Design and Validation of A Modular Instrument to Measure Torque and Energy Consumption in Industrial Operations


Abstract
:1. Introduction
2. Materials and Methods
2.1. Design of the Modular Torque Measuring Device
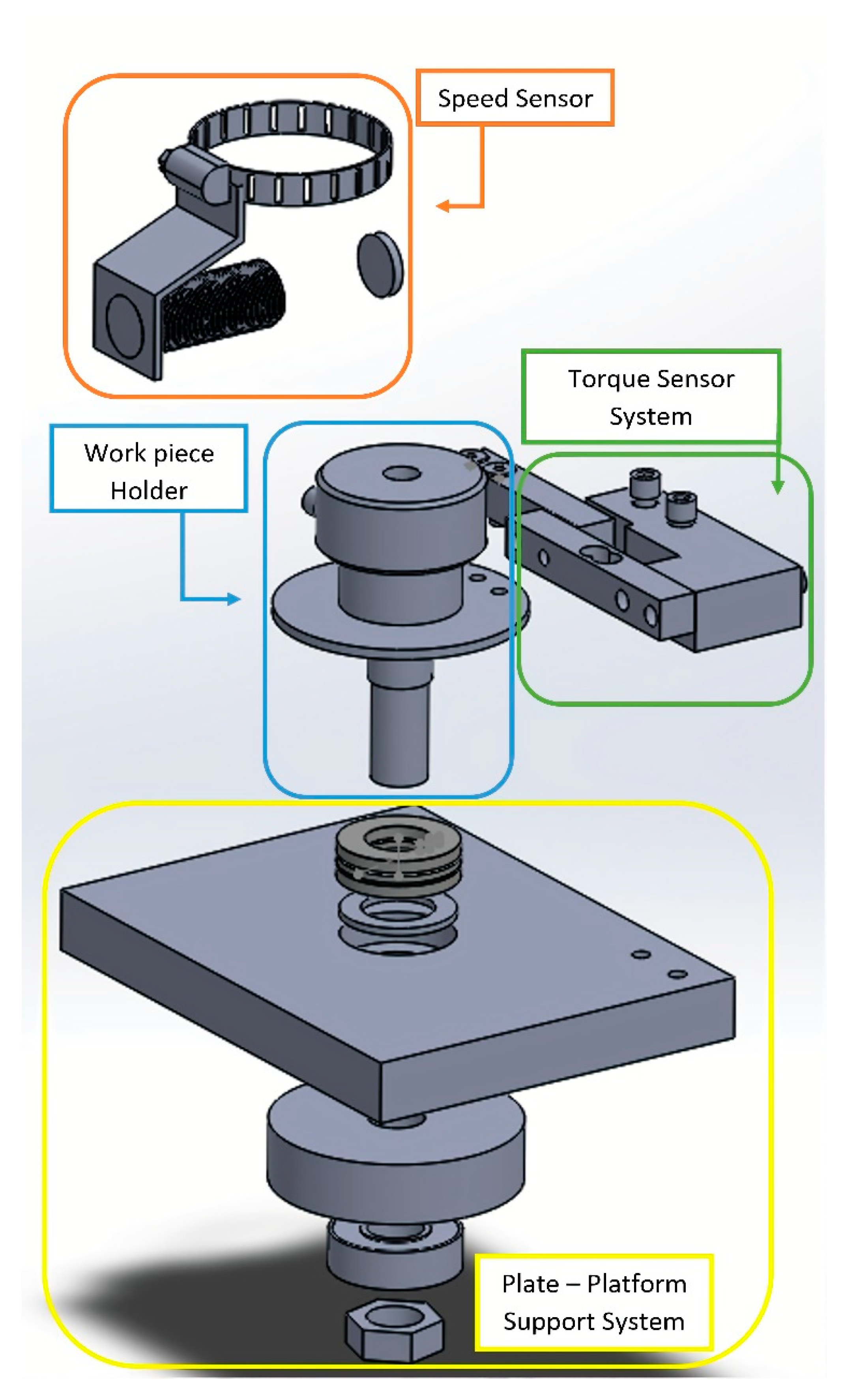
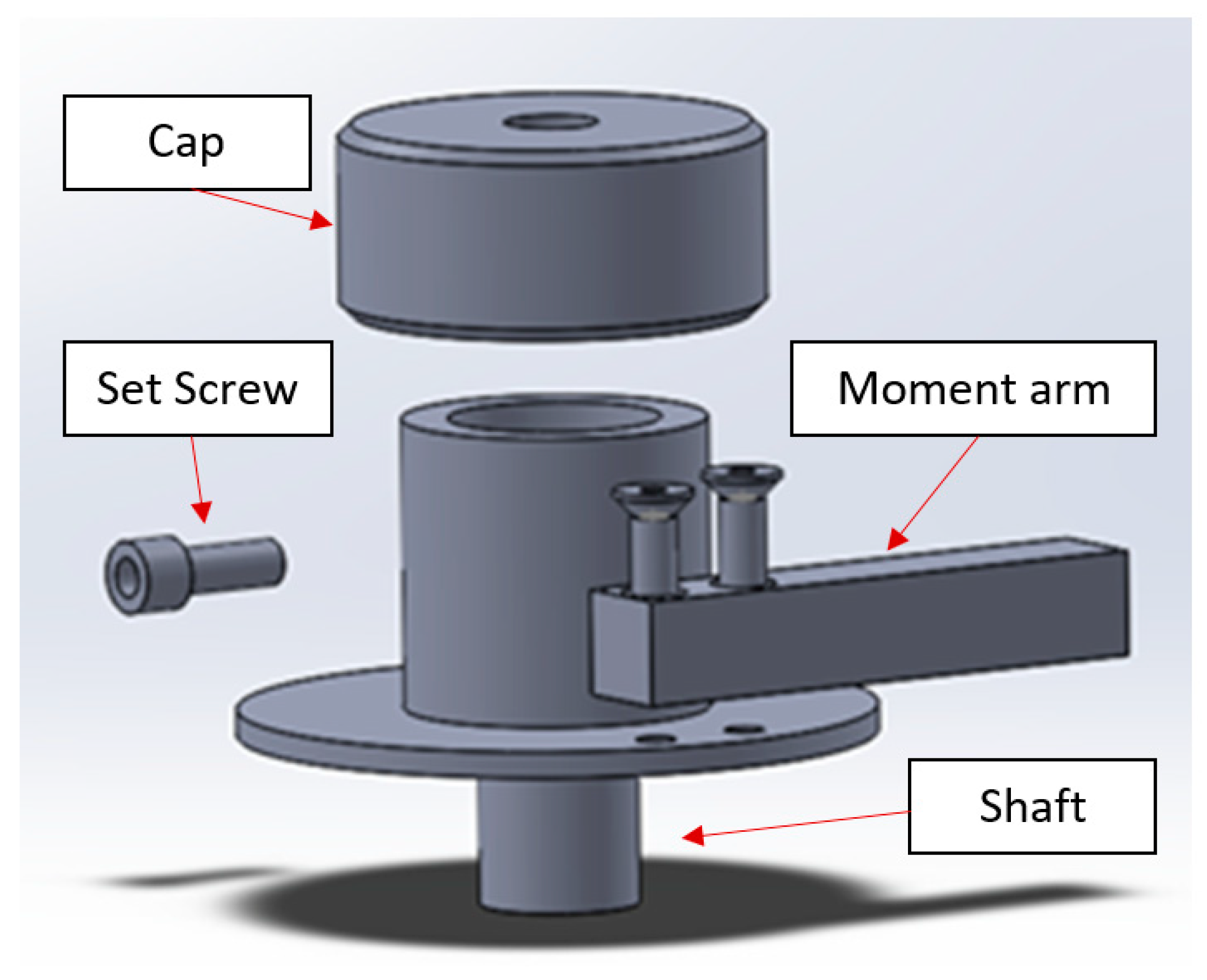
