
Synthesis and Weak Hydrogelling Properties of a Salt Resistance Copolymer Based on Fumaric Acid Sludge and Its Application in Oil Well Drilling Fluids

Abstract
:
1. Introduction
2. Results and Discussion
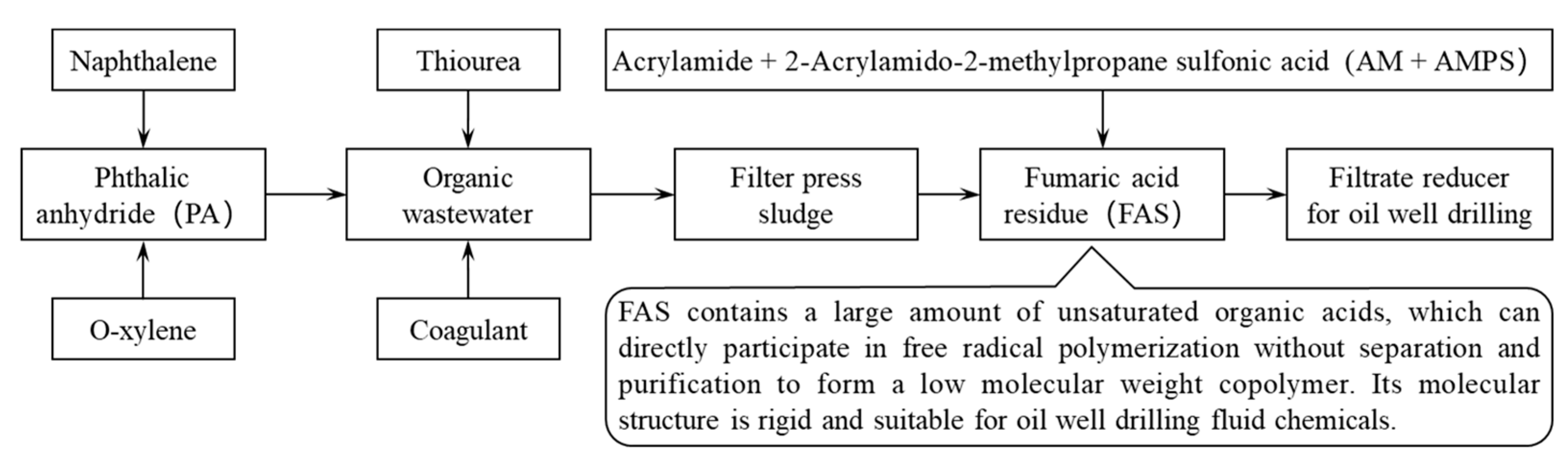
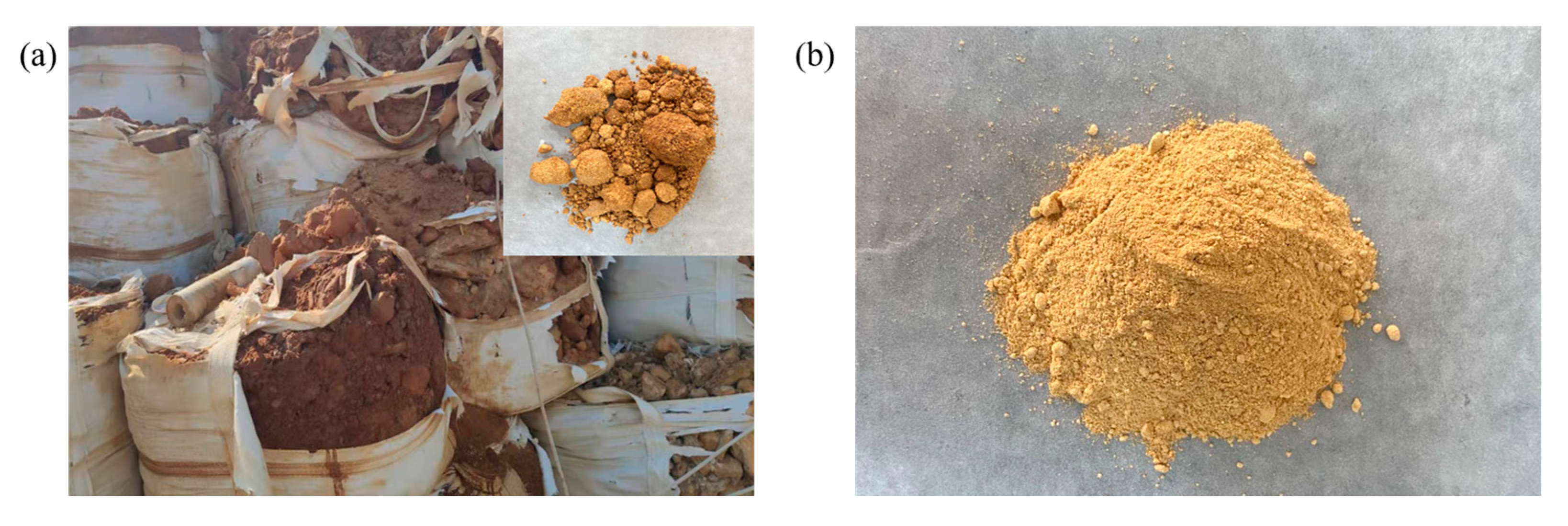
2.1. Component Analyses of FAS by Modern Instrumental Analysis Method
2.2. Structural Characterization of PAAF
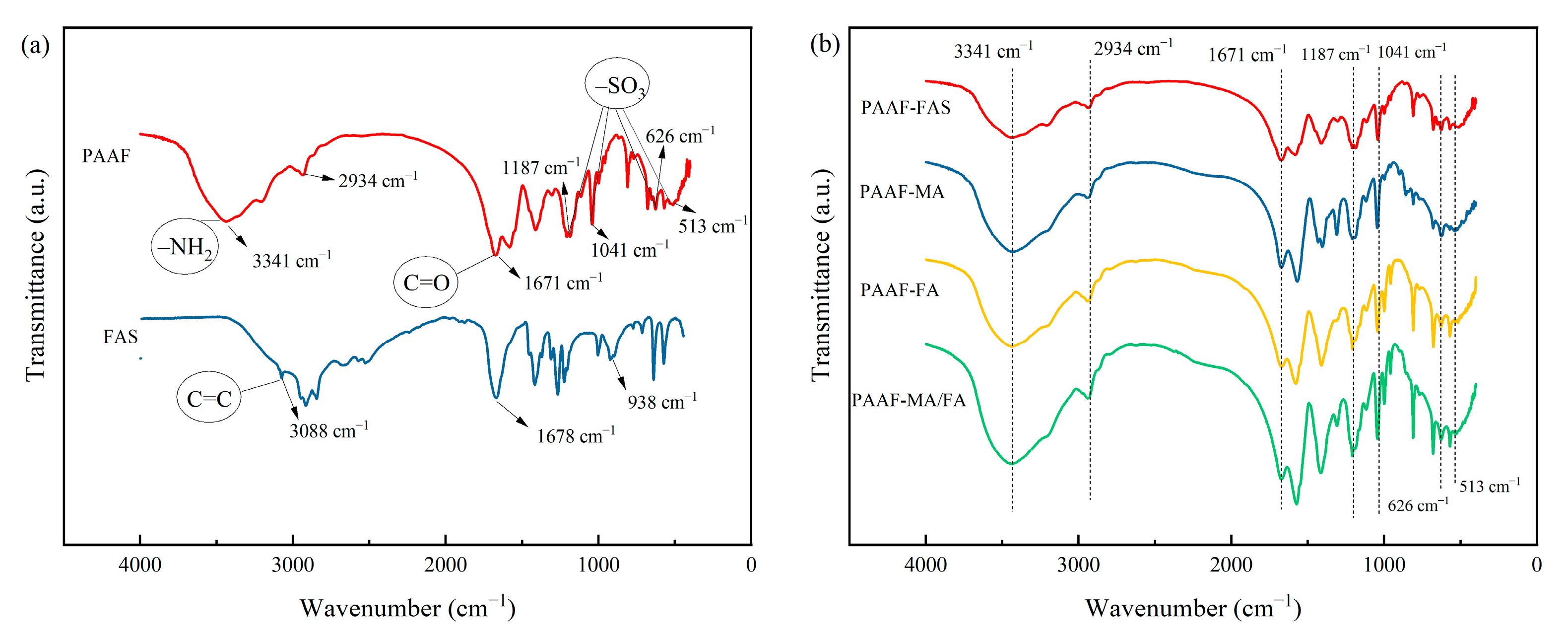
2.2.1. FT-IR
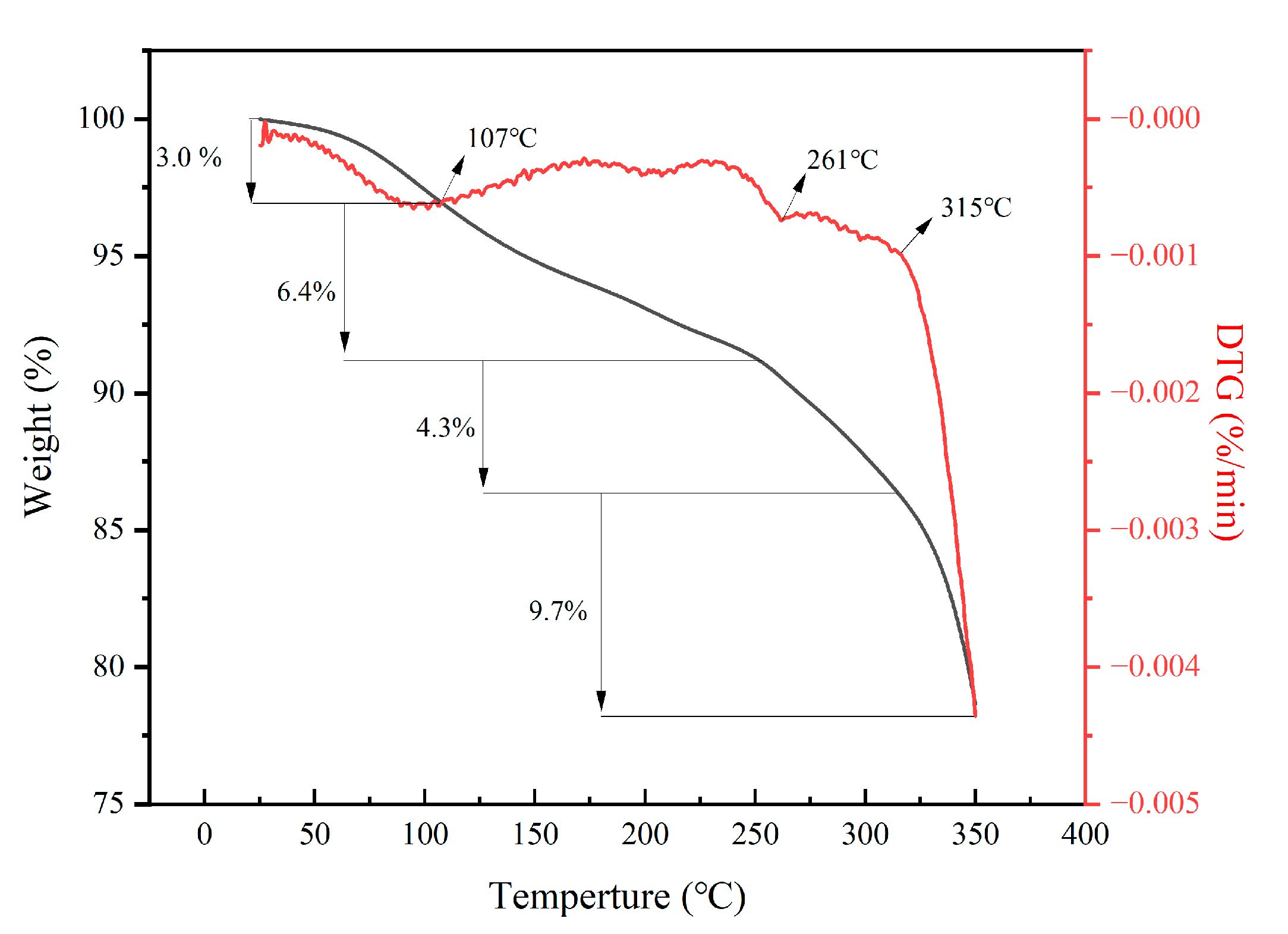
