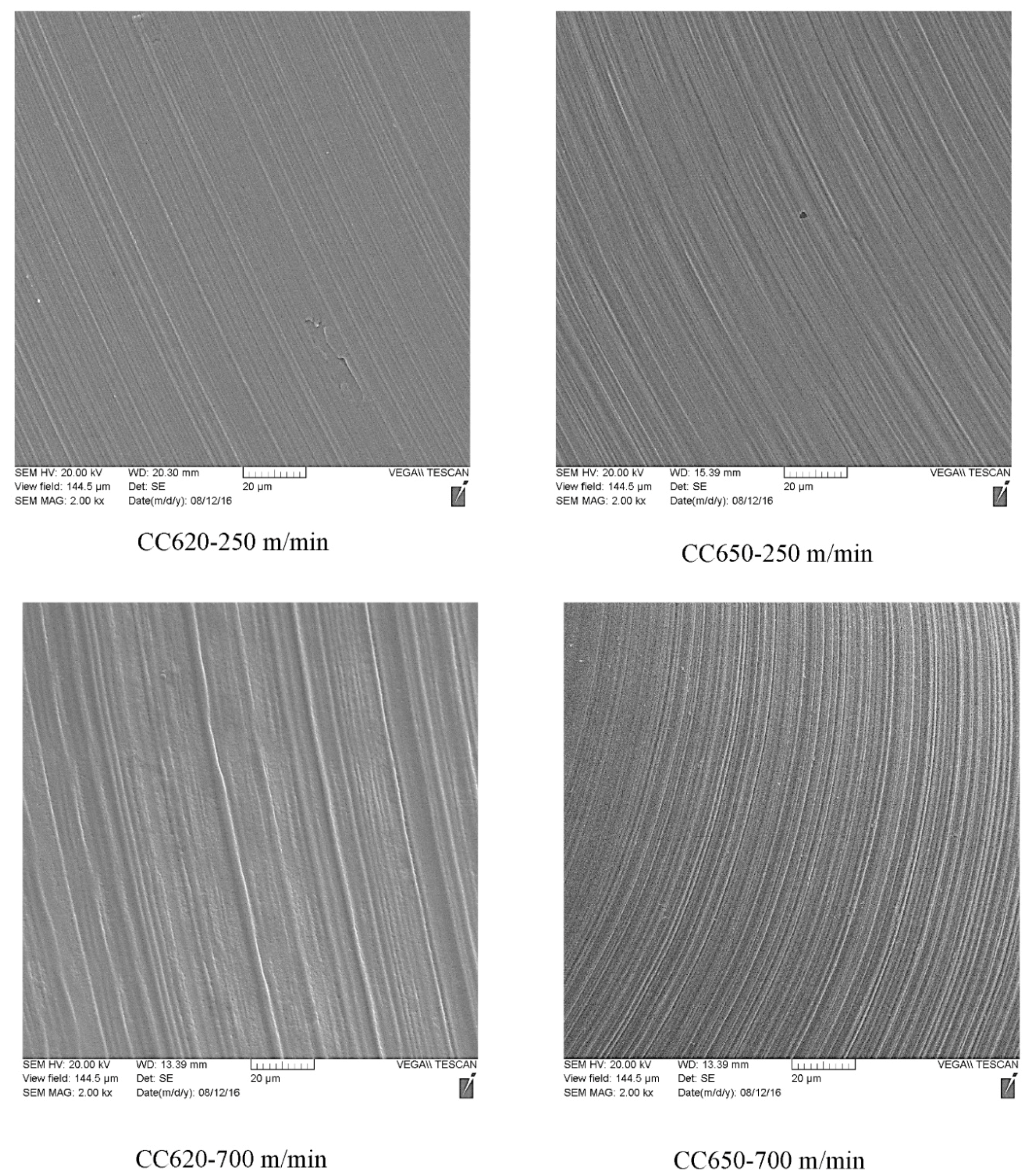
3.2. Chip Study
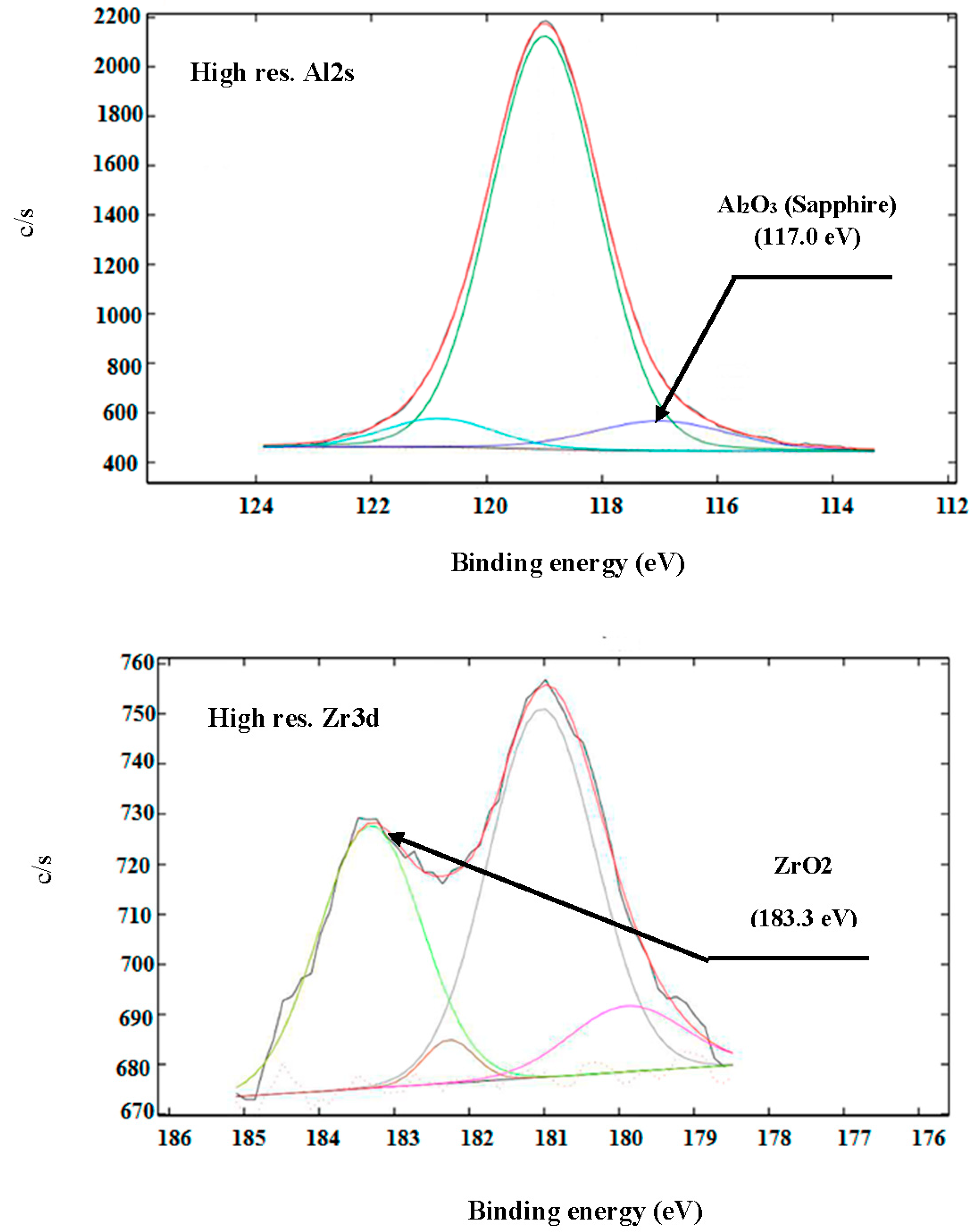
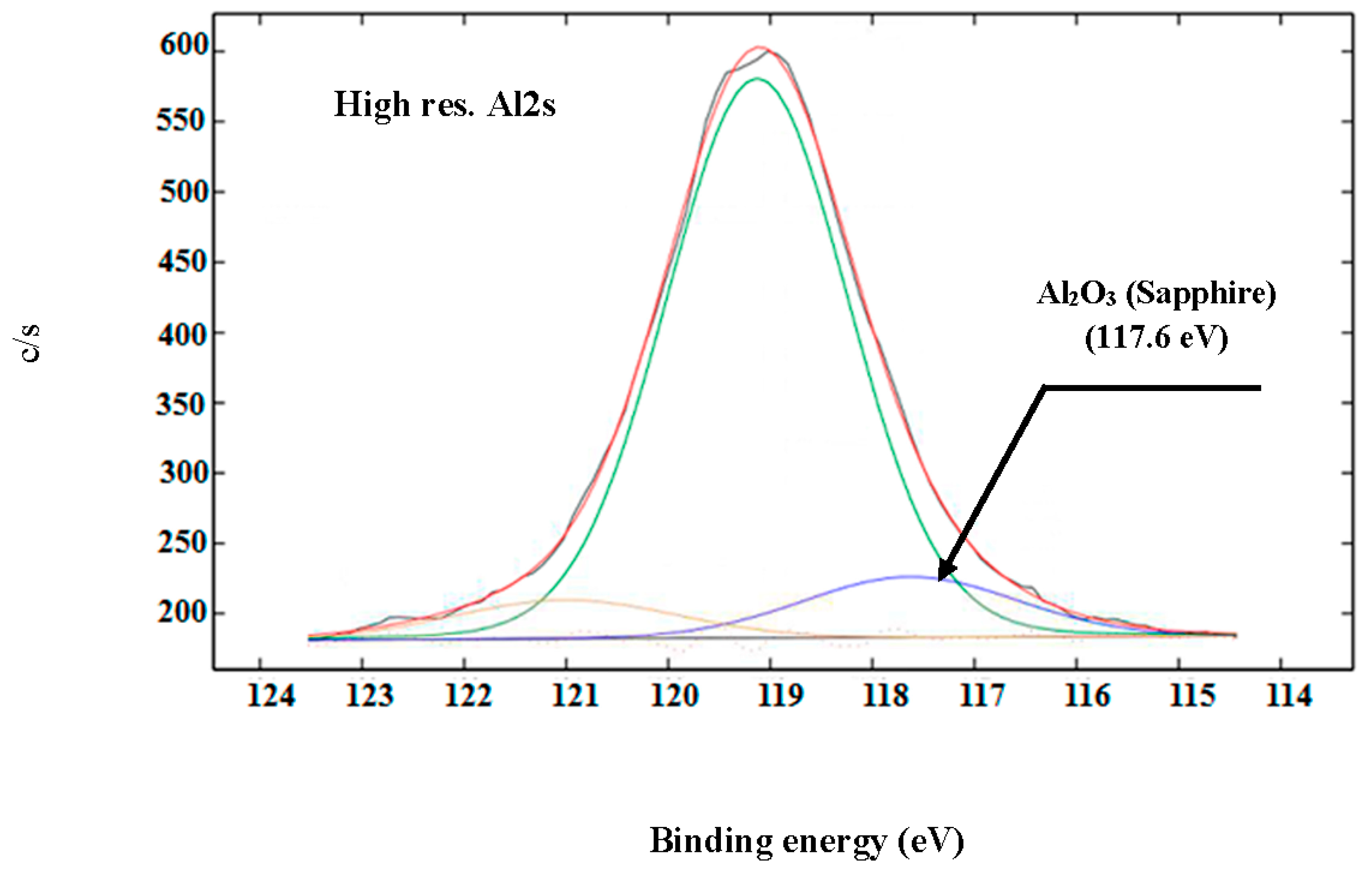
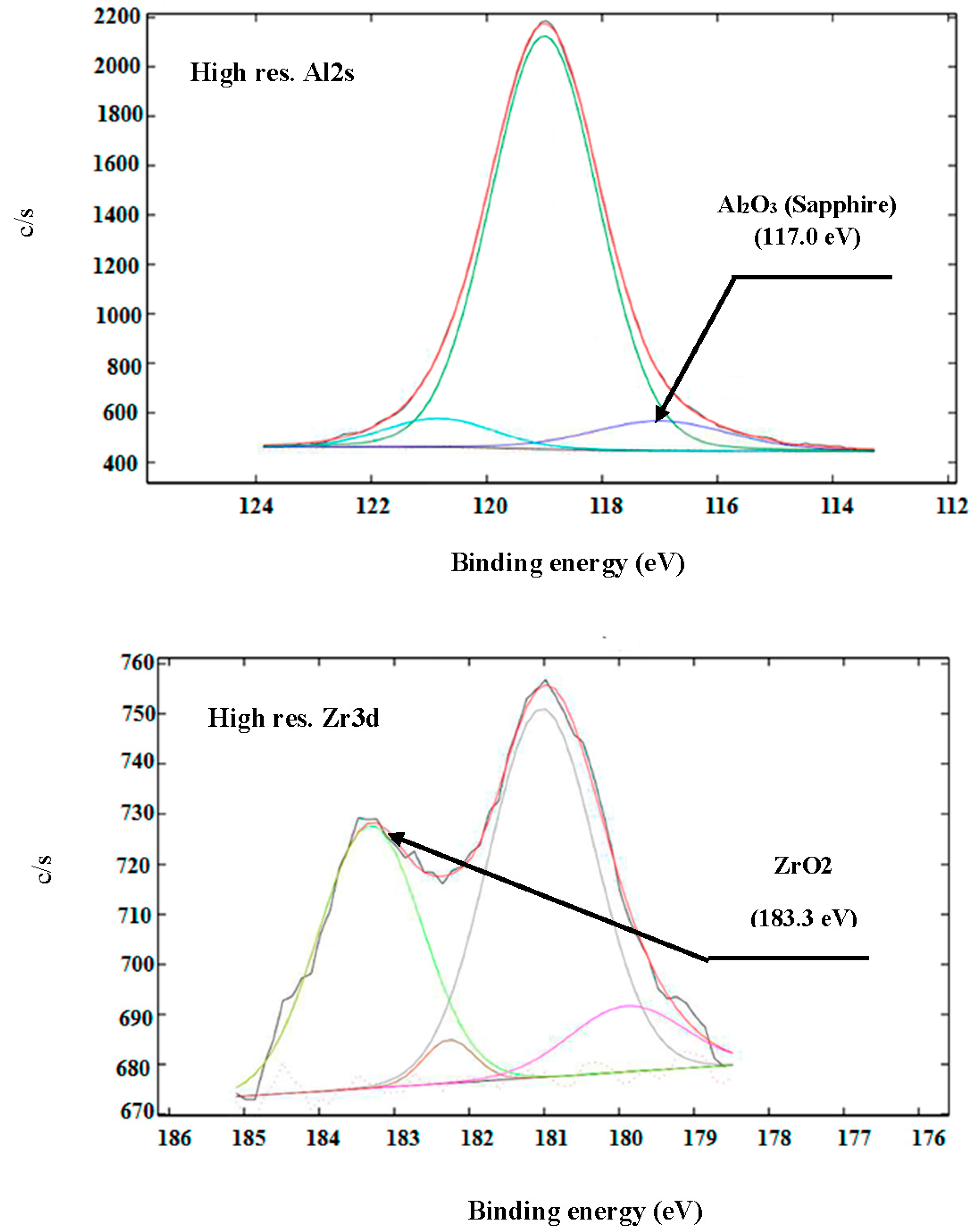
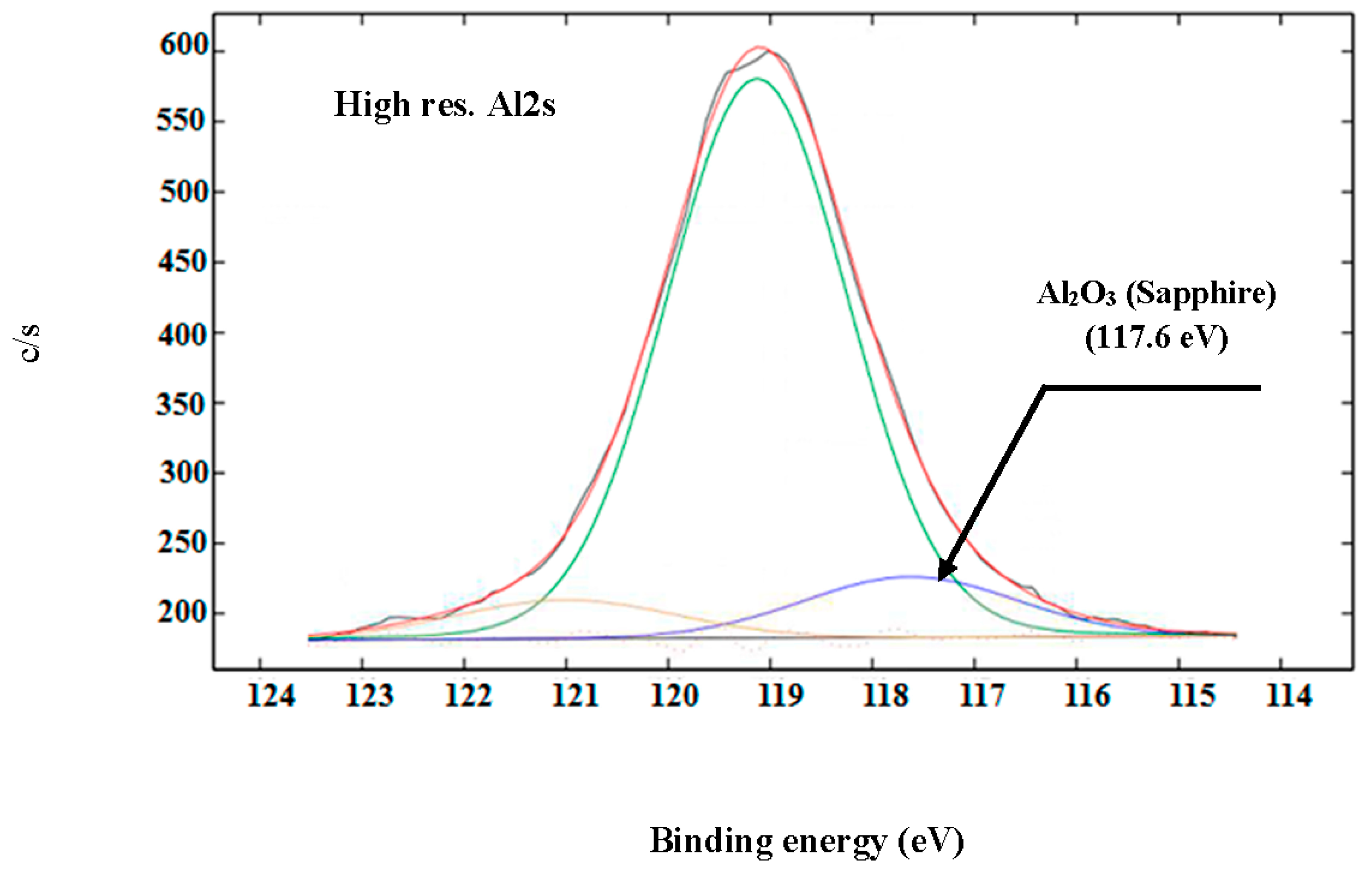
3.3. XPS Analyses
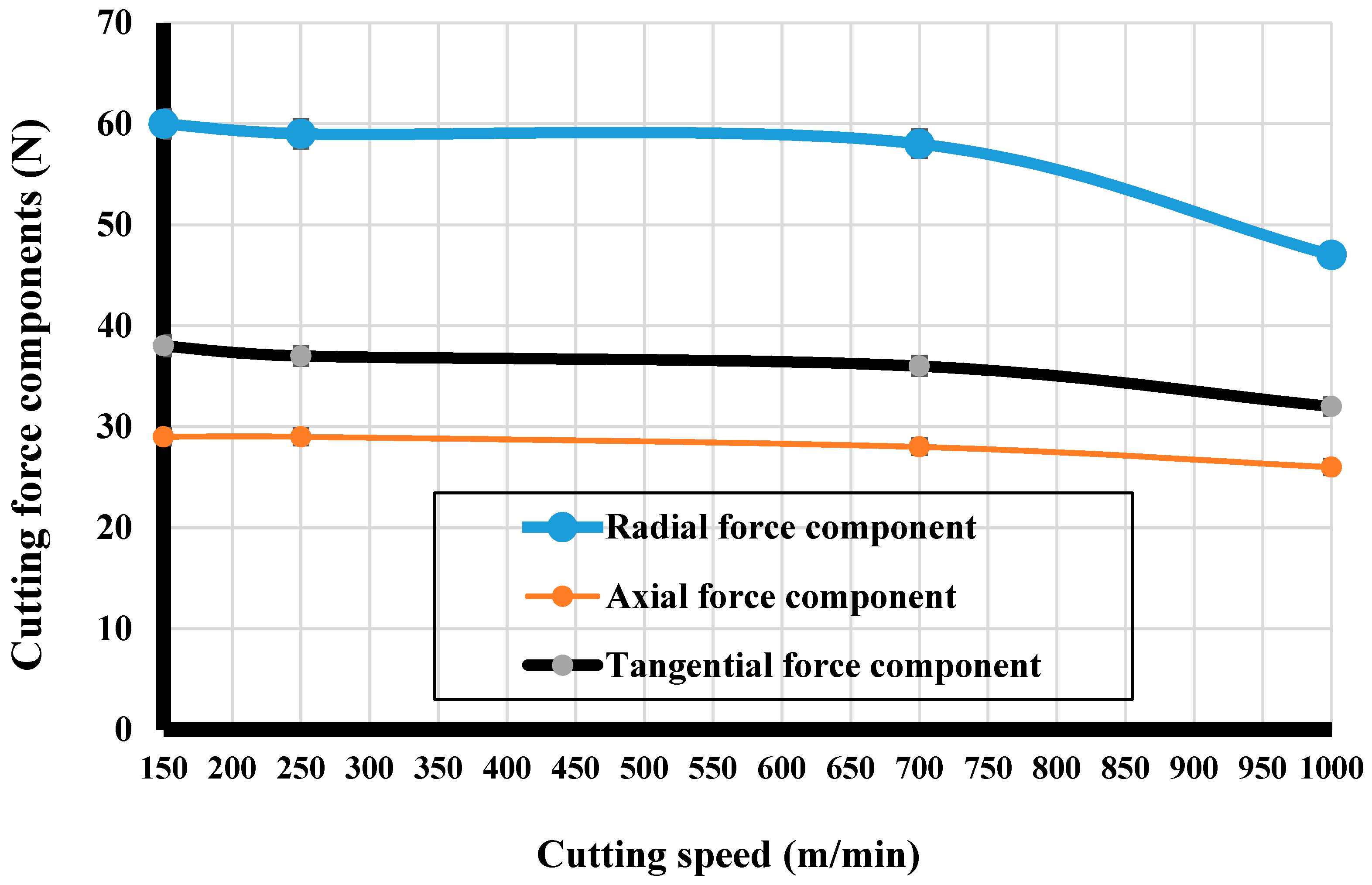
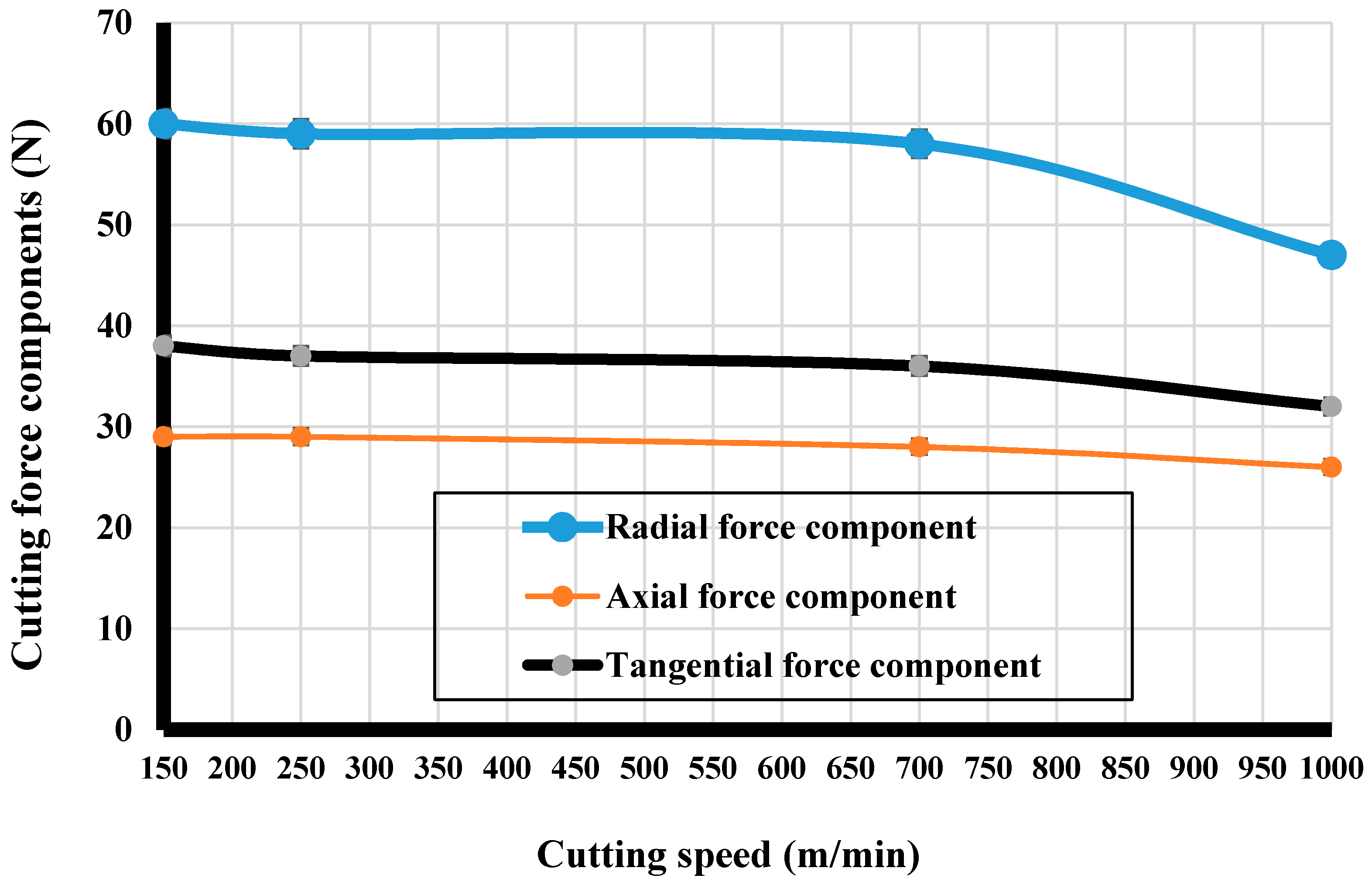
3.4. Cutting Force Component Measurement
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kumar, A.; Durai, A.; Sornakumar, T. Wear behaviour of alumina-based ceramic cutting tools on machining steels. Tribol. Int. 2006, 39, 191–197. [Google Scholar] [CrossRef]
- Schulz, H.; Moriwaki, T. High-speed Machining. CIRP Ann. Manuf. Technol. 1992, 41, 637–643. [Google Scholar] [CrossRef]
- Tönshoff, H.; Arendt, C.; Ben Amor, R. Cutting of hardened steels. CIRP Ann. Manuf. Technol. 2000, 49, 547–566. [Google Scholar] [CrossRef]
- Lima, F.F.; Sales, W.F.; Costab, E.S.; Silva, F.J.; Machadob, A.Á.R. Wear of ceramic tools when machining Inconel 751 using argon and oxygen as lubri-cooling atmospheres. Ceram. Int. 2017, 43, 677–685. [Google Scholar] [CrossRef]
