Abstract
The use of nickel electroless plating to enhance the mechanical properties of stainless steel micro lattice structures manufactured using selective laser melting is described. A coating thickness of 17 μm is achieved, and this increases micro lattice specific stiffness by 75% and specific strength by 50%. There is scope for improving the coating process, and hence improving micro lattice mechanical performance. The methodology described here provides a new potential for optimizing micro lattice mechanical performance and can be extended to other cellular materials with different coating technology.
1. Introduction
Metallic microstructures manufactured using selective laser melting (SLM) have potential applications as core materials in sandwich construction and as impact energy absorption devices [1,2]. Typically the cell size is 2.5 mm and the micro strut diameter is 200 µm. Ushijima et al. [3] and Gumruk et al. [4,5] have studied the stiffness and strength of body centred cubic (BCC) stainless steel micro lattice blocks under compression and other loading conditions. They derived specific stiffness and strength values, and they investigated the micro strut failure mechanisms during block collapse. Typically, a BCC micro lattice gives stable block collapse in which micro struts become plastic in the vicinity of nodes, and the struts rotate about the nodes. Enhancement of block specific stiffness and strength can be achieved by using light weight parent materials, e.g., Ti64 [6] or AlSi10Mg [7], or by using other micro lattice topologies, e.g., octet truss [8]. Lightweight materials tend to be more brittle as compared with stainless steel, and more complex lattice topologies tend to have more complex failure modes.
Other manufacturing techniques can be used to realise micro lattice structures, e.g., electron beam melting (EBM) [9] and photo polymer wave guides [10]. In the latter, hollow micro lattice struts can be obtained by creating the polymer lattice and then electroless depositing Ni alloy (for example), and subsequently removing the polymer micro lattice, giving ultra lightweight hollow micro lattices [10]. Also, with photo polymer wave guides, a polymeric lattice can be realized, which is then used to investment cast a solid metallic micro lattice [11].
A review of electroless plating is given in [12]. In this, the component is immersed in a fluid, and the solution itself supplies an internal electric current. Material is deposited onto the substrate, with a thickness dependent on the time of immersion. Sudager et al. [12] review different electroless plating processes and materials. They also discuss plating material mechanical properties. The plating method has the advantages of simplicity and ease of manufacture.
In the work described here, electro less plating is used to coat SLM BCC micro lattice structures with a view to improving block compression specific stiffness and strength. The acid bath Ni-P alloy approach [12] was used as this approach is appropriate for thick coatings, gives good quality coatings and is a stable manufacturing process [12]. The phosphorus content of the solution was selected as 6–9%, as this gives good overall properties [12]. Hence, 316L stainless steel BCC micro lattice blocks, manufacture using the procedure described in [13], were electroless plated with Ni-P, and the blocks were then tested under compression in a servo hydraulic machine, in a similar manner to [3,4,5].
2. Manufacture of Blocks
The manufacture of SLM 316L stainless steel micro lattice blocks has been extensively discussed in [13]. The technique used here is a single spot laser approach, with optimal laser power (90 W) and laser exposure time (1000 µs). This approach has the advantages of small strut diameter (typically 200 µm) and speed of manufacture, but the quality of the micro struts are not as good as using contour and hatch laser scan approaches [14]. The micro lattice blocks were manufactured by a SLM MCP 250 Realizer II machine [13]. Each block was nominally 12.5 mm3, the cell size was 2.5 mm giving 5 cells along the side of the block. The nominal diameter of the strut was 200 µm. The blocks were cut from the SLM machine bed plate using electro spark machining.
The blocks were then electro plated using the methodology as follows. The manufactured SLM blocks were first degreased using an electrolytic method for 2 min. After washing with water, the surfaces of the micro lattice were activated using a chloride nickel and hydrochloric acid bath (5 min), after which the blocks were again washed in water. The actual coating process uses a nickel sulfate (33 g/L) and sodium hypophosphite (28 g/L) bath. This is discussed in detail in [12]. The duration of immersion was 80 min, and this influences the depth of the coating. The coated blocks were then washed with hot water, de-tensioned for 30 min (to reduce residual stresses), given a thermal shock in room temperature pure water and dried. There is the further possibility of heat treatment to enhance properties, but this was not done here.
Figure 1 gives details of coated blocks. From these pictures it can be seen that the quality of coating is good, and that the average coating thickness is 17 µm. Also shown in these figures is the variability of the base SLM micro structures, and so if these coated structures are to be used in load bearing applications, then these variabilities need to be quantified. It has been shown previously that, notwithstanding these variabilities, micro lattice mechanical block behavior is reproducible and predictable [1,2,3,4,5,6]. Figure 1 shows a number of voids in both the coating and steel core. These will influence material plasticity and rupture during deformation. The interface between the steel core and the coating is shown to be of good quality.
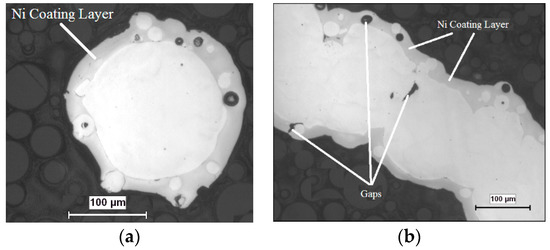
Figure 1.