2.1.1. Workpiece Holder
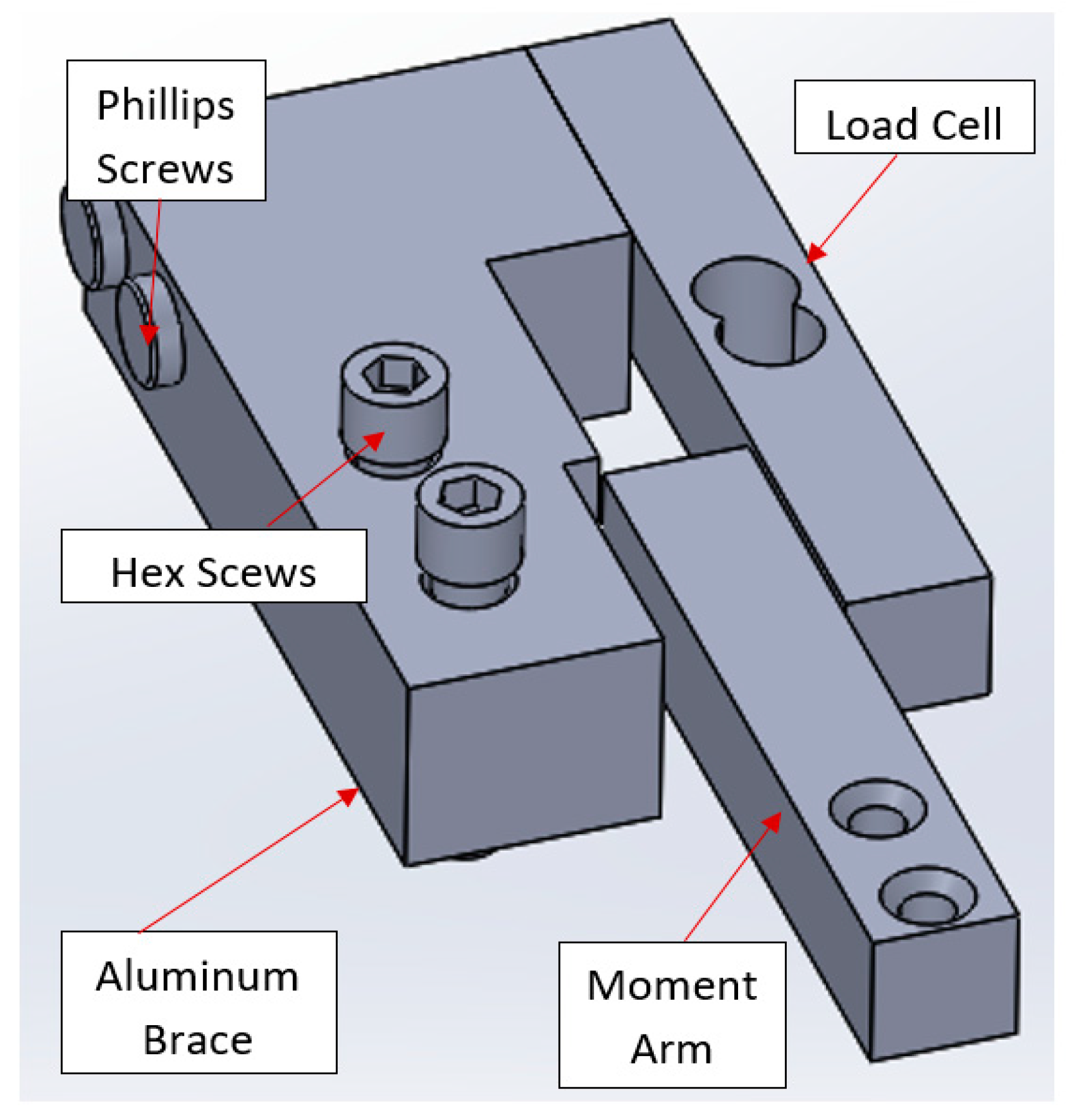
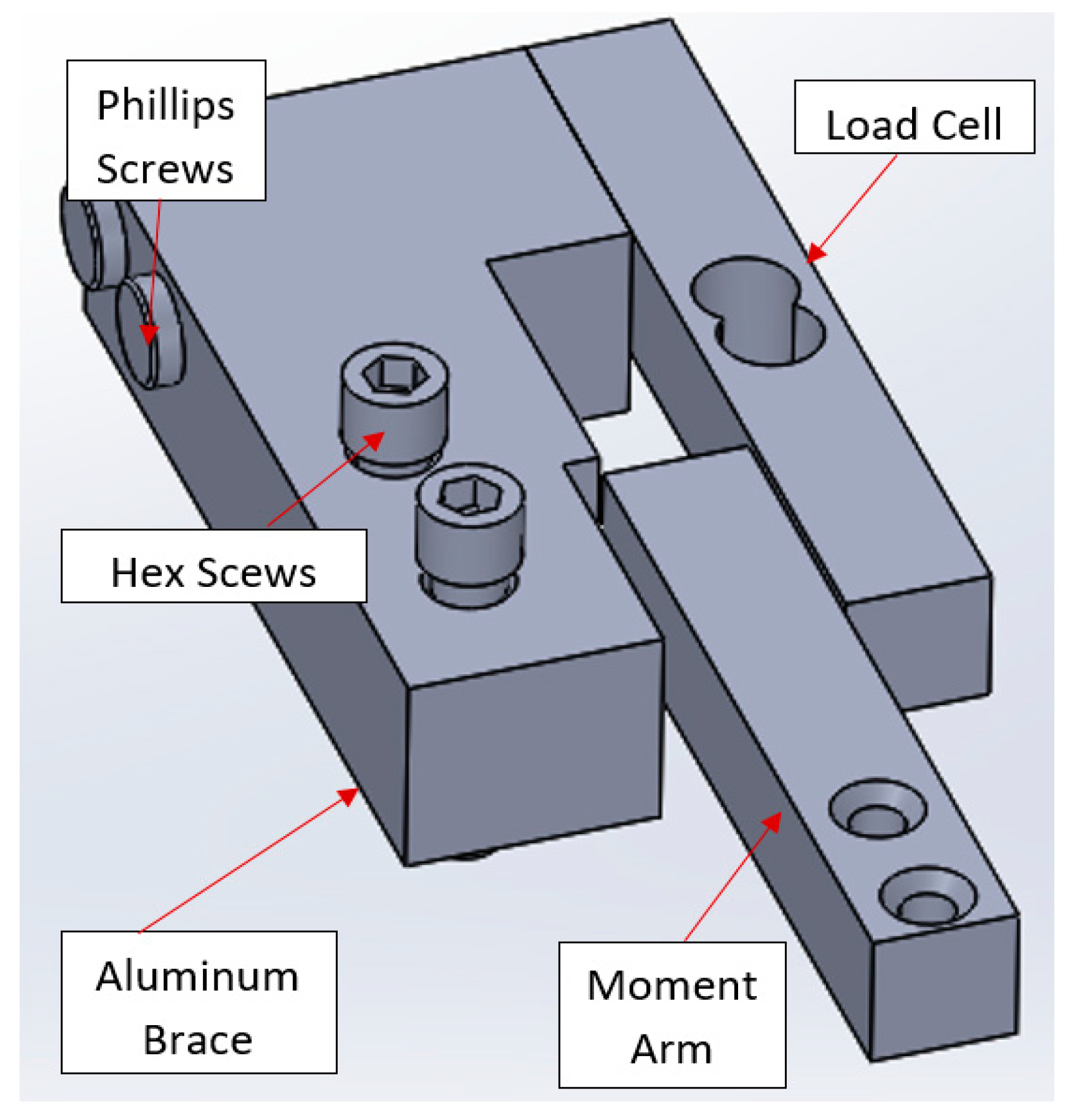
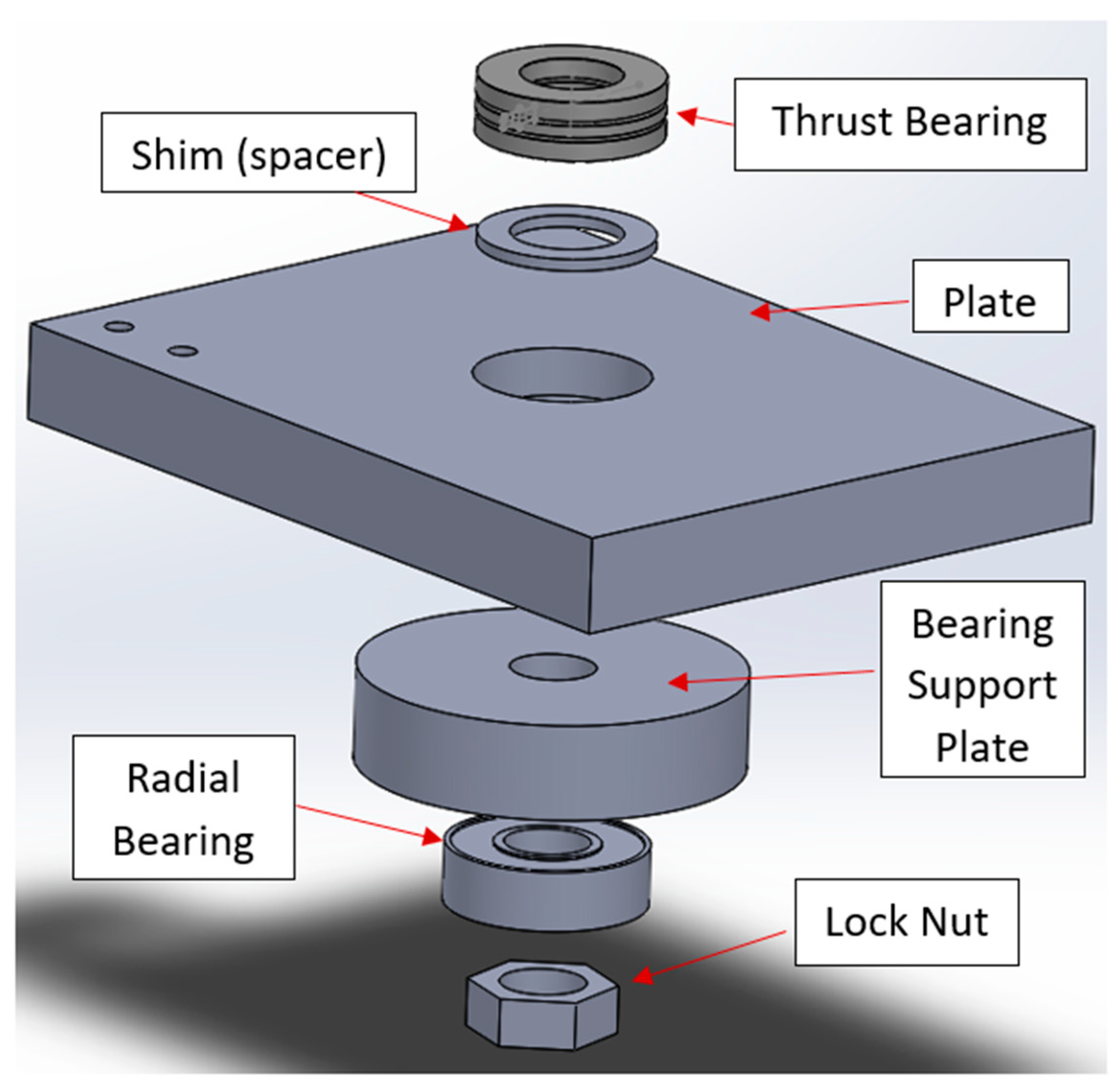
