


Effects of 3D Printing Parameters on Mechanical Properties of ABS Samples



Abstract
:1. Introduction
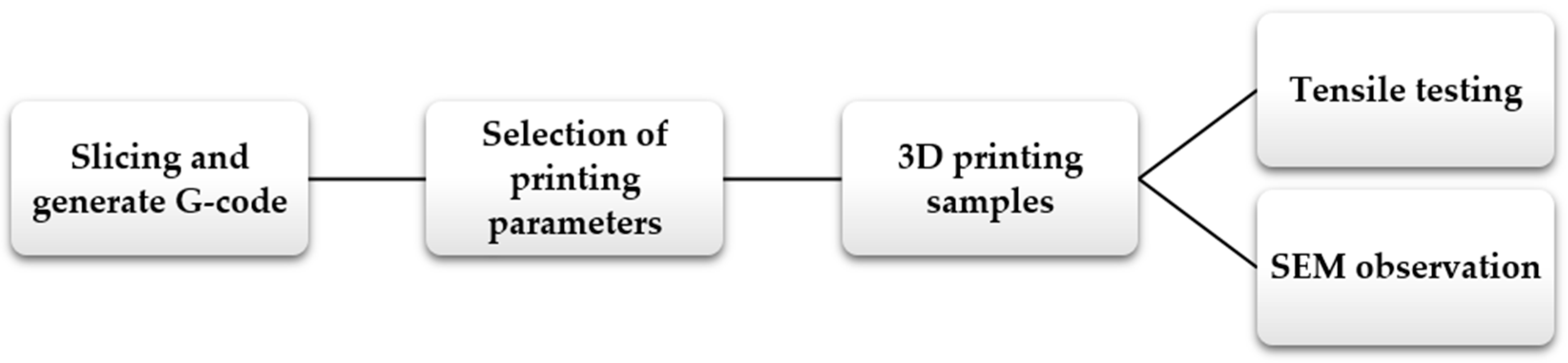
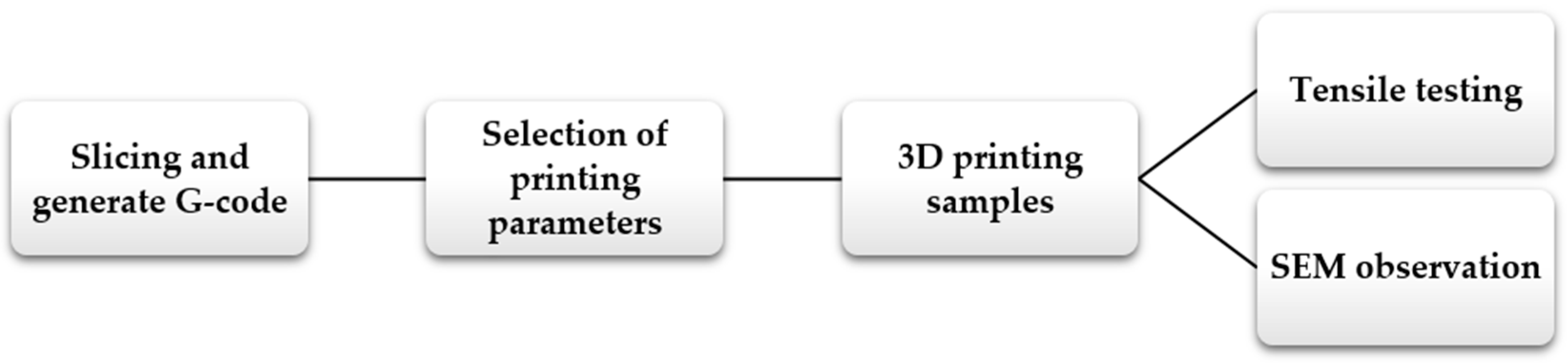
2. Materials and Methods
2.1. Filaments and Printing Parameters
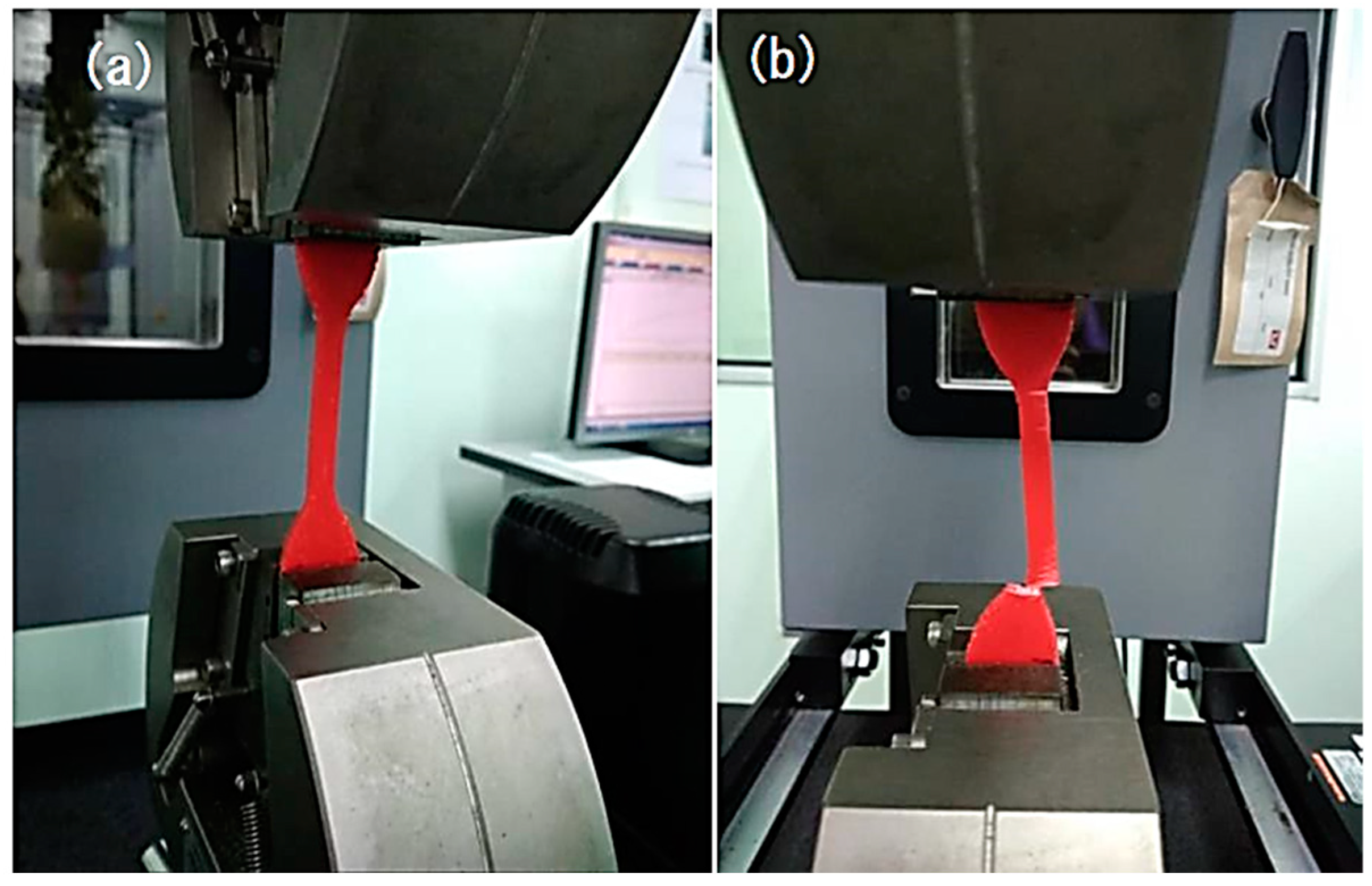
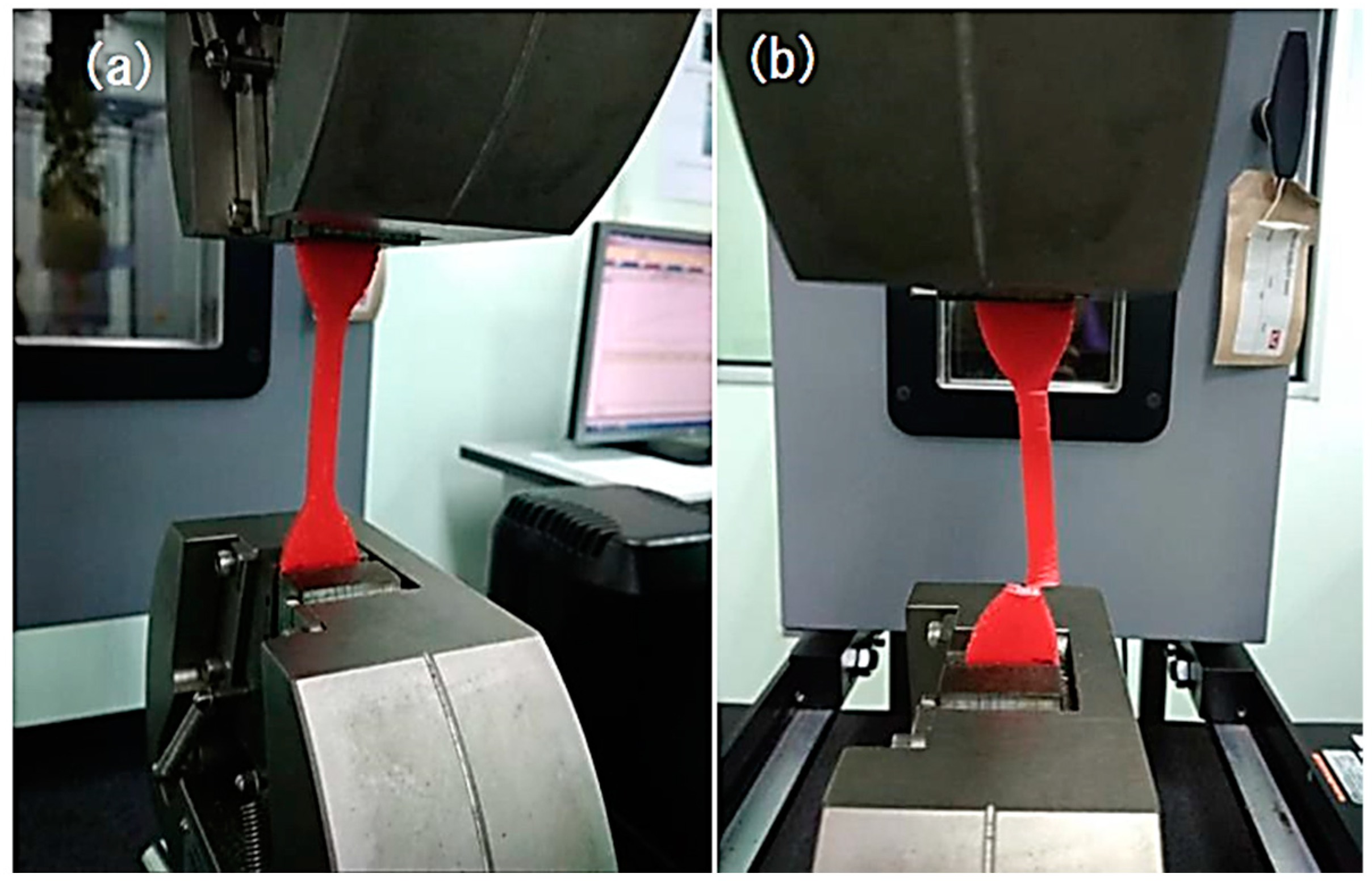
