Biomass Grinding Process Optimization Using Response Surface Methodology and a Hybrid Genetic Algorithm



Abstract
:
1. Introduction
1.1. Grinding Process Variables
1.2. Response Surface Methodology
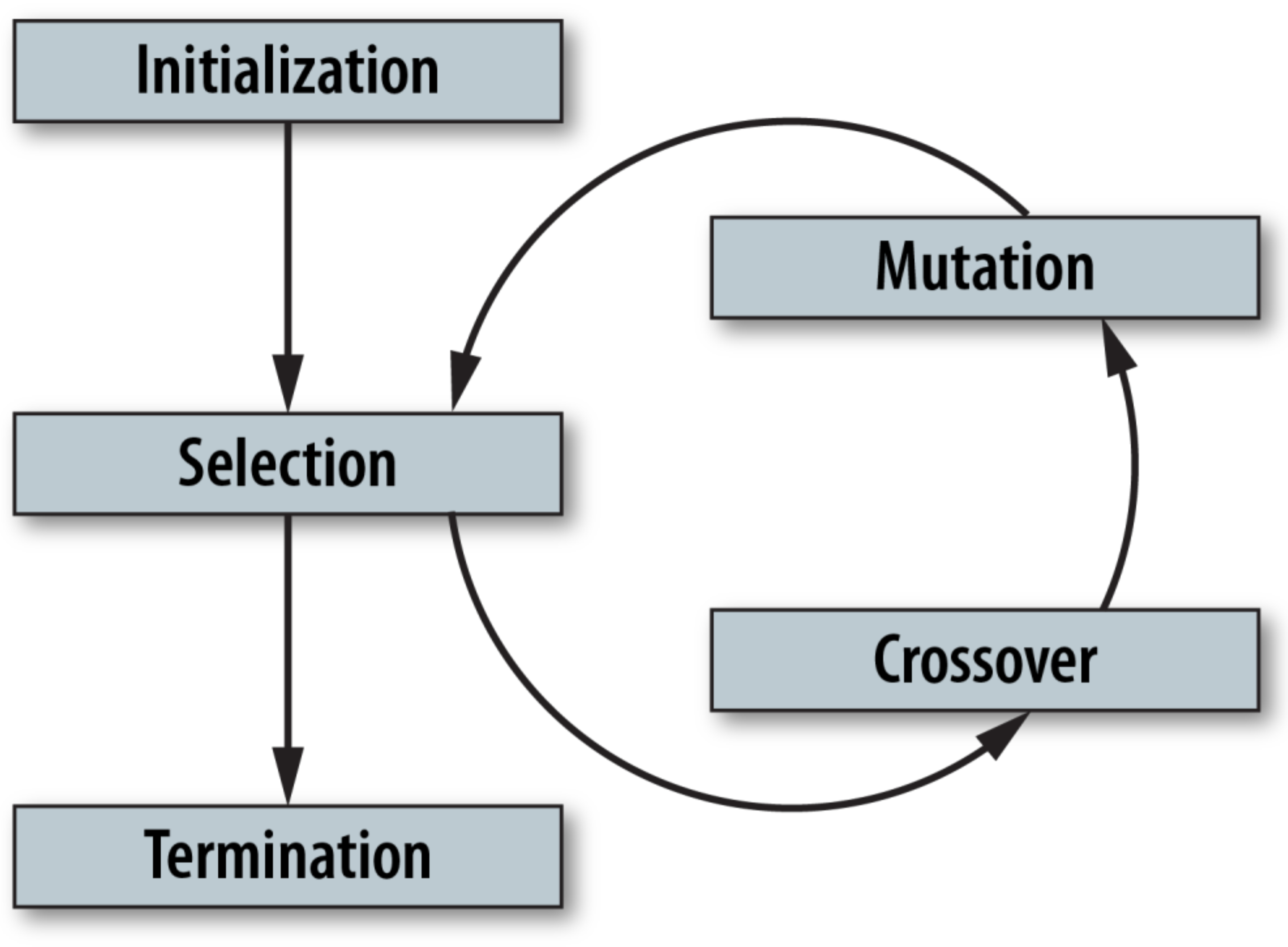
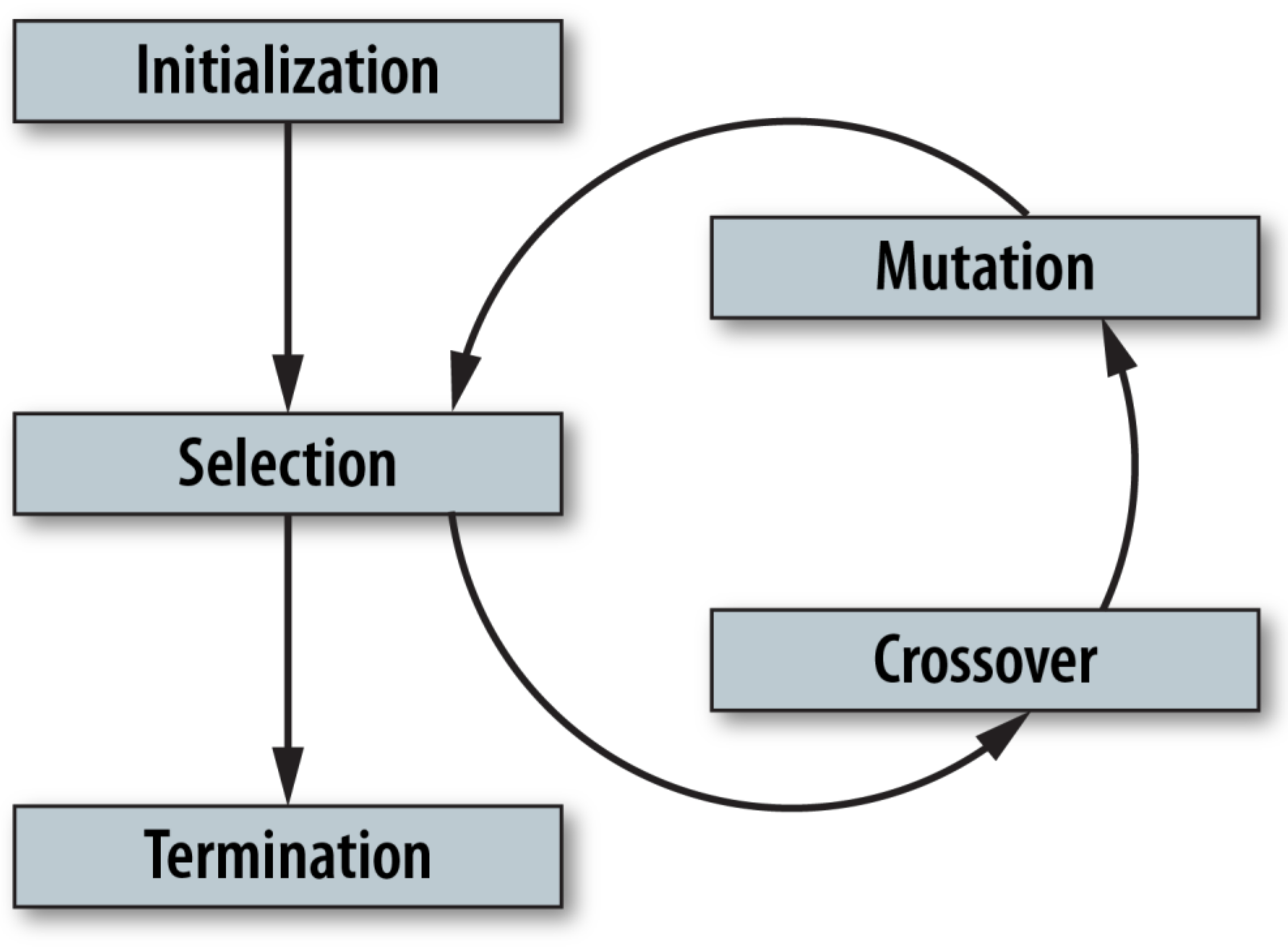
1.3. Evolutionary Algorithms
1.4. Objective
2. Materials and Methods
2.1. Feedstock
2.2. Grinder
2.3. Experimental Design
2.3.1. Independent Variables
