1. Introduction
The first documented attempt for developing geopolymer concrete, which is also referred to as alkali-activated binder (AAB) concrete, was reported in 1939–1940 according to the historical review papers published by Li et al. [
1] and Pacheco-Torgal et al. [
2]. In terms of lime and ordinary Portland cement (OPC), this new form of binder is designated as a third cement generation [
1,
2]. New types of binders are always encouraged for the development and improvement of durability of concrete, strength, and most importantly environmental preservation. These novel binders are based on the notion of employing ashes from mining and quarrying wastes as raw materials in the treatment of hazardous and radioactive wastes [
3,
4]. The study by Purdon in 1940 [
5] contributed significantly to the creation of AAB concretes, which gained popularity during the 1940s. Feret’s work [
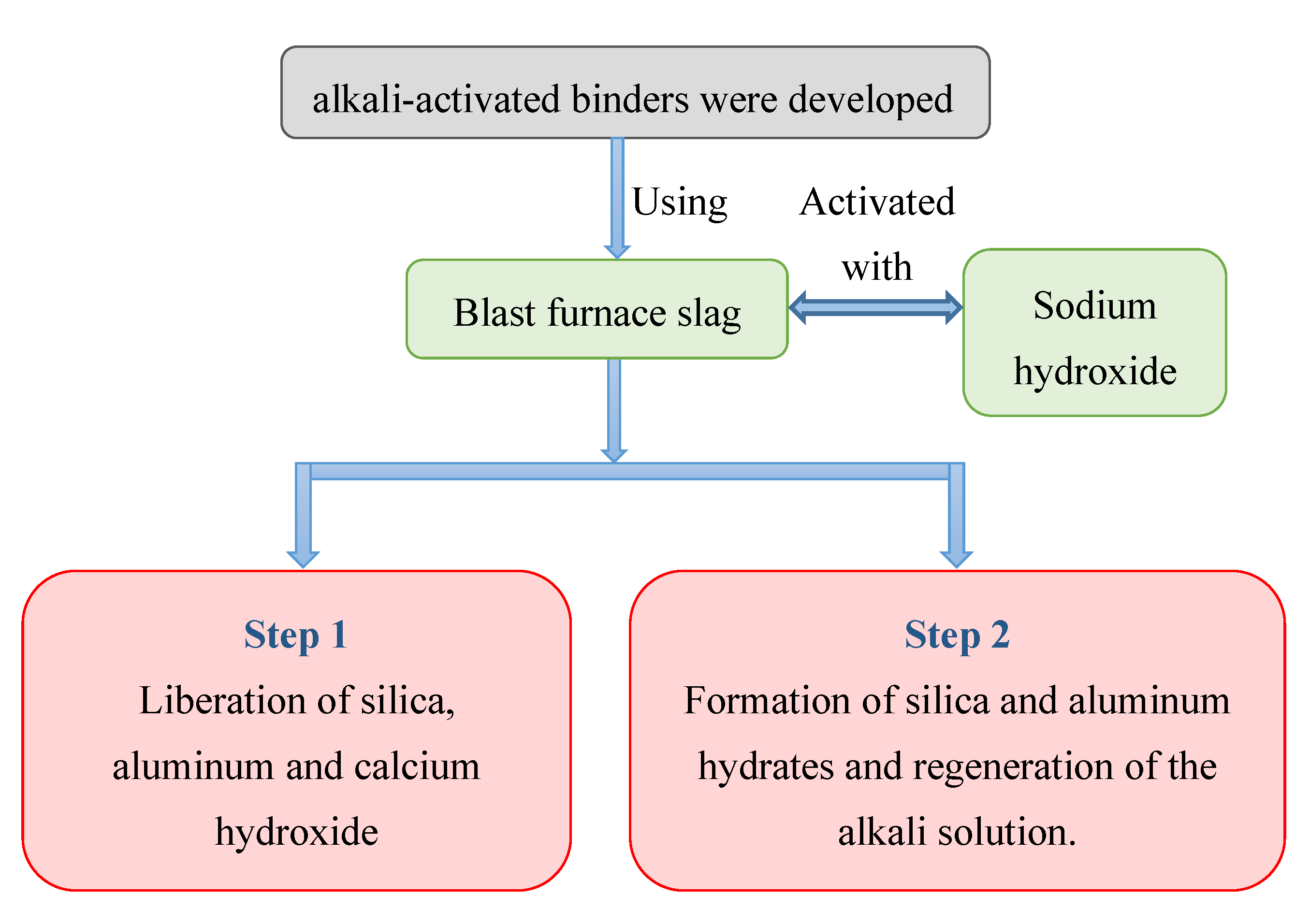
6] is considered relevant to the area of geopolymer concrete; however, it is mainly about the use of slag in OPC concrete as supplementary cementitious material. Purdon [
5] employed blast furnace slag activated with sodium hydroxide in two phases, first releasing silica, aluminum, and calcium hydroxide. The development of silica and aluminum hydrates followed, as did the renovation of the alkali solution. Davidovits (1994) [
7] created an alkali binder by activating metakaolin binders called geopolymers or polysialates. This high alkali cement was created using an inorganic polycondensation reaction known as geopolymerization. The polysialate network is made up of tetrahedral anions (-Si-O-Al-O). Geopolymers have strong mechanical performance as well as an instantly recognizable property indicated by high early strength, minimal shrinkage, superior acid, and abrasion resistance, preferred freeze–thaw cycle resistance, and exceptional resistance to fire and high temperatures [
7,
8].