2.1.2. Torque Sensor Assembly
2.1.3. Speed Sensor System
2.1.4. Modular Support System
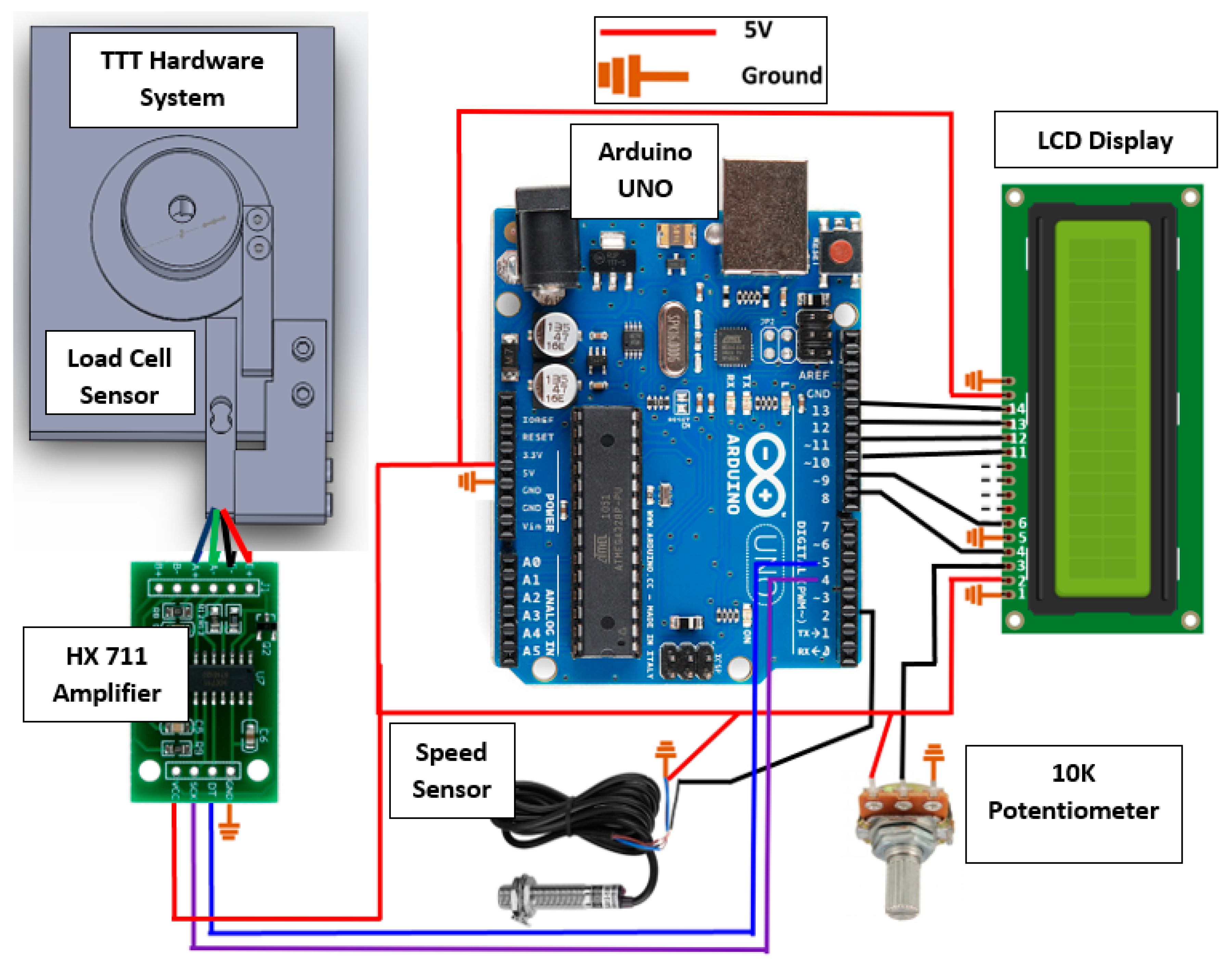
2.1.5. Instrumentation System