2.2. Tensile Testing
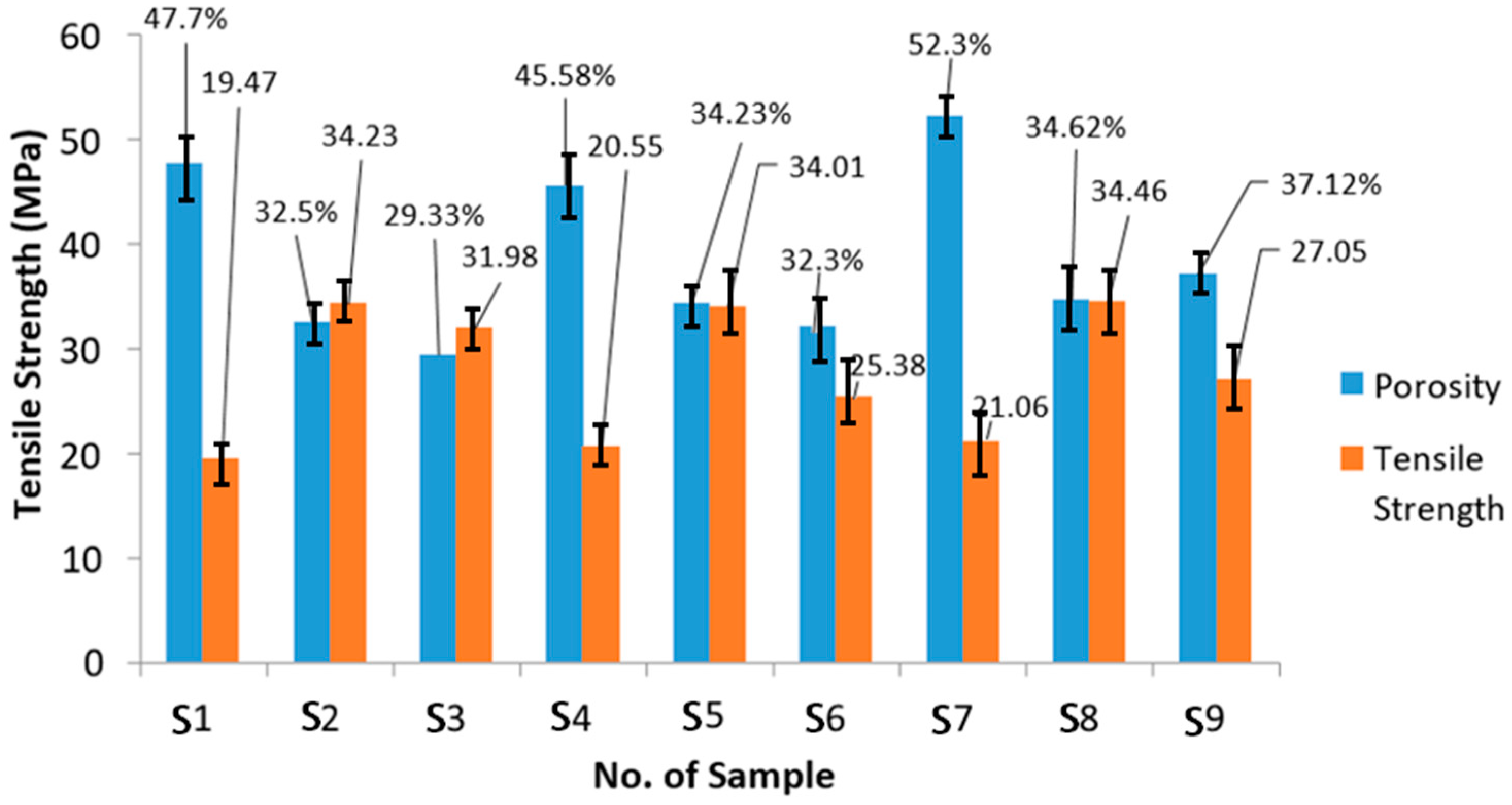
2.3. Porosity Measurement
2.4. Scanning Electron Microscope (SEM)
2.5. Analysis of Variance (ANOVA)
3. Results and Discussion
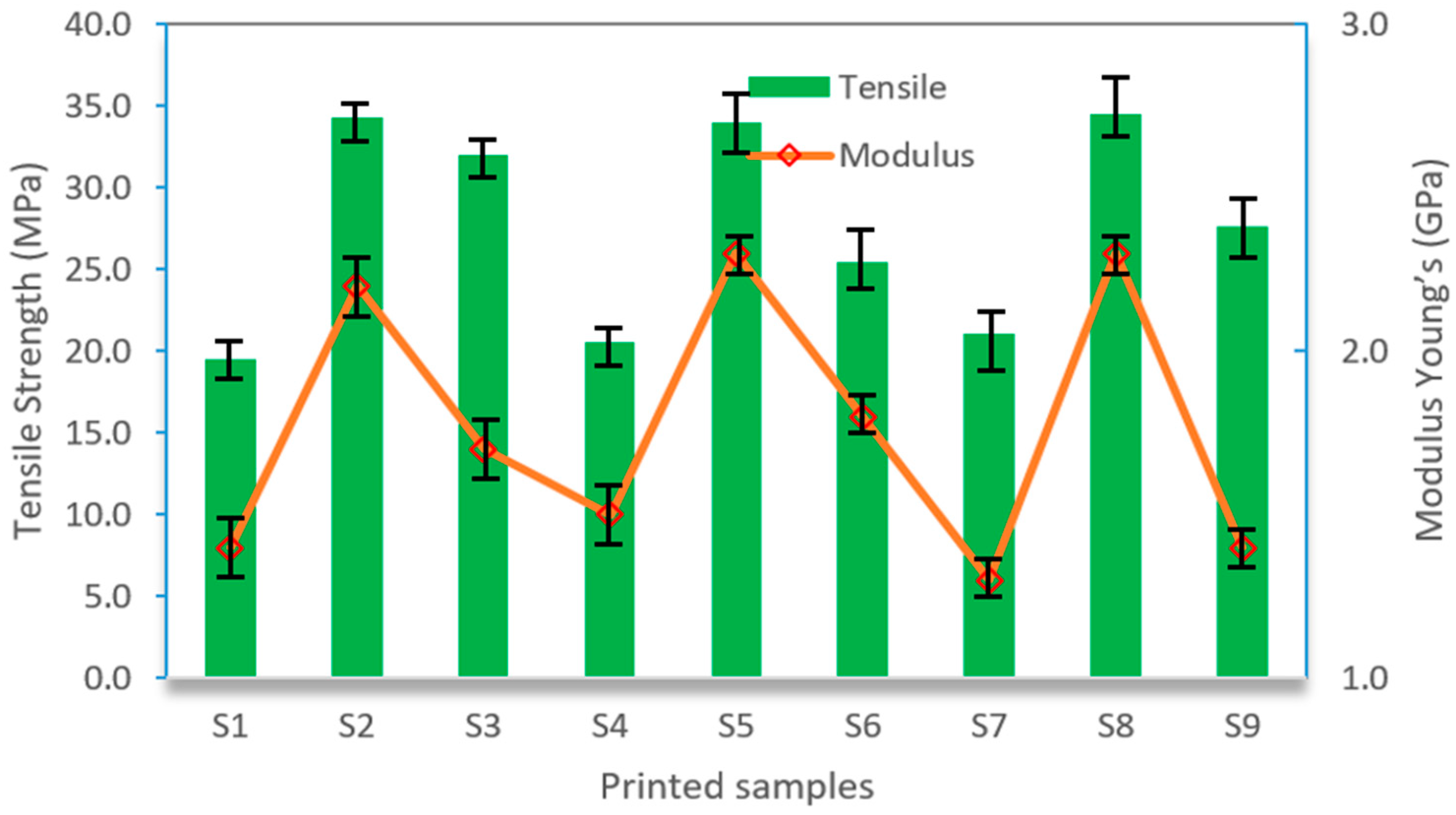
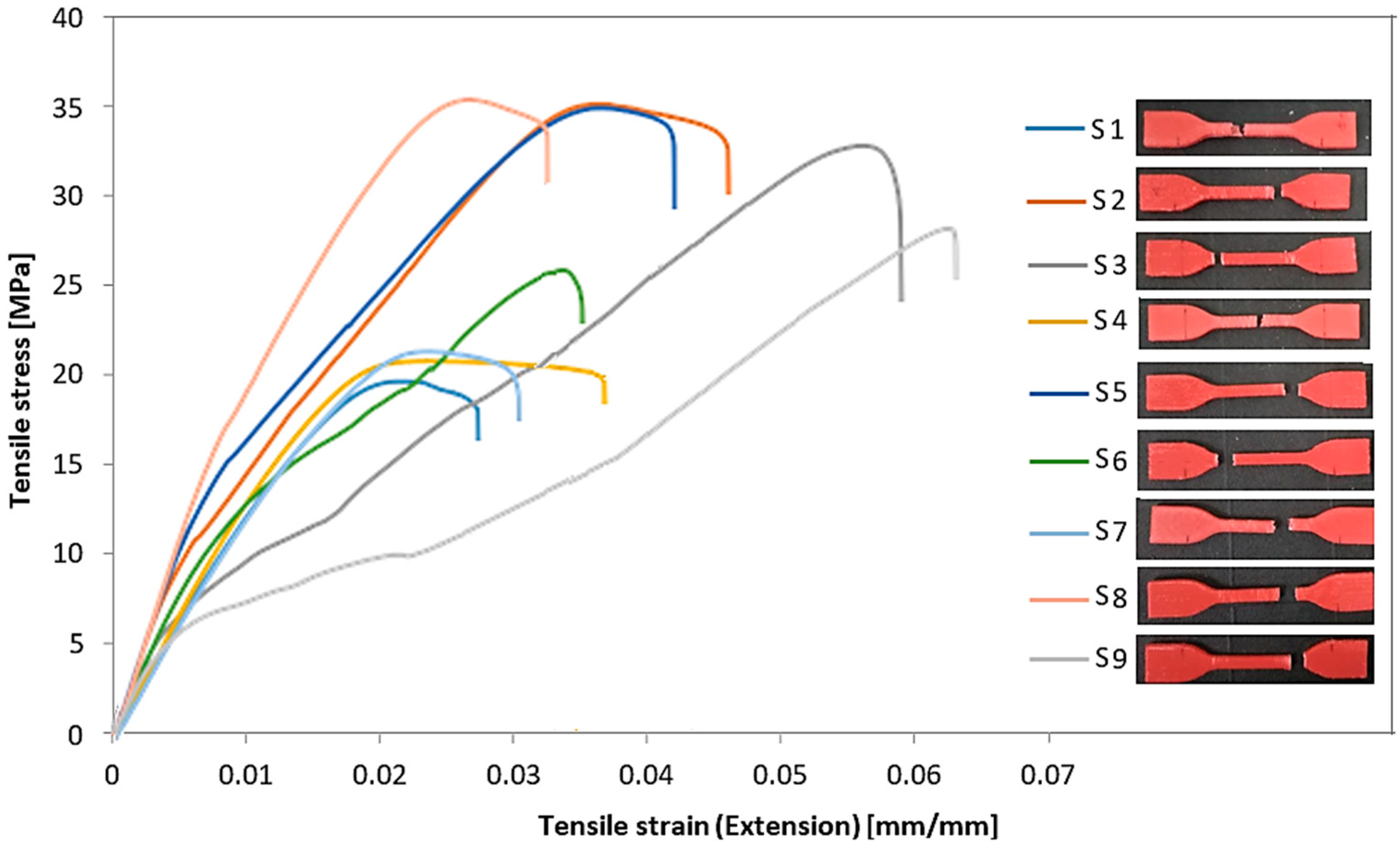
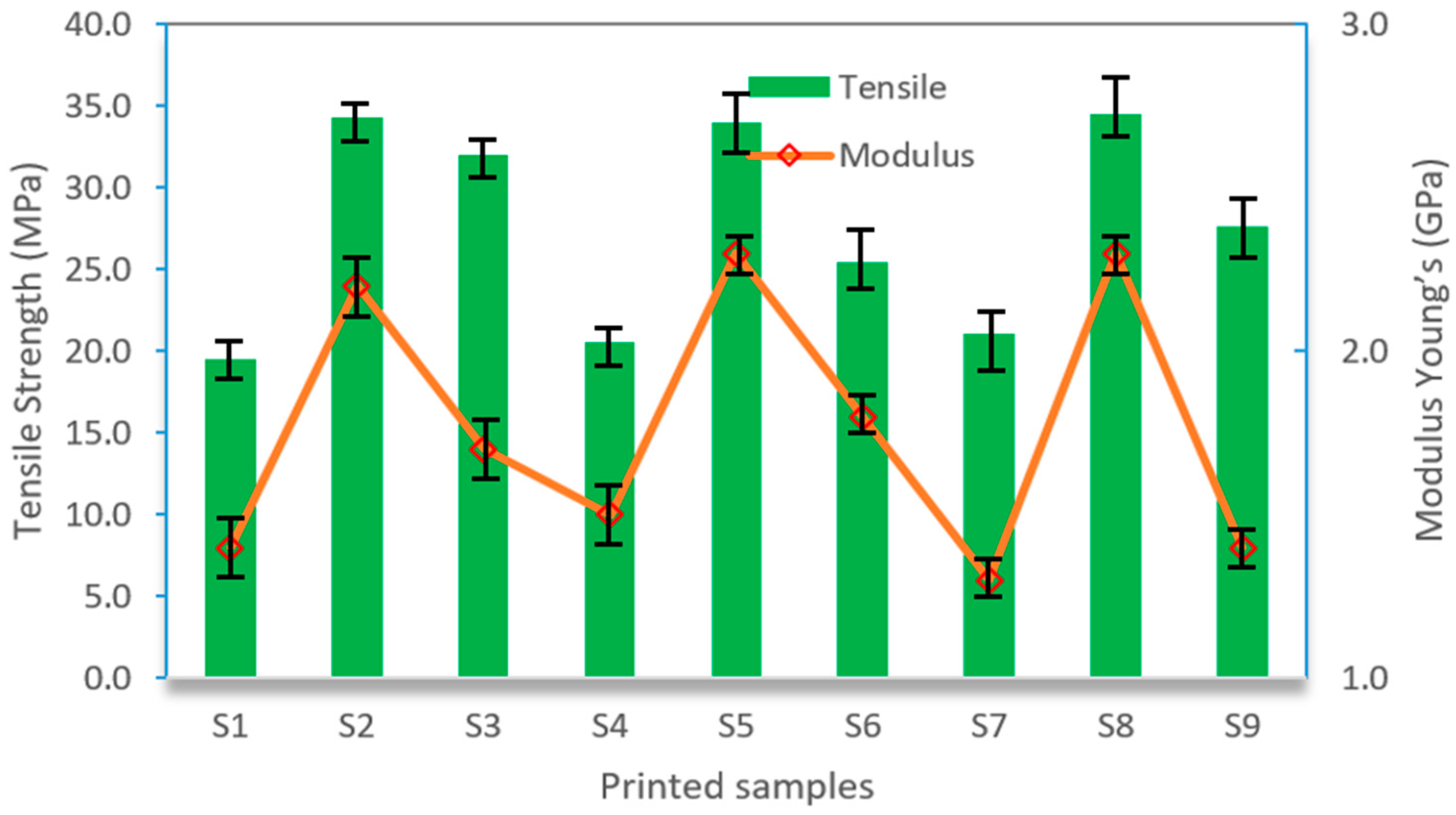