2.2.2. TGA
2.3. Performance Evaluation of PAAF
2.3.1. Effect of Monomer Mass Ratio
2.3.2. Effect of Cross-Linking Agent
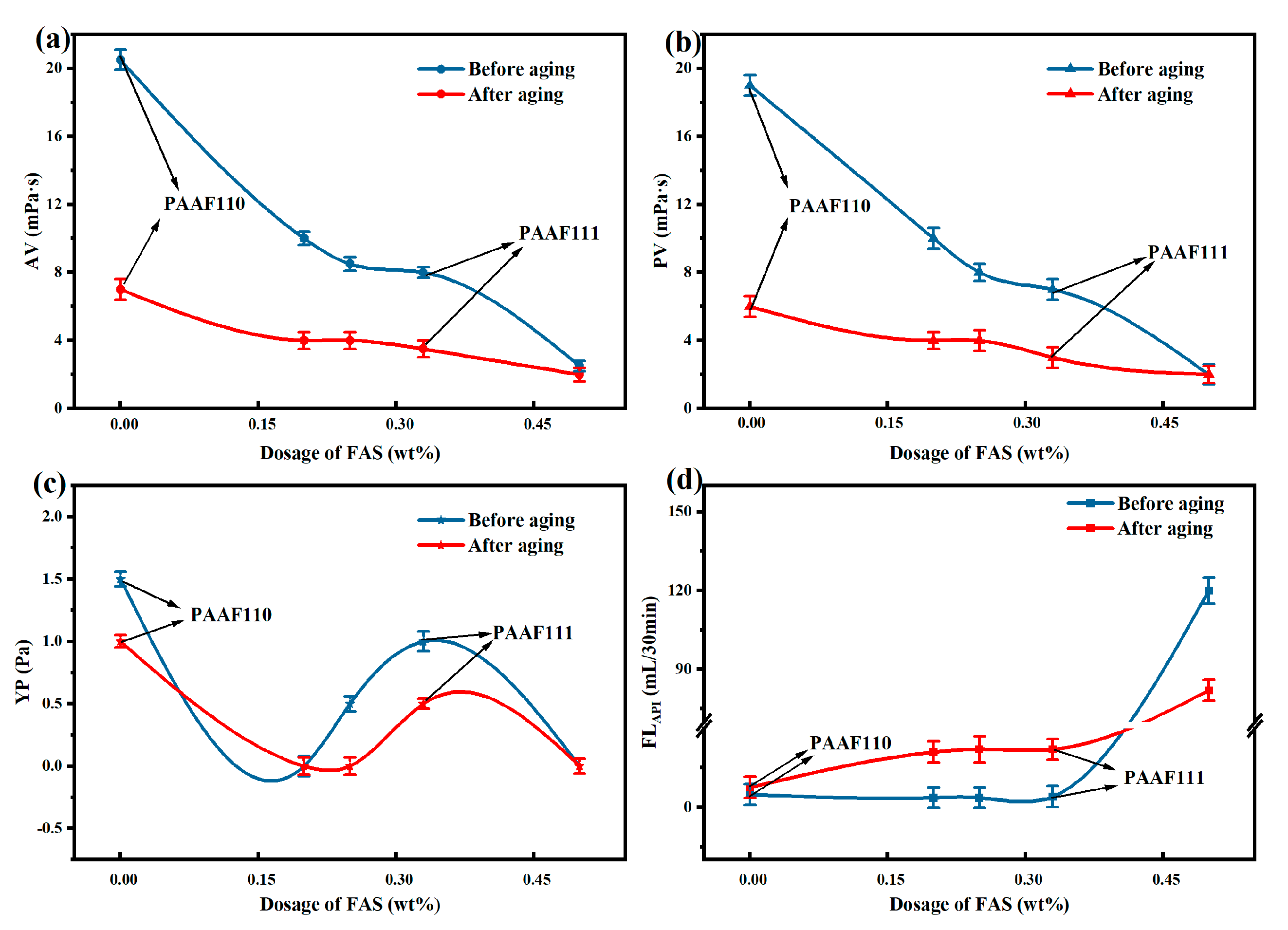
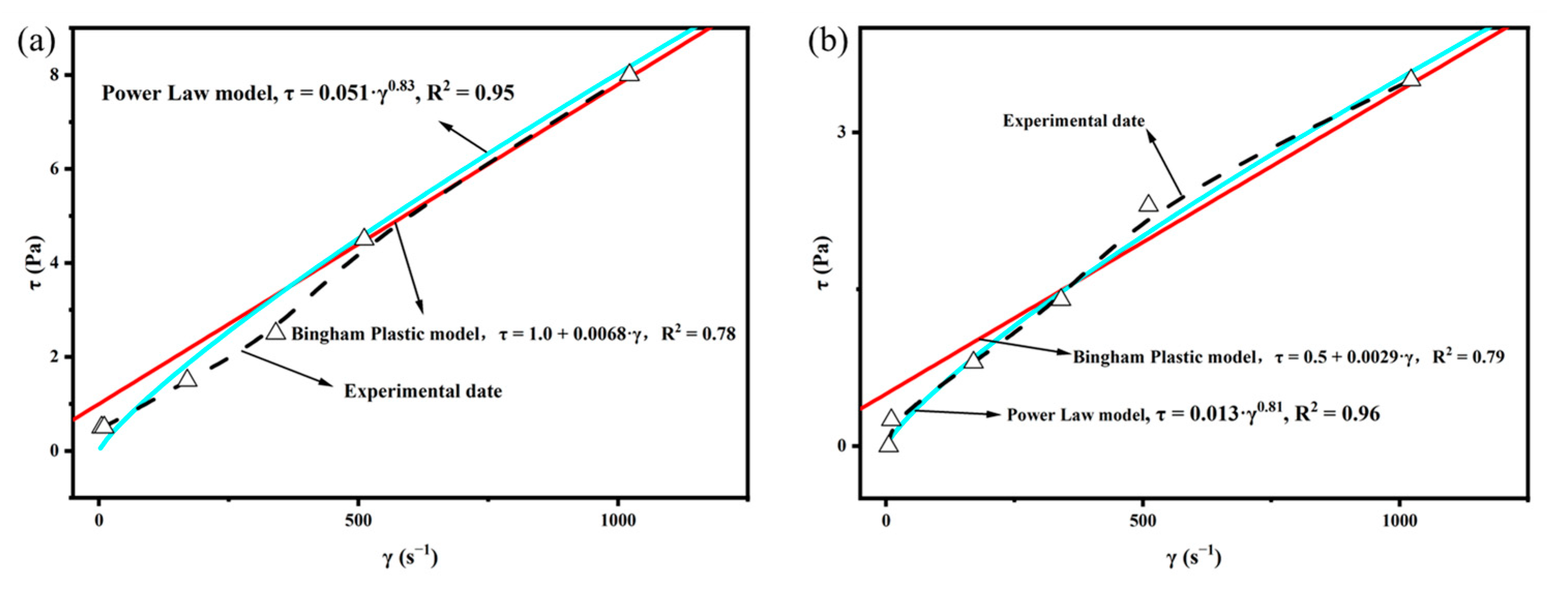
2.3.3. Effect of FAS on Rheological Properties
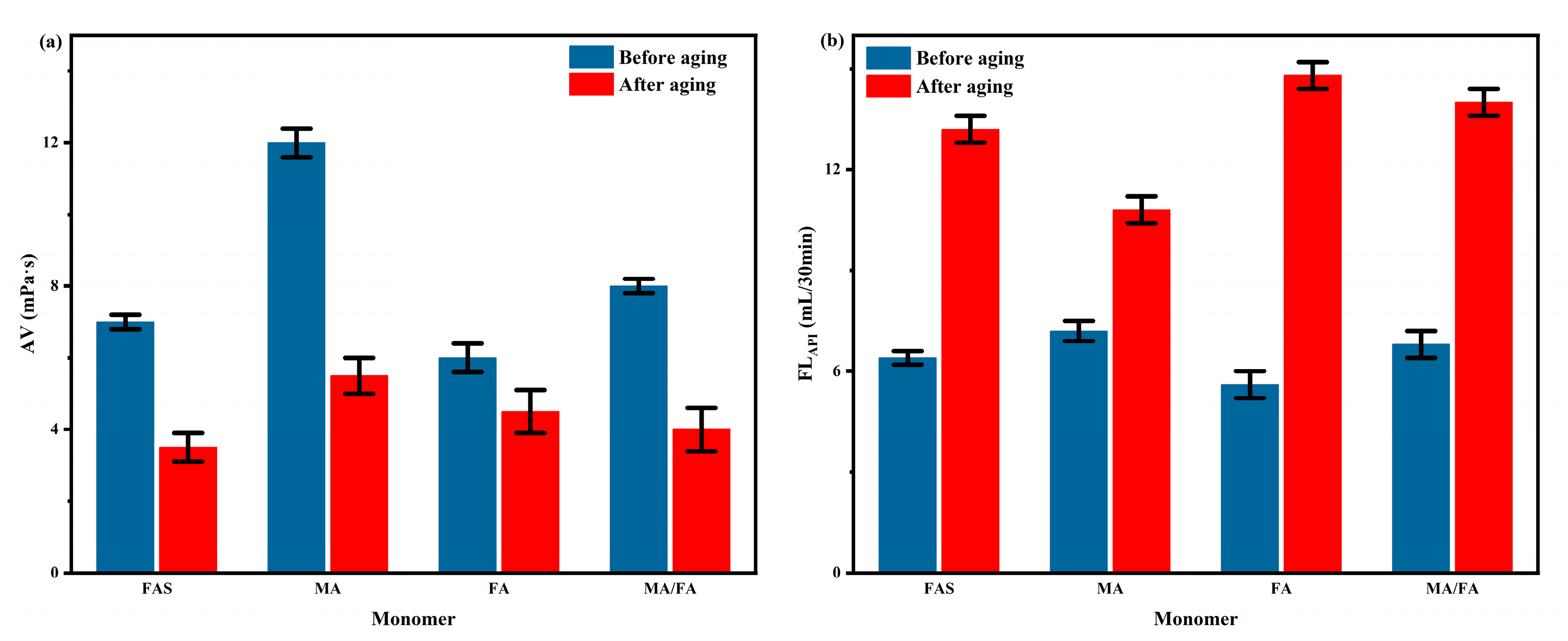
2.3.4. Comparison of By-Product FAS with Analytical Pure MA and FA
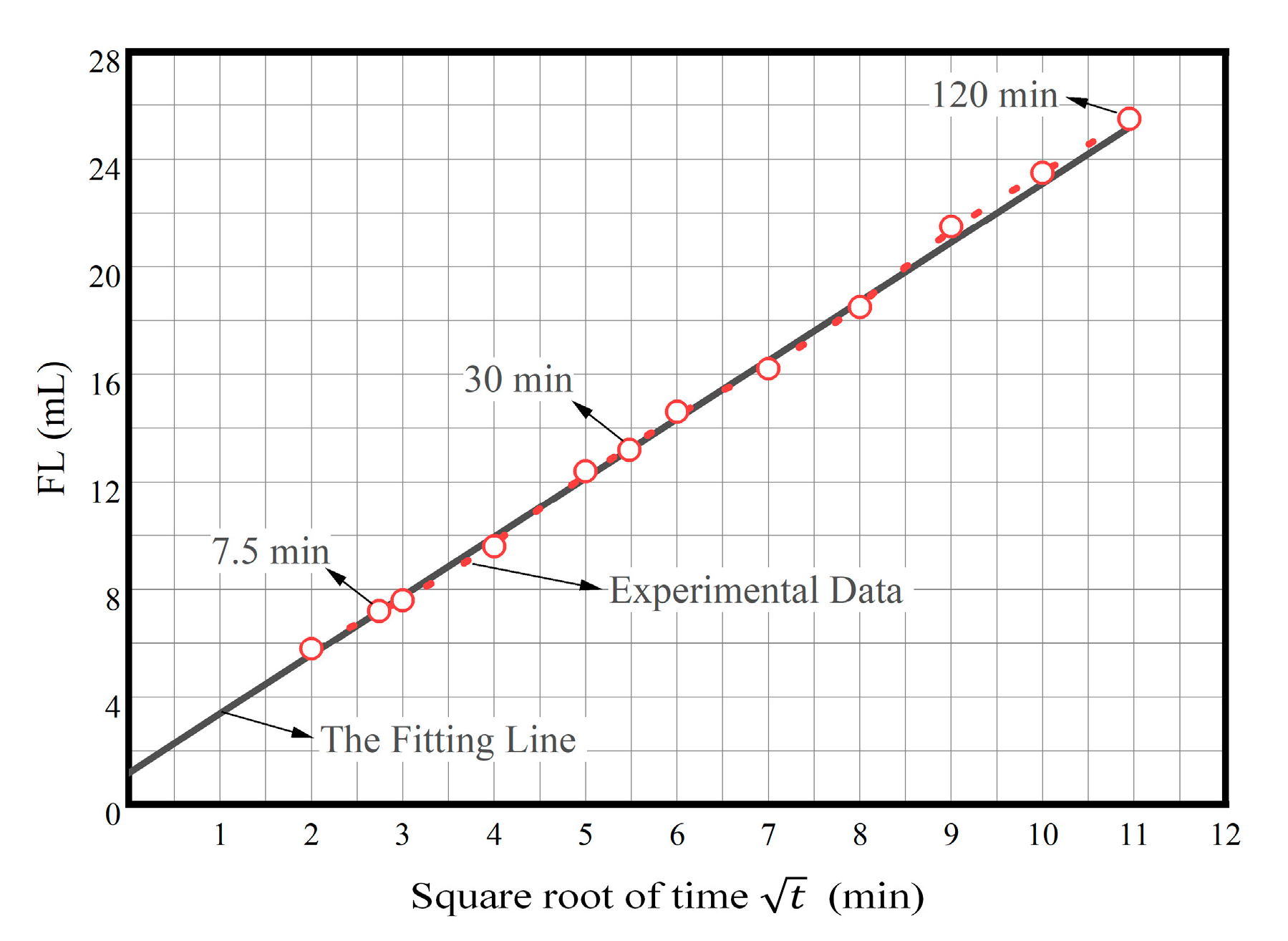
2.3.5. Filtration Properties of PAAF
2.3.6. Comparison of Filtration-Loss-Controlling Ability of Popular Copolymers
