Recycling of Polymer-Based Multilayer Packaging: A Review



Abstract
:1. Introduction
2. Packaging and Current End-of-Life Situation
2.1. Packaging
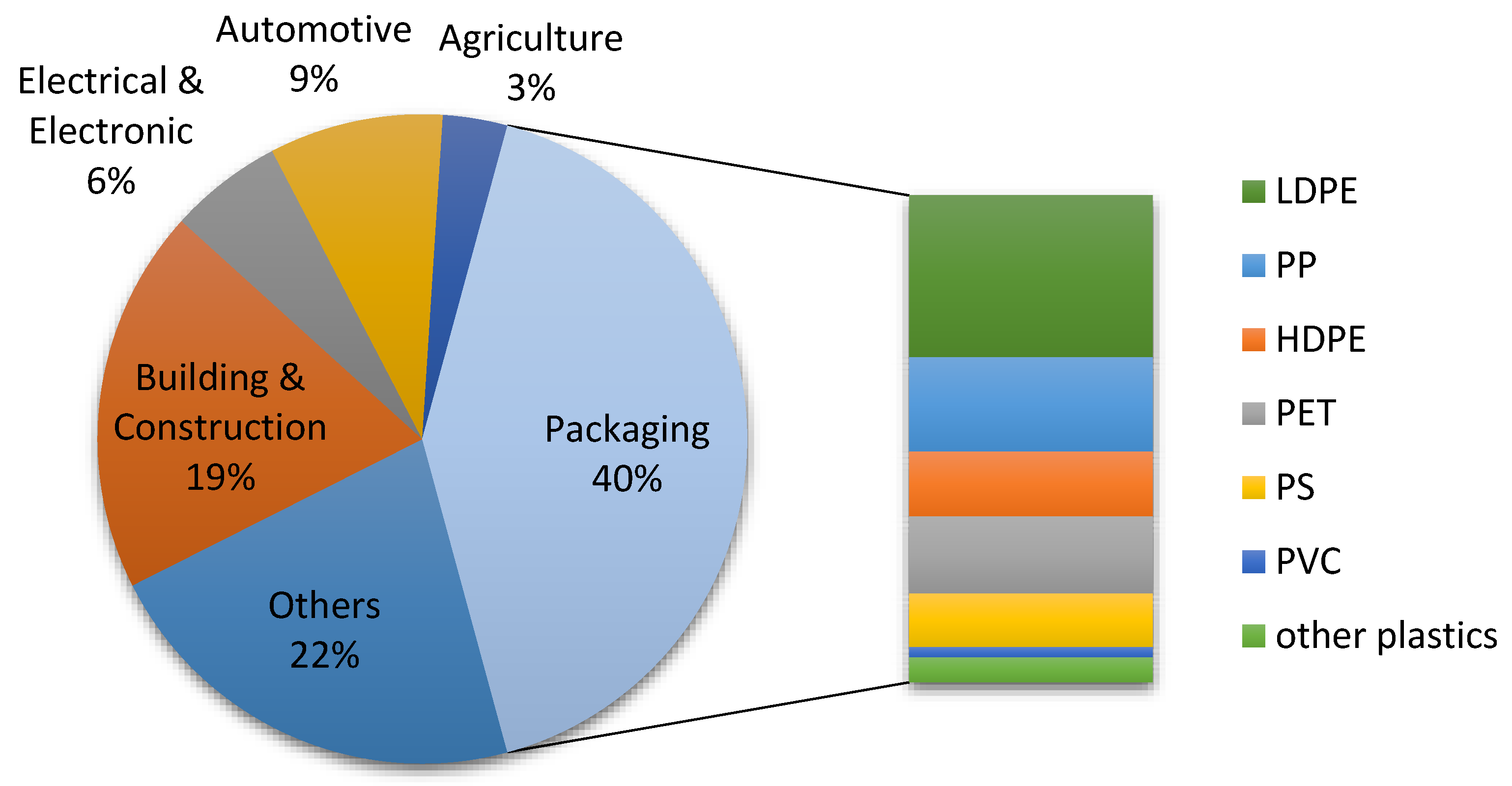
2.1.1. Plastic Market and Applications
2.1.2. Flexible Plastic Packaging Market
- flexible plastic and plastic composites without barrier layer (“simple multilayers”)
- flexible plastic and plastic composites with an organic barrier layer
- flexible metallized plastic and plastic composites films with coatings based on AlOx or SiOx, respectively
- thermoformed plastic and plastic composites
- plastic and plastic composites with Al foil.
2.1.3. Composite Packaging Containing Paper and Plastic