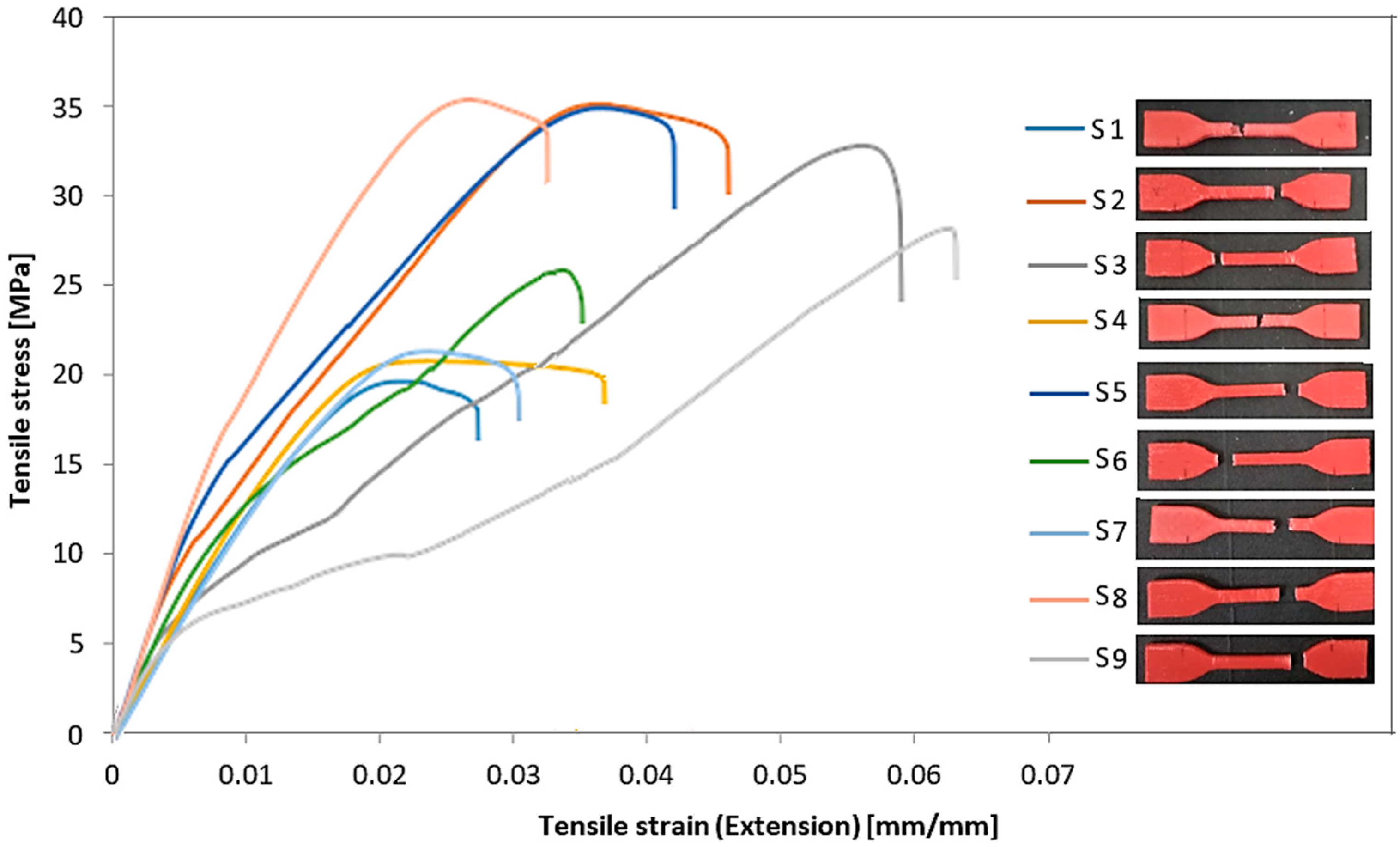
3.1. Mechanical Properties
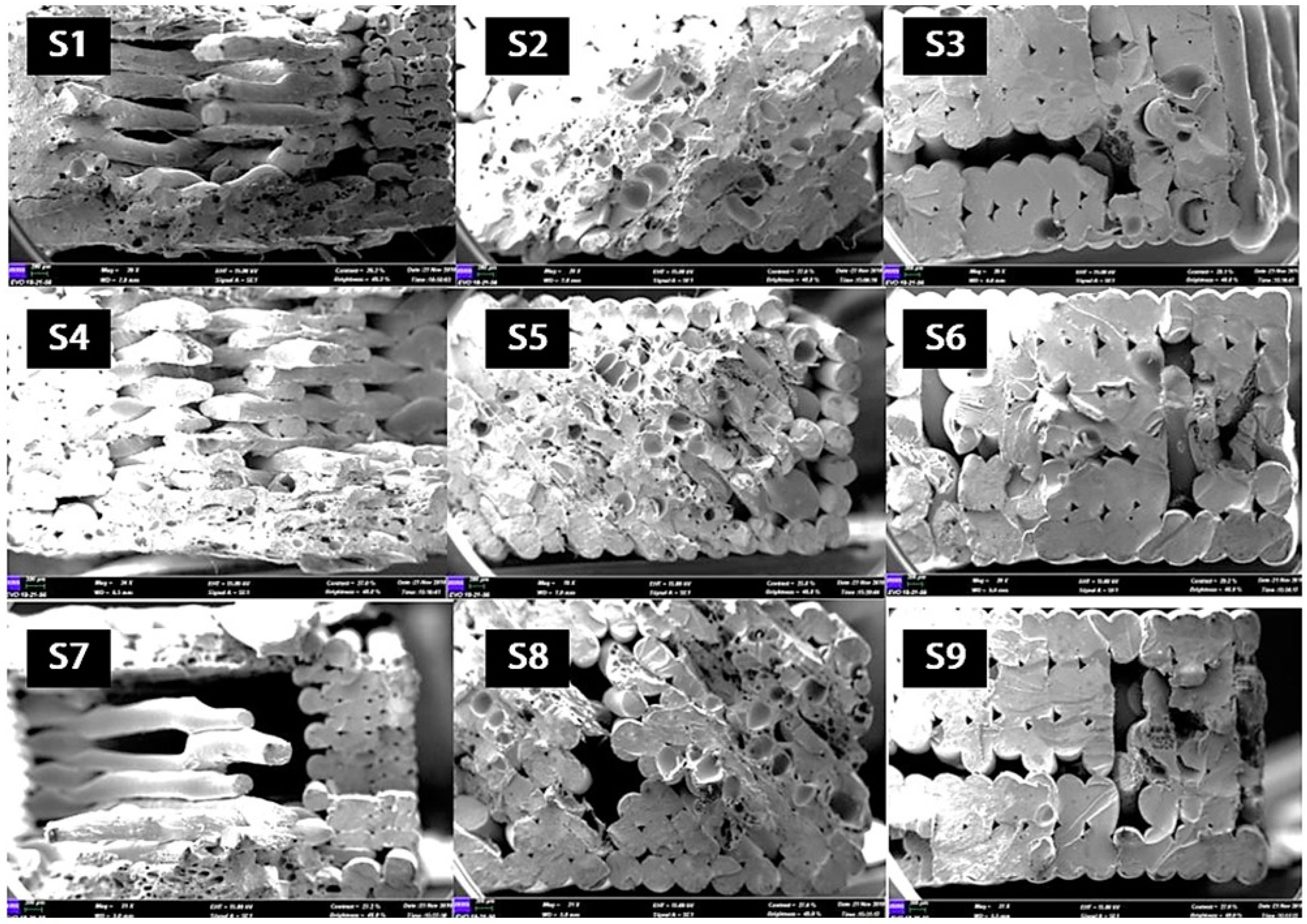
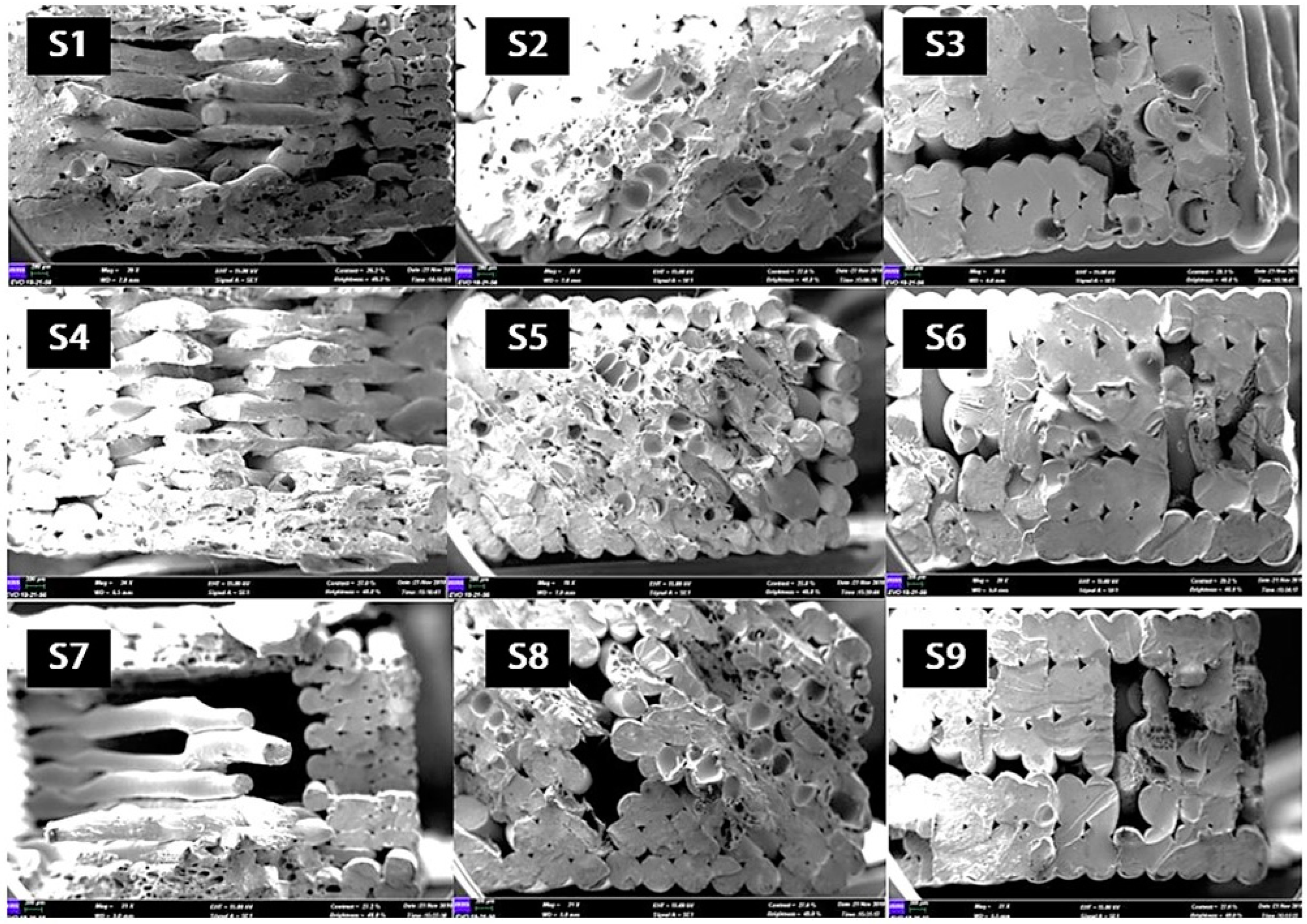
3.2. Morphological Analysis
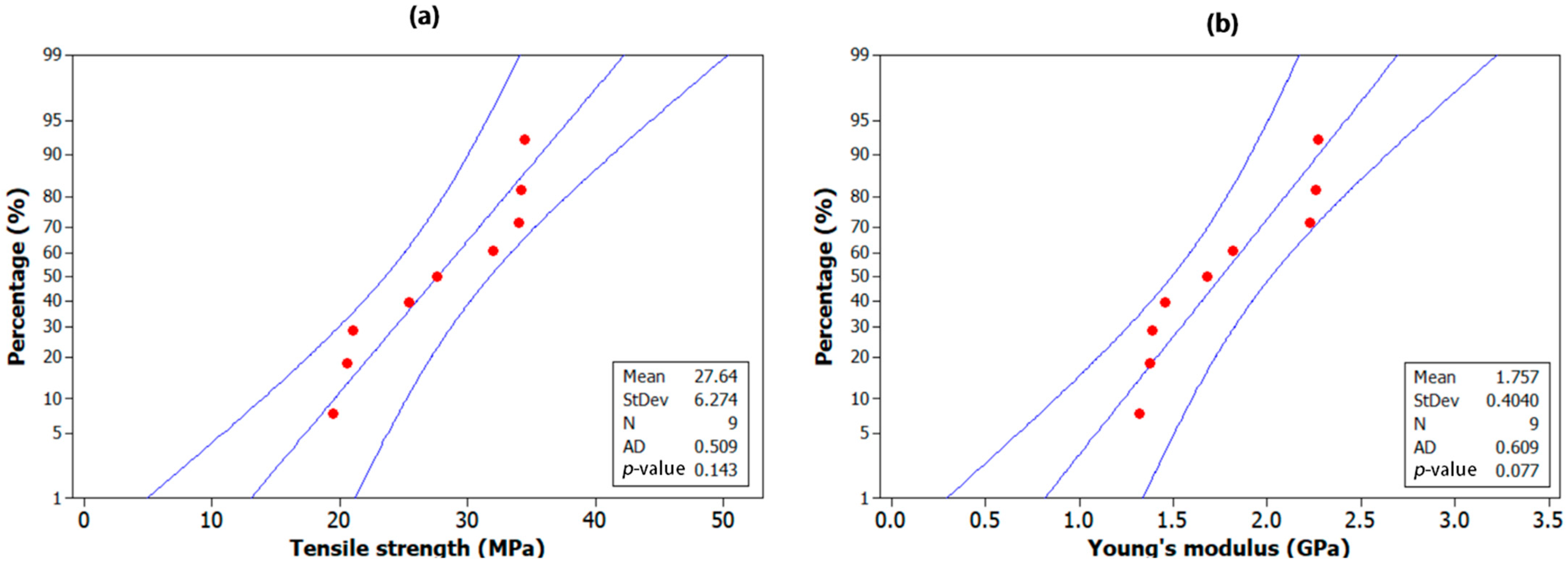
3.3. Analysis of Variance (ANOVA)
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pedram, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar]
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Rab, S. Role of additive manufacturing applications towards environmental sustainability. Adv. Ind. Eng. Polym. Res. 2021, 4, 312–322. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Columbus, C. 7 Ways 3D Printing Is Making Manufacturing More Competitive. Forbes. 2016. Available online: https://www.forbes.com/sites/louiscolumbus/2016/04/24 (accessed on 1 November 2023).
- Bai, X.; Wu, J.; Liu, Y.; Xu, Y.; Yang, D. Exploring the characteristics of 3D printing global industry chain and value chain innovation network. Inf. Dev. 2020, 36, 559–575. [Google Scholar] [CrossRef]
- Vialva, T. 3D Hubs 3D Printing Trends Report Forecasts 24% Growth in 3D Printing Industry over 5 Years—3D Printing Industry. 2020. Available online: https://3dprintingindustry.com/news/3d-hubs-3d-printing-trends-report-forecasts-24-growth-in-3d-printingindustry-over-5-years-167998 (accessed on 1 November 2023).