In a research paper, the fracture behavior of geopolymer composites made of fly ash or metakaolin, fine aggregate, and river sand and reinforced with glass, carbon, and aramid fiber was examined at three different temperatures, around 3 °C, 20 °C, and 50 °C. As a potential working temperature for composite materials created using additive manufacturing technology, the temperatures were considered. Bending strength testing was the primary study methodology employed. The results revealed that adding fibers enhanced the bending strength of all composites substantially. The metakaolin-based composites and the sand reinforced with 2% of weight aramid fiber produced the greatest results at room temperature. The results at 50 °C revealed a considerable drop in bending strength for virtually all compositions, which is surprising given that geopolymers are advertised as materials designed to perform at high temperatures. For nearly all compositions, the test at low temperature (about 3 C) revealed an increase in bending strength [
9].
Several investigations have proven that acceptable geopolymer behavior may also be produced by employing industrial wastes as secondary source material, such as fly ash or slag. The environmental effect of geopolymer manufacturing is dependent on the type of raw material generated under different circumstances to attain different features [
10]. The AABs are considered sustainable materials as a result of their great durability and much lower carbon dioxide emissions than OPC. According to studies, the CO
2 intensity of these binders is roughly 2.4 times lower than that of OPC [
11,
12]. The sustainability elements of geopolymers are connected to their high environmental advantages as a result of their wonderful qualities in terms of thermal stability and greenhouse gas emission [
13,
14,
15]. In order to produce more environmentally friendly and sustainable construction materials, the use of high-volume fly ash (FA) as a cement alternative in the manufacturing of concrete has become valuable [
16]. The usage of geopolymer concrete is being considered as a possible substitute for traditional concrete and as a way to transform various waste streams into beneficial by-products [
17].
One of the most essential criteria for sustainability performance is the life cycle assessment (LCA) of geopolymer concrete, which analyzes the ecological effect and environmental potential of materials based on the stages of production and manufacture, usage, and demolition. The LCA is divided into four stages: aim and scope definition, inventory analysis, impact assessment, and interpretation [
18,
19]. A life cycle assessment technique is used to calculate mechanical strength, durability, energy, cost, and emissions criteria. By providing a complete depiction of the needed embodied energy and CO
2 emissions in feedstocks, this technique enables a thorough comparison of material production, transit, usage, and demolition consequences. The life cycle phases for material feedstock production, such as collection, transportation, mining, and calcination of these feedstocks, are investigated first, followed by manufacturing stages, including the mixing process of these raw materials [
20,
21].
Another aspect of sustainability is the availability of resources, which plays a significant role and has a major influence on the cost, including the following stages: excavation process, extraction, transportation, forming, and construction time. As a result, the high availability of resources activates the building process and decreases the overall project time in order to reduce purchasing effort while also reducing human potential in the search for alternatives [
22,
23]. In material selection, the availability of construction materials is viewed as an embodied energy criterion. Furthermore, even if the research location is remote, it is preferable to use locally available materials in the project rather than materials available in remote areas that require time and cost in transportation, in order to achieve environmental protection and reduce gas emissions during transportation and excavation. As a consequence, using accessible building materials reduces excavation potential, cost, gas emissions, working time, human potential, and embodied energy, so that it is enhancing sustainability [
24,
25].
