Emitter-Receiver Piezoelectric Transducers Applied in Monitoring Material Removal of Workpiece during Grinding Process †

 ,
, 
 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
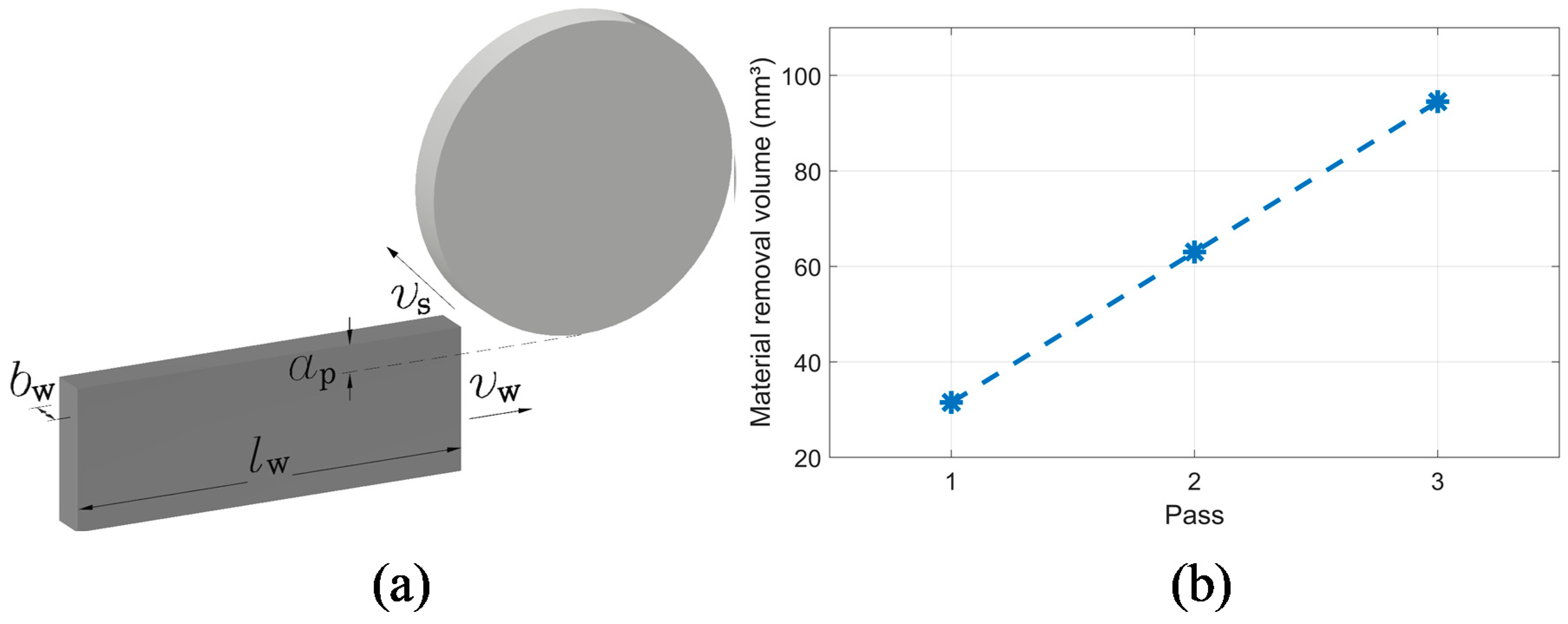
2. Grinding Process
3. Material and Methods
3.1. Experimental Setup
3.2. Workpiece Material Assessment
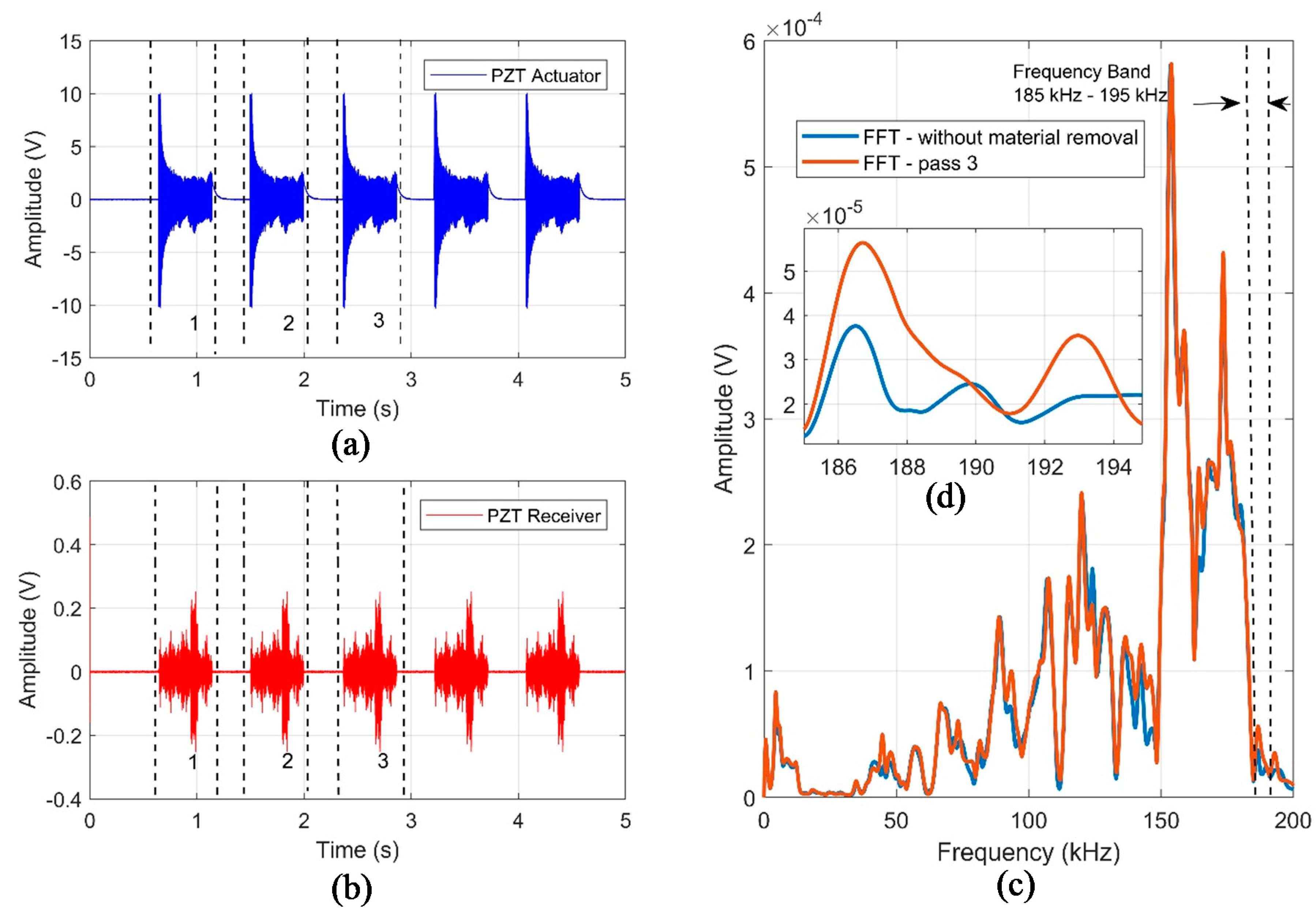
3.3. Signal Processing and Selection of Frequency Bands
4. Results and Discussion
4.1. Workpiece Assessment
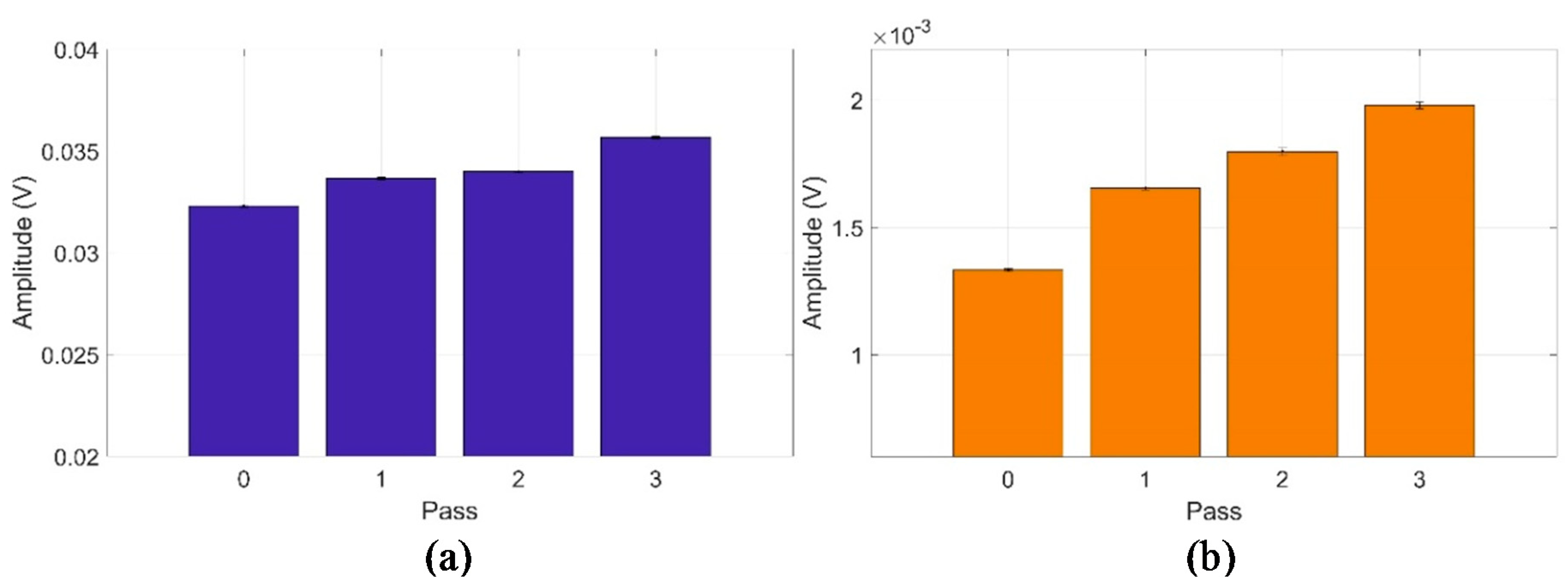
4.2. Signal Processing and Selection of Frequency Bands
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Winter, M.; Li, W.; Kara, S.; Herrmann, C. Determining optimal process parameters to increase the eco-efficiency of grinding processes. J. Clean. Prod. 2014, 66, 644–654. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. CIRP Ann. Manuf. Technol. 2010, 59, 717–739. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Chantzis, D.; Doukas, C.; Papacharalampopoulos, A.; Chryssolouris, G. Monitoring and Control of Manufacturing Processes: A Review. Procedia CIRP 2013, 8, 421–425. [Google Scholar] [CrossRef]
- Ribeiro, D.M.S.; Aguiar, P.R.; Fabiano, L.F.G.; D’Addona, D.M.; Baptista, F.G.; Bianchi, E.C. Spectra Measurements Using Piezoelectric Diaphragms to Detect Burn in Grinding Process. IEEE Trans. Instrum. Meas. 2017, 66, 3052–3063. [Google Scholar] [CrossRef]
