
Fractal Geometry: Surface Characterization of Printing Paper


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Characterization
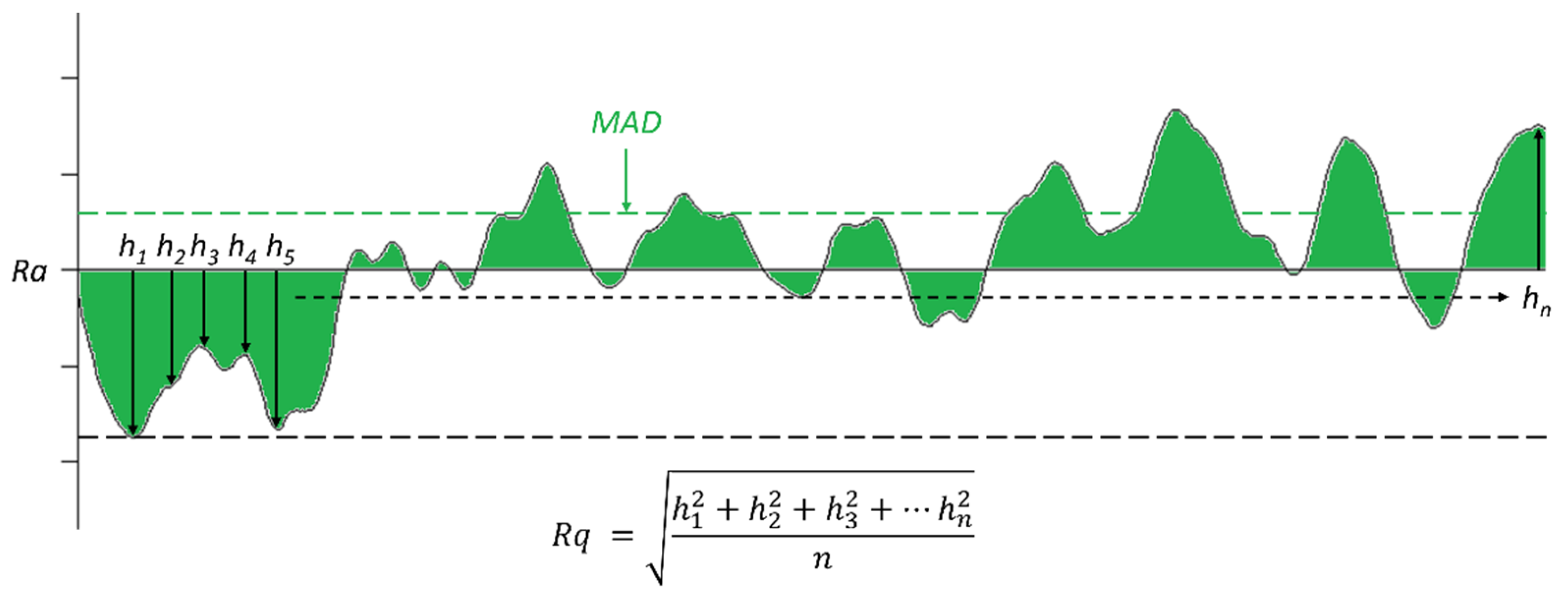
2.2.1. Surface Roughness Characterization
2.2.2. Surface Friction Characterization
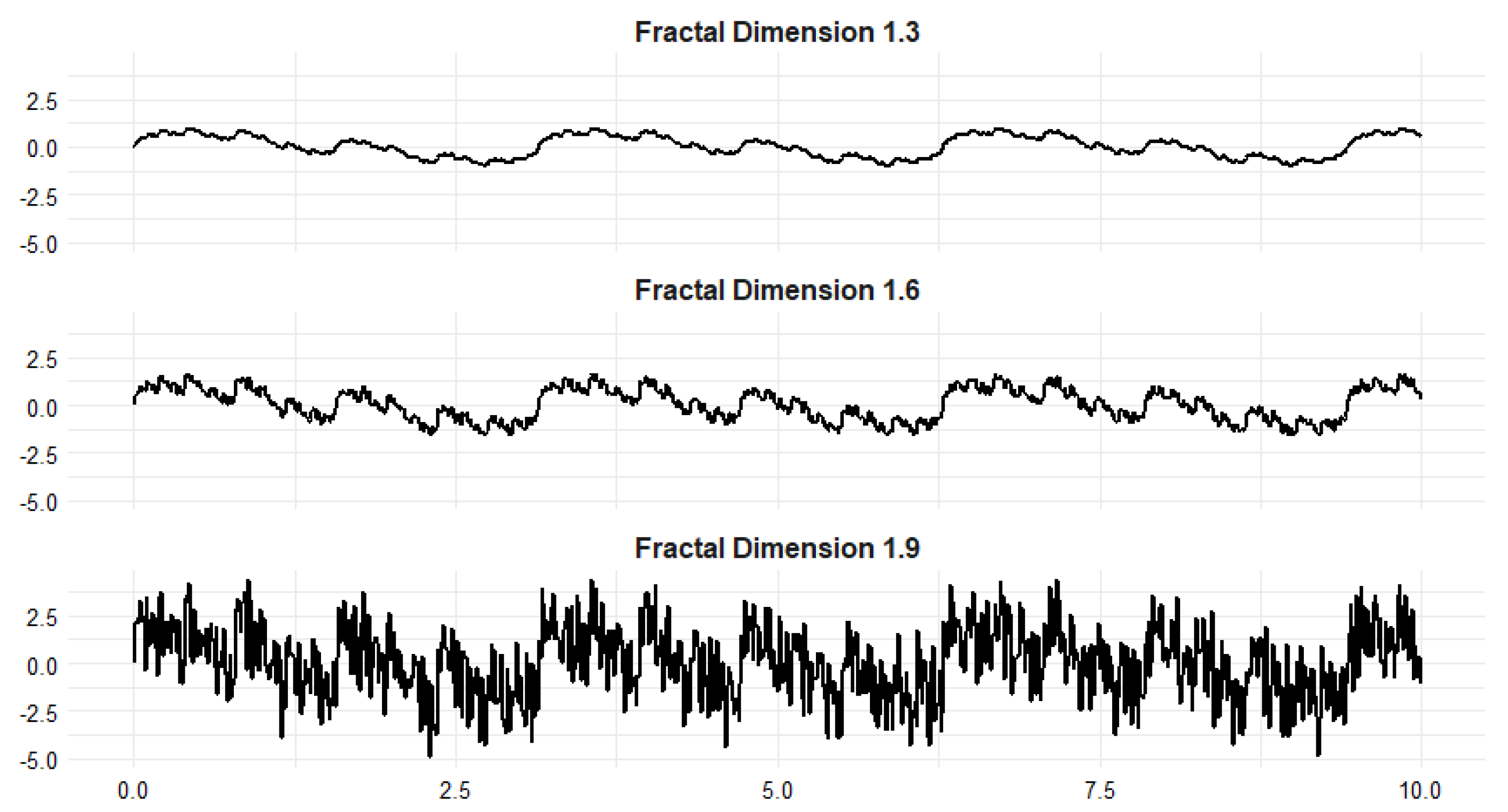
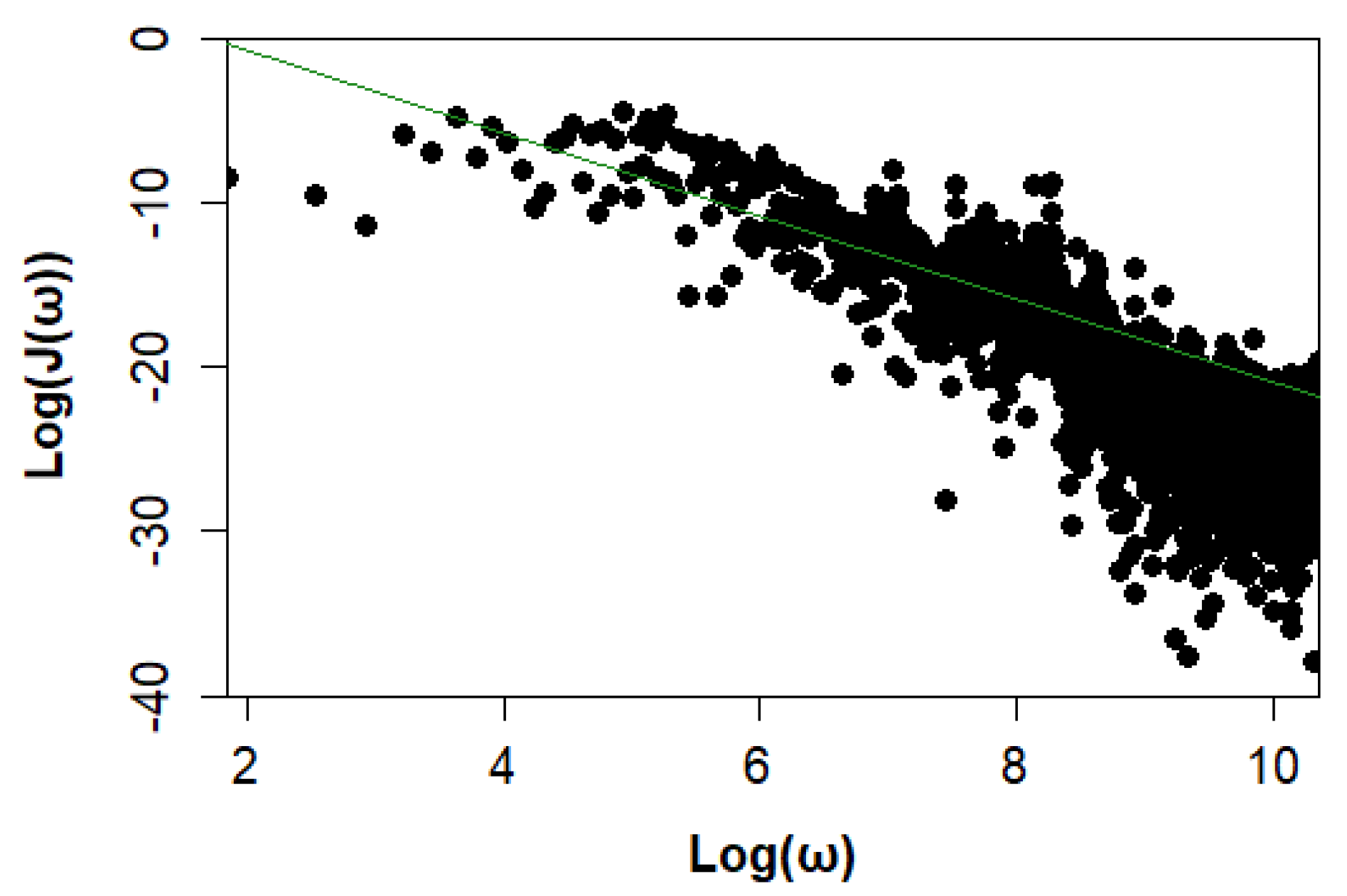
2.3. Fractal Geometry Dimension Analysis of Surface Roughness Profiles
3. Results and Discussion
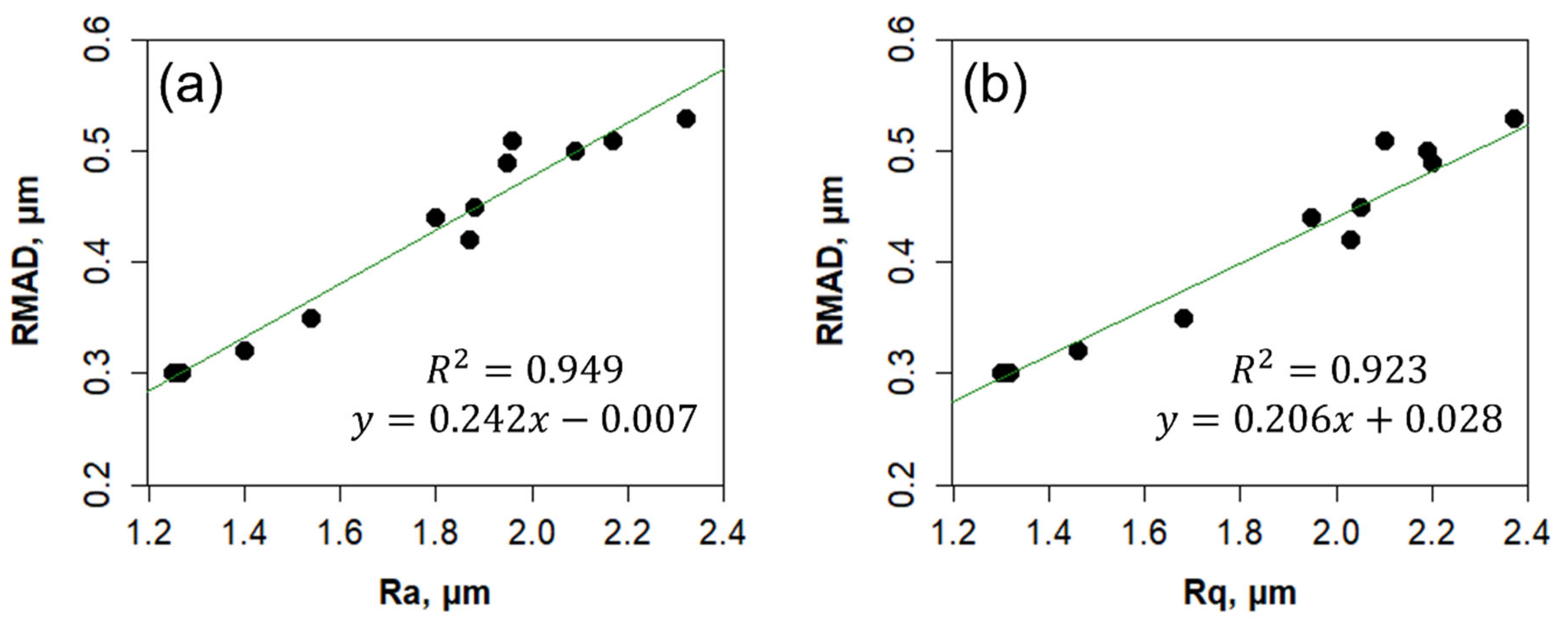
3.1. Surface Roughness of Printing Paper
3.2. Surface Friction of Printing Paper
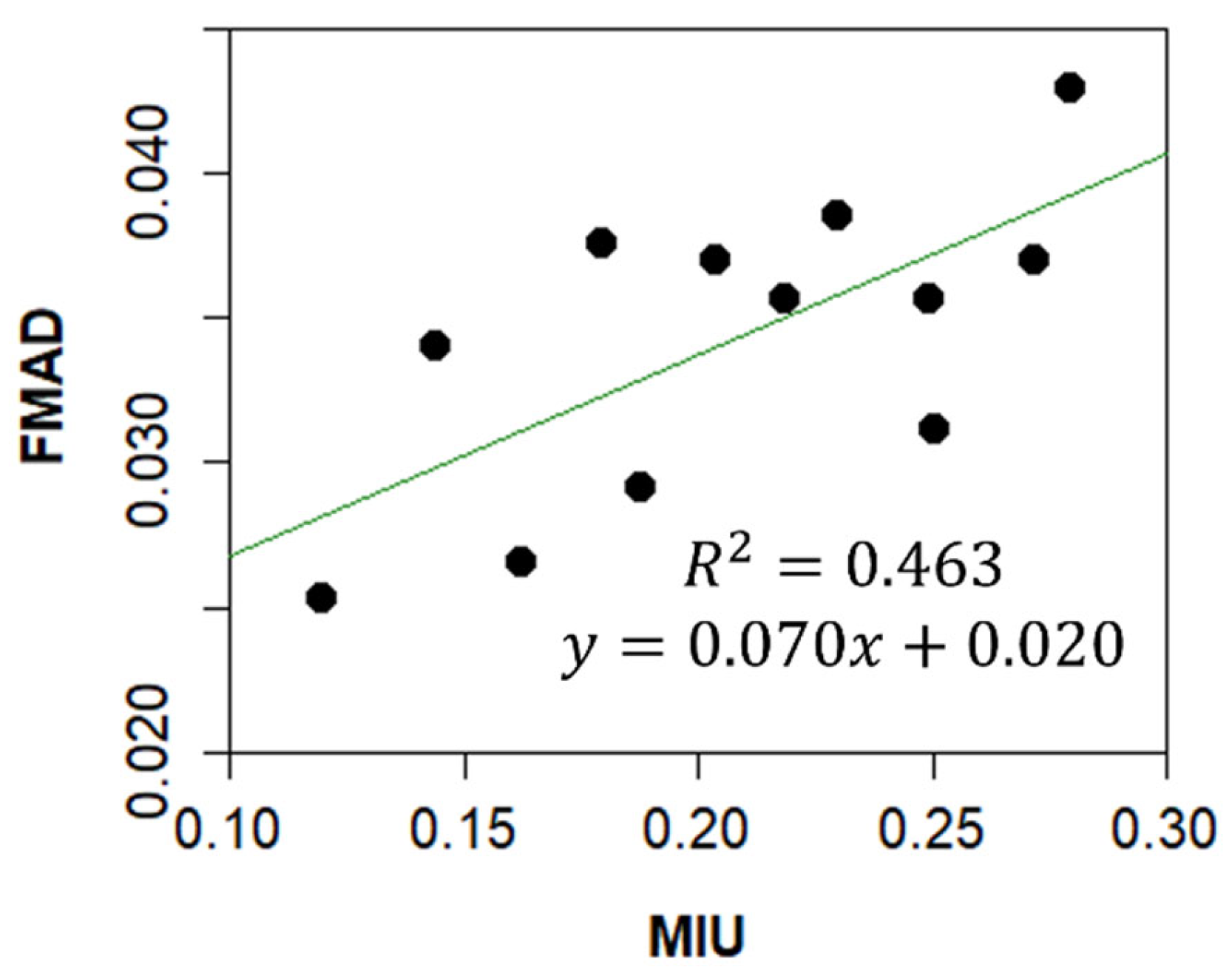
3.3. Surface Friction vs. Surface Roughness
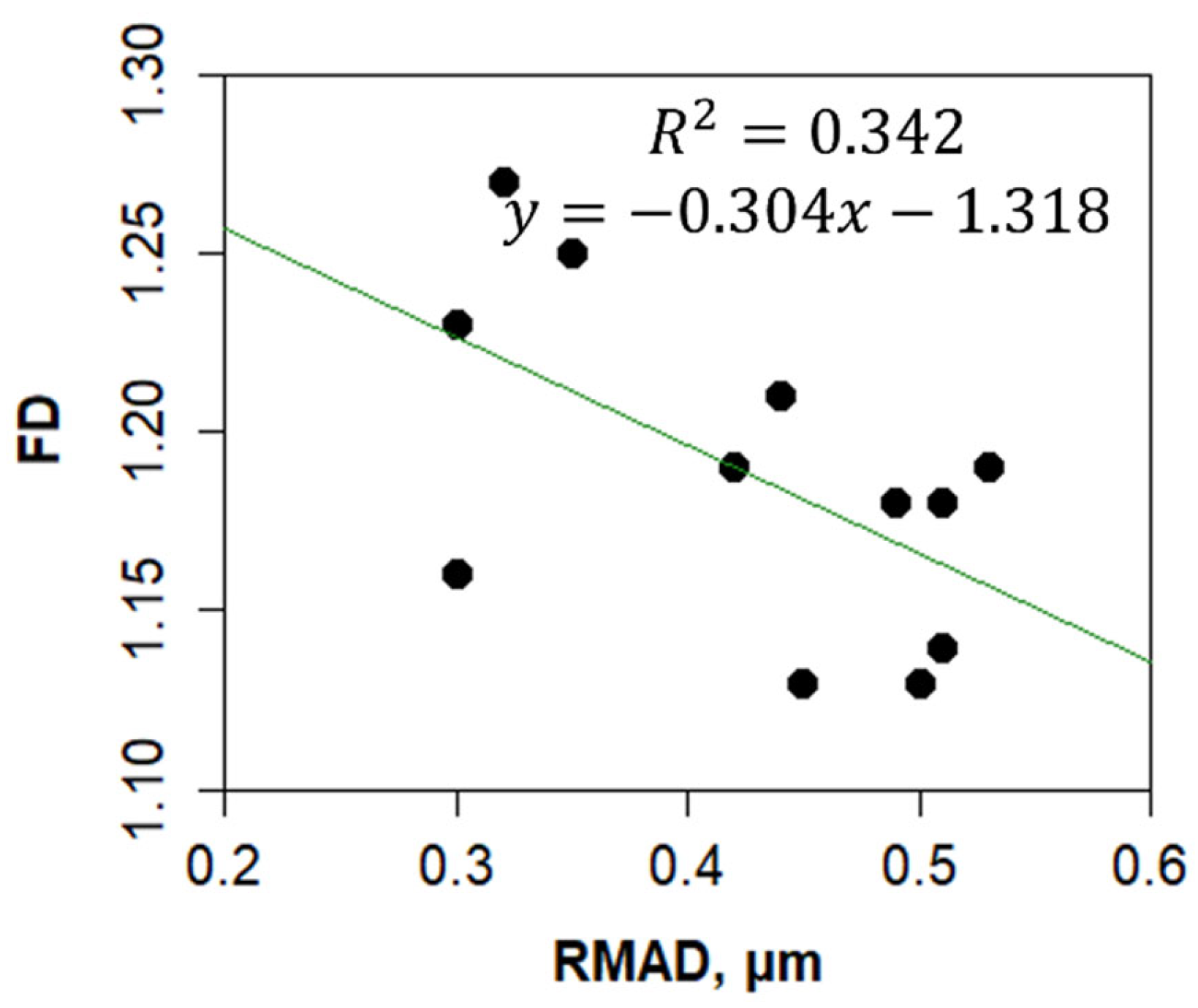
3.4. FD Analysis of Surface Roughness of Printing Paper
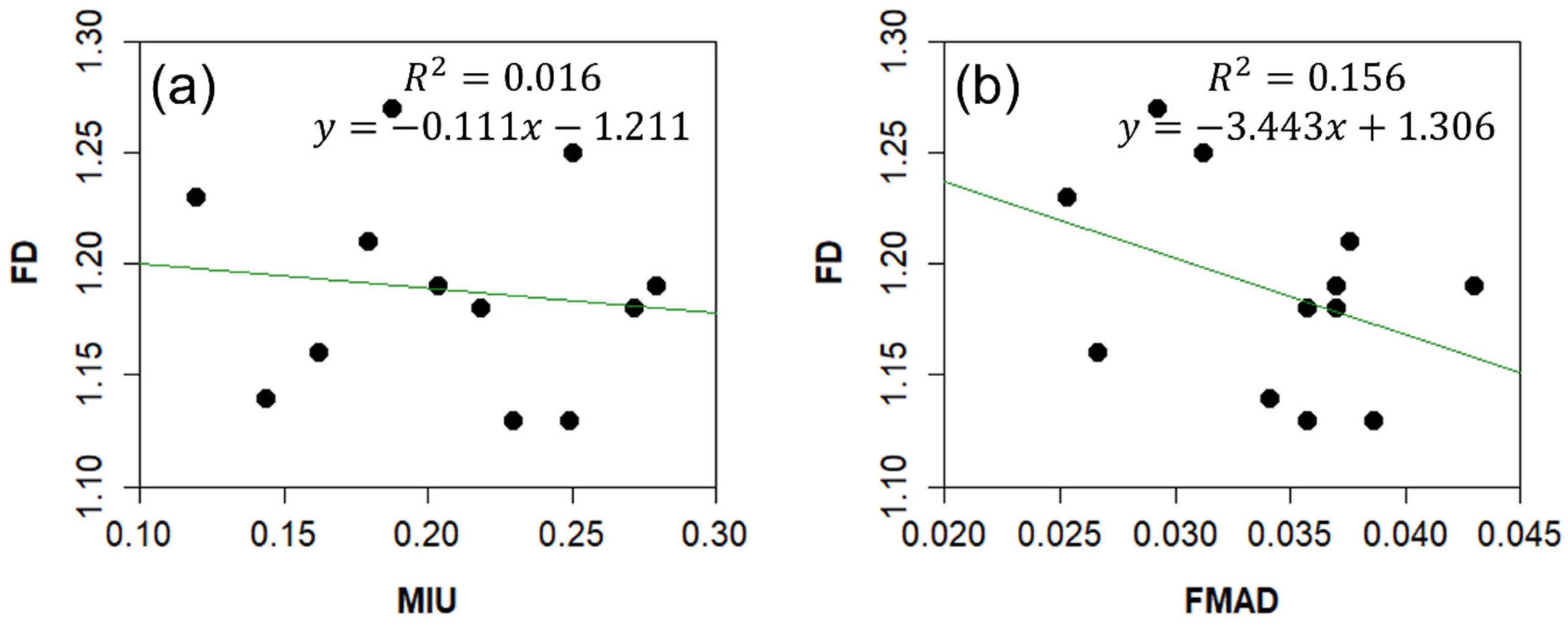