- Abhishek, J.; Mathur, T.; Pandian, N.K.R.; Selahi, A. Organ-on-a-chip and 3D printing as preclinical models for medical research and practice. In Precision Medicine for Investigators, Practitioners and Providers; Academic Press: Cambridge, MA, USA, 2020; pp. 83–95. [Google Scholar]
- Durfee, K.; Iaizzo, P.A. Medical Applications of 3D Printing. In Engineering in Medicine; Elsevier Ltd.: Duxford, UK, 2019; Chapter 21; pp. 495–509. [Google Scholar]
- Rouf, S.; Malik, A.; Singh, N.; Raina, A.; Naveed, N.; Siddiqui, M.I.H.; Haq, M.I.U. Additive manufacturing technologies: Industrial and medical applications. Sustain. Oper. Comput. 2022, 3, 258–274. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; Additive Manufacturing. General Principles. Terminology. ISO/ASTM: 2015. Available online: https://www.iso.org/standard/74514.html (accessed on 1 November 2023).
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. A Review of Natural Fiber-Based Filaments for 3D Printing: Filament Fabrication and Characterization. Materials 2023, 16, 4052. [Google Scholar] [CrossRef]
- Jayawardane, H.; Davies, I.J.; Leadbeater, G.; John, M.; Biswas, W.K. ‘Techno-eco-efficiency’ performance of 3D printed impellers: An application of life cycle assessment. Int. J. Sustain. Manuf. 2021, 5, 44. [Google Scholar] [CrossRef]
- Nagarjuna, M.; Suresh, G.; Venkata Rao, K. Assessing the effect of FDM processing parameters on mechanical properties of PLA parts using Taguchi method. J. Thermoplast. Compos. Mater. 2023, 36, 1472–1488. [Google Scholar]
- Jayawardane, H.; Davies, I.J.; Gamage, J.R.; John, M.; Biswas, W.K. Investigating the ‘techno-eco-efficiency’ performance of pump impellers: Metal 3D printing vs. CNC machining. Int. J. Adv. Manuf. Technol. 2022, 121, 6811–6836. [Google Scholar] [CrossRef]
- Kumaresan, R.; Samykano, M.; Kadirgama, K.; Sharuzi, W.; Harun, W.; Rahman, M. Fused deposition modeling: Process, materials, parameters, properties, and applications. Int. J. Adv. Manuf. Technol. 2022, 120, 1531–1570. [Google Scholar]
- Sabil, M.; Prabhakar, D.A.P. Optimisation of Extrusion Temperature and Infill Density of PLA material by using L16 Orthogonal Array. Aust. J. Mech. Eng. 2022. [Google Scholar] [CrossRef]
- Hikmat, M.; Rostam, S.; Ahmed, Y.M. Investigation of tensile property-based Taguchi method of PLA parts fabricated by FDM 3D printing technology. Results Eng. 2021, 11, 100264. [Google Scholar] [CrossRef]
- González-Estrada, O.A.; Comas, A.D.P.; Rodríguez, J.G.D. Monotonic load datasets for additively manufactured thermoplastic reinforced composites. Data Brief 2020, 29, 105295. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Tarmeze, A.A.; Rasib, A.H.A. Capability of 3D printing technology in producing molar teeth prototype. Int. J. Eng. Appl. 2020, 8, 64. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Mohamad, A.R. Analysis on dimensional accuracy of 3D printed parts by Taguchi approach. In Advances in Mechatronics, Manufacturing, and Mechanical Engineering: Selected Articles from MUCET 2019; Springer: Singapore, 2021; pp. 219–231. [Google Scholar]
- Heidari-Rarani, M.; Ezati, N.; Sadeghi, P.; Badrossamay, M. Optimization of FDM process parameters for tensile properties of polylactic acid specimens using Taguchi design of experiment method. J. Thermoplast. Compos. Mater. 2020, 35, 2435–2452. [Google Scholar] [CrossRef]
- Aslani, K.E.; Chaidas, D.; Kechagias, J.; Kyratsis, P.; Salonitis, K. Quality Performance Evaluation of Thin Walled PLA 3D Printed Parts Using the Taguchi Method and Grey Relational Analysis. J. Manuf. Mater. Process. 2020, 4, 47. [Google Scholar] [CrossRef]
- Sharma, M.; Sharma, V.; Kala, P. Optimization of process variables to improve the mechanical properties of FDM structures. J. Phys. Conf. Ser. 2019, 1240, 012061. [Google Scholar] [CrossRef]
- Vicente, C.; Martins, T.; Leite, M.; Ribeiro, A.; Reis, L. Influence of fused deposition modeling parameters on the mechanical properties of ABS parts. Polym. Adv. Technol. 2019, 31, 501–507. [Google Scholar] [CrossRef]
- Gurrala, P.K.; Regalla, S.P. Optimization of support material and build time in fused deposition modeling (FDM). Appl. Mech. Mater. 2012, 110–116, 2245–2251. [Google Scholar] [CrossRef]
- Nancharaiah, T.; Raju, D.R.; Raju, V.R. An experimental investigation on surface quality and dimensional accuracy of FDM components. Int. J. Emerg. Technol. 2010, 1, 106–111. [Google Scholar]
- Moradi, M.; Rezayat, M.; Rozhbiany, F.A.; Meiabadi, S.; Casalino, G.; Shamsborhan, M.; Bijoy, A.; Chakkingal, S.; Lawrence, M.; Mohammed, N.; et al. Correlation between Infill Percentages, Layer Width, and Mechanical Properties in Fused Deposition Modelling of Poly-Lactic Acid 3D Printing. Machines 2023, 11, 950. [Google Scholar] [CrossRef]
- Nabipour, M.; Akhoundi, B.; Bagheri Saed, A. Manufacturing of polymer/metal composites by fused deposition modeling process with polyethylene. J. Appl. Polym. Sci. 2020, 137, 48717. [Google Scholar] [CrossRef]
- Letcher, T.; Waytashek, M. Material property testing of 3D-printed specimen in PLA on an entry-level 3D printer. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2016; pp. 1–8. [Google Scholar]
- Türk, D.A.; Brenni, F.; Zogg, M.; Meboldt, M. Mechanical characterization of 3D printed polymers for fiber reinforced polymers processing. Mater. Des. 2017, 118, 256–265. [Google Scholar] [CrossRef]
- Shojib Hossain, M.; Espalin, D.; Ramos, J.; Perez, M.; Wicker, R. Improved mechanical properties of fused deposition modeling-manufactured parts through build parameter modifications. J. Manuf. Sci. Eng. 2014, 136, 061002. [Google Scholar] [CrossRef]
- Fatimatuzahraa, A.W.; Farahaina, B.; Yusoff, W.A. The effect of employing different raster orientations on the mechanical properties and microstructure of Fused Deposition Modeling parts. In Proceedings of the 2011 IEEE Symposium on Business, Engineering and Industrial Applications (ISBEIA 2011), Langkawi, Malaysia, 25–28 September 2011. [Google Scholar]
- Atakok, G.; Kam, M.; Koc, H.B. Tensile, three-point bending and impact strength of 3D printed parts using PLA and recycled PLA filaments: A statistical investigation. J. Mater. Res. Technol. 2022, 18, 1542–1554. [Google Scholar] [CrossRef]
- Lyu, Y.; Zhao, H.; Wen, X.; Lin, L.; Schlarb, A.K.; Shi, X. Optimization of 3D printing parameters for high-performance biodegradable materials. J. Appl. Polym. Sci. 2021, 138, 50782. [Google Scholar] [CrossRef]
- Retolaza, J.; Gondra, K.; Ansola, R.; Allue, A. Mechanical research to optimize parameter selection for PPS material processed by FDM. Mater. Manuf. Process. 2022, 37, 1332–1338. [Google Scholar] [CrossRef]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2003.