- Yoon, H.S.; Kim, E.S.; Min, S.K.; Lee, J.Y.; Lee, G.B.; Ahn, S.H. Towards greener machine tools—A review on energy saving strategies and technologies. Renew. Sustain. Energy Rev. 2015, 48, 870–891. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; López de Lacalle, L.N.; Urbikain, G.; Rodriguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. IMechE Part C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Ferreira, R.; Řehor, J.; Lauro, C.H.; Carou, D.; Davim, J.P. Analysis of the hard turning of AISI H13 steel with ceramic tools based on tool geometry: Surface roughness, tool wear and their relation. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 2413–2420. [Google Scholar] [CrossRef]
- Panda, A.; Sahoo, A.K.; Rout, A.K.; Kumar, R.; Das, R.K. Investigation of flank wear in hard turning of AISI 52100 grade using multilayer coated carbide and mixed ceramic inserts. Procedia Manuf. 2018, 20, 365–371. [Google Scholar] [CrossRef]
- Kumar, R.; Shoo, A.K.; Mishra, P.C.; Das, R.K. Comparative investigation towards machinability improvement in hard turning using coated and uncoated carbide inserts: Part I experimental investigation. Adv. Manuf. 2018, 6, 52–70. [Google Scholar] [CrossRef]
- Grzesik, W. Wear development on wiper Al2O3–TiC mixed ceramic tools in hard machining of high strength steel. Wear 2009, 266, 1021–1028. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.; Gershman, I.; El Hakim, M.; Shalaby, M.; Krzanowski, J.; Veldhuis, S. Tribofilm Formation as a Result of Complex Interaction at the Tool/Chip Interface during Cutting. Lubricants 2014, 2, 113–123. [Google Scholar] [CrossRef]
- Fei, Y.H.; Huang, C.Z.; Liu, H.L.; Zou, B. Mechanical properties of Al2O3–TiC–TiN ceramic tool materials. Ceram. Int. 2014, 40, 10205–10209. [Google Scholar] [CrossRef]
- North, B. Ceramic Cutting Tools. Int. J. High Technol. Ceram. 1987, 3, 113–127. [Google Scholar] [CrossRef]
- Brandt, G. Flank and crater wear mechanisms of alumina-based cutting tools when machining steel. Wear 1986, 112, 39–56. [Google Scholar] [CrossRef]
- Cui, X.; Wang, D.; Guo, J. Influences of tool rake angle and cutting speed on ceramic tool failure in continuous and intermittent turning of hardened steel. Ceram. Int. 2016, 42, 12390–12400. [Google Scholar] [CrossRef]
- Komanduri, R. Advanced ceramic tool materials for machining. Sadhana 1988, 13, 119–137. [Google Scholar] [CrossRef]