Based on the current and anticipated momentum toward the use of AAB concrete in the field of sustainability, this study is performed to provide useful life cycle cost comparison between typical AAB and OPC concrete. The aim of this study is to develop effective analysis using the TOPSIS software that is beneficial to the field of green building sustainability. The methodology and interesting results are presented and discussed systematically in the following sections of this paper.
3. Life Cycle Cost Assessment
A life cycle assessment, or LCA, is a method for calculating the environmental effects associated with the extraction, mining, quarrying, manufacture, usage, and demolition stages of structural buildings [
40]. This section represents a comparison between the life cycle assessment of the AAB concrete and the OPC concrete. A general representation of life cycle phases applied in the production of concrete from cradle to gate are represented in
Figure 2. The ingredients used in the production of the OPC and AAB concretes are shown in
Figure 3 and
Figure 4, respectively.
The production stages from cradle to gate of the OPC concrete and the AAB concrete [
19] are represented in
Figure 5 and
Figure 6, respectively. The process of producing OPC concrete is illustrated in
Figure 5 at each stage from the extraction of the limestone through the clinkerization, grinding, and manufacturing. Moreover, typical manufacturing process of the AAB concrete is shown in
Figure 6, which includes the extraction procedures and preparation of raw materials such as natural pozzolan (NP) and ground blast furnace slag GBFS, homogenization, and the addition of aggregates and alkaline activators. A comparison between the OPC concrete and the AAB concrete was created by constructing the life cycle stages of each and then computing the CO
2 emission. To compute the CO
2 emission and construct the life cycle stages, a concrete with 40 MPa compressive strength was studied for the two binder types according to the mixing proportions shown in
Table 1 [
12]. The life cycle stages for producing 1 m
3 of OPC concrete and AAB concrete are displayed in schematic graphs shown in
Figure 7 and
Figure 8, respectively. The numbers shown in
Figure 7 represent the amount of CO
2 emissions from the OPC concrete manufacturing, transportation from the cement factory to the ready-mix plant, aggregate extraction and transportation, mixing of the concrete ingredients, curing, and finally placement (i.e., concrete casting).
Figure 8 presents the amount of CO2 emissions originated from producing the AAB material, preparation of the concrete mix, curing, transportation, and placement of the AAB concrete. The life cycle stages for the OPC concrete and AAB concrete show that the CO
2 emission for the AAB concrete is lower than that of the OPC concrete by approximately 9% for each 1 m
3, as presented in
Table 2 [
12], which indicates that the use of AAB concrete is more favorable than the OPC concrete in greenhouse construction.
4. Application of Preference Selection Index (PSI) Method
The PSI technique follows a systematic scientific approach to identify the optimum material for a given job. It is considered very useful when there is concern about the relative significance of aspects. The PSI for each option is computed using the overall preference value and the option with the maximum PSI value is chosen as the best alternative. The following calculations are an application of the PSI method [
26] to compare OPC concrete and AAB concrete; they are used as an alternative. The classification criteria are as follows: acid attack mass loss, abrasion mass loss, embodied energy, freeze–thaw cycle resistance, and high temperature resistance. The most suitable values for the used criteria are: minimum mass loss due to acid attack and abrasion resistance; minimum embodied energy; maximum endurance to freeze–thaw cycles; and maximum resistance to high temperatures. These criteria are collected from the literature [
41] and summarized in
Table 3. The PSI formulae are shown in the following representative steps. The PSI data and results are shown in
Table 3,
Table 4,
Table 5,
Table 6 and
Table 7 and in
Figure 9.
where
xij is the criteria for comparison, if the expectancy is the min-the-better, then Equation (1) should be used, whereas if the expectancy is the max-the-better, then Equation (2) should be used. The computation of the normalized (
Rij) is illustrated in
Table 4.
Table 5 presents the calculated
PVj values of each criterion used for the comparison between the OPC and AAB concretes. Then, the summation of
PVj is measured.
The value of Ψ
i for each criterion was measured using Equations (5) and (6) and is presented in
Table 6. Equation (7) was used as a check for calculations since the sum of Ψi for all criteria should be equal to one.
The final step is calculating the index
Ii for each alternative using Equation (8). The values of
Ii are presented in
Table 8.
A comparison of
Ii between the OPC and AAB concretes is presented in
Figure 9. Using the PSI technique for material selection, the best option was a new AAB concrete based on the fact that the index
Ii is higher for AAB concrete for all applied criteria: acid attack, abrasion resistance, embodied energy, resistance to freeze–thaw cycles, and resistance to high temperature.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}