- Berger, B. The importance and testing of density/porosity/permeability/pore Size for Refractories. In The Southern African Institute of Mining and Metallurgy Refractories Conference. 2010, pp. 111–116. Available online: https://www.saimm.co.za/Conferences/Refractories2010/101-116_Berger.pdf (accessed on 1 November 2023).
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z.; Anak Lukista, D.D.; Ghazali, I. Application of taguchi method to optimize the parameter of fused deposition modeling (FDM) using oil palm fiber reinforced thermoplastic composites. Polymers 2022, 14, 2140. [Google Scholar] [CrossRef]
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; Letcher, T. Failure analysis and mechanical characterization of 3D printed ABS with respect to layer thickness and orientation. J. Fail. Anal. Prev. 2016, 16, 467–481. [Google Scholar] [CrossRef]
- Shergill, K.; Chen, Y.; Bull, S. An investigation into the layer thickness effect on the mechanical properties of additively manufactured polymers: PLA and ABS. Int. J. Adv. Manuf. Technol. 2023, 126, 3651–3665. [Google Scholar] [CrossRef]
- Shashikumar, S.; Sreekanth, M.S. The effect of printing parameters on tensile properties of thermoplastics prepared by fused deposition modeling (FDM) based additive manufacturing technique. Mater. Today Proc. 2023, 90, 256–261. [Google Scholar] [CrossRef]
- Hernandez, R.; Slaughter, D.; Whaley, D.; Tate, J.; Asiabanpour, B. Analyzing the tensile, compressive, and flexural properties of 3D printed ABS P430 plastic based on printing orientation using fused deposition modeling. In Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2016; pp. 939–950. [Google Scholar]
- Galeski, A. Strength and toughness of crystalline polymer systems. Prog. Polym. Sci. 2003, 28, 1643–1699. [Google Scholar] [CrossRef]
- Owolabi, G.; Peterson, A.; Habtour, E.; Riddick, J.; Coatney, M.; Olasumboye, A.; Bolling, D. Dynamic response of acrylonitrile butadiene styrene under impact loading. Int. J. Mech. Mater. Eng. 2016, 11, 3. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: A comparative analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed]
- Samykano, M.; Selvamani, S.; Kadirgama, K.; Ngui, W.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: Influence of printing parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Bagheri, A.; Sivatte-Adroer, M. Effect of printing parameters on dimensional error, surface roughness and porosity of FFF printed parts with grid structure. Polymers 2021, 13, 1213. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Renna, G. Mechanical behaviour of ABS-Fused Filament Fabrication compounds under impact tensile loadings. Materials 2019, 12, 1295. [Google Scholar] [CrossRef]
- Onwubolu, G.C.; Rayegani, F. Characterization and optimization of mechanical properties of ABS parts manufactured by the fused deposition modelling process. Int. J. Manuf. Eng. 2014, 2014, 598531. [Google Scholar] [CrossRef]
- Chen, W.H.; Uribe, M.C.; Kwon, E.E.; Lin KY, A.; Park, Y.K.; Ding, L.; Saw, L.H. A comprehensive review of thermoelectric generation optimization by statistical approach: Taguchi method, analysis of variance (ANOVA), and response surface methodology (RSM). Renew. Sustain. Energy Rev. 2022, 169, 112917. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Stephens, M.A. EDF statistics for goodness of fit and some comparisons. J. Am. Stat. Assoc. 1974, 69, 730–737. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Infill Pattern | Orientation (°) | Thickness (mm) | Speed(cm3/h) |
|---|---|---|---|---|
| S1 | Loose | 0° | 0.2 | Fine |
| S2 | 45° | 0.3 | Normal | |
| S3 | 90° | 0.4 | Fast | |
| S4 | Solid | 0° | 0.2 | Fine |
| S5 | 45° | 0.3 | Normal | |
| S6 | 90° | 0.4 | Fast | |
| S7 | Hollow | 0° | 0.2 | Fine |
| S8 | 45° | 0.3 | Normal | |
| S9 | 90° | 0.4 | Fast |
| Specifications | Values |
|---|---|
| Printing technology | Melted Extrusion Modeling |
| Build platform | 140 mm width, 140 mm depth, 135 mm height |
| Optimum Layer Resolution | 150 microns |
| Dimension | 245 mm width, 260 mm depth, 350 mm height |
| Weight | 5 kg |
| Power input | 110–220 VAC, 50–60 Hz, 220 W |
| Response | Source | DF * | SS * | MS * | F-Value | p-Value * | Significant (Yes/No) |
|---|---|---|---|---|---|---|---|
| Tensile strength | Infill | 2 | 5.5 | 2.8 | 0.05 | 0.948 | No |
| Orientation | 2 | 290.83 | 145.41 | 36.17 | 0.000 | Yes | |
| Thickness | 2 | 10.2 | 5.1 | 0.10 | 0.906 | No | |
| Speed | 2 | 8.4 | 4.2 | 0.08 | 0.922 | No | |
| Error | 6 | 24.12 | 4.02 | ||||
| Total | 8 | 314.95 | |||||
| Young’s modulus | Infill | 2 | 0.05 | 0.03 | 0.13 | 0.880 | No |
| Orientation | 2 | 1.19 | 0.60 | 32.06 | 0.001 | Yes | |
| Thickness | 2 | 0.03 | 0.01 | 0.07 | 0.937 | No | |
| Speed | 2 | 0.03 | 0.02 | 0.07 | 0.935 | No | |
| Error | 6 | 1.25 | 0.21 | ||||
| Total | 8 | 1.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, M.N.; Yahya, A. Effects of 3D Printing Parameters on Mechanical Properties of ABS Samples. Designs 2023, 7, 136. https://doi.org/10.3390/designs7060136
Ahmad MN, Yahya A. Effects of 3D Printing Parameters on Mechanical Properties of ABS Samples. Designs. 2023; 7(6):136. https://doi.org/10.3390/designs7060136
Chicago/Turabian StyleAhmad, Mohd Nazri, and Abdullah Yahya. 2023. "Effects of 3D Printing Parameters on Mechanical Properties of ABS Samples" Designs 7, no. 6: 136. https://doi.org/10.3390/designs7060136
APA StyleAhmad, M. N., & Yahya, A. (2023). Effects of 3D Printing Parameters on Mechanical Properties of ABS Samples. Designs, 7(6), 136. https://doi.org/10.3390/designs7060136