
Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
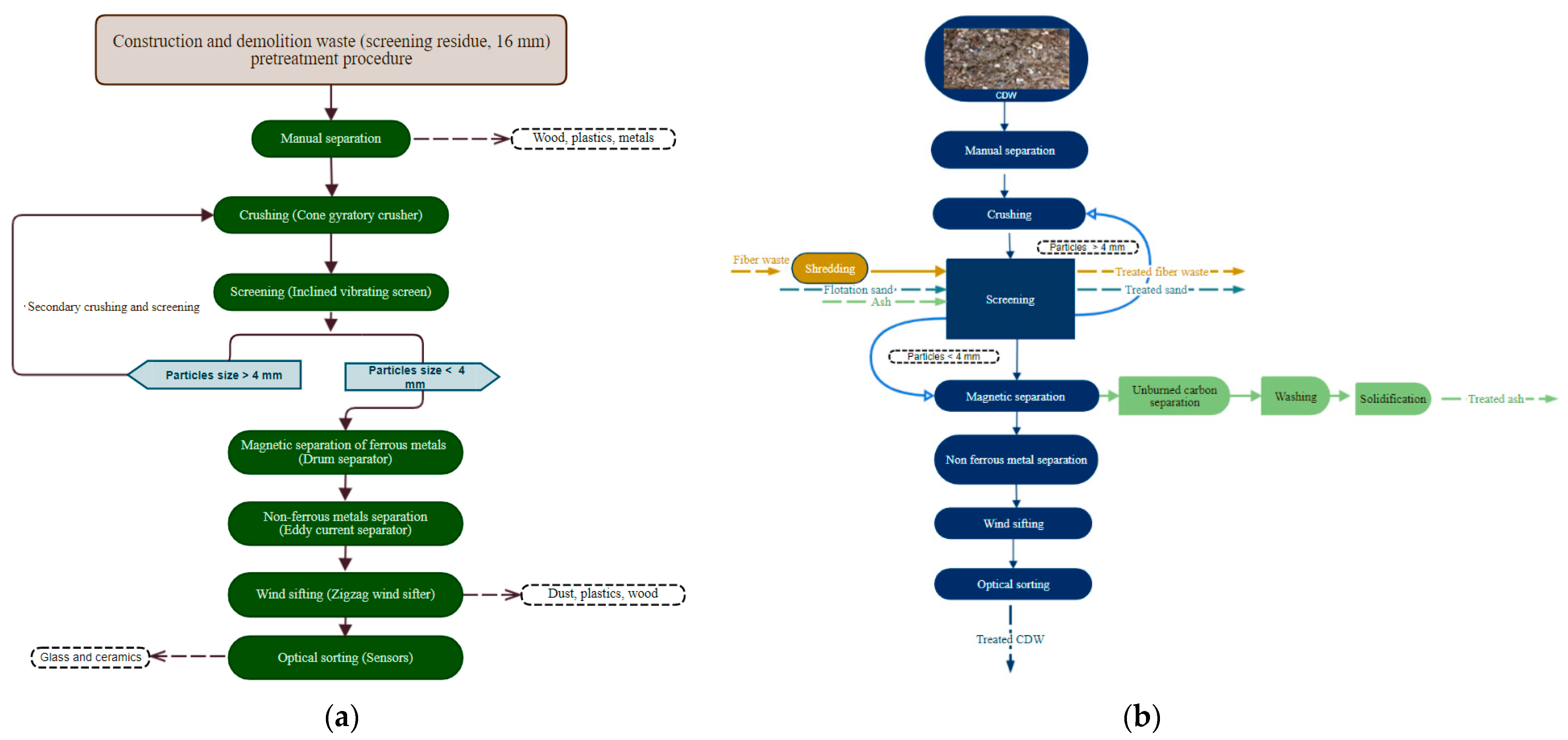
3.1. CDW Pretreatment Approach
3.1.1. Crushing and Screening
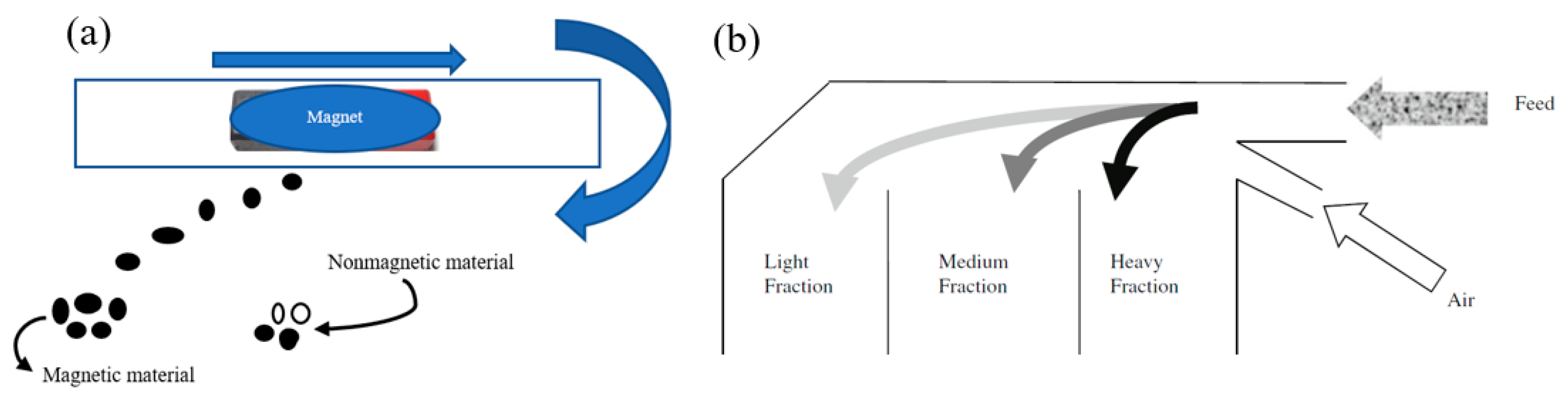
3.1.2. Magnetic, Eddy Current and Air Classifier Separation
3.2. Combined Line Pretreatment Technique
3.3. Economic Analysis for CDW and Combined Line Treatment
3.4. Environmental Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liao, B.; Wang, T. Research on Industrial Waste Recovery Network Optimization: Opportunities Brought by Artificial Intelligence. Math. Probl. Eng. 2020, 2020, 3618424. [Google Scholar] [CrossRef]
- Apithanyasai, S.; Supakata, N.; Papong, S. The potential of industrial waste: Using foundry sand with fly ash and electric arc furnace slag for geopolymer brick production. Heliyon 2020, 6, e03697. [Google Scholar] [CrossRef] [PubMed]
- Ellis, C. Trends in Solid Waste Management. Available online: https://datatopics.worldbank.org/what-a-waste/trends_in_solid_waste_management.html (accessed on 18 May 2022).
- Kalisz, S.; Kibort, K.; Mioduska, J.; Lieder, M.; Małachowska, A. Waste management in the mining industry of metals ores, coal, oil and natural gas-A review. J. Environ. Manag. 2021, 304, 114239. [Google Scholar] [CrossRef]