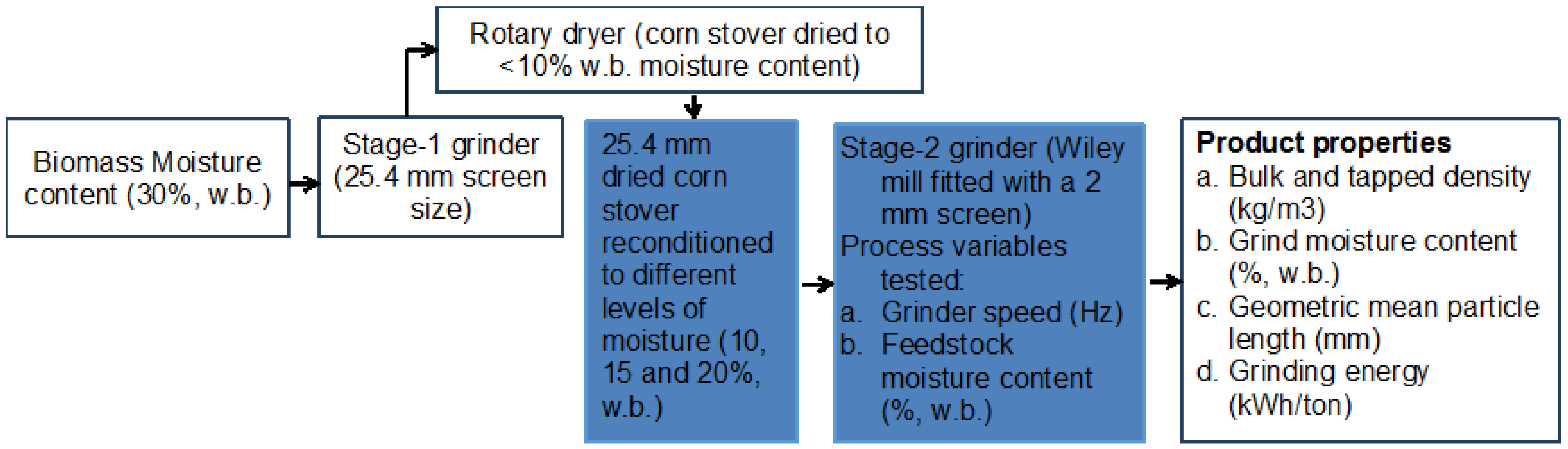
Raw Material Preparation
Grinder Speed (Hz)
2.3.2. Dependent Variables
Bulk and Tapped Density
Moisture Content
Particle Size Distribution
Specific Energy Consumption (SEC)
Statistical Analysis of the Experimental Data
Individual Optimum Process Condition Equations
Common Optimum Process Condition Equation
3. Experimental Results
3.1. Response Surface Models and Plots