2.1.4. Trend towards Avoidance of Multilayer Packaging
2.2. End-of-Life Treatment of Multilayer Packaging
- collection
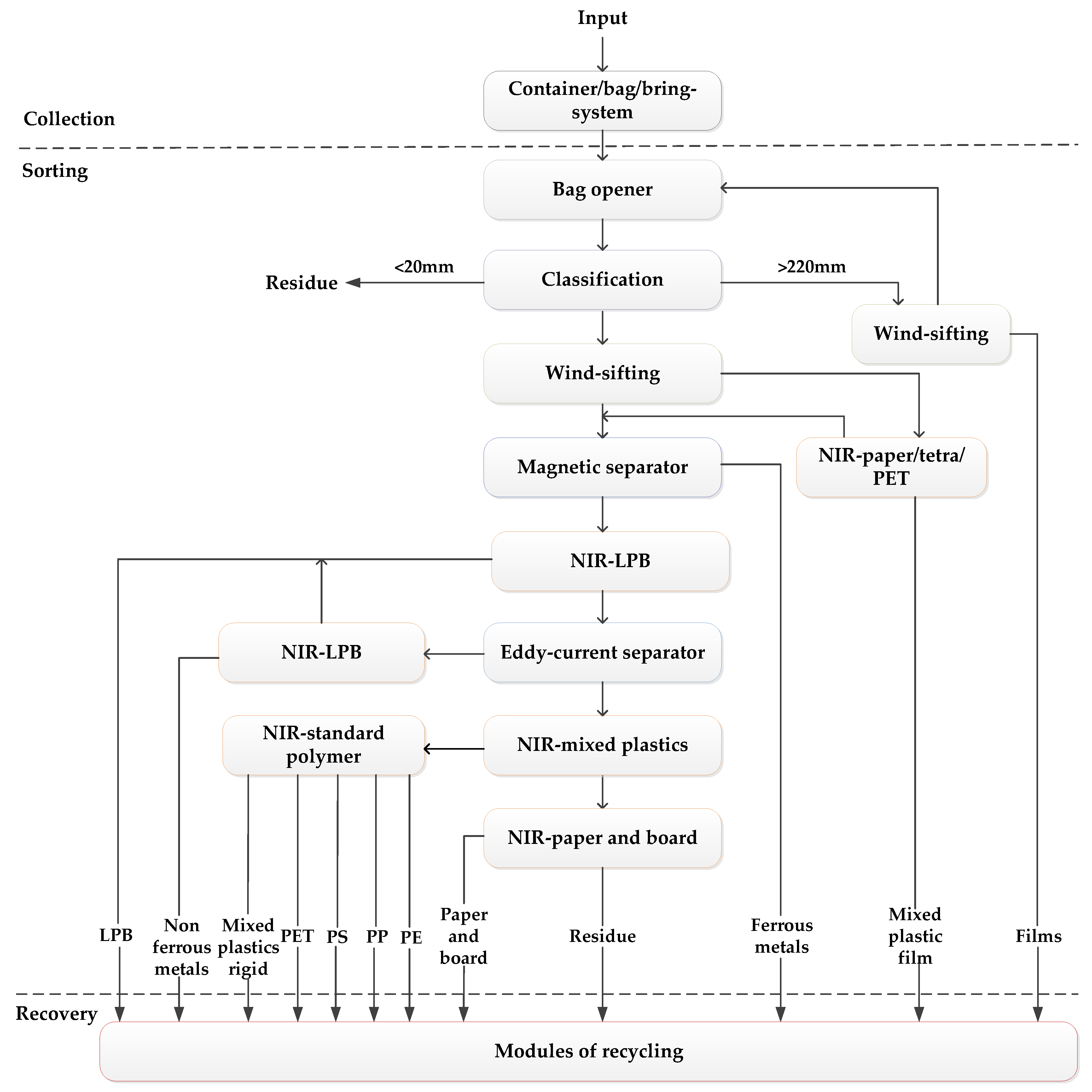
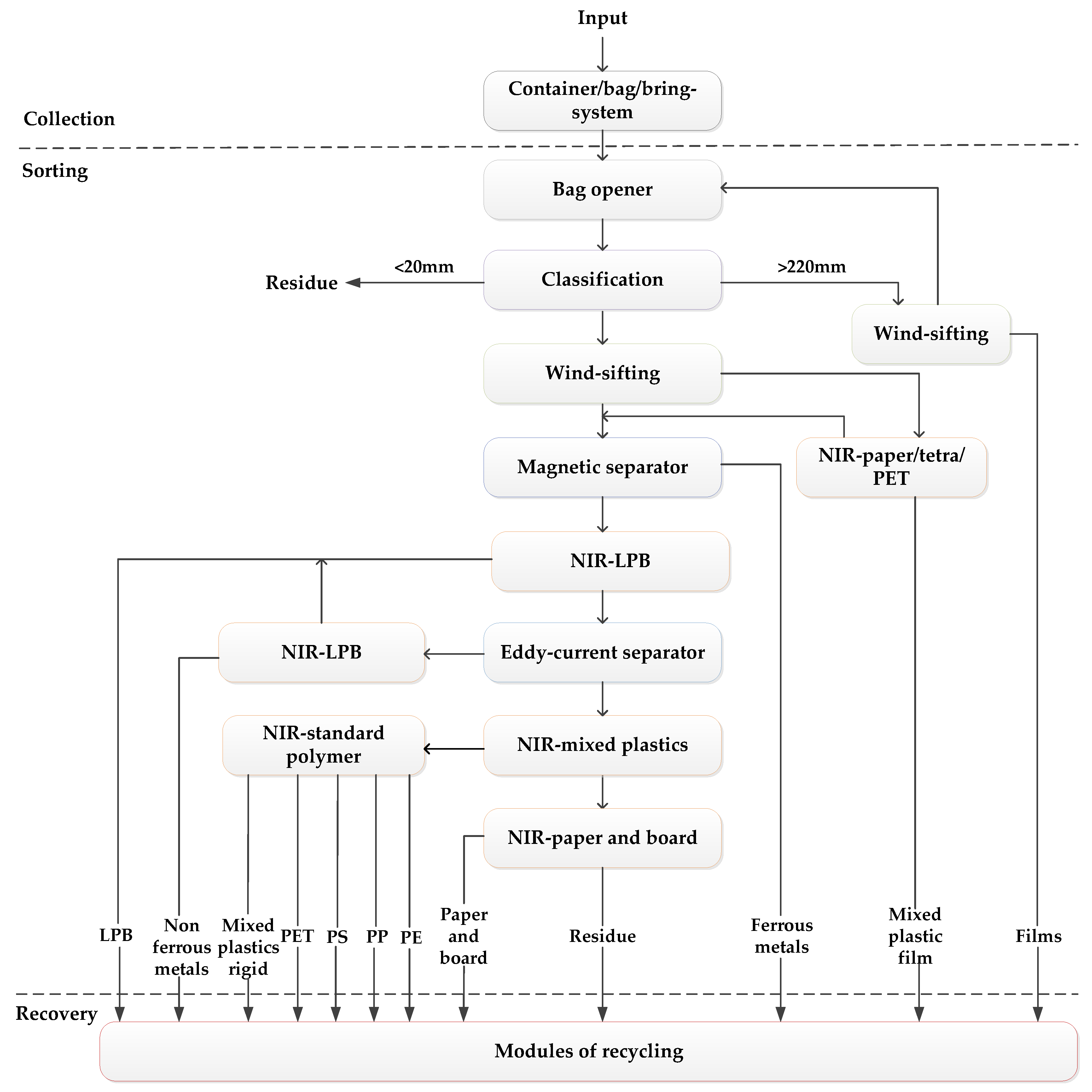
- sorting
- reprocessing
- energetic utilization is the recovery process of energy contained in the polymers by converting it into thermal or electrical energy by incineration. Since this type of recycling does not deliver a material product, it will not be considered as recycling in the following text [26];
- chemical recycling, whereby polymer waste is turned back into its oil/hydrocarbon component in the cases of polyolefins and into monomers in the case of polyesters and polyamides. These can be used as raw materials for the production of new polymers [26].