Section from coated strut: (a) lateral section and (b) longitudinal section.
3. Block Compression Testing and Results
The 12.5 mm3 blocks were mounted in an Instron servohydraulic machine, similar to [4]. The loading rate was 0.5 mm/min giving a block strain rate of 6.66 × 10−4 s−1. The block stress was calculated by dividing the applied load by uncrushed area (12.5 × 12.5 mm). The block strain was measured using the cross head displacement, and was derived by dividing crosshead displacement by block height (12.5 mm). The density of the stainless steel 316L was taken as 8000 kgm3. The density of the coating was taken as 8100 kgm−3 [12]. Each block was weighed before and after plating and before testing, so that specific properties and the effect of coating could be quantified. Specific properties were derived by dividing actual properties by block mass.
Figure 2a gives results for two uncoated tests and two coated tests. Figure 2b gives the collapse modes for a coated case. The collapse mode was similar to the uncoated case [3,4,5], and essentially micro strut collapse is dominated by plastic hinges in the vicinity of the micro lattice node. This failure mode has been discussed in detail in [3,4,5]. Figure 2a shows good reproducibility for the uncoated case. There is more variability in the coated case. There is increased block stiffness and strength, but subsequent failure and collapse is more variable. For the coated case, as a strut bends around a node, tensile strains at the outer surface of the strut will cause rupture of the coating. Also, there may be shear stresses (and failure) at the core—coating interface, due to material stiffness mismatch. There will be a complex three dimensional failure process. The presence of inclusions will also initiate failure. Hence, there is scope to refine the coating process to improve this variability.
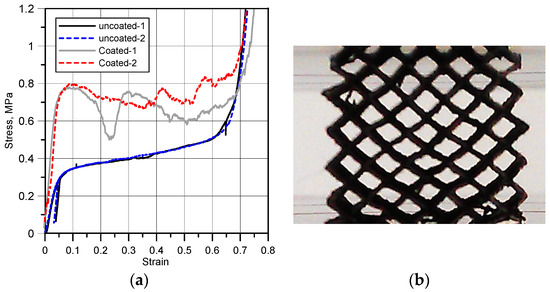
Figure 2.
(a) Block compression stress strain data for two uncoated and two coated tests; (b) Block collapse at a strain of 0.1 for coated block.
Table 1 summarises measured block properties. There is a 75% increase in block specific stiffness and a 50% increase in block specific strength for the coated case. The increase of mass of the coated blocks is 25%.

Table 1.
BCC Sample specifications and experimental results.
4. Finite Element Simulation of Blocks
In order to gain further insight into block collapse, a finite element simulation was developed. A BCC micro lattice block is modeled three-dimensionally with SolidWorks software. In order to reduce computational time, a single strut was modelled, and hence it was assumed that each strut deforms in a similar manner. An idealized geometry was assumed, whilst neglecting the holes and adherent powders on the surface which occurs during SLM production process. The model then was meshed with hexahedral elements and a mesh morphing option (HyperMesh) was used to achieve a regular mesh. The 17 µm nickel coating was also modeled using the same methods. The strut has 9396 solid elements and with coating the number of elements reaches 13,572. Each three faces at the top of the model was constrained in the direction of their normals to simulate symmetry effects. Bottom faces are fixed, and the model was compressed by a rigid wall. A piecewise linear plastic model was used for both the strut and the coating. Material properties of the SLM produced struts are taken from the quasi-static tensile tests [4]. Nanoindentation experiments was also performed for both the strut and the coating and the elastic modulus of the both materials was calculated from these indentation experiments. The yield strength of the nickel coating was calculated from FEM simulations by comparing experimental and numerical block collapse. No material failure criteria were included in the model. Three-dimensional quasi-static compression analyses were performed for both coated and uncoated struts in LS-DYNA. Figure 3 compares two experimental tests with simulation for coated lattice. The simulation shows that the lattice block progressive collapse is controlled by plasticity, but that failure processes occur in the coated struts, and these need to be modelled.
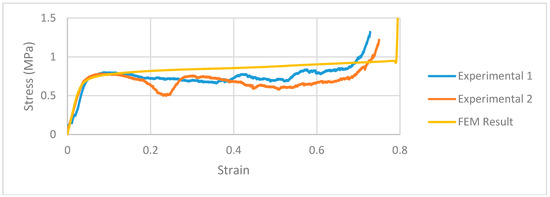
Figure 3.
Comparison of block stress strain between experiment and FEA for coated block.
It should be noted that the NiP electroless plating is an amorphous metal (metallic glass) and so will have a different constitutive behavior to the crystalline stainless steel [15]. Amorphous metals are more sensitive to size scale as compared to the more usual crystalline metals [15]. Also, complex failure behavior will occur in the NiP coating, which will require the inclusion of stress tri-axiality effects [16].