Response Surface Plots
3.2. Optimization
4. Discussion
5. Conclusions
- 1.
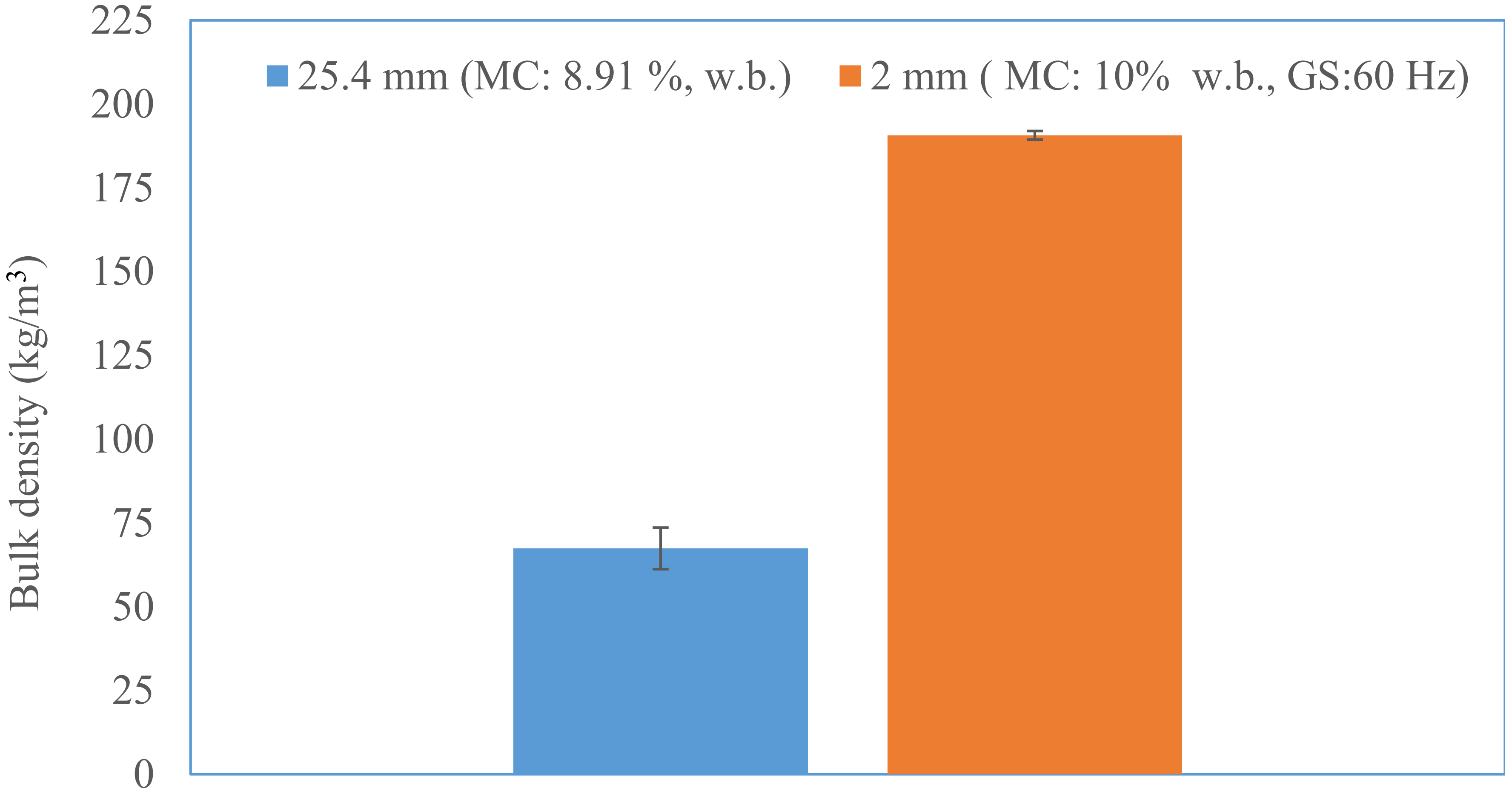
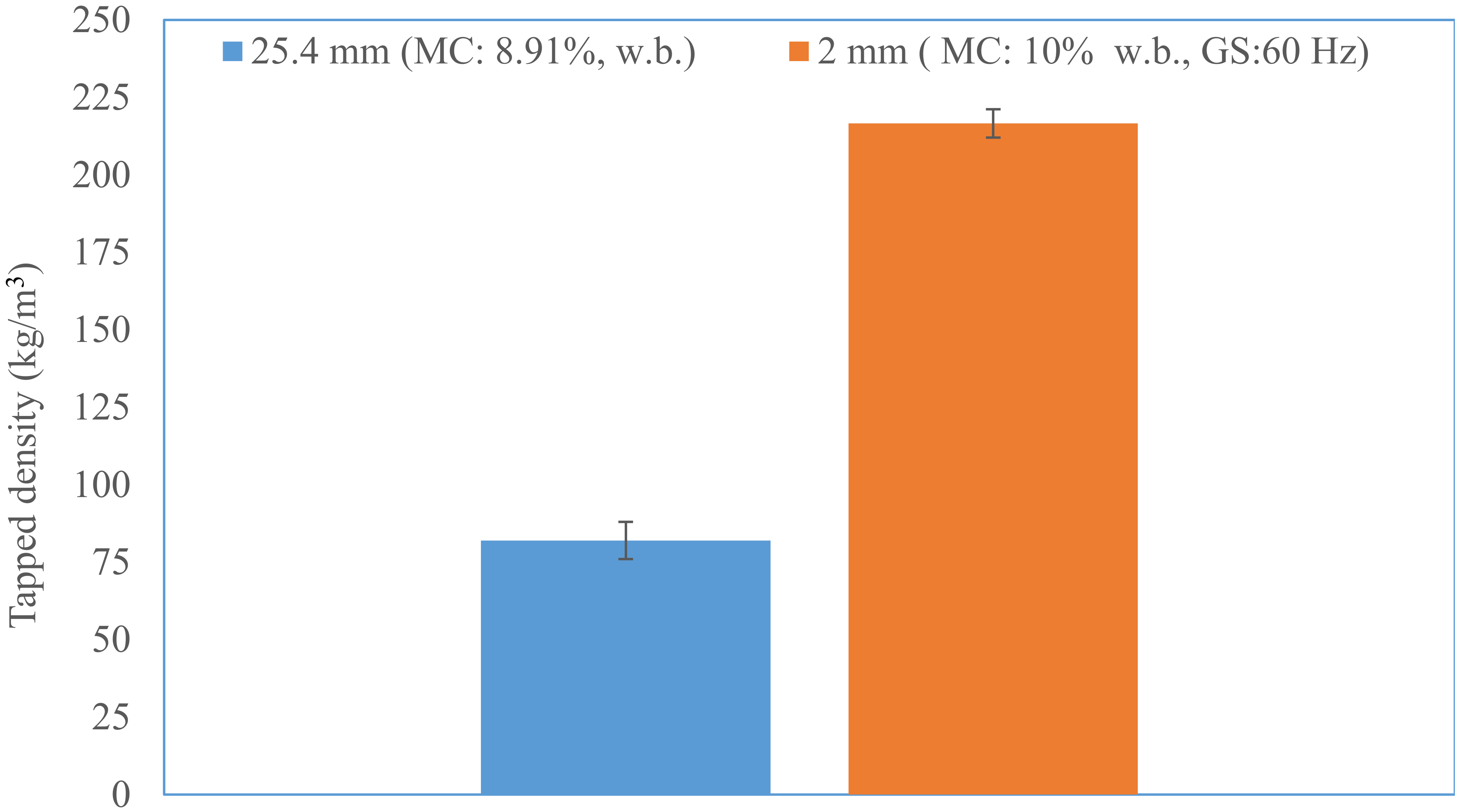
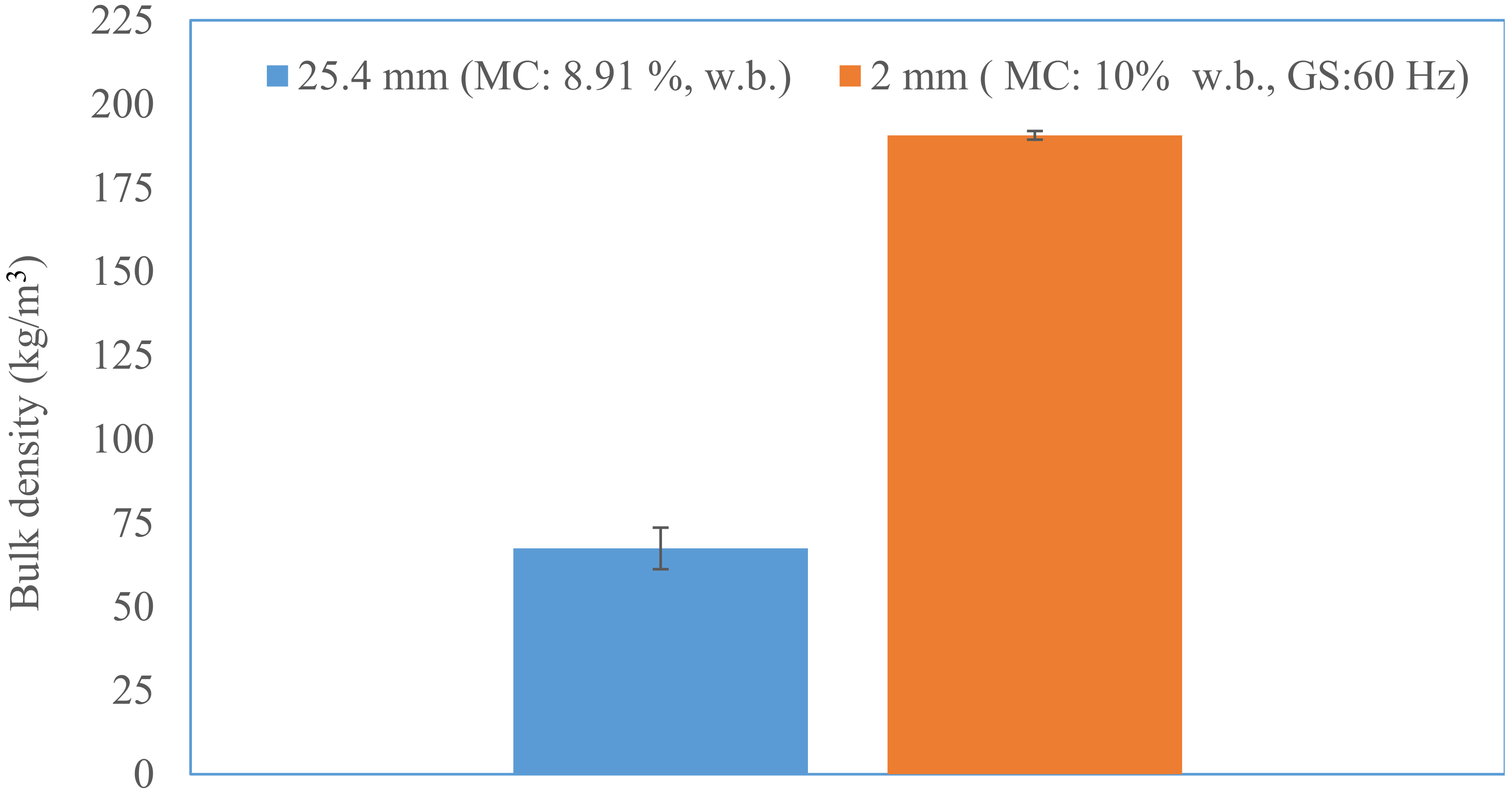
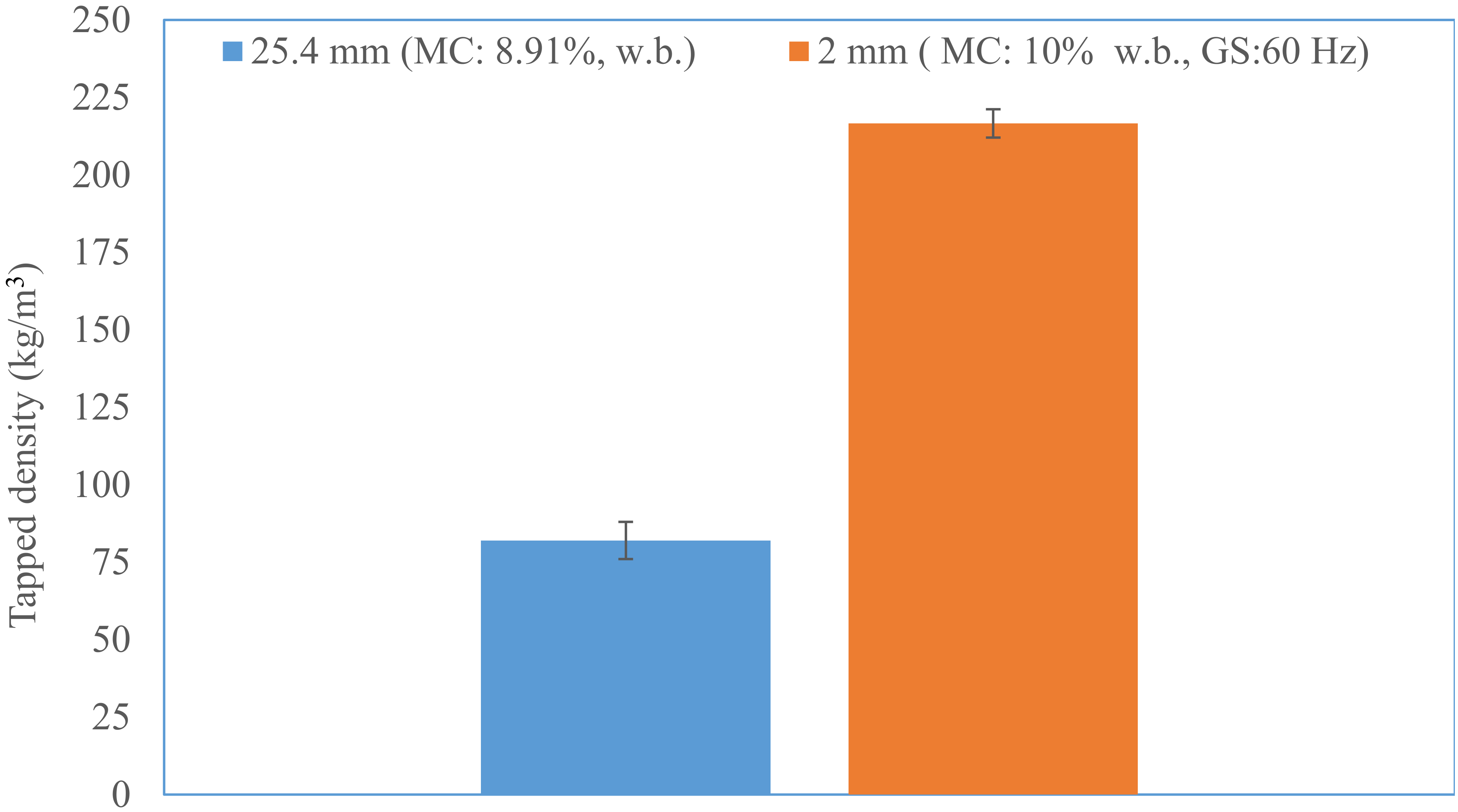
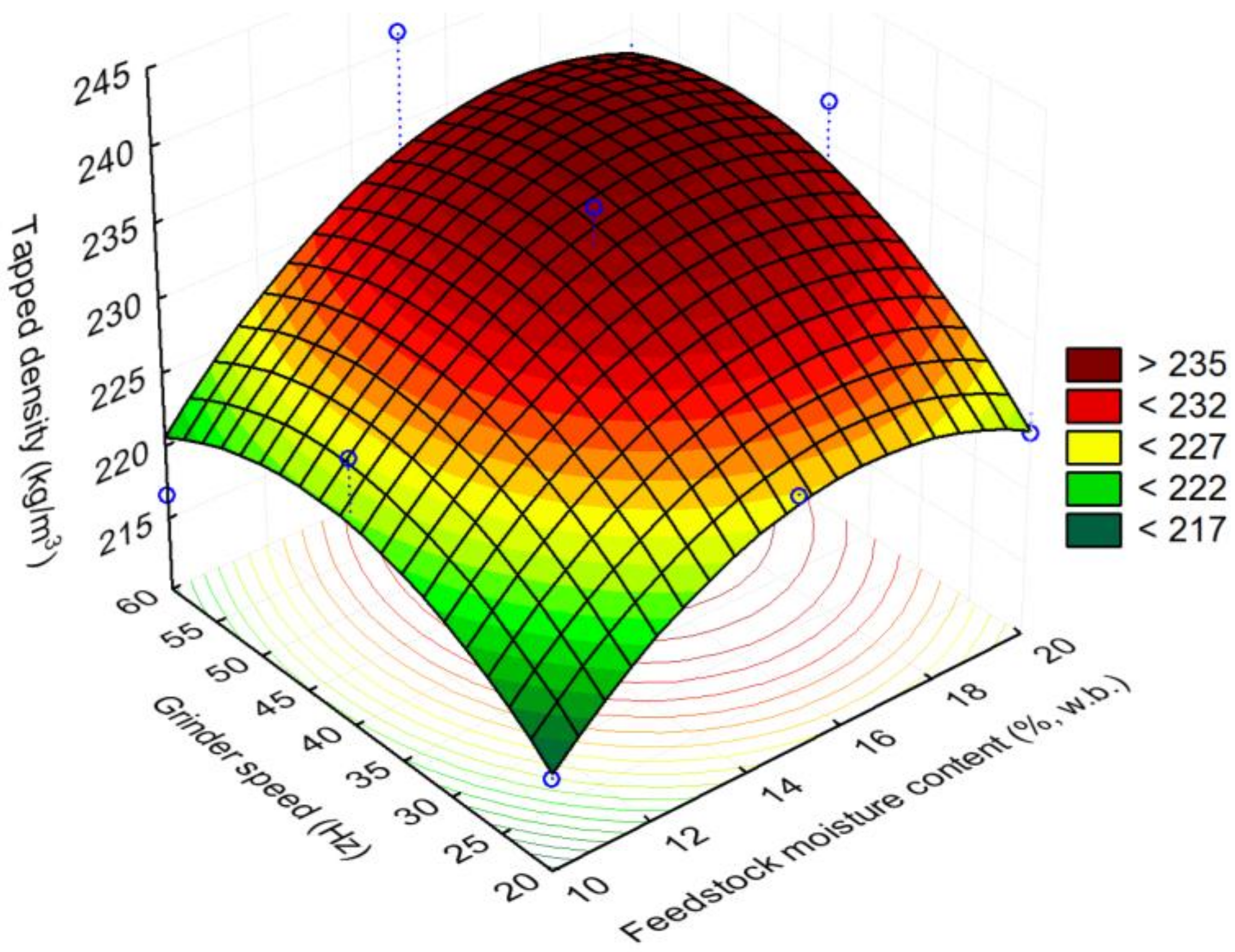
- The initial bulk density and tapped density of 25.4 mm (i.e., 1 in) grind corn stover was about 67.39% (sd: 6.2) and 82.01% (sd: 6.0) kg/m3, when ground in a Wiley mill fitted with a 2 mm (i.e., 0.08 in) screen at different grinder speeds and moisture contents; the bulk and tapped density were in the range of 188–202 and 217–235 kg/m3.
- 2.
- Response surface models developed for the experimental data using the central composite design for the corn stover grinding adequately described the process based on the coefficient of the determination values.