- Bushlya, V.; Zhou, J.; Avdovic, P.; Ståhl, J. Wear mechanisms of silicon carbide-whisker-reinforced alumina (Al2O3–SiCw) cutting tools when high-speed machining aged Alloy 718. Int. J. Adv. Manuf. Technol. 2013, 68, 1083–1093. [Google Scholar] [CrossRef]
- Brandt, G.; Gerendas, A.; Mikus, M. Wear mechanisms of Ceramic Cutting Tools When machining Ferrous and Non-ferrous alloys. J. Eur. Ceram. Soc. 1990, 6, 273–290. [Google Scholar] [CrossRef]
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.; Yamamoto, K.; Beake, D.; Gershman, S.; Kovalev, A.; Veldhuis, S. Hierarchical adaptive nanostructured PVD coatings for extreme tribological applications: The quest for nonequilibrium states and emergent behavior. Sci. Technol. Adv. Mater. 2012, 13, 043001. [Google Scholar] [CrossRef] [PubMed]
- Fox-Rabinovich, G.; Kovalev, A.; Veldhuis, S.; Yamamoto, K.; Endrino, J.; Gershman, I.; Rashkovskiy, A.; Aguirre, M.; Wainstein, D. Spatio-temporal behaviour of atomic-scale tribo-ceramic films in adaptive surface engineered nano-materials. Sci. Rep. 2015, 5, 8780. [Google Scholar] [CrossRef] [PubMed]
- Yuan, J.; Fox-Rabinovich, G.; Veldhuis, S. Control of tribofilm formation in dry machining of hardened AISI D2 steel by tuning the cutting speed. Wear 2018, 402–403, 30–37. [Google Scholar] [CrossRef]