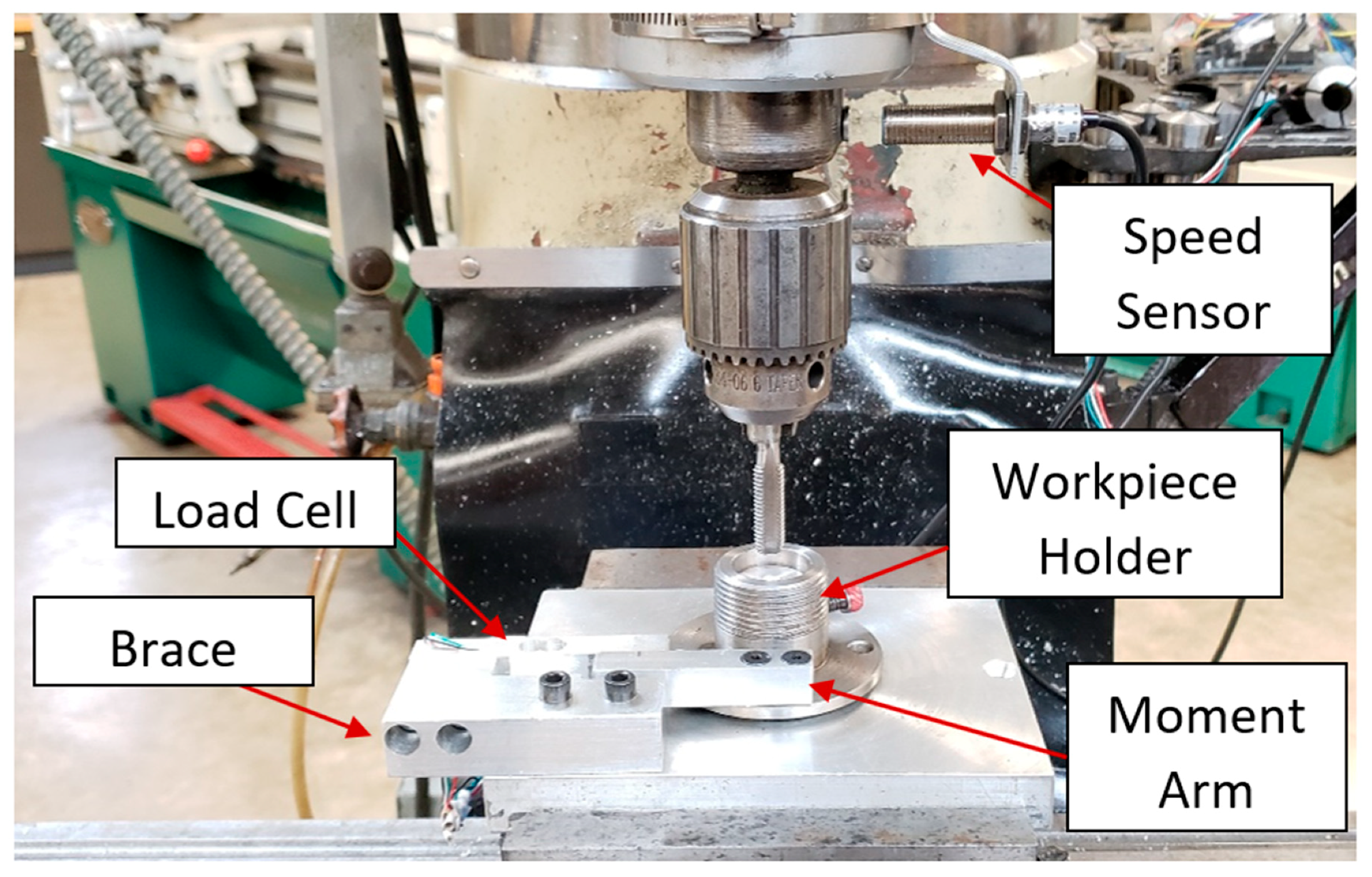
2.1.6. Final Assembly
2.2. Tapping Torque Validation Tests
3. Results and Discussion
3.1. Design of the Modular