- Nithya, M.; Ramasamy, M. Sustainability in construction industry through zero waste technology in India. Mater. Today Proc. 2021, 46, 849–851. [Google Scholar] [CrossRef]
- Ince, C.; Tayançlı, S.; Derogar, S. Recycling waste wood in cement mortars towards the regeneration of sustainable environment. Constr. Build. Mater. 2021, 299, 123891. [Google Scholar] [CrossRef]
- Tepanosyan, G.; Sahakyan, L.; Belyaeva, O.; Asmaryan, S.; Saghatelyan, A. Continuous impact of mining activities on soil heavy metals levels and human health. Sci. Total Environ. 2018, 639, 900–909. [Google Scholar] [CrossRef]
- Kinnunen, P.; Obenaus-Emler, R.; Raatikainen, J.; Guignot, S.; Guimerà, J.; Ciroth, A.; Heiskanen, K. Review of closed water loops with ore sorting and tailings valorisation for a more sustainable mining industry. J. Clean. Prod. 2020, 278, 123237. [Google Scholar] [CrossRef]
- Kinnunen, P.H.-M.; Kaksonen, A.H. Towards circular economy in mining: Opportunities and bottlenecks for tailings valorization. J. Clean. Prod. 2019, 228, 153–160. [Google Scholar] [CrossRef]
- Statistics Finland-Waste statistics 2019. Available online: https://www.stat.fi/til/jate/2019/jate_2019_2021-06-16_tie_001_en.html (accessed on 18 May 2022).