3. Recycling Methods
3.1. Theoretical Background of Polymer Blends and Solutions
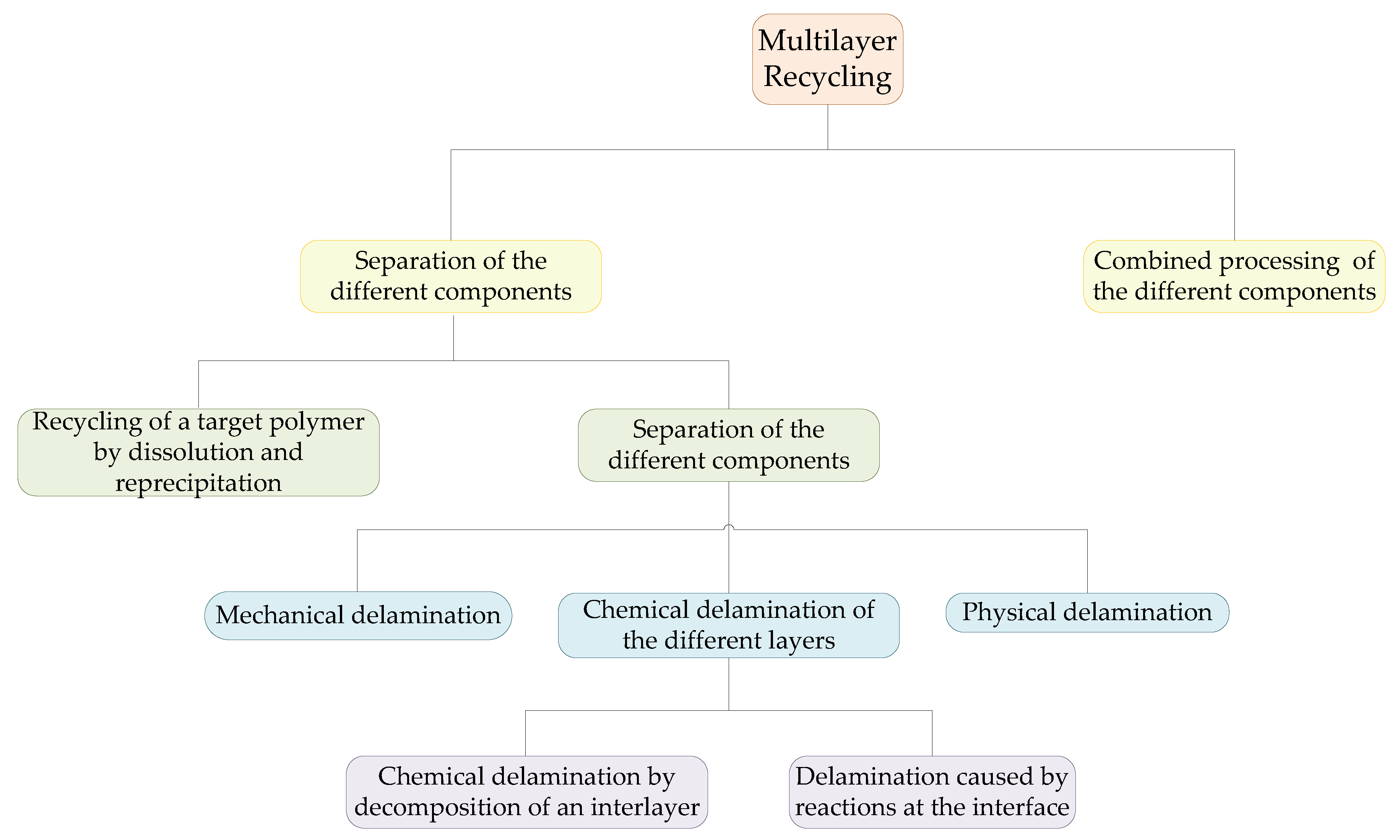
3.2. Separation of Multilayer Components
3.2.1. Recycling of a Target Polymer by Selective Dissolution–Reprecipitation
3.2.2. Delamination of Multilayer Packaging
3.3. Combined Processing
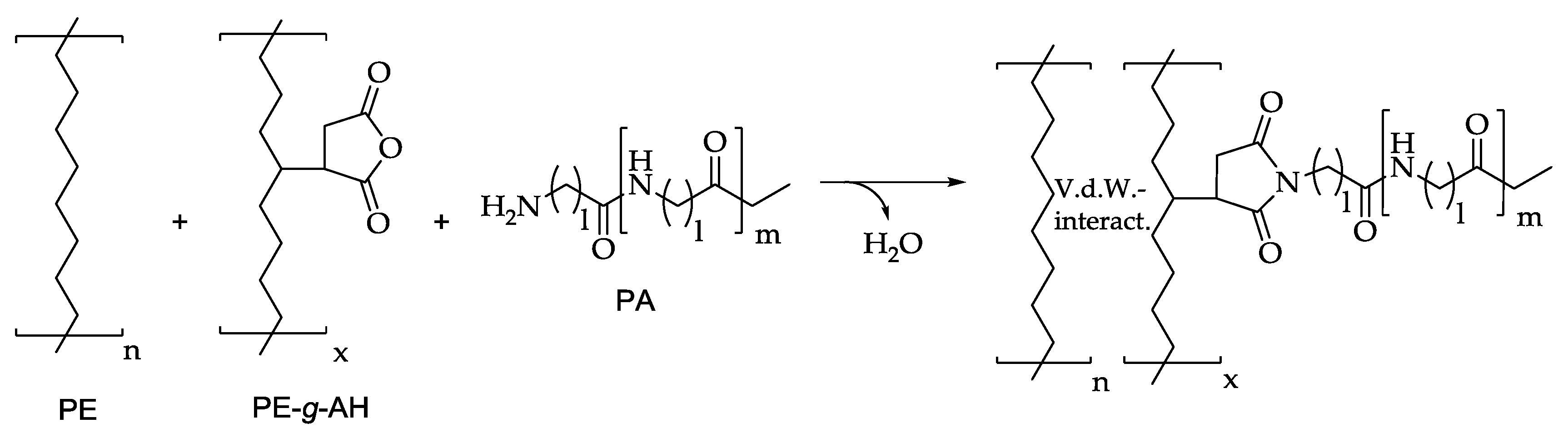
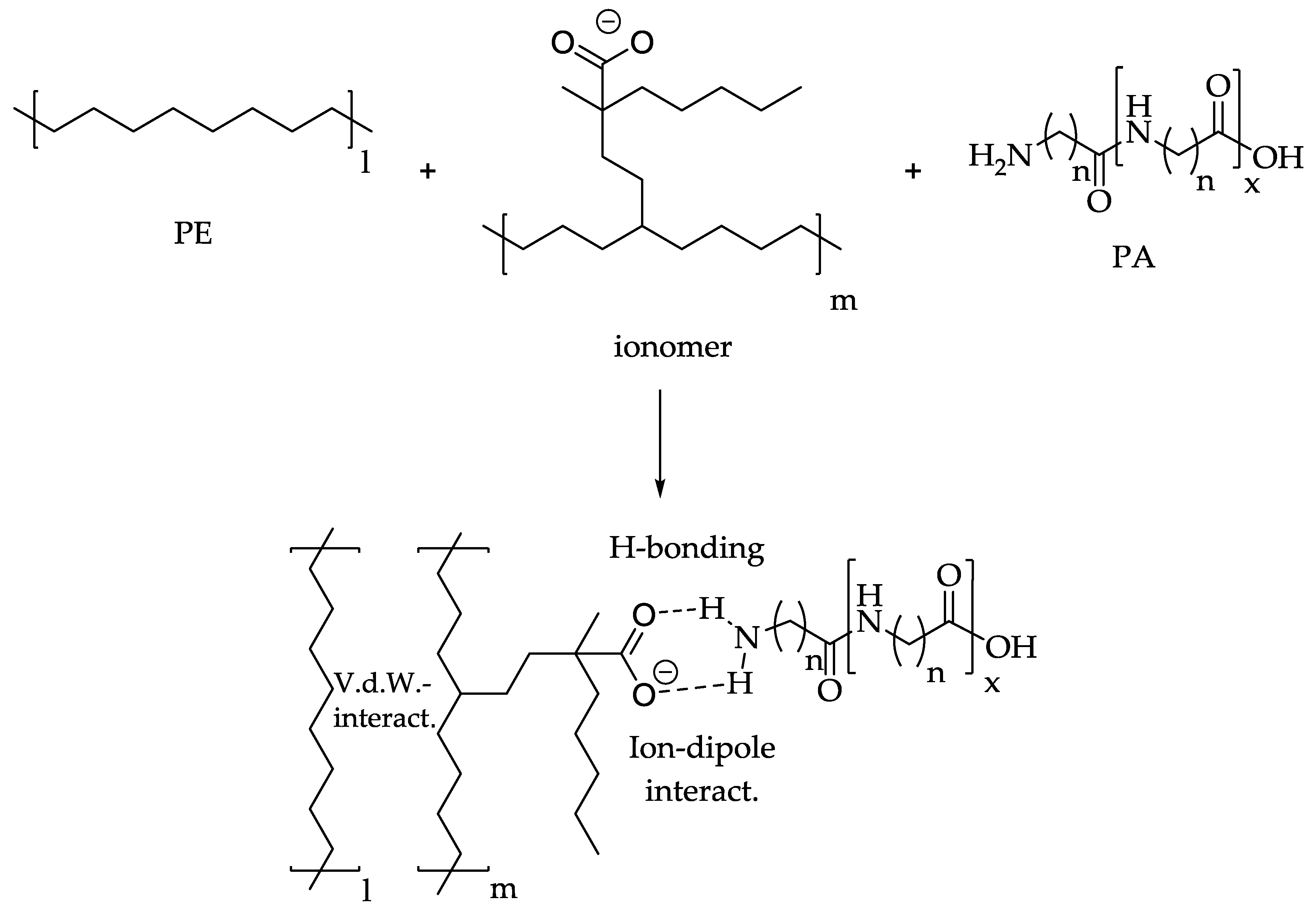
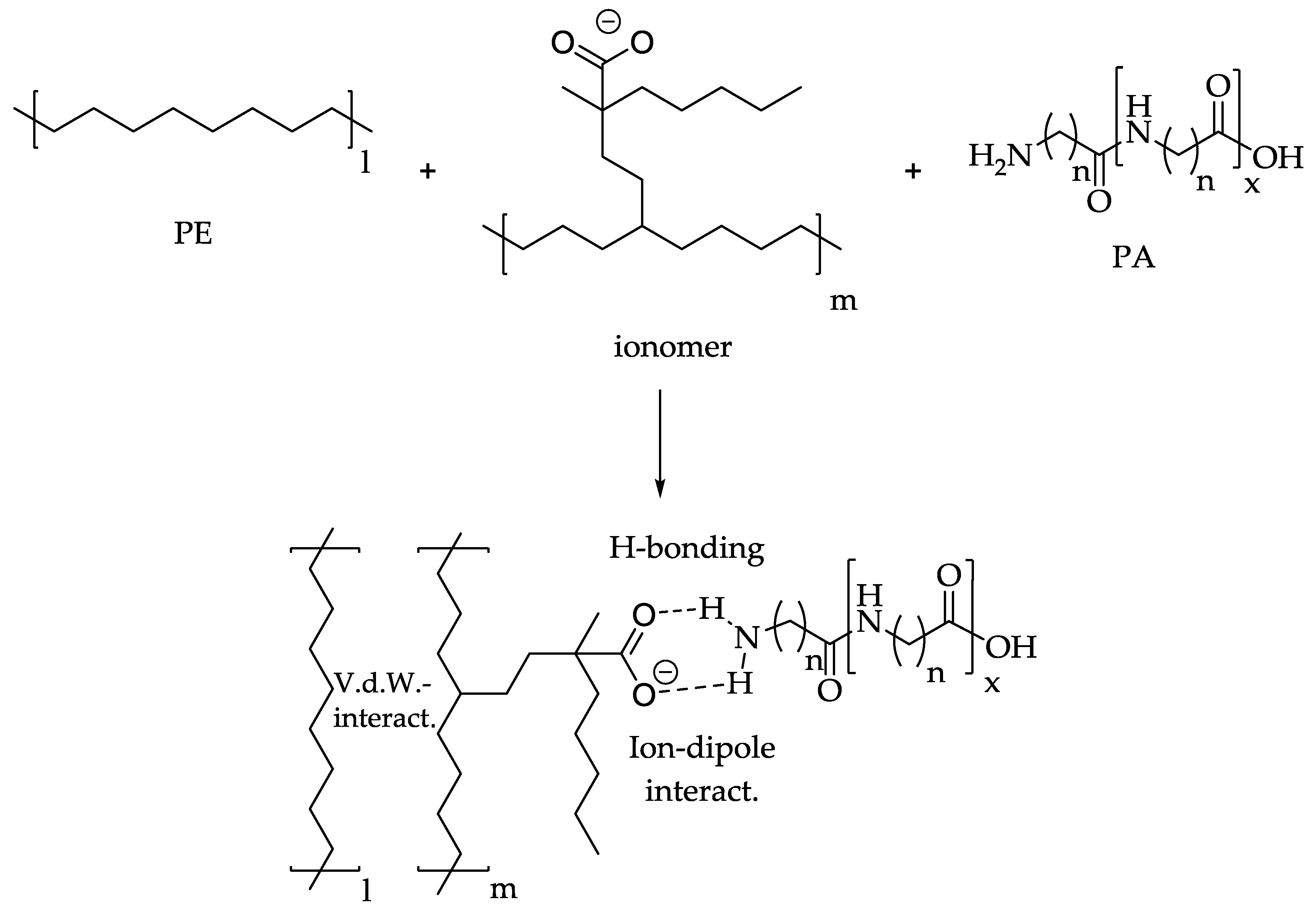
3.3.1. Recycling of Multilayers Containing PE/PA
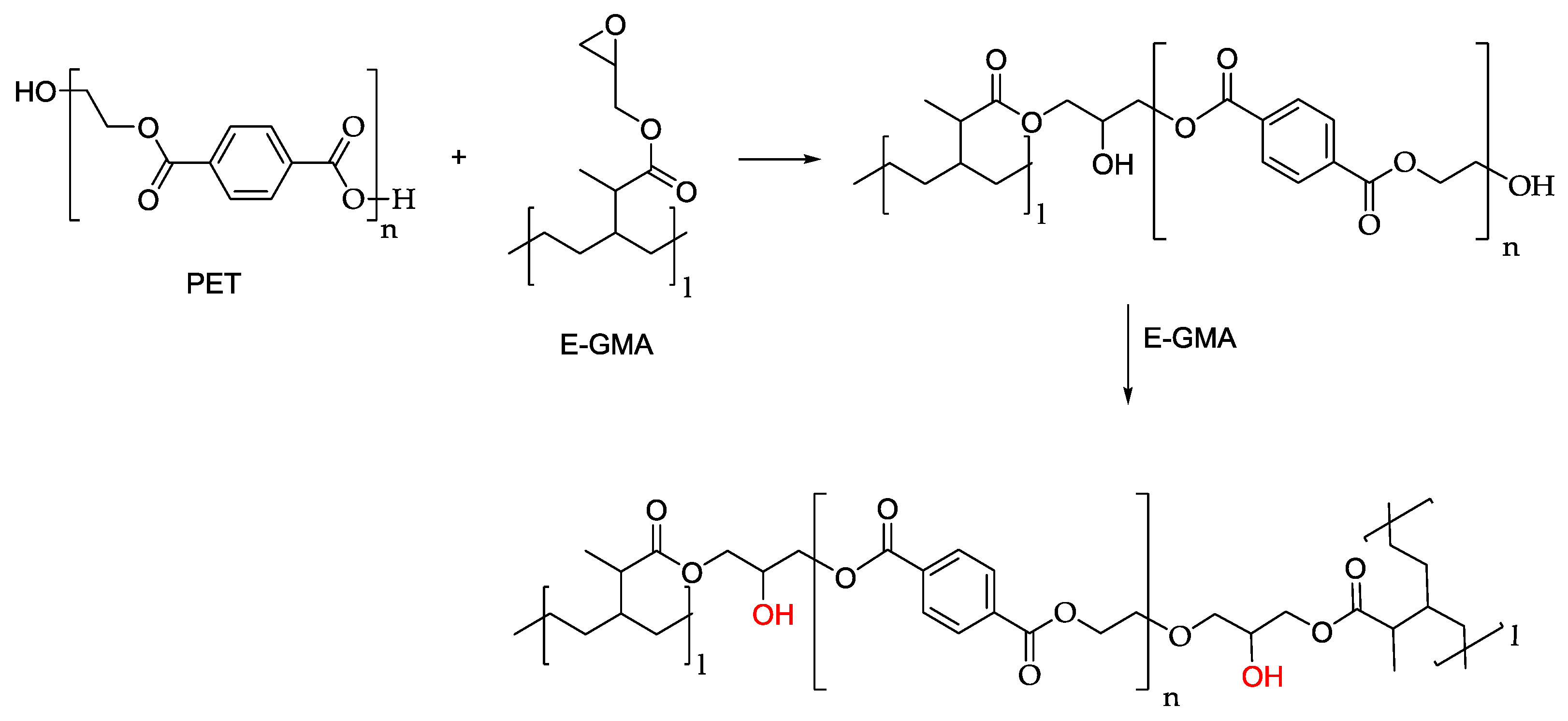
3.3.2. Recycling of Multilayers Containing PE/PET
3.3.3. Others
4. Summary & Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References and Note
- Gesellschaft für Verpackungsmarktforschung (GVM). Entwicklung des Verpackungsverbrauchs Flexibler Kunststoffe nach Branchen—Auswertung des Deutschen Marktes 2009, Prognose 2014; GVM—Gesellschaft für Verpackungsmarktforschung: Mainz, Germany, 2010. [Google Scholar]
- PlasticsEurope. Plastic Packaging: Born to Protect; PlasticsEurope—Association of Plastics Manufacturers: Brussels, Belgium, 2012. [Google Scholar]
- Morris, B.A. The Science and Technology of Flexible Packaging. Multilayer Films from Resin and Process to End Use; Elsevier: Amsterdam, The Netherlands, 2016; ISBN 9780323243254. [Google Scholar]
- APK AG. Available online: https://www.apk-ag.de/de/ (accessed on 22 December 2016).