- 3.
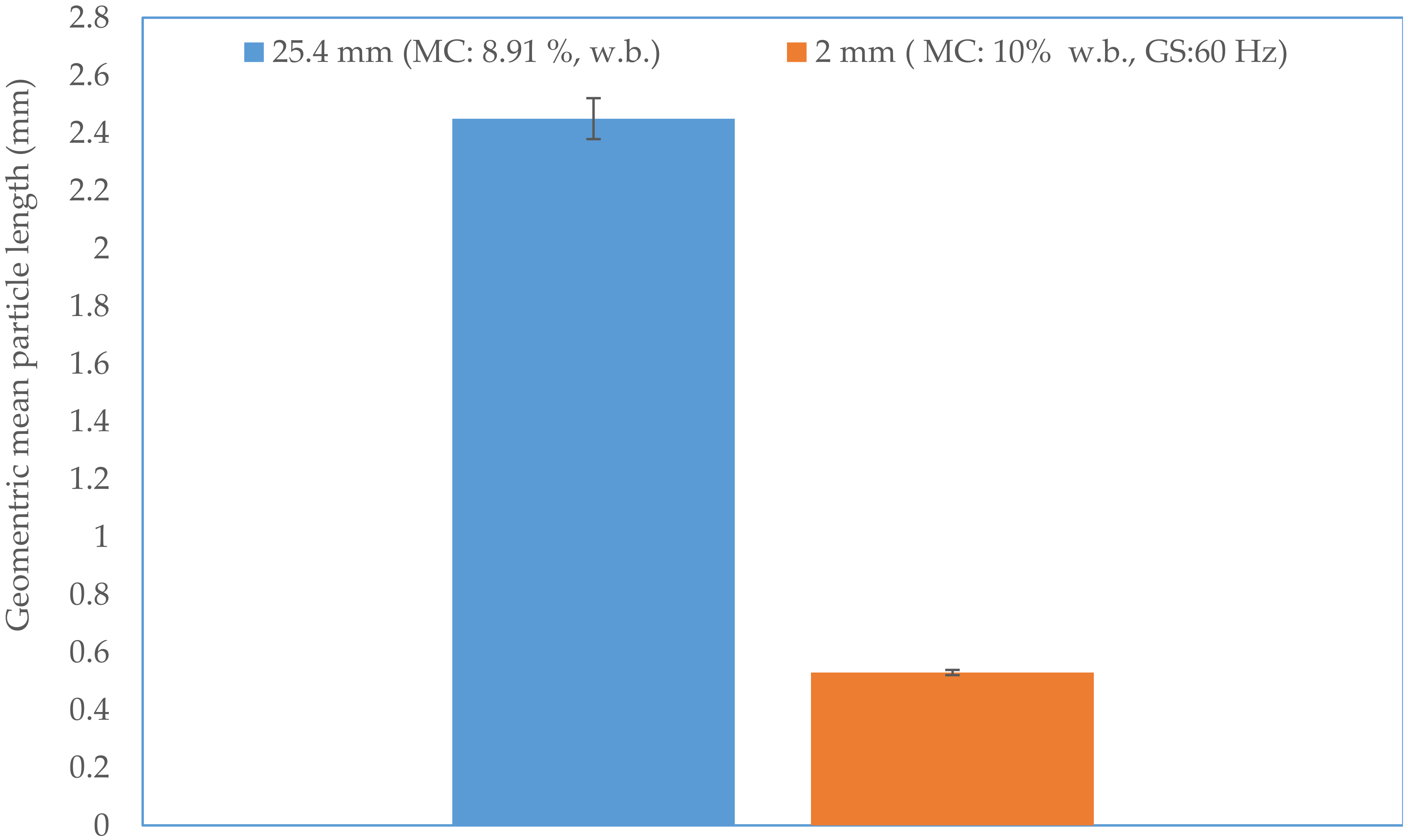
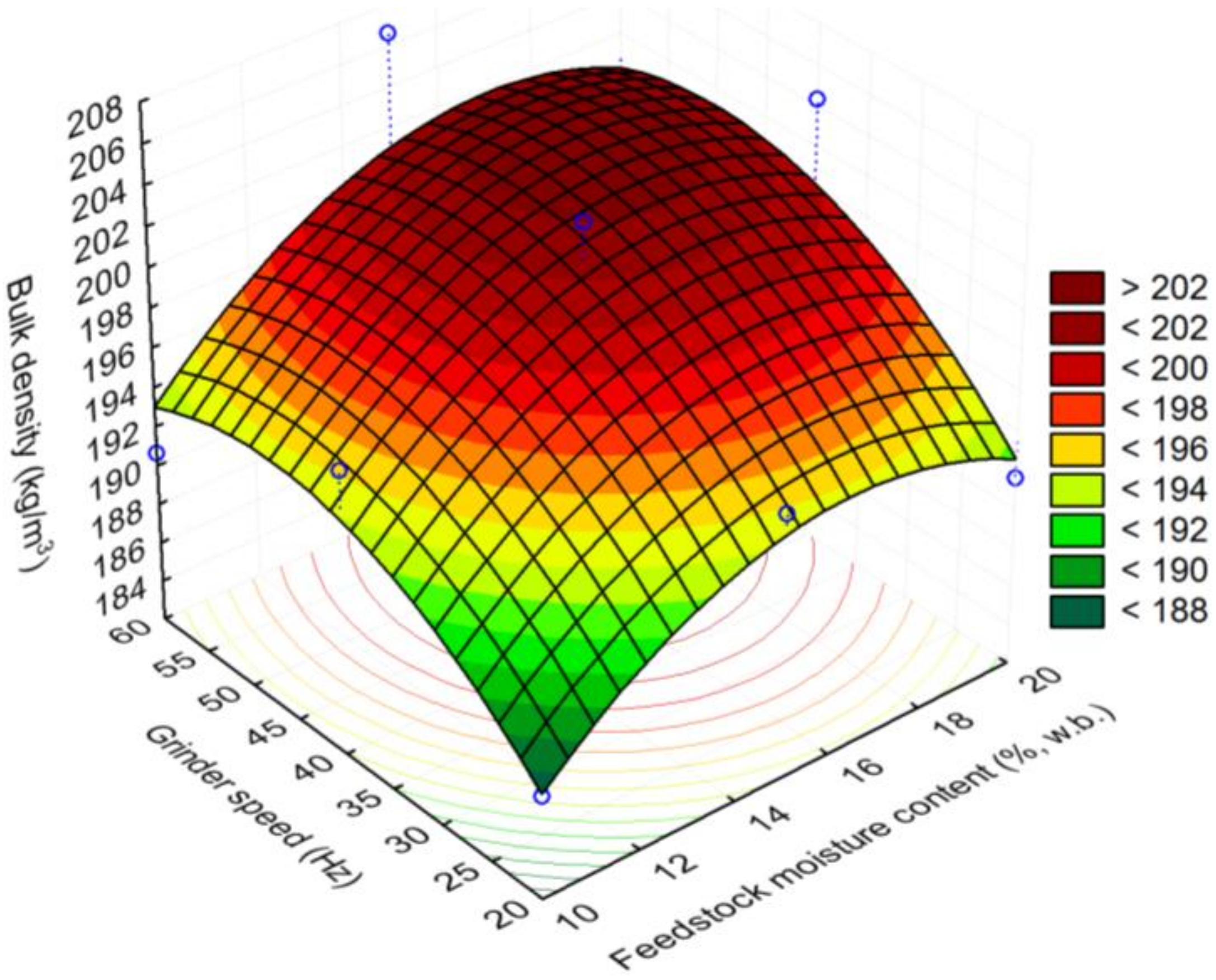