- Yuan, L.; Lu, W.; Xue, F. Estimation of construction waste composition based on bulk density: A big data-probability (BD-P) model. J. Environ. Manag. 2021, 292, 112822. [Google Scholar] [CrossRef]
- Lu, W.; Lee, W.M.; Xue, F.; Xu, J. Revisiting the effects of prefabrication on construction waste minimization: A quantitative study using bigger data. Resour. Conserv. Recycl. 2021, 170, 105579. [Google Scholar] [CrossRef]
- Ulubeyli, S.; Kazaz, A.; Arslan, V. Construction and Demolition Waste Recycling Plants Revisited: Management Issues. Procedia Eng. 2017, 172, 1190–1197. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, M.; Di Maio, F.; Sprecher, B.; Yang, X.; Tukker, A. An overview of the waste hierarchy framework for analyzing the circularity in construction and demolition waste management in Europe. Sci. Total Environ. 2021, 803, 149892. [Google Scholar] [CrossRef] [PubMed]
- Contreras-Llanes, M.; Romero, M.; Gázquez, M.J.; Bolívar, J.P. Recycled Aggregates from Construction and Demolition Waste in the Manufacture of Urban Pavements. Materials 2021, 14, 6605. [Google Scholar] [CrossRef]
- Sensoneo. Global Waste Index 2019|SENSONEO. Available online: https://sensoneo.com/global-waste-index-2019/ (accessed on 18 May 2022).
- Kothari, R.; Singh, A.; Pandey, A.K.; Tyagi, V.V.; Egamberdieva, D.; Bellingrath-Kimura, S.D.; Arora, N.K. Valorization of bio-waste material: Future dimensions for path towards sustainability. Environ. Sustain. 2021, 4, 199–200. [Google Scholar] [CrossRef]
- Oladiran, O.J.; Ogunsanmi, O.E.; Dada, M.O. Frameworks for Material Waste Minimization on Nigerian Building Projects. J. Constr. Bus. Manag. 2019, 3, 45–61. [Google Scholar] [CrossRef]
- Ajayi, S.O.; Oyedele, L.O.; Bilal, M.; Akinade, O.; Alaka, H.A.; Owolabi, H.A. Critical management practices influencing on-site waste minimization in construction projects. Waste Manag. 2016, 59, 330–339. [Google Scholar] [CrossRef] [PubMed]
- Zhao, R.; Sun, L.; Zou, X.; Fujii, M.; Dong, L.; Dou, Y.; Geng, Y.; Wang, F. Towards a Zero Waste city- an analysis from the perspective of energy recovery and landfill reduction in Beijing. Energy 2021, 223, 120055. [Google Scholar] [CrossRef]
- Chen, Y.-C. Evaluating greenhouse gas emissions and energy recovery from municipal and industrial solid waste using waste-to-energy technology. J. Clean. Prod. 2018, 192, 262–269. [Google Scholar] [CrossRef]
- Baidya, R.; Ghosh, S.K.; Parlikar, U.V. Co-processing of Industrial Waste in Cement Kiln–A Robust System for Material and Energy Recovery. Procedia Environ. Sci. 2016, 31, 309–317. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, H.P.; Mueller, A.; Nguyen, V.T.; Nguyen, C.T. Development and characterization of lightweight aggregate recycled from construction and demolition waste mixed with other industrial by-products. Constr. Build. Mater. 2021, 313, 125472. [Google Scholar] [CrossRef]
- De Rossi, A.; Ribeiro, M.; Labrincha, J.; Novais, R.; Hotza, D.; Moreira, R. Effect of the particle size range of construction and demolition waste on the fresh and hardened-state properties of fly ash-based geopolymer mortars with total replacement of sand. Process Saf. Environ. Prot. 2019, 129, 130–137. [Google Scholar] [CrossRef]