Torque Measurement Device
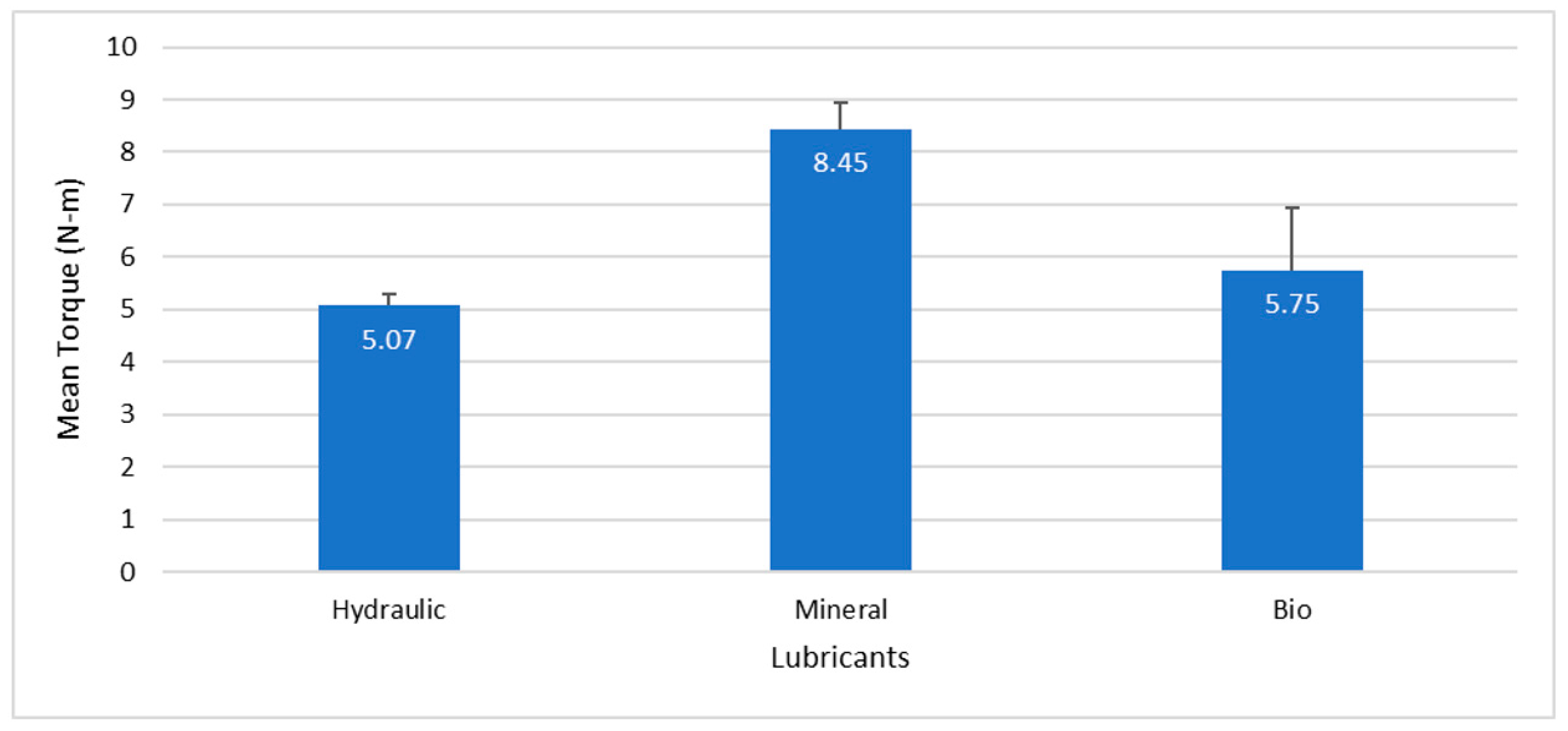
3.2. Tapping Torque Validation Tests
4. Summary
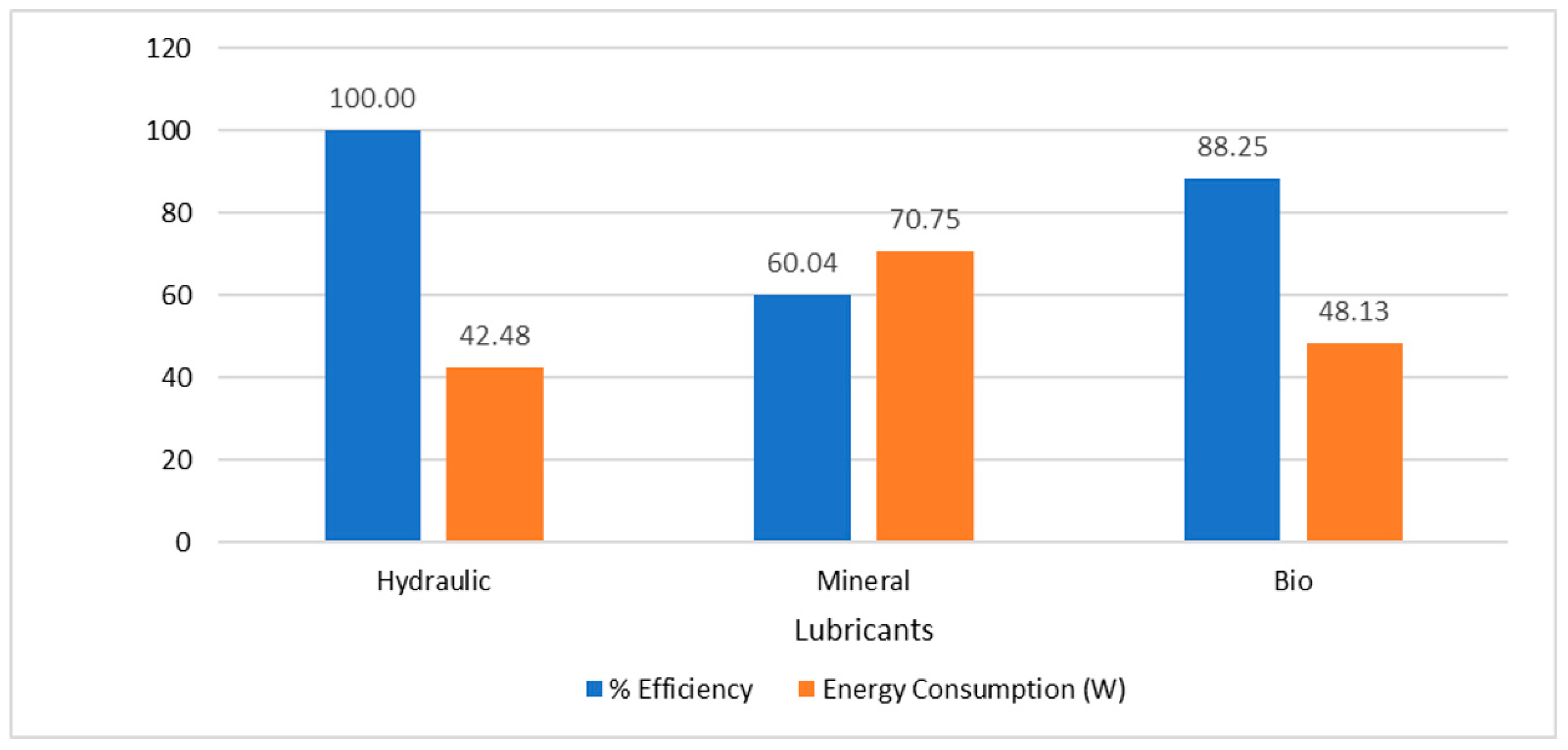
- Results from the four tested conditions showed good repeatability with consistent results throughout the different tests for each lubricant.