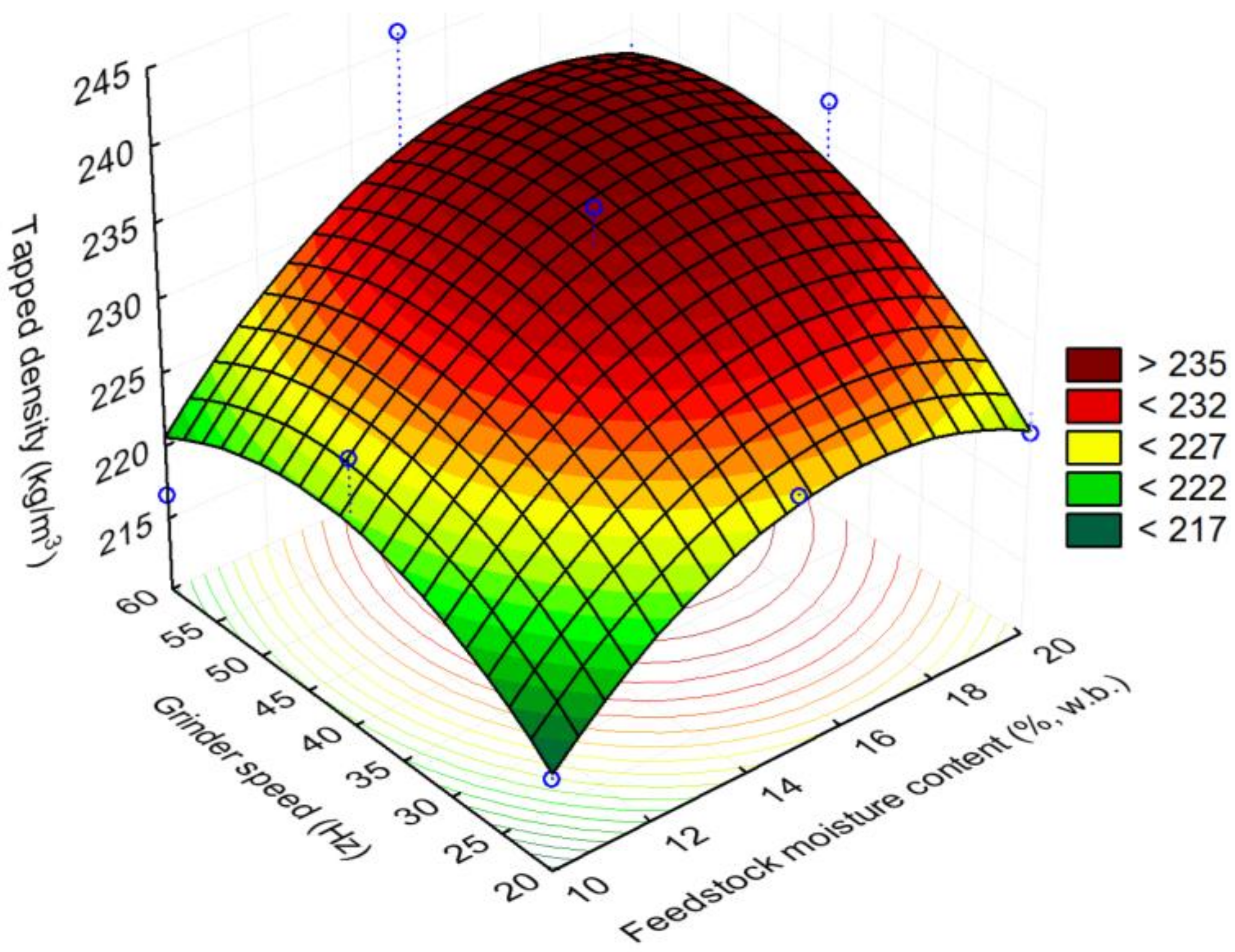
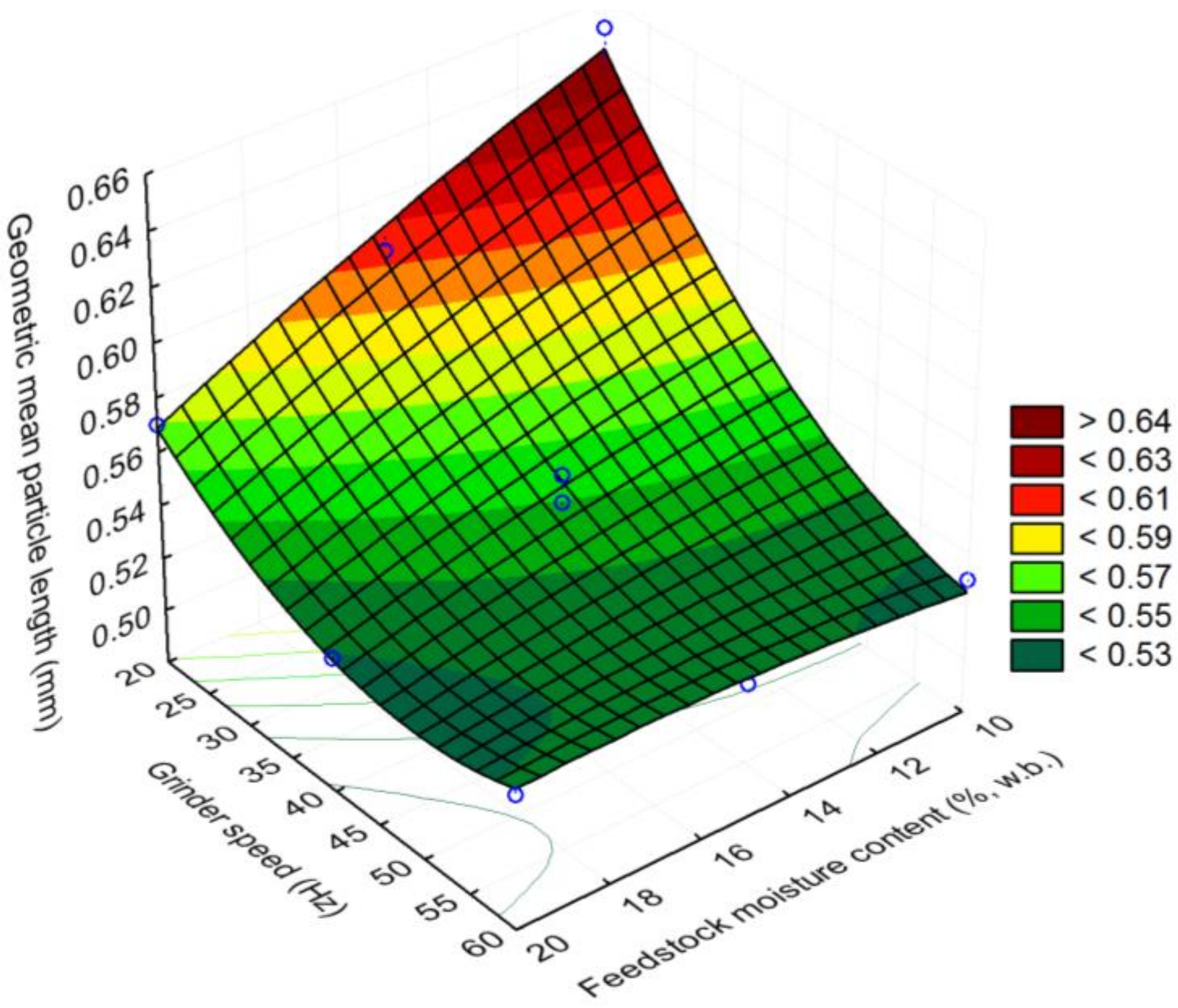