- Chien, C.-F.; Aviso, K.; Tseng, M.-L.; Fujii, M.; Lim, M.K. Solid waste management in emerging economies: Opportunities and challenges for reuse and recycling. Resour. Conserv. Recycl. 2021, 172, 105677. [Google Scholar] [CrossRef]
- Ikhlayel, M. Development of management systems for sustainable municipal solid waste in developing countries: A systematic life cycle thinking approach. J. Clean. Prod. 2018, 180, 571–586. [Google Scholar] [CrossRef]
- Muscolo, A.; Romeo, F.; Marra, F.; Mallamaci, C. Recycling agricultural, municipal and industrial pollutant wastes into fertilizers for a sustainable healthy food production. J. Environ. Manag. 2021, 300, 113771. [Google Scholar] [CrossRef]
- Chinnu, S.; Minnu, S.; Bahurudeen, A.; Senthilkumar, R. Recycling of industrial and agricultural wastes as alternative coarse aggregates: A step towards cleaner production of concrete. Constr. Build. Mater. 2021, 287, 123056. [Google Scholar] [CrossRef]
- Colangelo, F.; Farina, I.; Travaglioni, M.; Salzano, C.; Cioffi, R.; Petrillo, A. Eco-efficient industrial waste recycling for the manufacturing of fibre reinforced innovative geopolymer mortars: Integrated waste management and green product development through LCA. J. Clean. Prod. 2021, 312, 127777. [Google Scholar] [CrossRef]
- Choo, T.F.; Salleh, M.A.M.; Kok, K.Y.; Matori, K.A. A Review on Synthesis of Mullite Ceramics from Industrial Wastes. Recycling 2019, 4, 39. [Google Scholar] [CrossRef] [Green Version]
- Li, R.; Zhou, Y.; Li, C.; Li, S.; Huang, Z. Recycling of industrial waste iron tailings in porous bricks with low thermal conduc-tivity. Constr. Build. Mater. 2019, 213, 43–50. [Google Scholar] [CrossRef]
- Lu, H.; Qi, C.; Chen, Q.; Gan, D.; Xue, Z.; Hu, Y. A new procedure for recycling waste tailings as cemented paste backfill to underground stopes and open pits. J. Clean. Prod. 2018, 188, 601–612. [Google Scholar] [CrossRef]
- Li, J.; Jiang, Y.; Xu, Z. Eddy current separation technology for recycling printed circuit boards from crushed cell phones. J. Clean. Prod. 2017, 141, 1316–1323. [Google Scholar] [CrossRef]
- Nazari, A.; Sanjayan, J. Synthesis of geopolymer from industrial wastes. J. Clean. Prod. 2015, 99, 297–304. [Google Scholar] [CrossRef]
- Grosso, M.; Rigamonti, L.; Niero, M. Circular economy, permanent materials and limitations to recycling: Where do we stand and what is the way forward? Waste Manag. Res. J. A Sustain. Circ. Econ. 2017, 35, 793–794. [Google Scholar] [CrossRef]
- Pacheco, J.; de Brito, J. Recycled Aggregates Produced from Construction and Demolition Waste for Structural Concrete: Constituents, Properties and Production. Materials 2021, 14, 5748. [Google Scholar] [CrossRef] [PubMed]
- Coelho, A.; de Brito, J. Environmental analysis of a construction and demolition waste recycling plant in Portugal–Part I: Energy consumption and CO2 emissions. Waste Manag. 2013, 33, 1258–1267. [Google Scholar] [CrossRef]
- Kumbhar, S.; Gupta, A.; Desai, D. Recycling and reuse of construction and demolition waste for sustainable development. OIDA Int. J. Sustain. Dev. 2013, 6, 83–92. [Google Scholar]
- Munir, Q.; Kärki, T. Cost Analysis of Various Factors for Geopolymer 3D Printing of Construction Products in Factories and on Construction Sites. Recycling 2021, 6, 60. [Google Scholar] [CrossRef]