3.5. Application of Fractal Geometry to Surface Characterization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| FD | Fractal Dimension |
| PSD | Power Spectral Density |
| Ra | Average of Surface Roughness |
| COF | Coefficient of Friction |
| MIU | Average of Coefficient of Friction |
| MAD | Mean Absolute Deviation |
| RMAD | Mean Absolute Deviation of Surface Roughness |
| FMAD | Mean Absolute Deviation of Surface Friction |
References
- Kaye, B.H. Characterizing the flowability of a powder using the concepts of fractal geometry and chaos theory. Part. Syst. Charact. 1997, 14, 53–66. [Google Scholar] [CrossRef]
- Keller, J.B. Flow in random porous media. Transp. Porous Media 2001, 43, 395–406. [Google Scholar] [CrossRef]
- Rigby, S.P.; Gladden, L.F. The prediction of transport properties of porous media using fractal models and NMR experimental techniques. Chem. Eng. Sci. 1999, 54, 3503–3512. [Google Scholar] [CrossRef]
- Ko, Y.C.; Park, J.-M.; Shin, S.-J. The principles of fractal geometry and its applications for pulp & Paper Industry. J. Korea Tech. Assoc. Pulp Pap. Ind. 2015, 47, 177–186. [Google Scholar]
- Jeong, C.W.; Lee, Y.J.; Shin, Y.C.; Choi, M.J.; Kim, H.J. Paper fingerprint by forming fabric: Analysis of periodic marks with 2D lab formation sensor and machine learning for forensic paper-identification. Nord. Pulp Pap. Res. J. 2024, 39, 747–757. [Google Scholar] [CrossRef]
- Lee, Y.-J.; Jeong, C.W.; Kim, H.J. Paper fingerprint by forming fabric: Analysis of periodic marks with 2D lab formation sensor and artificial neural network for forensic document dating. BioResources 2024, 19, 7591–7605. [Google Scholar] [CrossRef]