- Kurt, A.; Yalçin, B.; Yilmaz, N. The cutting tool stresses in finish turning of hardened steel with mixed ceramic tool. Int. J. Adv. Manuf. Technol. 2015, 80, 315–325. [Google Scholar] [CrossRef]
- Archenti, A.; Nicolescu, M.; Casterman, G.; Hjelm, S. A new method for circular testing of machine tools under loaded condition. Procedia CIRP 2012, 1, 575–580. [Google Scholar] [CrossRef]
- Shalaby, M.A.; El Hakim, M.A.; Abdelhameed, M.M.; Veldhuis, S.C. Compensation of deflection-induced errors in high precision hard turning using a piezoelectric-based fast tool servo. In Proceedings of the 6th International Conference on Virtual Machining Process Technology (VMPT), Montréal, QC, Canada, 29 May–2 June 2017. [Google Scholar]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Machinability investigation of Inconel 718 in high-speed turning. Int. J. Adv. Manuf. Technol. 2009, 45, 421–429. [Google Scholar] [CrossRef]
- Gunjal, S.U.; Patil, N.G. Experimental investigations into turning of hardened AISI 4340 steel using vegetable based cutting fluids under minimum quantity lubrication. Procedia Manuf. 2018, 20, 18–33. [Google Scholar] [CrossRef]