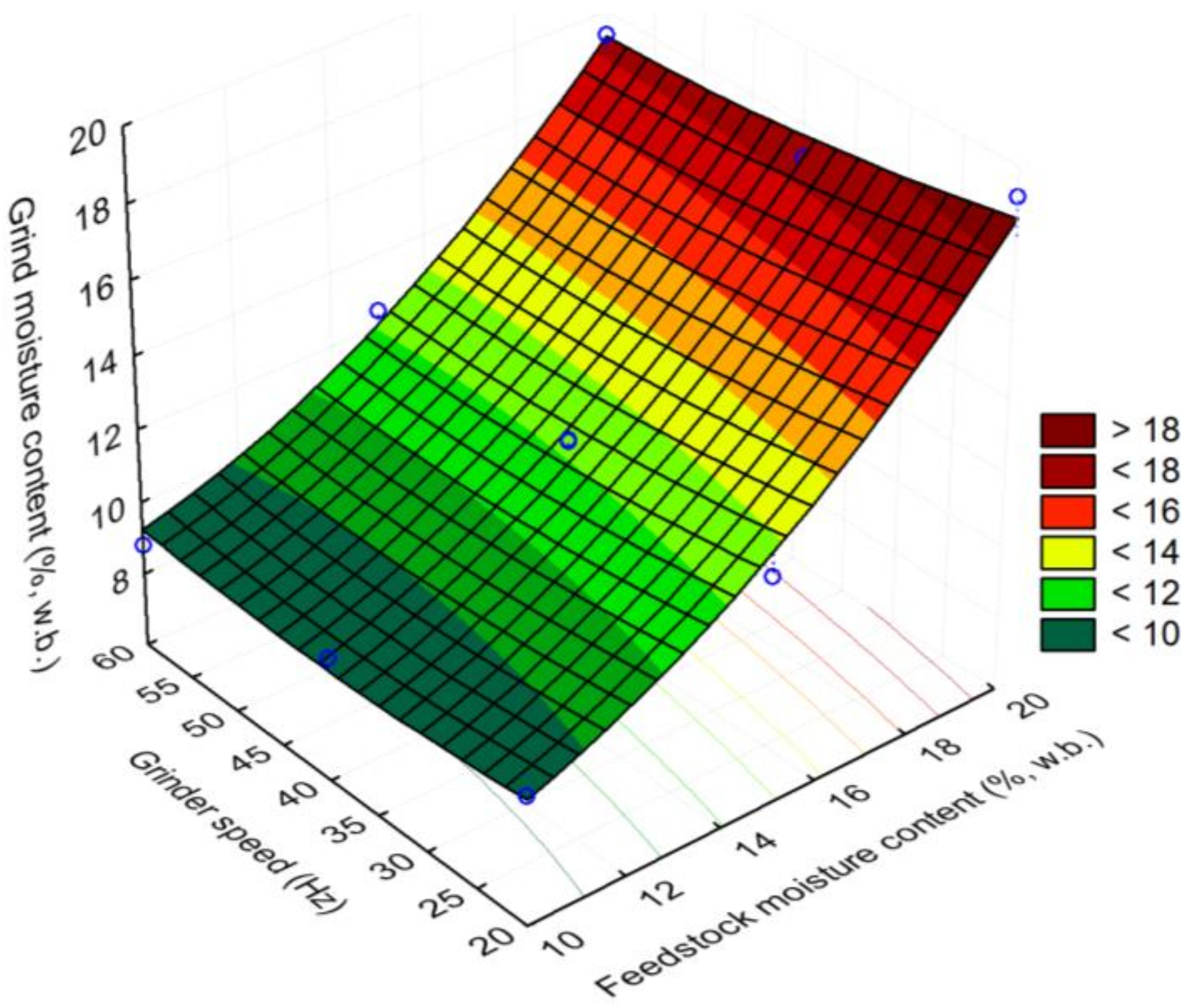
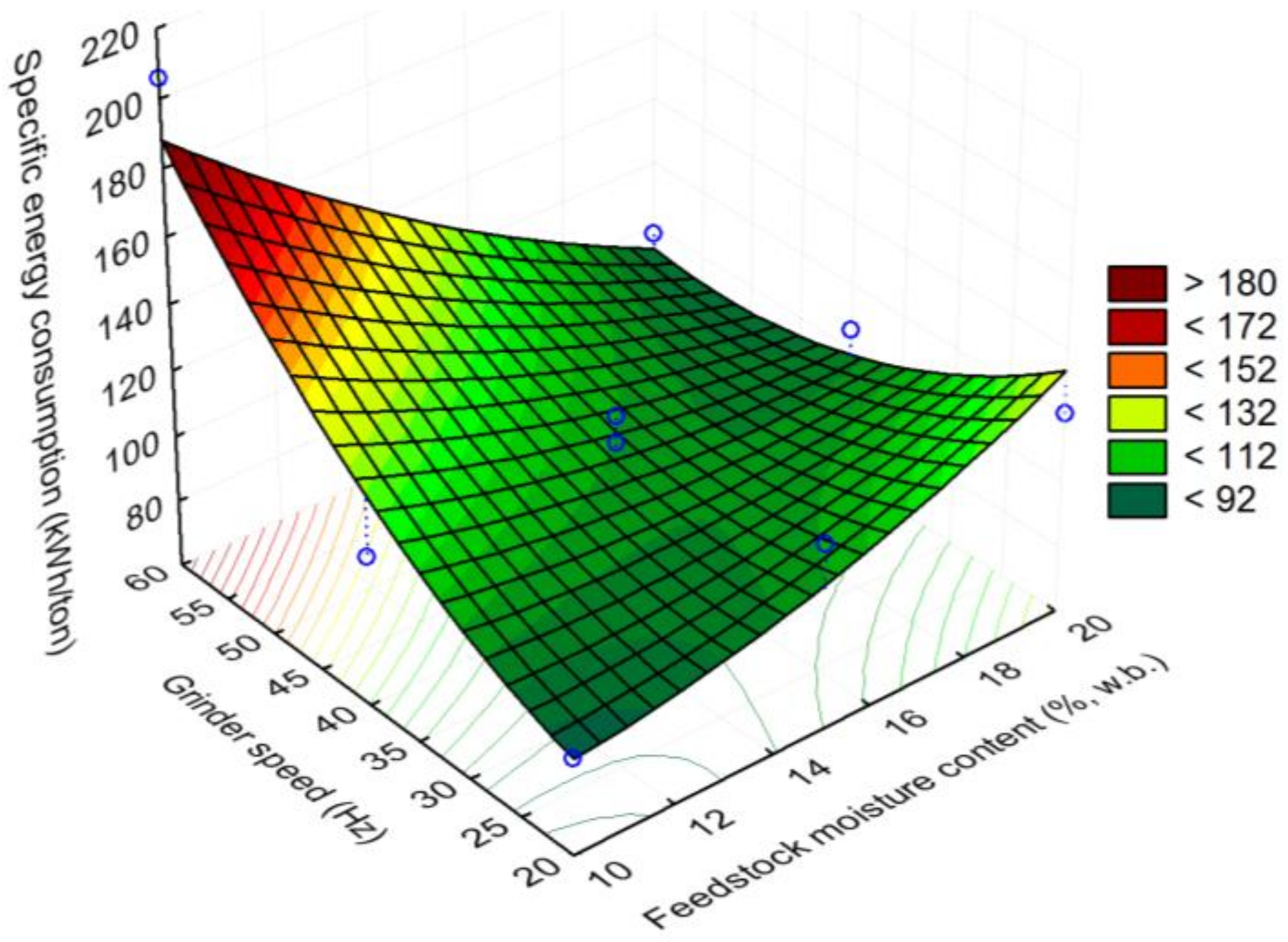