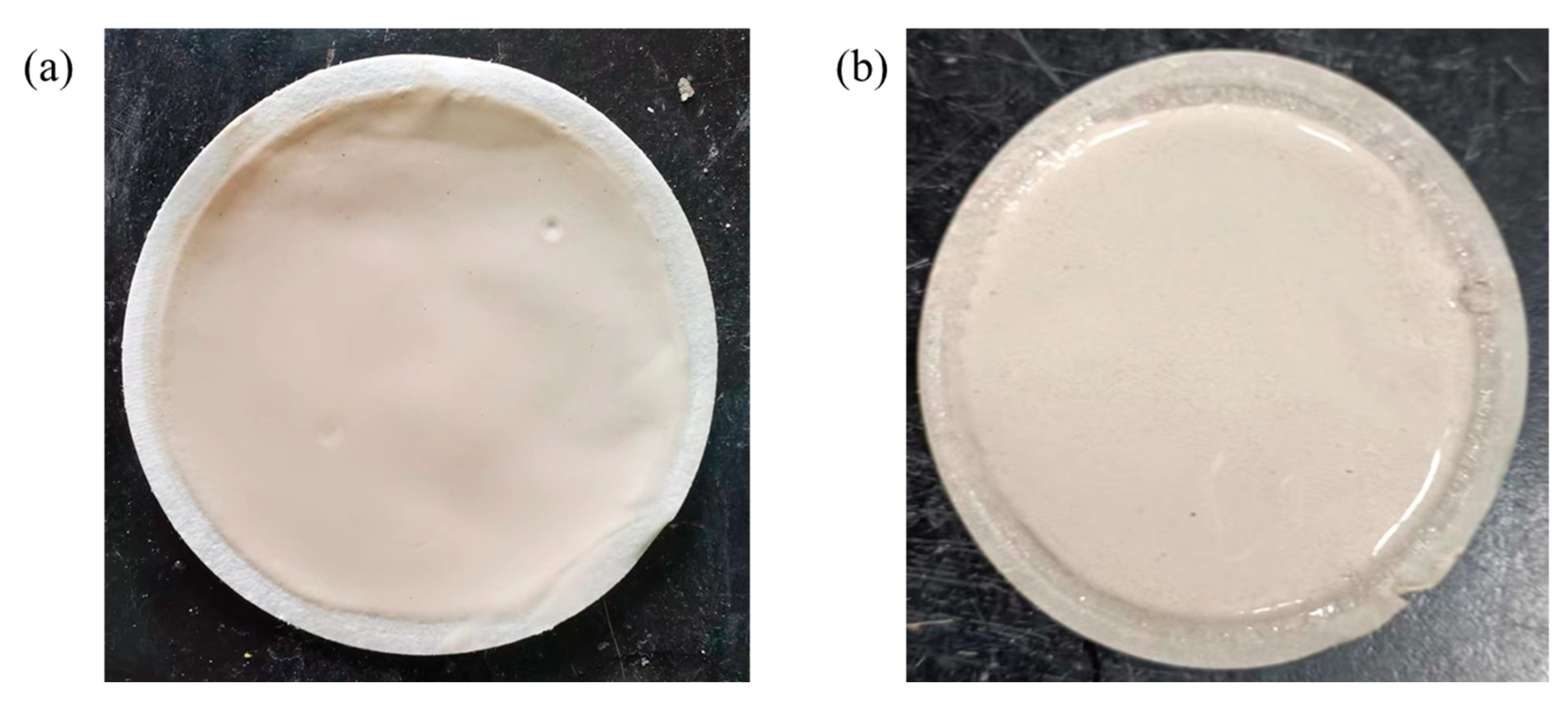
2.3.7. Mud Cake Properties of PAAF
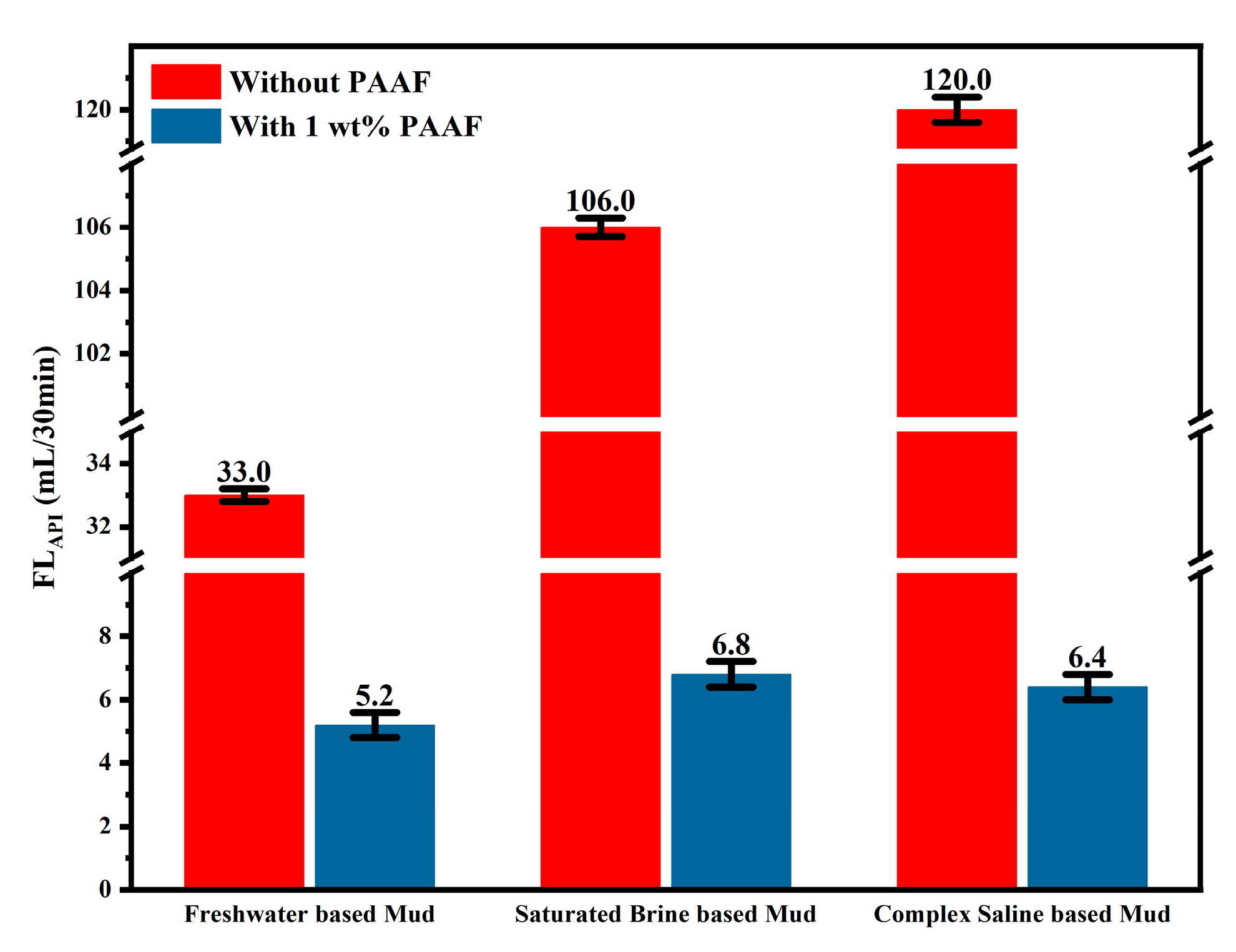
2.3.8. Salt Resistance of PAAF
3. Conclusions
4. Materials and Methods
4.1. Materials
4.2. Methods
4.2.1. Preparation of PAAF Based on FAS
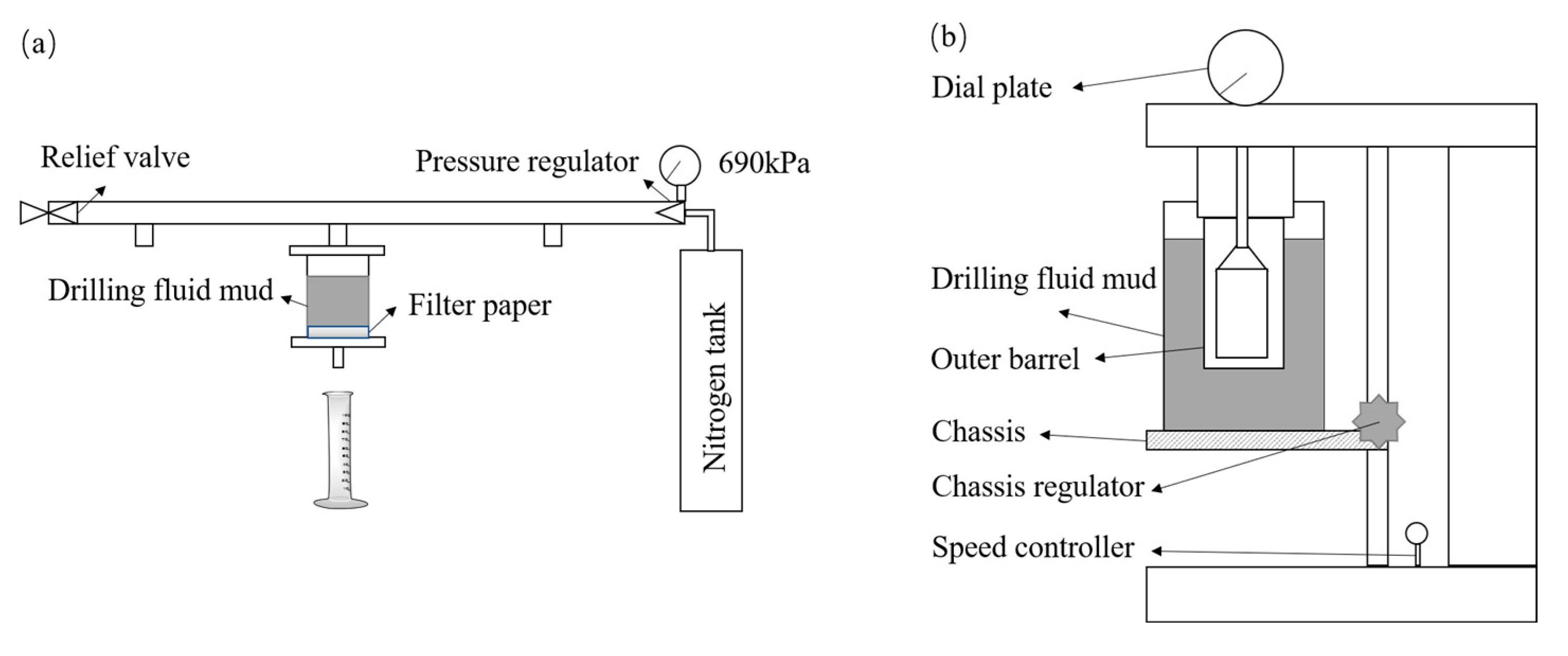
4.2.2. Performance Evaluation Method of PAAF
4.2.3. Fourier Transform Infrared Spectra (FT-IR)
4.2.4. Thermogravimetric Analysis (TGA)