- Singh, B.K.; Mondal, B.; Mandal, N. Machinability evaluation and desirability function optimization of turning parameters for Cr2O3 doped zirconia toughened alumina (Cr-ZTA) cutting insert in high speed machining of steel. Ceram. Int. 2016, 42, 3338–3350. [Google Scholar] [CrossRef]
- Godoy, V.A.; Diniz, A.E. Turning of interrupted and continuous hardened steel surfaces using ceramic and CBN cutting tools. J. Mater. Process. Technol. 2011, 211, 1014–1025. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Dargusch, M.S. Thermally enhanced machining of hard-to-machine materials—A review. Int. J. Mach. Tools Manuf. 2010, 50, 663–680. [Google Scholar] [CrossRef]
- Fernández-Abia, A.I.; Barreiro, J.; López de Lacalle, L.N.; Martínez, S. Effect of very high cutting speeds on shearing, cutting forces and roughness in dry turning of austenitic stainless steels. Int. J. Adv. Manuf. Technol. 2011, 57, 61–71. [Google Scholar] [CrossRef]
- Tang, L.; Gao, C.; Huang, J.; Shen, H.; Lin, X. Experimental investigation of surface integrity in finish dry hard turning of hardened tool steel at different hardness levels. Int. J. Adv. Manuf. Technol. 2015, 77, 1655–1669. [Google Scholar] [CrossRef]