- Shakouri, M.; Exstrom, C.L.; Ramanathan, S.; Suraneni, P.; Vaux, J.S. Pretreatment of corn stover ash to improve its effectiveness as a supplementary cementitious material in concrete. Cem. Concr. Compos. 2020, 112, 103658. [Google Scholar] [CrossRef]
- Kajaste, R.; Hurme, M. Cement industry greenhouse gas emissions–management options and abatement cost. J. Clean. Prod. 2016, 112, 4041–4052. [Google Scholar] [CrossRef]
- Tang, Y.; Feng, W.; Feng, W.; Chen, J.; Bao, D.; Li, L. Compressive properties of rubber-modified recycled aggregate concrete subjected to elevated temperatures. Constr. Build. Mater. 2020, 268, 121181. [Google Scholar] [CrossRef]
- Zhu, Y.; Zahedi, A.; Sanchez, L.F.; Fournier, B.; Beauchemin, S. Overall assessment of alkali-silica reaction affected recycled concrete aggregate mixtures derived from construction and demolition waste. Cem. Concr. Res. 2021, 142, 106350. [Google Scholar] [CrossRef]
- Akhtar, A.; Sarmah, A. Construction and demolition waste generation and properties of recycled aggregate concrete: A glob-al perspective. J. Clean. Prod. 2018, 186, 262–281. [Google Scholar] [CrossRef]
- Fořtová, K.; Pavlů, T. The Properties of Fine Recycled Aggregate Concrete Containing Recycled Bricks from Construction and Demolition Waste. Key Eng. Mater. 2018, 760, 193–198. [Google Scholar] [CrossRef]
- Shahidan, S.; Azmi, M.; Kupusamy, K.; Zuki, S.; Ali, N. Utilizing Construction and Demolition (C&D) Waste as Recy-cled Aggregates (RA) in Concrete. Procedia Eng. 2017, 174, 1028–1035. [Google Scholar]
- Contreras, M.; Teixeira, S.R.; Lucas, M.C.; Lima, L.C.N.; Cardoso, D.S.L.; da Silva, G.A.C.; Gregório, G.C.; de Souza, A.E.; dos Santos, A. Recycling of construction and demolition waste for producing new construction material (Brazil case-study). Constr. Build. Mater. 2016, 123, 594–600. [Google Scholar] [CrossRef] [Green Version]
- Bravo, M.; de Brito, J.; Pontes, J.; Evangelista, L. Mechanical performance of concrete made with aggregates from construc-tion and demolition waste recycling plants. J. Clean. Prod. 2015, 99, 59–74. [Google Scholar] [CrossRef]
- Munir, Q.; Peltonen, R.; Kärki, T. Printing Parameter Requirements for 3D Printable Geopolymer Materials Prepared from Industrial Side Streams. Materials 2021, 14, 4758. [Google Scholar] [CrossRef]
- Almalkawi, A.T.; Balchandra, A.; Soroushian, P. Potential of Using Industrial Wastes for Production of Geopolymer Binder as Green Construction Materials. Constr. Build. Mater. 2019, 220, 516–524. [Google Scholar] [CrossRef]
- Patel, Y.J.; Shah, N. Development of self-compacting geopolymer concrete as a sustainable construction material. Sustain. Environ. Res. 2018, 28, 412–421. [Google Scholar] [CrossRef]
- Chen, K.; Wu, D.; Xia, L.; Cai, Q.; Zhang, Z. Geopolymer concrete durability subjected to aggressive environments–A re-view of influence factors and comparison with ordinary Portland cement. Constr. Build. Mater. 2021, 279, 122496. [Google Scholar] [CrossRef]
- Das, S.; Saha, P.; Jena, S.P.; Panda, P. Geopolymer concrete: Sustainable green concrete for reduced greenhouse gas emission–A review. Mater. Today Proc. 2021, 60, 62–71. [Google Scholar] [CrossRef]
- Petrillo, A.; Cioffi, R.; Ferone, C.; Colangelo, F.; Borrelli, C. Eco-sustainable Geopolymer Concrete Blocks Production Process. Agric. Agric. Sci. Procedia 2016, 8, 408–418. [Google Scholar] [CrossRef]