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dong, J.F. Process Study and Optimization of Preparing Phthalic Anhydride from Naphthalene. Master Thesis, Beijing University of Chemical Technology, Beijing, China, 2016. Available online: https://d.wanfangdata.com.cn/thesis/Y3094719 (accessed on 6 July 2021).
- Tao, W.H. Study on Synthesis of Polyvinyl Pyridine Resin and Its Application in Wastewater Treatment. Doctor Thesis, Nanjing University, Nanjing, China, 2013. Available online: http://cdmd.cnki.com.cn/article/cdmd-10284-1016000517.htm (accessed on 6 July 2021).
- Zuo, W.X.; Liu, Y.N.; Zhao, Z.Q. Method of Recovering Fumaric Acid from Phthalic Anhydride Wastewater. China Patent CN103553899A, 22 November 2013. Available online: https://d.wanfangdata.com.cn/patent/CN201310592787.0. (accessed on 6 July 2021).
- Zhu, Y.T.; Li, Q.H.; Lv, R.; Liu, C.Y.; Chen, W.P. The experiment investigation of high purity fumaric acid preparation from phthalic anhydride wastewater. Guangdong Chem. 2014, 41, 24–25. [Google Scholar] [CrossRef]
- Huang, H.T.; Bao, J.; Gong, D.S. A Process for Producing Fumaric Acid from Phthalic Anhydride Wastewater. China Patent CN106631765A, 5 December 2016. Available online: https://d.wanfangdata.com.cn/patent/CN201611105287.X (accessed on 6 July 2021).
- Cao, Q. Study on Synthesis of Unsaturated Polyester Resin by Waste Residue of Fumaric Acid Production. Environ. Sci. Surv. 2017, 36, 58–60. Available online: https://d.wanfangdata.com.cn/periodical/ynhjkx201704014 (accessed on 6 July 2021).