- Grzesik, W. Influence of tool wear on surface roughness in hard turning using differently shaped ceramic tools. Wear 2008, 265, 327–335. [Google Scholar] [CrossRef]
- Shalaby, M.; El Hakim, M.; Veldhuis, S.; Dosbaeva, G. An investigation into the behavior of the cutting forces in precision turning. Int. J. Adv. Manuf. Technol. 2017, 90, 1605–1615. [Google Scholar] [CrossRef]
- Jack, D.H. Ceramic cutting tool materials. Mater. Des. 1986, 7, 267–273. [Google Scholar] [CrossRef]
- Shalaby, M.; El Hakim, M.; Abdelhameed, M.; Krzanowski, J.E.; Veldhuis, S.; Dosbaeva, G. Wear mechanisms of several cutting tool materials in hard turning of high carbon–chromium tool steel. Tribol. Int. 2014, 70, 148–154. [Google Scholar] [CrossRef]
- Peterson, M.B.; Li, S.; Murray, S.F. Wear-resisting oxide films for 900 °C. J. Mater. Sci. Technol. 1997, 13, 99–106. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| %Mo | %Si | %Mn | %Cr | %Mo | %Ni | %Fe |
|---|---|---|---|---|---|---|
| 0.37–0.43 | 0.15–0.3 | 0.6–0.8 | 0.7–0.9 | 0.2–0.3 | 1.65–2.00 | Balance |
| Ceramic Tool | Chemical Composition | Hardness | Thermal Conductivity | Tool Holder |
|---|---|---|---|---|
| Pure alumina with the addition of ZrO2(CC620) | Al2O3 (95%) + ZrO2 (5%) | 1800 Hv at 25 °C 600 Hv at 1000 °C | 22 W/mK at 25 °C 7 W/mK at 1000 °C | Rake angle = −6° Clearance angle = 5°  |