- Saperatec AG. Available online: http://www.saperatec.de/technology/#technologie_top (accessed on 19 December 2016).
- Henshaw, J.M.; Owens, A.D. An overview of recycling issues for composite materials. J. Thermoplast. Compos. Mater. 1996, 9, 4–20. [Google Scholar] [CrossRef]
- Jesmy, J.; Jyotishkumar, P.; Sajeev, M.; Thomas, G.; Thomas, S. Recycling of polymer blends. In Recent Developments in Polymer Recycling; Fainleib, A., Grigoryeva, O., Eds.; Transworld Research Network: Kerala, India, 2011; pp. 187–214. ISBN 978-81-7895-524-7. [Google Scholar]
- Hamad, K.; Kaseem, M.; Deri, F. Recycling of waste from polymer materials: An overview of the recent works. Polym. Degrad. Stab. 2013, 98, 2801–2812. [Google Scholar] [CrossRef]
- Achilias, D.S.; Giannoulis, A.; Papageorgiou, G.Z. Recycling of polymers from packaging materials using the dissolution-reprecipitation technique: Advantages and limitations. In Proceedings of the Conference on Environmental Science and Technology, Kos Island, Greece, 5–7 September 2007. [Google Scholar]
- Ragaert, K.; Delva, L.; Geemb, K.V. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- PlasticsEurope. Plastics—The Facts 2016; PlasticsEurope—Association of Plastics Manufacturers: Brussels, Belgium, 2016. [Google Scholar]
- Consultic. Produktion, Verarbeitung und Verwertung von Kunststoffen in Deutschland 2015; Consultic Marketing & Industrieberatung GmbH: Rückersdorf, Germany, 2016. [Google Scholar]
- Gesellschaft für Verpackungsmarktforschung (GVM). Flexible Plastic Packaging Market in Germany and in Europe; GVM—Gesellschaft für Verpackungsmarktforschung: Mainz, Germany, 2017. [Google Scholar]
- Ebnesajjad, S. Plastic Films in Food Packaging—Materials, Technology and Applications, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2013; ISBN 9781455731152. [Google Scholar]
- Wagner, J.R. Multilayer Flexible Packaging, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2000; ISBN 9780323477185. [Google Scholar]
- PlasticsEurope. Funktionsal Barriers for the Use of Recycled Plastics in Multi-Layer Food Packaging; Packaging Europe: Brussels, Belgium, 2017. [Google Scholar]
- European Parliament and Council Directive (EC) No 1935/2004: Of 27 October 2004: On materials and articles intended to come into contact with food and repealing directives 80/590/eec and 89/109/eec. Official Journal of the European Union. 2004.
- Dixon, J. Packaging Materials: 9. Multilayer Pacjaging for Food and Beverages; ILSI Europe: Brussels, Belgium, 2011; ISBN 9789078637264. [Google Scholar]
- Markwardt, S.; Wellenreuther, F.; Drescher, A.; Harth, J.; Busch, M. Comparative Life Cycle Assessment of Tetra Pak Carton Packages and Alternative Packaging Systems for Liquid Food on the Nordic Market; ifeu—Institut für Energie- und Umweltforschung Heidelberg: Heidelberg, Germany, 2017. [Google Scholar]
- Gesellschaft für Verpackungsmarktforschung (GVM). Recycling-Bilanz für Verpackungen—Berichtsjahr 2016; GVM—Gesellschaft für Verpackungsmarktforschung: Mainz, Germany, 2017. [Google Scholar]
- Corey, N.; Blodgett, S. Breakthrough DOW Technology Enables Recyclable Flexible Plastic Packaging; The Dow Chemical Company: Midland, MI, USA, 2016. [Google Scholar]
- Borstar®-Based Full PE Laminate Solution Improves Recyclability of Flexible Packaging Materials. Available online: https://www.borealisgroup.com/news/borstar-based-full-PE-laminate-solution-improves-recyclability-of-flexible-packaging-materials (accessed on 19 September 2017).
- Cimpan, C.; Maul, A.; Jansen, M.; Pretz, T.; Wenzel, H. Central sorting and recovery of MSW recyclable materials: A review of technological state-of-the-art, cases, practice and implications for materials recycling. J. Environ. Manag. 2015, 156, 181–199. [Google Scholar] [CrossRef] [PubMed]
- Christiani, J. Prüfung und Testierung der Recyclingfähigkeit; Cyclos-HTP: Aachen, Germany, 2017. [Google Scholar]
- Der grüne Punkt. Product Specification 08/2014 Fraction-No. 310-1; Der grüne Punkt: Cologne, Germany, 2014. [Google Scholar]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [PubMed]
- BIO Intelligence Service. Studie über ein Erhöhtes (Werkstoffliches) Recyclingziel für Kunststoffe; Plastics Recyclers Europe: Brussels, Belgium, 2013. [Google Scholar]
- Morris, J. Recycling versus incineration: An energy conservation analysis. J. Hazard. Mater. 1995, 47, 277–293. [Google Scholar] [CrossRef]
- Kindler, H.; Nikles, A. Energiebedarf bei der Herstellung und Verarbeitung von Kunststoffen. Chem. Ingeneur Tech. 1997, 51, 1125–1127. [Google Scholar] [CrossRef]
- Jesson, J.K.; Pocock, R.; Stone, I. Barriers to Recycling: A Review of Evidence Since 2008; The Waste & Resources Action Programme: Banbury, UK, 2014. [Google Scholar]
- Fricke, K.; Bahr, T.; Thiel, T.; Kugelstadt, O. Stoffliche oder Energetische Verwertung—Ressourceneffizientes Handeln in der Abfallwirtschaft; GGSC-Infoseminar: Berlin, Germany, 2009. [Google Scholar]
- Bund für Umwelt und Naturschutz. Wege zu einer Nachhaltigen Abfallwirtschaft; Bund für Umwelt und Naturschutz: Berlin, Germany, 2010. [Google Scholar]
- Christiani, J.; Griepentrog, U.; Weber, H.; Giegrich, J.; Detzel, A.; Breuer, L. Grundlagen für eine ökologisch und ökonomisch Sinnvolle Verwertung von Verkaufsverpackungen; ifeu—Institut für Energie- und Umweltforschung Heidelberg GmbH, HTP Ingenieurgesellschaft für Aufbereitungstechnik und Umweltverfahrenstechnik Prof. Hoberg und Partner: Heidelberg, Germany, 2001. [Google Scholar]
- Kreibe, S. Recyclingfreundliche Verpackungen—Eine Einordnung aus ökologischer Sicht; Interseroh Fachtagung Future Resources 2017; Verpackung ist Rohstoff: Frankfurt, Germany, 2017. [Google Scholar]
- Alwast, H.; Birnstengel, B. Resource Savings and CO2 Reduction Potentials in Waste Management in Europe and the Possible Contribution to the CO2 Reduction Target in 2020; Prognos AG, Ifeu—Institzt für Energie- und Umweltforschung, INFU—Institut für Umweltforschung: Heidelberg, Germany, 2008. [Google Scholar]
- Landbell AG. Verpackungsgesetz-info.de. Available online: verpackungsgesetz-info.de/ (accessed on 25 Novermber 2017).