- Amiandamhen, S.O.; Adamopoulos, S.; Adl-Zarrabi, B.; Yin, H.; Norén, J. Recycling sawmilling wood chips, biomass combustion residues, and tyre fibres into cement-bonded composites: Properties of composites and life cycle analysis. Constr. Build. Mater. 2021, 297, 123781. [Google Scholar] [CrossRef]
- Sandanayake, M.; Gunasekara, C.; Law, D.; Zhang, G.; Setunge, S.; Wanijuru, D. Sustainable criterion selection framework for green building materials–An optimisation based study of fly-ash Geopolymer concrete. Sustain. Mater. Technol. 2020, 25, e00178. [Google Scholar] [CrossRef]
- Taki, K.; Gahlot, R.; Kumar, M. Utilization of fly ash amended sewage sludge as brick for sustainable building material with special emphasis on dimensional effect. J. Clean. Prod. 2020, 275, 123942. [Google Scholar] [CrossRef]
- Xu, R.; He, T.; Da, Y.; Liu, Y.; Li, J.; Chen, C. Utilizing wood fiber produced with wood waste to reinforce autoclaved aerated concrete. Constr. Build. Mater. 2019, 208, 242–249. [Google Scholar] [CrossRef]
- Wang, L.; Yu, I.; Tsang, D.; Yu, K.; Li, S.; Sun Poon, C.; Dai, J. Upcycling wood waste into fibre-reinforced magnesium phos-phate cement particleboards. Constr. Build. Mater. 2018, 159, 54–63. [Google Scholar] [CrossRef]
- Novais, R.M.; Carvalheiras, J.; Senff, L.; Labrincha, J. Upcycling unexplored dregs and biomass fly ash from the paper and pulp industry in the production of eco-friendly geopolymer mortars: A preliminary assessment. Constr. Build. Mater. 2018, 184, 464–472. [Google Scholar] [CrossRef]
- Torres, C.M.M.E.; Silva, C.M.; Pedroti, L.G.; Fernandes, W.E.H.; Ballotin, F.C.; Zanuncio, A.J.V. Dregs and grits from kraft pulp mills incorporated to Portland cement clinker. J. Mater. Cycles Waste Manag. 2020, 22, 851–861. [Google Scholar] [CrossRef]
- Bedarf, P.; Dutto, A.; Zanini, M.; Dillenburger, B. Foam 3D printing for construction: A review of applications, materials, and processes. Autom. Constr. 2021, 130, 103861. [Google Scholar] [CrossRef]
- Batikha, M.; Jotangia, R.; Baaj, M.; Mousleh, I. 3D concrete printing for sustainable and economical construction: A compara-tive study. Autom. Constr. 2022, 134, 104087. [Google Scholar] [CrossRef]
- Adaloudis, M.; Roca, J.B. Sustainability tradeoffs in the adoption of 3D Concrete Printing in the construction industry. J. Clean. Prod. 2021, 307, 127201. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Baldo, N.; Rondinella, F.; Daneluz, F.; Pasetto, M. Foamed Bitumen Mixtures for Road Construction Made with 100% Waste Materials: A Laboratory Study. Sustainability 2022, 14, 6056. [Google Scholar] [CrossRef]
- Awogbemi, O.; Kallon, D.; Bello, K. Resource Recycling with the Aim of Achieving Zero-Waste Manufacturing. Sustainability 2022, 14, 4503. [Google Scholar] [CrossRef]
- Balasubramanian, A. Size Reduction by Crushing Method. University of Mysore. 2017, 1–10. Available online: https://www.researchgate.net/publication/315487098_SIZE_REDUCTION_BY_CRUSHING_METHODS (accessed on 18 December 2021).
- Wills, B.; Napier-Munn, T. Mineral Processing Technology; Butterworth-Heinemann: Oxford, UK, 2006; pp. 186–202. [Google Scholar] [CrossRef]
- Metso, Crushing and Screening Handbook. 2011, 21–27. Available online: https://www.metso.com/siteassets/industry-pages/mining-industry-pages/comminution/crushing/metsocrush-ing-and-screening-handbook.pdf (accessed on 28 December 2021).