- Fellers, C. Paper physics. In Pulp and Paper Chemistry and Technology: Paper Products Physics and Technology; De Gruyter: Berlin, Germany, 2009; Volume 4, pp. 25–67. [Google Scholar]
- Smook, G.A. Handbook for Pulp & Paper Technologists; Angus Wilde Publications: Vancouver, BC, Canada, 2002. [Google Scholar]
- Borodulina, S.; Kulachenko, A.; Nygårds, M.; Galland, S. Stress-strain curve of paper revisited. Nord. Pulp Pap. Res. J. 2012, 27, 318–328. [Google Scholar] [CrossRef]
- ter Fellers, C. Bending stiffness, with special reference to paperboard. In Handbook of Physical Testing of Paper; CRC Press: Boca Raton, FL, USA, 2001; pp. 253–276. [Google Scholar]
- Hollmark, H.J.M.D. Mechanical Properties of Paper and Paperboard; Marcel Dekker: New York, NY, USA, 1983; Volume 11, p. 497. [Google Scholar]
- Ko, Y.C.; Melani, L.; Park, N.Y.; Kim, H.J. Surface characterization of paper and paperboard using a stylus contact method. Nord. Pulp Pap. Res. J. 2020, 35, 78–88. [Google Scholar] [CrossRef]
- Rigdahl, M.; Westerlind, B.; Hollmark, H. Analysis of cellulose networks by the finite element method. J. Mater. Sci. 1984, 19, 3945–3952. [Google Scholar] [CrossRef]
- Jeong, H.S.; Ko, Y.C.; Kim, H.-J. Effects of a stylus on the surface roughness determination in a contact method for paper and paperboard. Nord. Pulp Pap. Res. J. 2019, 34, 442–452. [Google Scholar] [CrossRef]
- Mandelbrot, B.J.N.Y. The Fractal Geometry of Nature; W H Freeman and Co., Ltd.: New York, NY, USA, 1982. [Google Scholar]
- Russ, J.C. Fractal Surfaces; Springer Science + Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Lee, Y.J.; Ko, Y.C.; Moon, B.G.; Kim, H.J. Surface characterization of paper products by profilometry with a fractal dimension analysis. BioResources 2023, 18, 3978–3994. [Google Scholar] [CrossRef]
- Vernhes, P.; Bloch, J.-F.; Mercier, C.; Blayo, A.; Pineaux, B. Statistical analysis of paper surface microstructure: A multi-scale ap-proach. Appl. Surf. Sci. 2008, 254, 7431–7437. [Google Scholar] [CrossRef]
- ISO 187:2022; Paper, Board and Pulps—Standard Atmosphere for Conditioning and Testing and Procedure for Monitoring the Atmosphere and Conditioning of Samples. International Organization for Standardization: Geneva, Switzerland, 2022.