- Wang, Y.B.; Wang, L.; Fan, H.L. Synthesis of dioctadecyl fumarate-vinyl acetate copolymer and its effect on pour point reduction and viscosity reduction. Appl. Chem. Ind. 2006, 4, 420–424. [Google Scholar] [CrossRef]
- Peng, Y.H.; Qi, G.R. Synthesis of n-diphenyl fumarate vinyl acetate copolymers and their effects on pour point depression and viscosity reduction. J. Zhejiang Univ. 2011, 28, 284–288. [Google Scholar] [CrossRef]
- Khan, I.; Tango, C.N.; Miskeen, S.; Oh, D.H. Evaluation of nisin-loaded chitosan-monomethyl fumaric acid nanoparticles as a direct food additive. Carbohyd. Polym. 2018, 184, 100–107. [Google Scholar] [CrossRef]
- Guo, F.; Wu, M.; Dai, Z.X.; Zhang, S.J.; Zhang, W.M.; Dong, W.L.; Zhou, J.; Jiang, M.; Xin, F.X. Current ad-vances on biological production of fumaric acid. Biochem. Eng. J. 2020, 153, 107397. [Google Scholar] [CrossRef]
- Yan, J.N. Drilling Fluid Technology; China University of Petroleum Press: Dongying, China, 2001; pp. 12–25. [Google Scholar]
- Zhang, Y.H.; Meng, X.H.; Zhou, F.S.; Lu, J.B.; Shang, J.W.; Xing, J.; Chu, P.K. Utilization of recycled chemical residues from sodium hydrosulfite production in solid lubricant for drilling fluids. Desalin. Water. Treat. 2016, 57, 1804–1813. [Google Scholar] [CrossRef]
- Zhang, Z.L.; Zhou, F.S.; Zhang, Y.H.; Huang, H.W.; Shang, J.W.; Yu, L.; Wang, H.Z.; Tong, W.S. A Promising Material by Using Residue Waste from Bisphenol A Manufacturing to Prepare Fluid-Loss-Control Additive in Oil Well Drilling Fluid. J. Spectrosc. 2013, 2013, 370325. [Google Scholar] [CrossRef] [Green Version]
- Long, W.J.; Luo, H.Z.; Yan, Z.; Zhang, C.L.; Hao, W.S.; Wei, Z.J.; Zhu, X.L.; Zhou, F.S.; Cha, R.T. Synthesis of filtrate reducer from biogas residue and its application in drilling fluid. TAPPI J. 2020, 19, 151–158. [Google Scholar] [CrossRef]
- Wang, Z.H. Practical Manual for Drilling Fluid Treatment Agents; Sinopec: Beijing, China, 2016; pp. 35–42. [Google Scholar]
- Long, W.; Zhu, X.; Zhou, F.; Yan, Z.; Evelina, A.; Liu, J.; Wei, Z.; Ma, L. Preparation and Hydrogelling Performances of a New Drilling Fluid Filtrate Reducer from Plant Press Slag. Gels 2022, 8, 201. [Google Scholar] [CrossRef]
- Kar, Y.; Al-Moajil, A.M.; Nasr-El-Din, H.A.; Al-Bagoury, M.; Steele, C.D. Environmentally Friendly Dispersants for HP/HT Aqueous Drilling Fluids Containing Mn3O4, Contaminated with Cement, Rock Salt, and Clay. In Proceedings of the SPE Middle East Oil and Gas Show and Conference, Manama, Bahrain, 25 September 2011. [Google Scholar] [CrossRef]
- Arora, A.; Pandey, S.K. Review on Materials for Corrosion Prevention in Oil Industry. In Proceedings of the SPE International Conference & Workshop on Oilfield Corrosion, Aberdeen, UK, 28 May 2012. [Google Scholar] [CrossRef] [Green Version]
- Assanov, A.A.; Tulenbayev, M.S. Obtaining Water-Soluble Polymeric Electrolytes (WSPE), Comprises Hydrolyzing Product of Copolymerization of Fumaric Acid with Acrylonitrile and a Stabilizing Action on Clay Solutions. Derwent Patent KZ26071-A4, 14 September 2012. Available online: https://www.webofscience.com/wos/alldb/full-record/DIIDW:201930516Y (accessed on 10 July 2021).
- Perricone, A.C.; Enright, D.P.; Lucas, J.M. Vinyl Sulfonate Copolymers for High-Temperature Filtration Control of Water-Based Muds. SPE Drill. Eng. 1986, 1, 358–364. [Google Scholar] [CrossRef]
- Wang, M.G.; Yan, X.; Peng, Z. High temperature salt resistant filter loss reducers for water base drilling fluids: Synthesis with explosive polymerization method and performance evaluation. Drill. Fluid Completion Fluid 2019, 36, 148–152. [Google Scholar] [CrossRef]
- Phetphaisit, C.W.; Yuanyang, S.; Chaiyasith, W.C. Polyacrylamido-2-methyl-1-propane sulfonic ac-id-grafted-natural rubber as bio-adsorbent for heavy metal removal from aqueous standard solution and industrial wastewater. J. Hazard. Mater. 2016, 301, 163–171. [Google Scholar] [CrossRef] [PubMed]
- An, Y.; Zheng, H.; Zheng, X.; Sun, Q.; Zhou, Y. Use of a floating adsorbent to remove dyes from water: A novel efficient surface separation method. J. Hazard. Mater. 2019, 375, 138–148. [Google Scholar] [CrossRef] [PubMed]
- Sharma, G.; Kumar, A.; Naushad, M.; Thakur, B.; Vo, D.V.N.; Gao, B.; Al-Kahtani, A.A.; Stadler, F.J. Adsorp-tional-photocatalytic removal of fast sulphone black dye by using chitin-cl-poly(itaconic acid-co-acrylamide)/zirconium tungstate nanocomposite hydrogel. J. Hazard. Mater. 2021, 416, 125714. [Google Scholar] [CrossRef] [PubMed]
- Yuan, M.; Gu, Z.; Minale, M.; Xia, S.; Zhao, J.; Wang, X. Simultaneous adsorption and oxidation of Sb(III) from water by the pH-sensitive superabsorbent polymer hydrogel incorporated with Fe-Mn binary oxides composite. J. Hazard. Mater. 2022, 423, 127013. [Google Scholar] [CrossRef]
- Guan, X.M.; Wang, Q.L.; Wang, Q.P.; Hu, W.Q.; Li, Q.; Luo, Y. Modern Analytical Testing Techniques for Materials, 2nd ed.; China university of Mining and Technology Press: Xuzhou, China, 2018; pp. 194–242. [Google Scholar]
- Chen, X.F.; Li, F.; Song, B.T.; Wu, H.Z.; Li, B.Y. Preparation and performance of PAMAP filter loss reducer with high temperature and salt resistant. Spec. Petrochem. 2020, 37, 36–40. [Google Scholar] [CrossRef]
- Ma, X.P.; Li, J.C.; Zhou, Y.Z.; Huang, L.; Liao, M.F. Synthesis and evaluation of zwitterionic polymer fluid loss agent. Petrochem. Technol. 2020, 49, 75–82. [Google Scholar] [CrossRef]