- Liu, N.; Baker, C. Reactive polymers for blend compatibilization. Adv. Polym. Technol. 1992, 11, 249–262. [Google Scholar] [CrossRef]
- Feldman, D. Polyblend compatibilization. J. Macromol. Sci. 2005, 42, 587–605. [Google Scholar] [CrossRef]
- Koning, C.; van Duin, M.; Pagnoulle, C.; Jérôme, R. Stragegies for compatibilization of polymer blends. Prog. Polym. Sci. 1998, 23, 707–757. [Google Scholar] [CrossRef]
- Manias, E.; Utracki, L.A. Thermodynamics of polymer blends. In Polymer Blends Handbook; Utracki, L.A., Wilkie, C.A., Eds.; Springer: Berlin, Germany, 2014; Volume 1, ISBN 978-94-007-6065-3. [Google Scholar]
- Hansen, C.M. Hansen Solubility Parameters—A User’s Handbook; CRC Press: London, UK, 1998; Volume 2, ISBN 9780849372483. [Google Scholar]
- Dill, K.A.; Bromberg, S. Molecular Driving Forces: Statistical Thermodynamics in Chemistry and Biology; Garland Science: New York, NY, USA, 2002. [Google Scholar]
- Nauman, E.; Lynch, J. Polymer Recycling by Selective Dissolution. US005278282A, 11 January 1994. [Google Scholar]
- Thome, R.; Kraus, S.; Schubert, J. Process for Treating or Working Up Composite and Plastic Materials. EP0644230 A1, 22 July 1995. [Google Scholar]
- Mäurer, A.; Wolz, G.; Schlummer, M.; Luck, T.; Knauf, U.; Kippenhahn, R. Method for Separating and Recovering Target Polymers and Their Additives from a Material Containing Polymers. EP1311599 A1, 21 May 2003. [Google Scholar]
- Mäurer, A.; Schlummer, M. Good as new. Recycling plastics from weee and packaging waste. Waste Manag. World WMW 2004, 4, 33–34. [Google Scholar]
- Unilever. Unilever Develops New Technology to Tackle the Global Issue of Plastic Sachet Waste. Available online: https://www.unilever.com/news/Press-releases/2017/Unilever-develops-new-technology-to-tackle-the-global-issue-of-plastic-sachet-waste.html (accessed on 30 June 2017).
- Mäurer, A.; Schlummer, M. Method for Treating Waste Containing Plastic. WO11082802 A1, 14 July 2011. [Google Scholar]
- Mäurer, A.; Schlummer, M.; Beck, O. Method for Recycling Plastic Materials and Use Thereof. US8138232 B2, 20 March 2012. [Google Scholar]
- Knappich, F.; Hartl, F.; Schlummer, M.; Mäurer, A. Complete recycling of composite material comprising polybutylene terephthalate and copper. Recycling 2017, 2, 9. [Google Scholar] [CrossRef]
- Fraunhofer Institute for Process Engineering and Packaging IVV—Process Development for Polymer Recycling. Available online: https://www.ivv.fraunhofer.de/de/forschung/verfahrensentwicklung-polymer-recycling.html (accessed on 30 June 2017).
- Lindner, W.; Thiele, A.; Gorski, G. Method for Obtaining LDPE from Used Plastic Films. EP1392766A1, 3 March 2004. [Google Scholar]
- Lindner, W. Method of Separating Polyolefinic Synthetic Mixtures. WO2000077082 A1, 21 December 2000. [Google Scholar]
- Mauldin, L.B.; Cook, J.A. Separation of Polyolefins from Polyamides. WO2005118691 A2, 2 February 2006. [Google Scholar]
- Bosewitz, S.; Seifert, D.; Kaeufer, H.; Seefeldt, H.; Klein, F. Recovery of Pure Olefins from Solution and Separation of Plastics with Close Precipitation Temperatures. DE19822234 A1, 18 November 1999. [Google Scholar]
- Arlt, W.; Sadowski, G.; Seiler, M.; Behme, S. Mixed Polyolefin Separation Used for Low Density Polyethylene and High Density Polyethylene in Waste Involves Using Lower Alkane as Solvent and Different Lower Alkane as Separation Aid. DE19905029 A1, 16 November 2000. [Google Scholar]
- Feick, E.; Heller, B.; Kaiser, T.; Ruf, S.; Schleich, R.; Bungert, B.; Thiele, A.; Gorski, G. Method for Separating at Least One Selected Polymer from a Mixture of Polymers. US20040116563 A1, 17 June 2002. [Google Scholar]
- Bergerioux, C. Easy-to-Recycle Laminated Material for Packaging Use. US5506036 A, 9 April 1996. [Google Scholar]
- Bentmar, M.; Berlin, M.; Leth, I.; Lundgren, B. A Delaminable Packaging Laminate and a Method of Producing the Same. EP0934160 A1, 11 August 1999. [Google Scholar]
- Deibig, H.; Dinkelaker, A. Aminogruppen Enthaltendes Polymerisat, Verfahren zu Seiner Herstellung und Verwendung. EP0320757 A2, 21 June 1989. [Google Scholar]
- Deibig, H.; Dinkelaker, A.; Rossmann, K. Soluble Adhesive Films. US5094912 A, 10 March 1992. [Google Scholar]
- Gerber, M. Packaging Material Which Can Be Delaminated for Recycling—Contains Layers of Plastic, Metal Foil and/or Cellulosic Material, Sepd. by Layer(s) of Polymer Which Is Soluble in Non-Neutral aq. Medium. DE4328016 A1, 3 March 1994. [Google Scholar]
- Mukhopadhyay, A. Process of Delamination of Multi-Layer Laminated Packaging Industrial Refuse. US20040054018 A1, 18 March 2004. [Google Scholar]
- Kernbaum, S.; Seibt, H. Separating Fluid, Method and System for Separating Multilayer Systems. US20130319618 A1, 5 December 2013. [Google Scholar]
- Perick, M. Method for Recycling Plastics from a Film Packaging Bag, Film Packaging Bag and Film Composite Sheet for Manufacturing a Film Packaging Bag. EP3059061 A1, 24 August 2016. [Google Scholar]
- Patel, K.M.; Vaviya, M.M.; Patel, M.H. Process for Recovering Low-Density Polyethylene from Flexible Packaging Material. WO15159301 A3, 21 January 2016. [Google Scholar]
- Kulkarni, A.K.; Daneshvarhosseini, S.; Yoshida, H. Effective recovery of pure aluminum from waste composite laminates by sub- and super-critical water. J. Supercrit. Fluids 2011, 55, 992–997. [Google Scholar] [CrossRef]
- Cinelli, P.; Schmid, M.; Bugnicourt, E.; Coltelli, M.; Lazzeri, A. Recyclability of PET/WPI/PE multilayer films by removal of whey protein isolate-based coatings with enzymatic detergents. Materials 2016, 9, 473. [Google Scholar] [CrossRef] [PubMed]
- Schmid, M.; Held, M.; Noller, K. Innovative concepts for food packaging. Packag. Films 2011, 2, 4–8. [Google Scholar]