- Chandrappa, R.; Das, R.D.B. Solid Waste Management: Principles and Practice; Environmental Science and Engineering: Berlin, Germany, 2012. [Google Scholar]
- Ozcan, Y.; Gulsoy, S.; Levnant, E.; Metin, N.; Can, I.B.C. B19-Eddy Current Separation of Metals from E-Wastes-IMPS. In Proceedings of the XIIth International Mineral Processing Symposium, Cappadocia-Nevsehir, Turkey, 6–8 October 2010. [Google Scholar]
- Dobbins, M.; Domenico, J.; Dunn, P. A Discussion of Magnetic Separation Techniques for Concentrating Ilmenite and Chromite Ores. In Proceedings of the 6th International Heavy Minerals Conference “Back to Basics”; The Southern African Institute of Mining and Metallurgy: Natal, South Africa, 2007; pp. 197–204. [Google Scholar]
- Duffy, D. Picking and Choosing Optical Sorters and Other Waste Recycling Equipment. Available online: https://www.foresternetwork.com/msw-management/article/13018909/picking-and-choosing-optical-sorters-and-other-waste-recycling-equipment (accessed on 18 May 2022).
- Alsheyab, M.A.T. Recycling of construction and demolition waste and its impact on climate change and sustainable development. Int. J. Environ. Sci. Technol. 2021, 19, 2129–2138. [Google Scholar] [CrossRef]
- Zou, J. The Application and Development of TCM in China. Planta Med. 2008, 74, S-25. [Google Scholar] [CrossRef]
- Joseph, A.M.; Snellings, R.; Heede, P.V.D.; Matthys, S.; De Belie, N. The Use of Municipal Solid Waste Incineration Ash in Various Building Materials: A Belgian Point of View. Materials 2018, 11, 141. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Bi, Y.; Zhang, H.; Wang, J. Chlorides Removal and Control through Water-washing Process on MSWI Fly Ash. Procedia Environ. Sci. 2016, 31, 560–566. [Google Scholar] [CrossRef] [Green Version]
- Afshariantorghabeh, S. Technical, Environmental, and Economic Analysis of Required Pre-Treatments for Recycling Differ-entWastes to Be Utilized as Raw Material for Producing Geocomposite. Master’s Thesis, Lappeenranta University of Technology (LUT), Lappeenranta, Finland, 2019. Available online: https://lutpub.lut.fi/handle/10024/160176 (accessed on 30 April 2022).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | CDW (1) Weight % | CDW (2) Weight % | CDW (3) Weight % | Average Weight % |
|---|---|---|---|---|
| C | 10.6 | 9.5 | 10.5 | 10.2 |
| O | 41.5 | 41.7 | 41.6 | 41.6 |
| Na | 0.6 | 0.6 | 0.6 | 0.6 |
| Mg | 0.5 | 0.6 | 0.6 | 0.6 |
| Al | 1.6 | 1.6 | 1.7 | 1.6 |
| SI | 6 | 6.9 | 6.6 | 6.5 |
| S | 12.9 | 12 | 11.9 | 12.3 |
| K | 0.7 | 0.6 | 0.7 | 0.7 |
| Ca | 23.6 | 23.6 | 23.6 | 23.6 |
| Ti | 0.4 | 0.4 | 0.5 | 0.4 |
| Fe | 1.6 | 2.6 | 1.7 | 2.0 |
| 100 | 100 | 100 | 100.0 |
| Inclined Vibrating Screen | ||||||||
|---|---|---|---|---|---|---|---|---|
| Machine weight (kg) | 6805 | |||||||
| Max feed size (mm) | 200 | |||||||
| Eccentric operating speed (RPM) | 800–860 | |||||||
| Max required power (Kw electric motor) | 18.5 | |||||||
| Operating angle (degrees inclined) | 15–20 | |||||||
| Machine size (mm) | 1830 × 4878 | |||||||
| Bearing bore | 140 spherical roller bearings | |||||||
| Cone Crusher | ||||||||
| Weight (kg) | 5300 | |||||||
| Max required power (kW electric motor) | 37–45 | |||||||
| Maximum feed opening (mm) | 95 | |||||||
| Capacity (ton/h) | 20 | |||||||
| Minimum discharge opening (mm) | 10 | |||||||
| Eccentric operating speed (RPM) | 630 | |||||||
| Eddy Current Separator | ||||||||