| Mixed alumina (CC650) | Al2O3 (70%) + TiC (30%) | 2000 Hv at 25 °C 750 Hv at 1000 °C | 25 W/mK at 25 °C 12 W/mK at 1000 °C |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shalaby, M.; Veldhuis, S. New Observations on High-Speed Machining of Hardened AISI 4340 Steel Using Alumina-Based Ceramic Tools. J. Manuf. Mater. Process. 2018, 2, 27. https://doi.org/10.3390/jmmp2020027
Shalaby M, Veldhuis S. New Observations on High-Speed Machining of Hardened AISI 4340 Steel Using Alumina-Based Ceramic Tools. Journal of Manufacturing and Materials Processing. 2018; 2(2):27. https://doi.org/10.3390/jmmp2020027
Chicago/Turabian StyleShalaby, Mohamed, and Stephen Veldhuis. 2018. "New Observations on High-Speed Machining of Hardened AISI 4340 Steel Using Alumina-Based Ceramic Tools" Journal of Manufacturing and Materials Processing 2, no. 2: 27. https://doi.org/10.3390/jmmp2020027
APA StyleShalaby, M., & Veldhuis, S. (2018). New Observations on High-Speed Machining of Hardened AISI 4340 Steel Using Alumina-Based Ceramic Tools. Journal of Manufacturing and Materials Processing, 2(2), 27. https://doi.org/10.3390/jmmp2020027