- Schmid, M.; Dallmann, K.; Bugnicourt, E.; Cordoni, D.; Wild, F.; Lazzeri, A.; Noller, K. Properties of whey-protein-coated films and laminates as novel recyclable food packaging materials with excellent barrier properties. J. Polym. Sci. A Polym. Chem. 2012, 2012, 562381. [Google Scholar] [CrossRef]
- Lee, Y.C.; Kim, M.J.; Lee, H.C. A Recycling Method of Multilayer Packaging Film Waste. EP1683829 A1, 26 July 2006. [Google Scholar]
- Benzing, K.; Fleig, J.; Feiss, D.; Rott, H. Separating Aluminum-Containing Composites, E.g. For Recycling Packaging Materials, Involves Treatment with Alkali Solution to Dissolve Aluminum and Precipitate Other Materials. DE10102554 A1, 25 July 2002. [Google Scholar]
- Mukhopadhyay, A. Process for Delamination of Laminated Packaging. EP2516526 A2, 31 October 2012. [Google Scholar]
- Allen, K.W. A review of contemporary views of theories of adhesion. J. Adhes. 1987, 21, 261–277. [Google Scholar] [CrossRef]
- Fowkes, F.M. Acid-base interaction in polymer adhesion. In Microscopic Aspects of Adhesion and Lubrication; Georges, J.M., Ed.; Elsevier: Amsterdam, Netherlands, 1981; Volume 7, pp. 119–134. ISBN 978-0-444-42071-8. [Google Scholar]
- Olafsson, G.; Jägerstad, M.; Öste, R.; Wesslin, B. Delamination of polyethylene and aluminum foil layers of laminated packaging material by acetic acid. J. Food Sci. 1993, 58, 215–219. [Google Scholar] [CrossRef]
- Olafsson, G.; Hildingsson, I. Sorption of fatty acids into low-density polyethylene and its effect on adhesion with aluminum foil in laminated packaging material. J. Agric. Food Chem. 1995, 43, 306–312. [Google Scholar] [CrossRef]
- Johansson, H.; Ackermann, P.W. Method of Recovering Individual Component Parts from Packaging Material Waste. US5421526 A, 6 June 1995. [Google Scholar]
- Kersting, J. Process for Separating Aluminium Foils from Plastic Foils, in particular PE-Foils. EP0543302 B1, 30 October 1996. [Google Scholar]
- Bing, C. Method for Separating and Recycling Aluminum and Plastics. CN101797574 B, 23 May 2012. [Google Scholar]
- Lovis, F.; Seibt, H.; Kernbaum, S. Method and Apparatus for Recycling Packaging Material. WO2015169801 A1, 12 November 2015. [Google Scholar]
- Garrido-López, Á.; Santa-Cruz, A.; Moreno, E.; Cornago, J.; Cañas, M.C.; Tena, M.T. Determination of cosmetic ingredients causing extrusion-coated and adhesive joint multilayer packaging delamination. Packag. Technol. Sci. 2009, 22, 415–429. [Google Scholar] [CrossRef]
- Ortiz, G.; Garrido-López, Á.; Tena, M.T. Delamination of multilayer packaging caused by exfoliating cream ingredients. Packag. Technol. Sci. 2007, 20, 173–182. [Google Scholar] [CrossRef]
- Ajji, A.; Utracki, L.A. Interphase and compatibilization of polymer blends. Polym. Eng. Sci. 1996, 36, 1574–1585. [Google Scholar] [CrossRef]
- Curto, D.; Valenza, A.; La Mantia, F.P. Blends of nylon-6 with a polyethylene functionalized by photooxidation. J. Appl. Polym. Sci. 1990, 39, 865–873. [Google Scholar] [CrossRef]
- Nir, M.M.; Ram, A. Performance of reprocessed multilayer LDPE/nylon-6 film. Polym. Eng. Sci. 1995, 35, 1878–1883. [Google Scholar] [CrossRef]
- Utracki, L.A.; Dumoulin, M.M.; Toma, P. Melt rheology of high density polyethylene/polyamide-6 blends. Polym. Eng. Sci. 1986, 26, 34–44. [Google Scholar] [CrossRef]
- Choudhoury, A. Recycling of nylon-6/polyethylene waste oil pouchwes using compatibilizers. Indian J. Chem. Technol. 2006, 13, 233–241. [Google Scholar]
- Shashidhara, G.M.; Biswas, D.; Shubhalaksmi Pai, B.; Kadiyala, A.K.; Wasim Feroze, G.S.; Ganesh, M. Effect of PP-g-MAH compatibilizer content in polypropylene/nylon-6 blends. Polym. Bull. 2009, 63, 147–157. [Google Scholar] [CrossRef]
- Dagli, S.; Xanthos, M.; Biesenberger, J.A. Kinetic studies and process analysis of the reactive compatibilization of nylon-6/polypropylene blends. Polym. Eng. Sci. 1994, 34, 1720–1730. [Google Scholar] [CrossRef]
- Diesen, H. Crosslinking Polyethylene and Polyamide by Organic Peroxide—Esp. Re-Use of Composite Packaging Material. DE3938552 A1, 23 May 1991. [Google Scholar]
- Timmermann, R.D.; Dujardin, R.D.; Orth, P.D.; Ostlinning, E.D.; Schulte, H.D.I.; Dhein, R.D.; Grigat, E.D. Impact Resistant, Optionally Filled Polyamide Mixtures with Polyamide-Polyethylene Laminated Film Wastes. EP0583595 B1, 22 May 1996. [Google Scholar]
- Buhler, K.; Gebauer, M. Process of Recycling Scrap Polymers. EP0575855 A1, 29 December 1993. [Google Scholar]
- Uehara, G.A.; França, M.P.; Canevarolo, S.V. Recycling assessment of multilayer flexible packaging films using design of experiments. Polímeros 2015, 25, 371–381. [Google Scholar] [CrossRef]
- Rätsch, M.; Wohlfahrt, B. Untersuchung zur Umsetzung von Maleinsaureanhydrid-Copolymeren mit Alkoholen. Acta Polym. 1986, 37, 708–712. [Google Scholar] [CrossRef]
- Macoskoa, C.W.; Jeona, H.K.; Hoyeb, T.R. Reactions at polymer/polymer interfaces for blend compatibilization. Prog. Polym. Sci. 2005, 30, 939–947. [Google Scholar] [CrossRef]
- Becker, D.; Porcel, F.; Hage, E., Jr.; Pessan, L.A. The influence of the compatibilizer characteristics on the interfacial characteristics and phase morphology of a PA/SAN blends. Polym. Bull. 2008, 61, 353–362. [Google Scholar] [CrossRef]
- Orr, C.A.; Cernohous, J.J.; Guegan, P.; Hirao, A.; Jeon, H.K.; Macosko, C.W. Homogeneous reactive coupling of terminally functional polymers. Polymer 2001, 42, 8171–8178. [Google Scholar] [CrossRef]
- Wyser, Y.; Leterrier, Y.; Manson, J.-A. Effect of inclusions and blending on the mechanical performance of recycled multilayer PP/PET/SiOx films. J. Appl. Polym. Sci. 2000, 78, 910–918. [Google Scholar] [CrossRef]
- Choudhury, A.; Mukherjee, M.; Adhikari, B. Recycling of polyethylene/poly(ethylene terephthalate) post-consumer oil pouches using compatibiliser. Polym. Polym. Compos. 2006, 14, 635–646. [Google Scholar]