5. Concluding Remarks
The effect of coating SLM stainless steel micro lattice blocks with electro less plated Ni-P is to significantly enhance specific compression stiffness and strength properties. The coating thickness is 17 µm, giving an increase in block mass of 25%. The approach described here provides an exciting new avenue for optimizing and tailoring the mechanical properties 3D printed metallic micro lattice structures. There is scope to refine the coating manufacturing process to reduce the voids, to fully optimise the core-coating interface and to improve overall micro lattice quality. There is scope to look at other coatings and core materials to fully optimize the interaction between these. There is also scope for varying the coating thickness to define optimal thickness for block mechanical properties. It should be pointed out that the coating can give the micro lattice block multi functional properties [1], such as corrosion and wear resistance as well as the improved structural performance.
Author Contributions
R.G. did the experimental work and drafted the initial paper, A.U. did the FEA, and R.M. wrote the paper and addressed contextual issues.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Xiong, J.; Mines, R.; Ghosh, R.; Vaziri, M.; Ohrndorf, A.; Christ, H.J.; Wu, L. Advanced Micro-lattice materials: A review. Adv. Eng. Mater. 2015, 17, 1253–1264. [Google Scholar] [CrossRef]
- Rashed, M.G.; Ashraf, M.; Mines, R.A.W.; Hazell, P.J. Metallic microlattice materials: A current state of the art on manufacturing, mechanical properties and applications. Mater. Des. 2016, 95, 518–533. [Google Scholar] [CrossRef]
- Ushijima, K.; Cantwell, W.J.; Mines, R.A.W.; Tsopanos, S.; Smith, M. An investigation into the compression properties of stainless steel micro lattice structures. J. Sandw. Struct. Mater. 2010, 13, 303–329. [Google Scholar] [CrossRef]
- Gumruk, R.; Mines, R.A.W. Compressive behavior of stainless steel micro lattice structures. Int. J. Mech. Sci. 2013, 68, 125–139. [Google Scholar] [CrossRef]
- Gümrük, R.; Mines, R.A.W.; Karadeniz, S. Static mechanical behaviours of stainless steel micro lattice structures under different loading conditions. Mater. Sci. Eng. 2013, 586, 392–340. [Google Scholar] [CrossRef]
- Mines, R.A.W.; Tsopanos, S.; Shen, Y.; Hasan, R.; McKown, S.T. Drop weight impact behaviour of sandwich panels with metallic micro lattice cores. Int. J. Impact Eng. 2013, 60, 120–132. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef]
- Tancogne-Dejean, T.; Spierings, A.B.; Mohr, D. Additively manufactured metallic materials for high specific energy absorption under static and dynamic loading. Acta Mater. 2016, 116, 14–28. [Google Scholar] [CrossRef]
- Ozdemir, Z.; Hernandez-Nava, E.; Tyas, A.; Warren, J.A.; Fay, S.D.; Goodall, R.; Todd, I.; Askes, H. Energy absorption in lattice structures in dynamics: Experiments. Int. J. Impact Eng. 2016, 89, 49–61. [Google Scholar] [CrossRef]
- Schaedler, T.A.; Jacobsen, A.J.; Torrents, A.; Sorensen, A.E.; Lian, J.; Greer, J.R.; Valdevit, L.; Carter, W.B. Ultralight metallic microlattices. Science 2011, 334, 962–965. [Google Scholar] [CrossRef] [PubMed]
- Schaedler, T.A.; Ro, C.J.; Sorensen, A.E.; Eckel, Z.; Yang, S.S.; Carter, W.; Jacobsen, A.J. Designing metallic micro lattices for energy absorber applications. Adv. Eng. Mater. 2014, 16, 276–283. [Google Scholar] [CrossRef]
- Sudagar, J.; Lian, J.; Sha, W. Electroless nickel, alloy, composite and nano coatings—A critical review. J. Alloys Compd. 2013, 571, 183–204. [Google Scholar] [CrossRef]
- Tsopanos, S.; Mines, R.A.W.; McKown, S.; Shen, Y.; Cantwell, W.J.; Brooks, W.; Sutcliffe, C.J. The influence of processing parameters on the mechanical properties of selectively laser melted micro-lattice structures. J. Manuf. Sci. Eng. 2010, 132, 041011. [Google Scholar] [CrossRef]
- Abele, E.; Stoffregen, H.A.; Klimkeit, K.; Hoche, H.; Oechsner, M. Optimisation of process parameters for lattice structures. Rapid Prototyp. J. 2015, 21, 117–127. [Google Scholar] [CrossRef]
- Rys, J.; Valdevit l Schaedler, T.A.; Jacobsen, A.J.; Carter, W.B.; Greer, J.R. Fabrication and deformation of metallic glass. Adv. Eng. Mater. 2014, 16, 889–896. [Google Scholar] [CrossRef]
- Wang, Z.; Li, P. Characterisation and constitutive model of tensile properties of selective laser melted Ti 6Al 4V struts for micro lattice structures. Mater. Sci. Eng. A 2018, 725, 350–358. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).