| Maximal Productivity (t/h) | Quantity of Electric Engines, pcs. | Power Consumption (kw) | H (mm) | B (mm) | L (mm) | Weight (kg) No More | Width of Operation, Area B1, (mm) | Diameter of Magnetic Roller (mm) |
| 25 | 2 | 11 | 1000 | 2600 | 2200 | 2400 | 1200 | 322 |
| Drum Separator | |
|---|---|
| Type | Dry processing |
| Magnet | Rear earth permanent magnet |
| Overall dimensions (mm) | 1880 × 1180 × 1460 |
| Length of permanent drum (mm) | 1200 |
| Diameter of permanent drum (mm) | 600 |
| Approx. self-weight (kg) | 3500 |
| Feeding size (mm) | −18 |
| Magnetic intensity of drum (Gs) | 3000 |
| Number of permanent drums | 1 |
| Power of motor (Kw) | 2 |
| Rotating speed of drum (r/min) | 16–30 |
| Processing capacity (ton/h) | −35 |
| Optical Sorter | |
| Machine width (mm) | 1000, 1500 |
| Efficiency (%) | 98 |
| Capacity colors (tons/h) | 5–7.5 |
| Capacity ceramics (tons/h) | 15–22.5 |
| Compressed air (psi/bar) | 100/7 |
| Electricity (kW) | 2–3 |
| Material Process | Ash | Flotation Sand | Fiber Reject | CDW |
|---|---|---|---|---|
| Manual separation | √ | |||
| Crushing | √ | |||
| Screening | √ | √ | √ | √ |
| Magnetic separation | √ | √ | ||
| Non-ferrous metal separation | √ | |||
| Wind sifting | √ | |||
| Optical sorting | √ | |||
| Shredding | √ | |||
| Unburned carbon separation | √ | |||
| Washing | √ |
| Components | Cost (EUR) | |
|---|---|---|
| Equipment | Inclined vibrating screen | 50,000 |
| Cone crusher | 120,000–260,000 | |
| Wind Sifter | 90,000 | |
| Drum separator | 22,000 | |
| Eddy current separator | 48,000 | |
| Optical sorter and conveyors | 154,000 | |
| Plant cost and material handling equipment | 2,050,000 | |
| Contingency | 303,000 | |
| Maintenance and installations | 111,000 | |
| Labor and insurance | 303,000 | |
| Annual energy cost | ||
| Energy required for machineries and building services | 84,100 | |
| Components | Cost (EUR) | |
|---|---|---|
| Equipment | Inclined screen | 50,000 |
| Cone gyratory crusher | 120,000–260,000 | |
| Wind sifter + optical sorter | 90,000 + 100,000 = 190,000 | |
| Drum separator + eddy current separator | 22,000 + 48,000 = 70,000 | |
| Mortar mixer + intensive mixer | 1000 + 5000 = 6000 | |
| Electrostatic separator + conveyors | 35,000 + 114,000 = 149,000 | |
| Single shaft shredder | 14,000 | |
| Material handling equipment | 50,000 | |
| Cement solidification | 200,000–400,000 | |
| Installations and maintenance | 131,200 | |
| Labor | 426,000 | |
| Plant cost and insurance | 2,533,000 | |
| Contingency | 412,000 | |
| Annual energy cost | ||
| Energy required for machineries and building services | 122,000 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Munir, Q.; Afshariantorghabeh, S.; Kärki, T. Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials. Urban Sci. 2022, 6, 50. https://doi.org/10.3390/urbansci6030050
Munir Q, Afshariantorghabeh S, Kärki T. Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials. Urban Science. 2022; 6(3):50. https://doi.org/10.3390/urbansci6030050
Chicago/Turabian StyleMunir, Qaisar, Sanaz Afshariantorghabeh, and Timo Kärki. 2022. "Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials" Urban Science 6, no. 3: 50. https://doi.org/10.3390/urbansci6030050
APA StyleMunir, Q., Afshariantorghabeh, S., & Kärki, T. (2022). Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials. Urban Science, 6(3), 50. https://doi.org/10.3390/urbansci6030050