- KS M 4057:2021; Determination of Stylus Contact Method of Paper and Board—Surface Friction. Korea Agency for Technology and Standards: Chungbuk, Republic of Korea, 2021.
- ISO 24118-1:2023; Paper and board—Stylus contact method—Part 1: Determination of surface roughness. International Organization for Standardization: Geneva, Switzerland, 2023.
- Park, N.Y.; Ko, Y.C.; Kim, H.J.; Moon, B.G. Surface characterization of paper products via a stylus-type contact method. BioResources 2021, 16, 5667–5678. [Google Scholar] [CrossRef]
- Moon, B.G.; Park, N.Y.; Ko, Y.C.; Kim, H.J. Characterization of paper surfaces by friction profilometry. BioResources 2022, 17, 6067–6078. [Google Scholar] [CrossRef]
- ISO 21920-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2021.
- McCool, J.I. Relating profile instrument measurements to the functional performance of rough surfaces. J. Tribol. 1987, 109, 264–270. [Google Scholar] [CrossRef]
- Duparré, A.; Ferre-Borrull, J.; Gliech, S.; Notni, G.; Steinert, J.; Bennett, J.M. Surface characterization techniques for determining the root-mean-square roughness and power spectral densities of optical components. Appl. Opt. 2002, 41, 154–171. [Google Scholar] [CrossRef] [PubMed]
- ISO 12625-18:2022; Tissue Paper and Tissue Products—Part 18: Determination of Surface Friction. International Organization for Standardization: Geneva, Switzerland, 2022.
- Leach, R. Fundamental Principles of Engineering Nanometrology; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Barnes, R. Variogram Tutorial; Global Software, Inc.: Raleigh, NC, USA, 2024. [Google Scholar]
- Lung, C.W.; Jiang, J.; Tian, E.K.; Zhang, C.H. Relation between fractal dimension and roughness index for fractal surfaces. Phys. Rev. E Stat. Phys. Plasmas Fluids Relat. Interdiscip. Top. 1999, 60, 5121–5125. [Google Scholar] [CrossRef] [PubMed]
- Gneiting, T.; Ševčíková, H.; Percival, D.B. Estimators of fractal dimension: Assessing the roughness of time series and spatial data. Stat. Sci. 2012, 27, 247–277. [Google Scholar] [CrossRef]
- Bhushan, B.; Ko, P.L. Introduction to tribology. Appl. Mech. Rev. 2003, 56, B6–B7. [Google Scholar] [CrossRef]
- Yuan, C.Q.; Li, J.; Yan, X.P.; Peng, Z. The use of the fractal description to characterize engineering surfaces and wear particles. Wear 2003, 255, 315–326. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Basis Weight, g/m2 | Thickness, mm | Density, g/cm3 |
|---|---|---|---|
| P&W1 | 86.9 | 0.11 | 0.78 |
| P&W2 | 76.0 | 0.10 | 0.74 |
| P&W3 | 74.1 | 0.10 | 0.72 |
| P&W4 | 81.7 | 0.11 | 0.74 |
| P&W5 | 84.4 | 0.11 | 0.77 |
| P&W6 | 83.6 | 0.11 | 0.76 |
| P&W7 | 80.9 | 0.11 | 0.74 |
| P&W8 | 80.9 | 0.11 | 0.75 |
| P&W9 | 72.5 | 0.11 | 0.66 |
| P&W10 | 79.5 | 0.10 | 0.75 |
| P&W11 | 89.2 | 0.11 | 0.82 |
| P&W12. | 89.4 | 0.11 | 0.81 |
| Sample | Ra, μm | Rq, μm | RMAD, μm | |||
|---|---|---|---|---|---|---|
| Mean | COV | Mean | COV | Mean | COV | |
| P&W1 | 1.40 | 15.4% | 1.46 | 15.4% | 0.32 | 9.5% |
| P&W2 | 2.09 | 14.6% | 2.19 | 14.4% | 0.50 | 5.1% |