- Marchi, M.; Baptista, F.G.; de Aguiar, P.R.; Bianchi, E.C. Grinding process monitoring based on electromechanical impedance measurements. Meas. Sci. Technol. 2015, 26, 45601. [Google Scholar] [CrossRef]
- Ding, W.-F.; Xu, J.-H.; Chen, Z.-Z.; Su, H.-H.; Fu, Y.-C. Wear behavior and mechanism of single-layer brazed CBN abrasive wheels during creep-feed grinding cast nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2010, 51, 541–550. [Google Scholar] [CrossRef]
- Agarwal, S.; Rao, P.V. Experimental investigation of surface/subsurface damage formation and material removal mechanisms in SiC grinding. Int. J. Mach. Tools Manuf. 2008, 48, 698–710. [Google Scholar] [CrossRef]
- Aguiar, P.R.; Serni, P.J.A.; Bianchi, E.C.; Dotto, F.R.L. In-process grinding monitoring by acoustic emission. In Proceedings of the 2004 IEEE International Conference on Acoustics, Speech, and Signal Processing, Montreal, QC, Canada, 17–21 May 2006; Volume 5, p. V-405-8. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
| Condition | Weight (g) |
|---|---|
| Without material removal workpiece | 331.24 |
| Pass 3 | 330.15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alexandre, F.; de Aguiar, P.; Götz, R.; Aulestia Viera, M.; Lopes, T.; D’addona, D.; Bianchi, E.; Silva, R.B.d. Emitter-Receiver Piezoelectric Transducers Applied in Monitoring Material Removal of Workpiece during Grinding Process. Proceedings 2019, 4, 9. https://doi.org/10.3390/ecsa-5-05732
Alexandre F, de Aguiar P, Götz R, Aulestia Viera M, Lopes T, D’addona D, Bianchi E, Silva RBd. Emitter-Receiver Piezoelectric Transducers Applied in Monitoring Material Removal of Workpiece during Grinding Process. Proceedings. 2019; 4(1):9. https://doi.org/10.3390/ecsa-5-05732
Chicago/Turabian StyleAlexandre, Felipe, Paulo de Aguiar, Reinaldo Götz, Martin Aulestia Viera, Thiago Lopes, Doriana D’addona, Eduardo Bianchi, and Rosemar Batista da Silva. 2019. "Emitter-Receiver Piezoelectric Transducers Applied in Monitoring Material Removal of Workpiece during Grinding Process" Proceedings 4, no. 1: 9. https://doi.org/10.3390/ecsa-5-05732
APA StyleAlexandre, F., de Aguiar, P., Götz, R., Aulestia Viera, M., Lopes, T., D’addona, D., Bianchi, E., & Silva, R. B. d. (2019). Emitter-Receiver Piezoelectric Transducers Applied in Monitoring Material Removal of Workpiece during Grinding Process. Proceedings, 4(1), 9. https://doi.org/10.3390/ecsa-5-05732