- Demir, Y.K.; Metin, A.Ü.; Şatıroğlu, B.; Solmaz, M.E.; Kayser, V.; Mäder, K. Poly (methyl vinyl ether-co-maleic acid)—Pectin based hydrogel-forming systems: Gel, film, and microneedles. Eur. J. Pharm. Biopharm. 2017, 117, 182–194. [Google Scholar] [CrossRef]
- Krysztafkiewicz, A.; Rager, B.; Maik, M.; Walkowiak, J. Modified sodium aluminium silicate—A highly dispersed polymer filler and a pigment. Colloids Surf. A Physicochem. Eng. Asp. 1996, 113, 203–214. [Google Scholar] [CrossRef]
- Miyaji, F.; Kim, H.; Handa, S.; Kokubo, T.; Nakamura, T. Bonelike apatite coating on organic polymers: Novel nucleation process using sodium silicate solution. Biomaterials 1999, 20, 913–919. [Google Scholar] [CrossRef]
- Zhao, R. Influence of carbon dioxide on the polymerization behavior of sodium silicate-acrylamide solution and products properties. Chem. J. Chin. Univ. 2009, 30, 596–600. [Google Scholar] [CrossRef]
- Annenkov, V.; Danilovtseva, E.; Pal’shin, V.; Zelinskiy, S.; Chebykin, E.; Gak, V.; Shendrik, R. Luminescent siliceous materials based on sodium silicate, organic polymers and silicon analogs. Mater. Chem. Phys. 2017, 185, 65–72. [Google Scholar] [CrossRef]
- Song, L.; Liu, W.; Xin, F.; Li, Y. “Materials Studio” Simulation Study of the Adsorption and Polymerization Mechanism of Sodium Silicate on Active Silica Surface at Different Temperatures. Int. J. Met. 2021, 15, 1091–1098. [Google Scholar] [CrossRef]
- Huang, H. The Principles and Technology of Drilling Fluids; Petroleum Industry Press: Beijing, China, 2016. [Google Scholar]
- Q-81SHL 13-2019; CNPC Enterprise Standard. Salt Resistant Filtrate Loss Reducer FRS for Drilling Fluids. China National Offshore Oil Corporation: Beijing, China, 2019. (In Chinese)
- Choi, H.; Kim, T.; Kim, S.Y. Poly (Amidehydrazide) Hydrogel Particles for Removal of Cu2+ and Cd2+ Ions from Water. Gels 2021, 7, 121. [Google Scholar] [CrossRef] [PubMed]
- GB/T 16783.1; Chinese National Standard. Field Testing of Drilling Fluids for Oil and Gas Industry Part 1: Water-Based Drilling Fluids. The State Bureau of Quality and Technical Supervision of China: Beijing, China, 2014. (In Chinese)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component Name | Mass Content/% | CAS# | Carboxylic Acid Saturation | Carboxylic Acid Type |
|---|---|---|---|---|
| Fumaric acid | 19.82 | 110-17-8 | Unsaturation (33.69%) | Diprotic (51.04%) |
| Fumaric anhydride | 0.07 | 108-30-5 | ||
| Maleic acid | 13.11 | 110-16-7 | ||
| Maleic anhydride | 0.62 | 108-31-6 | ||
| Acrylic acid | 0.07 | 79-10-7 | ||
| Phthalic acid | 17.10 | 88-99-3 | Saturation (64.21%) | |
| Phthalic anhydride | 0.25 | 85-44-9 | ||
| Benzoic acid | 3.71 | 65-85-0 | Mono | |
| Acetic acid | 0.15 | 64-19-7 | ||
| Citric acid | 43.02 | 77-92-9 | Ternary | |
| Silicate | 0.25 | - | - | - |
| Water | 1.85 | - | - | - |
| Mass of Sodium Silicate (g) | AV (mPa·s) | PV (mPa·s) | YP (Pa) | FLAPI (mL/30 min) | ||||
|---|---|---|---|---|---|---|---|---|
| Before Aging | After Aging | Before Aging | After Aging | Before Aging | After Aging | Before Aging | After Aging | |
| 0.0 | 10.0 | 4.0 | 10.0 | 4.0 | 0.0 | 0.0 | 3.6 | 22.0 |
| 1.5 | 8.5 | 3.0 | 8.0 | 3.0 | 0.5 | 0.0 | 6.8 | 16.0 |
| 3.0 | 7.0 | 3.5 | 6.0 | 3.0 | 1.0 | 0.5 | 6.4 | 13.2 |
| 6.0 | 7.0 | 3.0 | 6.0 | 3.0 | 1.0 | 0.0 | 9.6 | 66.0 |
| 12.0 | 7.0 | 3.5 | 6.0 | 3.0 | 1.0 | 0.5 | 12.4 | 74.0 |
| Temperature/ °C | Index | Complex Saline-Based Mud | |
|---|---|---|---|
| With PAAF110 | With PAAF111 | ||
| 25 | AV/ mPa·s | 20.5 | 8.0 |
| PV/ mPa·s | 19.0 | 7.0 | |
| RYP/(Pa/mPa·s) | 0.0807 | 0.1486 | |
| n/ Dimensionless | 0.8981 | 0.8301 | |
| K/ Pa·sn | 0.0415 | 0.0260 | |
| 150 | AV/ mPa·s | 7.0 | 3.5 |
| PV/ mPa·s | 6.0 | 3.0 | |
| RYP/(Pa/mPa·s) | 0.1703 | 0.1703 | |
| n/ Dimensionless | 0.8074 | 0.8074 | |
| K/ Pa·sn | 0.0266 | 0.0133 | |
| Filtrate Loss Reducer | Saturated Brine-Based Mud | Complex Saline-Based Mud | ||
|---|---|---|---|---|
| FLAPI/mL | FLHTHP/mL | FLAPI/mL | FLHTHP/mL | |
| Standard [36] | ≤25.0 | - | ≤25.0 | - |
| PAAF | 14.2 | 62.4 | 13.2 | 126.0 |
| Na-PAN | 7.2 | 25.6 | 94.0 | 250.0 |
| NH4-PAN | 32.0 | 250.0 | 110.0 | 250.0 |
| PAMAP | 15.8 | 49.4 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, Z.; Zhou, F.; Chen, S.; Long, W. Synthesis and Weak Hydrogelling Properties of a Salt Resistance Copolymer Based on Fumaric Acid Sludge and Its Application in Oil Well Drilling Fluids. Gels 2022, 8, 251. https://doi.org/10.3390/gels8050251
Wei Z, Zhou F, Chen S, Long W. Synthesis and Weak Hydrogelling Properties of a Salt Resistance Copolymer Based on Fumaric Acid Sludge and Its Application in Oil Well Drilling Fluids. Gels. 2022; 8(5):251. https://doi.org/10.3390/gels8050251
Chicago/Turabian StyleWei, Zhongjin, Fengshan Zhou, Sinan Chen, and Wenjun Long. 2022. "Synthesis and Weak Hydrogelling Properties of a Salt Resistance Copolymer Based on Fumaric Acid Sludge and Its Application in Oil Well Drilling Fluids" Gels 8, no. 5: 251. https://doi.org/10.3390/gels8050251
APA StyleWei, Z., Zhou, F., Chen, S., & Long, W. (2022). Synthesis and Weak Hydrogelling Properties of a Salt Resistance Copolymer Based on Fumaric Acid Sludge and Its Application in Oil Well Drilling Fluids. Gels, 8(5), 251. https://doi.org/10.3390/gels8050251