- Results obtained from the different tapping torque tests resembled the torque behavior reported for different lubricants on the ASTM D-5619 standard.
- The addition of the speed sensor system to the instrument allowed for the experimental values of power or energy consumption to be determined during different industrial operations.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Podgornik, B.; Kosec, T.; Kocijan, A.; Donik, Č. Tribological Behaviour and Lubrication Performance of Hexagonal Boron Nitride (h-BN) as a Replacement for Graphite in Aluminium Forming. Tribol. Int. 2015, 81, 267–275. [Google Scholar] [CrossRef]
- Suresh Kumar Reddy, N.; Nouari, M.; Yang, M. Development of Electrostatic Solid Lubrication System for Improvement in Machining Process Performance. Int. J. Mach. Tools Manuf. 2010, 50, 789–797. [Google Scholar] [CrossRef]
- Hamdan, A.; Sarhan, A.A.D.; Hamdi, M. An Optimization Method of the Machining Parameters in High-Speed Machining of Stainless Steel Using Coated Carbide Tool for Best Surface Finish. Int. J. Adv. Manuf. Technol. 2012, 58, 81–91. [Google Scholar] [CrossRef]
- Sarhan, A.A.D.; Sayuti, M.; Hamdi, M. Reduction of Power and Lubricant Oil Consumption in Milling Process Using a New SiO2 Nanolubrication System. Int. J. Adv. Manuf. Technol. 2012, 63, 505–512. [Google Scholar] [CrossRef]
- D02 Committee. Test Method for Comparing Metal Removal Fluids Using the Tapping Torque Test Machine; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Simmons, C.H.; Phelps, N.; Maguire, D.E. Manual of Engineering Drawing: Technical Product Specification and Documentation to British and International Standards, 4th ed.; Elsevier/Butterworth-Heinemann: Oxford, UK; Waltham, MA, USA, 2012. [Google Scholar]
- Ahn, J.H.; Lee, D.J.; Kim, S.H.; Kim, H.Y.; Cho, K.K. Effects of Synchronizing Errors on Cutting Performance in the Ultra-High-Speed Tapping. CIRP Ann. 2003, 52, 53–56. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Hydraulic Jack Oil | Mineral Oil | Biodegradable Oil |
|---|---|---|---|
| Viscosity, ASTM D 445 cSt @ 40 °C | 21.5 | 32 | 40 |
| Pour Point, °C, ASTM D 97 | −46 | −15 | −18 |
| Flash Point, °C, ASTM D 92 | 157 | 210 | 218 |
| Specific Gravity @ 15 °C kg/l, ASTM D 1298 | 0.904 | 0.874 | 0.900 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
De la Cruz, M.; Gonzalez, R.; Gomez, J.A.; Mendoza, A.; Ortega, J.A. Design and Validation of A Modular Instrument to Measure Torque and Energy Consumption in Industrial Operations. Instruments 2019, 3, 41. https://doi.org/10.3390/instruments3030041
De la Cruz M, Gonzalez R, Gomez JA, Mendoza A, Ortega JA. Design and Validation of A Modular Instrument to Measure Torque and Energy Consumption in Industrial Operations. Instruments. 2019; 3(3):41. https://doi.org/10.3390/instruments3030041
Chicago/Turabian StyleDe la Cruz, Mary, Ramiro Gonzalez, Jesus A. Gomez, Atilano Mendoza, and Javier A. Ortega. 2019. "Design and Validation of A Modular Instrument to Measure Torque and Energy Consumption in Industrial Operations" Instruments 3, no. 3: 41. https://doi.org/10.3390/instruments3030041
APA StyleDe la Cruz, M., Gonzalez, R., Gomez, J. A., Mendoza, A., & Ortega, J. A. (2019). Design and Validation of A Modular Instrument to Measure Torque and Energy Consumption in Industrial Operations. Instruments, 3(3), 41. https://doi.org/10.3390/instruments3030041