| P&W3 | 1.88 | 13.6% | 2.05 | 16.1% | 0.45 | 5.8% |
| P&W4 | 1.27 | 7.5% | 1.30 | 6.5% | 0.30 | 5.7% |
| P&W5 | 1.80 | 8.4% | 1.95 | 11.5% | 0.44 | 5.6% |
| P&W6 | 1.25 | 12.4% | 1.32 | 13.0% | 0.30 | 6.8% |
| P&W7 | 2.32 | 10.5% | 2.37 | 10.3% | 0.53 | 6.4% |
| P&W8 | 1.95 | 16.6% | 2.20 | 19.9% | 0.49 | 9.2% |
| P&W9 | 1.96 | 17.2% | 2.10 | 19.7% | 0.51 | 7.6% |
| P&W10 | 2.17 | 7.5% | 2.55 | 24.8% | 0.51 | 3.6% |
| P&W11 | 1.87 | 9.4% | 2.03 | 14.9% | 0.42 | 6.9% |
| P&W12 | 1.54 | 13.3% | 1.68 | 18.1% | 0.35 | 6.6% |
| Sample | MIU | FMAD | ||
|---|---|---|---|---|
| Mean | COV | Mean | COV | |
| P&W1 | 0.187 | 21.9% | 0.029 | 9.9% |
| P&W2 | 0.230 | 21.4% | 0.039 | 17.0% |
| P&W3 | 0.249 | 25.2% | 0.036 | 9.7% |
| P&W4 | 0.162 | 18.8% | 0.027 | 13.9% |
| P&W5 | 0.179 | 21.4% | 0.038 | 11.6% |
| P&W6 | 0.119 | 15.8% | 0.025 | 12.4% |
| P&W7 | 0.279 | 20.4% | 0.043 | 16.1% |
| P&W8 | 0.272 | 16.0% | 0.037 | 13.5% |
| P&W9 | 0.218 | 21.9% | 0.036 | 10.5% |
| P&W10 | 0.144 | 9.0% | 0.034 | 8.2% |
| P&W11 | 0.203 | 19.3% | 0.037 | 9.2% |
| P&W12 | 0.250 | 17.3% | 0.031 | 15.1% |
| Sample | RMAD, μm | MIU | FMAD | FD | ||||
|---|---|---|---|---|---|---|---|---|
| Mean | COV | Mean | COV | Mean | COV | Mean | COV | |
| P&W1 | 0.32 | 9.5% | 0.187 | 21.9% | 0.029 | 9.9% | 1.27 | 3.6% |
| P&W2 | 0.50 | 5.1% | 0.230 | 21.4% | 0.039 | 17.0% | 1.13 | 3.3% |
| P&W3 | 0.45 | 5.8% | 0.249 | 25.2% | 0.036 | 9.7% | 1.13 | 3.5% |
| P&W4 | 0.30 | 5.7% | 0.162 | 18.8% | 0.027 | 13.9% | 1.16 | 4.6% |
| P&W5 | 0.44 | 5.6% | 0.179 | 21.4% | 0.038 | 11.6% | 1.21 | 4.3% |
| P&W6 | 0.30 | 6.8% | 0.119 | 15.8% | 0.025 | 12.4% | 1.23 | 4.9% |
| P&W7 | 0.53 | 6.4% | 0.279 | 20.4% | 0.043 | 16.1% | 1.19 | 5.6% |
| P&W8 | 0.49 | 9.2% | 0.272 | 16.0% | 0.037 | 13.5% | 1.18 | 3.4% |
| P&W9 | 0.51 | 7.6% | 0.218 | 21.9% | 0.036 | 10.5% | 1.18 | 2.8% |
| P&W10 | 0.51 | 3.6% | 0.144 | 9.0% | 0.034 | 8.2% | 1.14 | 5.5% |
| P&W11 | 0.42 | 6.9% | 0.203 | 19.3% | 0.037 | 9.2% | 1.19 | 5.3% |
| P&W12 | 0.35 | 6.6% | 0.250 | 17.3% | 0.031 | 15.1% | 1.25 | 3.7% |
| Sample | RMAD, μm | MIU | FMAD | FD |
|---|---|---|---|---|
| P&W11 | 0.42 | 0.203 | 0.037 | 1.19 |
| P&W12 | 0.35 | 0.250 | 0.031 | 1.25 |
| Change | −16.7% | 23% | −16.2% | 5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, Y.J.; Kim, G.-W.; Lee, T.-J.; Kim, H.J. Fractal Geometry: Surface Characterization of Printing Paper. Fractal Fract. 2025, 9, 123. https://doi.org/10.3390/fractalfract9020123
Lee YJ, Kim G-W, Lee T-J, Kim HJ. Fractal Geometry: Surface Characterization of Printing Paper. Fractal and Fractional. 2025; 9(2):123. https://doi.org/10.3390/fractalfract9020123
Chicago/Turabian StyleLee, Yong Ju, Geon-Woo Kim, Tai-Ju Lee, and Hyoung Jin Kim. 2025. "Fractal Geometry: Surface Characterization of Printing Paper" Fractal and Fractional 9, no. 2: 123. https://doi.org/10.3390/fractalfract9020123
APA StyleLee, Y. J., Kim, G.-W., Lee, T.-J., & Kim, H. J. (2025). Fractal Geometry: Surface Characterization of Printing Paper. Fractal and Fractional, 9(2), 123. https://doi.org/10.3390/fractalfract9020123