- Parkinson, S.; Oner-Deliormanli, D.; Chirinos, C.; Walther, B.W. Self-Recyclable Barrier Packaging. WO2016109023 A1, 7 July 2016. [Google Scholar]
- Pracella, M.; Chionna, D.; Ishak, R.; Galeski, A. Recycling of PET and polyolefin based packaging materials by reactive blending. Polym. Plast. Technol. Eng. 2004, 43, 1711–1722. [Google Scholar] [CrossRef]
- Pracella, M.; Rolla, L.; Chionna, D.; Galeski, A. Compatibilization and properties of poly(ethylene terephthalate)-polyethylene blends based on recycled materials. Macromol. Chem. Phys. 2002, 203, 1473–1485. [Google Scholar] [CrossRef]
- Lopes, C.M.; Gonçalves, M.D.C.; Felisberti, M.I. Blends of poly(ethylene terephthalate) and low density polyethylene containing aluminium: A material obtained from packaging recycling. J. Appl. Polym. Sci. 2007, 106, 2524–2535. [Google Scholar] [CrossRef]
- Pawlak, A.; Morawiec, J.; Pazzagli, F.; Pracella, M.; Galeski, A. Recycling of postconsumer poly(ethylene terephthalate) and high-density polyethylene by compatibilized blending. J. Appl. Polym. Sci. 2002, 86, 1473–1485. [Google Scholar] [CrossRef]
- Ebadi, H.; Yousefi, A.A.; Ouroumiehei, A.A. Morphology and reological, thermal and thermochechanical properties of PP/PET blends. Iran. J. Polym. Sci. Technol. (Sci.) 2004, 16, 381–390. [Google Scholar]
- Lei, Y.; Wu, Q.; Clemons, C.M.; Guo, W. Phase structure and properties of poly(ethylene terephthalate)/high-density polyethylene based on recycled materials. J. Appl. Polym. Sci. 2008, 113, 1710–1719. [Google Scholar] [CrossRef]
- Torres, N.; Robin, J.J.; Boutevin, B. Study of compatibilization of HDPE/PET blends by adding grafted or statistical copolymers. J. Appl. Polym. Sci. 2001, 81, 2377–2386. [Google Scholar] [CrossRef]
- Chen, R.S.; Ab Ghani, M.H.; Salleh, M.N.; Ahmad, S.; Gan, S. Influence of blend composition and compatibilizer on mechanical and morphological properties of recycled HDPE/PET blends. Mater. Sci. Appl. 2014, 5, 943–952. [Google Scholar] [CrossRef]
- Fetolaza, A.; Egijlazhal, J.I.; Nazheal, J. A lithium ionomer of poly(ethylene-co-methacrylic acid) copolymer as compatibilizer for blends of poly(ethylene terephthalate) and high density polyethylene. Polym. Eng. Sci. 2002, 42, 2072–2083. [Google Scholar] [CrossRef]
- Razavi, S.; Shojaei, A.; Bagheri, R. Binary and ternary blends of high-density polyethylene with poly(ethylene terephthalate) and polystyrene based on recycled materials. Polym. Adv. Technol. 2011, 22, 690–702. [Google Scholar] [CrossRef]
- Kim, J.K.; Kim, S.; Park, C.E. Compatibilization mechanism of polymer blends with an in-situ compatibilizer. Polymer 1997, 38, 2155–2164. [Google Scholar] [CrossRef]
- Kallel, T.; Massardier-Nageotte, V.; Jaziri, M.; Gerard, J.-F.; Elleuch, B. Compatibilization of PE/PS and PE/PP blends. I. Effect of precessing conditions and formulation. J. Appl. Polym. Sci. 2003, 90, 2475–2484. [Google Scholar] [CrossRef]
- Mamoor, G.M.; Shahid, W.; Mushtaq, A.; Amjad, U.; Mehmood, U. Recycling of mixed plastics waste containing polyethylene, polyvinylchloride and polyethylene therephtalat. Chem. Eng. Res. Bull. 2013, 16, 25–32. [Google Scholar] [CrossRef]
- Pionteck, J.; Pötschke, P.; Proske, N.; Zhao, H.; Malz, H.; Beyerlein, D.; Schulze, U.; Voit, B. Morphology of reactive PP/PS blends with hyperbranched polymers. Macromol. Symp. 2003, 198, 209–220. [Google Scholar] [CrossRef]
- Delva, L.; Ragaert, K.; Cardon, L. The upcycling of post-industrial PP/PET waste streams through in-situ microfibrillar preparation. AIP Conf. Proc. 2015, 1695, 020019. [Google Scholar]
- Kuzmanovic, M.; Delva, L.; Cardon, L.; Ragaert, K. The effect of injection molding temperature on the morphology and mechanical properties of PP/PET blends and microfibrillar composites. Polymers 2016, 8, 355. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Stability | Oxygen Barrier | Moisture Barrier | Light Barrier | Tie Layers | Sealant |
|---|---|---|---|---|---|
| HDPE | EVOH | PE (LD, LLD, HD) | aluminum | polyurethanes | LLDPE |
| PP, OPP | PVDC | PP, OPP | TiO2 filled polymers | Acid/anhydride grafted polyolefins | LDPE |
| OPET | polyamides (nylon, BOPA) | EVA | EVA | ||
| PS | polyesters, OPET | ionomers | ionomers | ||
| Paper | coatings (SiOx, Al2O3, PVOH, nano particles) | PVDC | PP, OPP | ||
| aluminum | PA, OPA | ||||
| PET, OPET |
| Group | Materials | Mio. m2 Film | Share in m2-% |
|---|---|---|---|
| Simple multilayers | total | 6565.6 | 37.1 |
| Thereof: PA/polyolefin | 2710.2 | 15.3 | |
| Packaging with organic barriers | total | 4499.9 | 25.4 |
| Thereof: EVOH | 4304.7 | 24.3 | |
| Thermoformed packaging | total | 2482.1 | 14.0 |
| Thereof: PA/polyolefin | 756,3 | 4.27 | |
| Packaging with inorganic barriers | total | 2996.1 | 16.9 |
| Thereof: PET-BO/layer/polyolefin | 1362.9 | 7.7 | |
| Packaging with Al-foil | total | 1153.1 | 6.5 |
| Thereof: PET/Al/plastic | 829.1 | 4.7 | |
| 17,696.9 | 100 |
| Recovery | Removal in kt/% | |||||
|---|---|---|---|---|---|---|
| Total | Mechanical | Chemical | Energetic | Total | Disposal | Incineration Without Energy Recovery |
| 2867 kt | 1130 kt | 50 kt | 1687 kt | 3 kt | 3 kt | 0 kt |
| 100% | 39.4% | 1.7% | 58.8% | 0.1% | 0.1% | 0.0% |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. https://doi.org/10.3390/recycling3010001
Kaiser K, Schmid M, Schlummer M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling. 2018; 3(1):1. https://doi.org/10.3390/recycling3010001
Chicago/Turabian StyleKaiser, Katharina, Markus Schmid, and Martin Schlummer. 2018. "Recycling of Polymer-Based Multilayer Packaging: A Review" Recycling 3, no. 1: 1. https://doi.org/10.3390/recycling3010001
APA StyleKaiser, K., Schmid, M., & Schlummer, M. (2018). Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling, 3(1), 1. https://doi.org/10.3390/recycling3010001