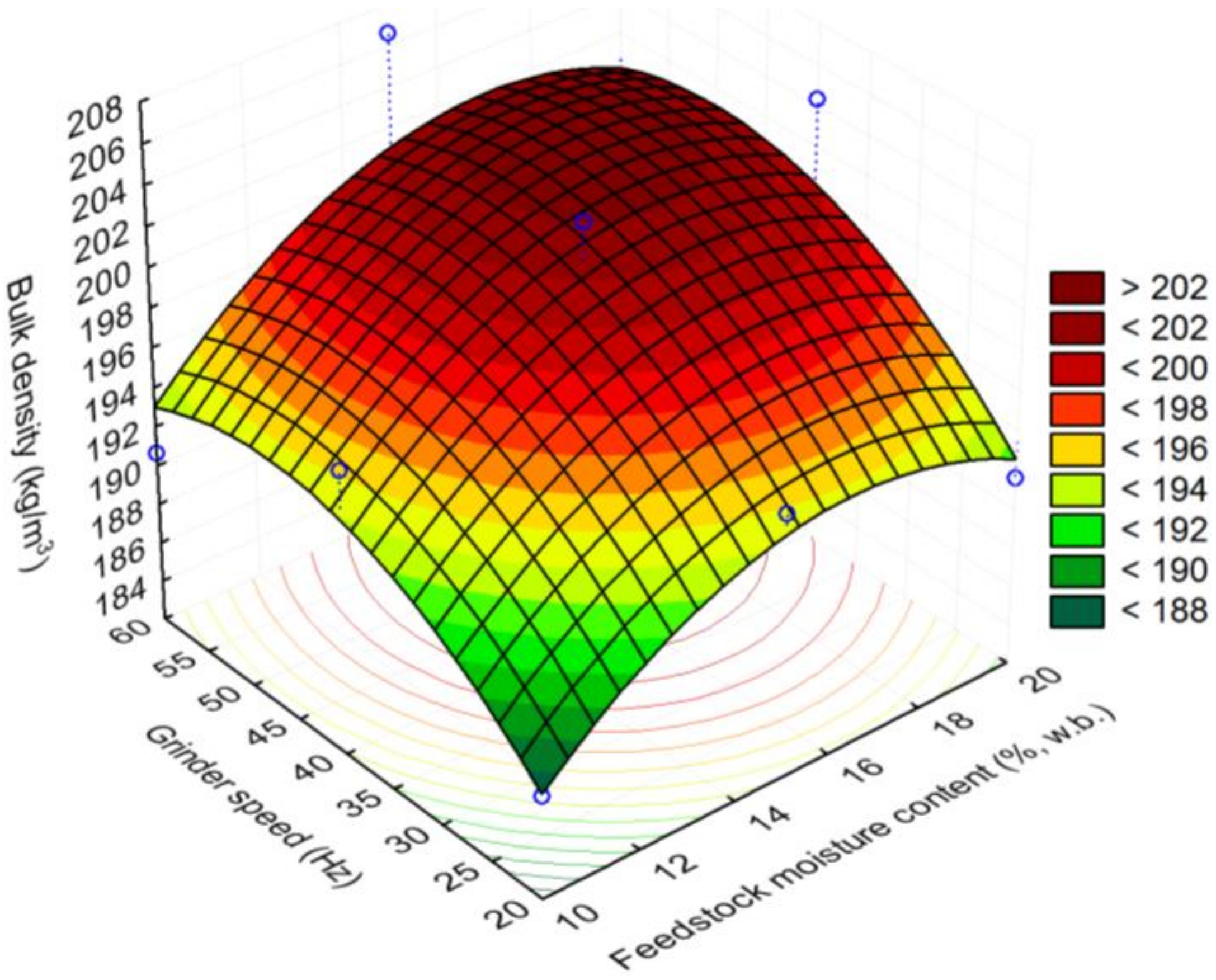
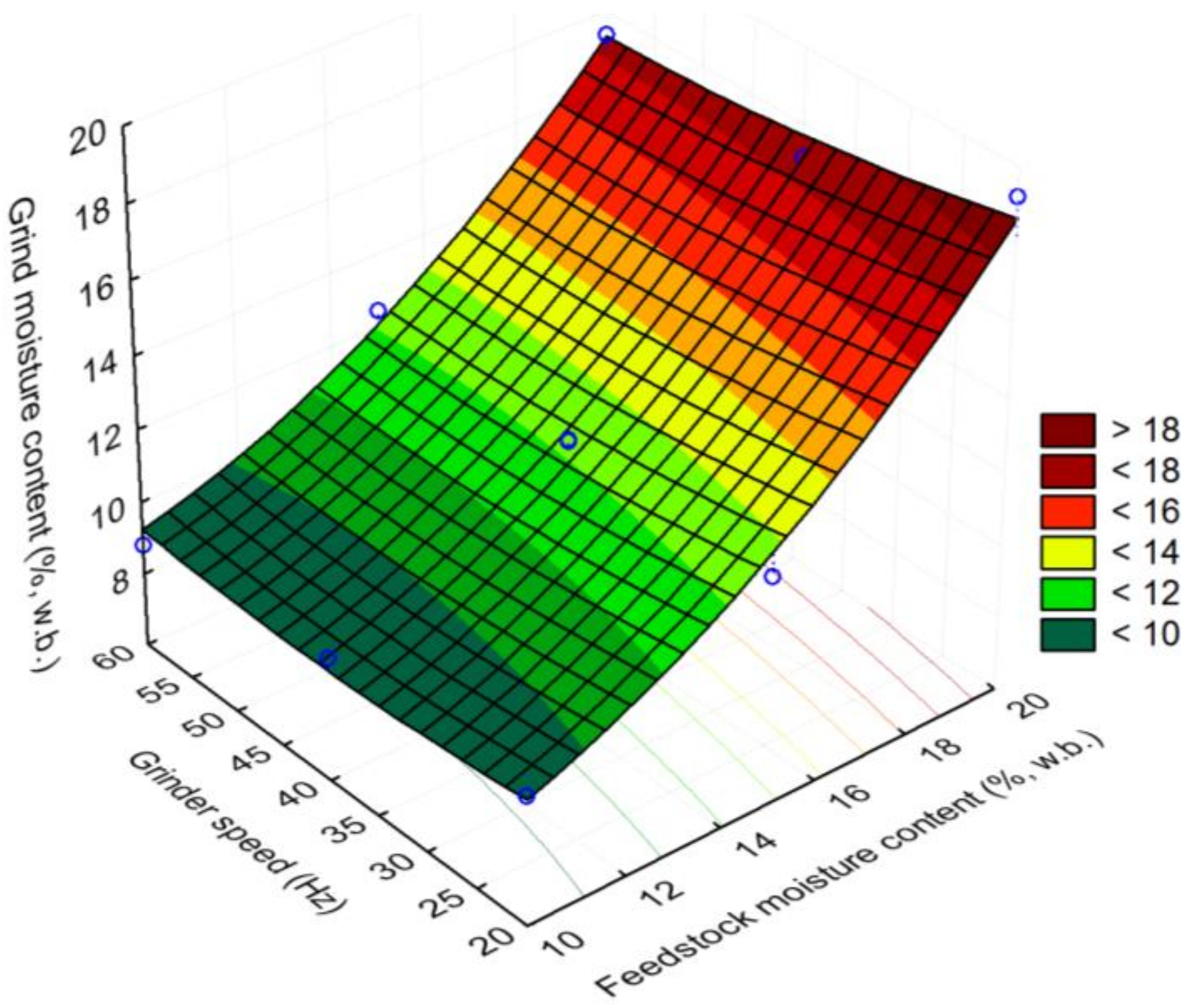
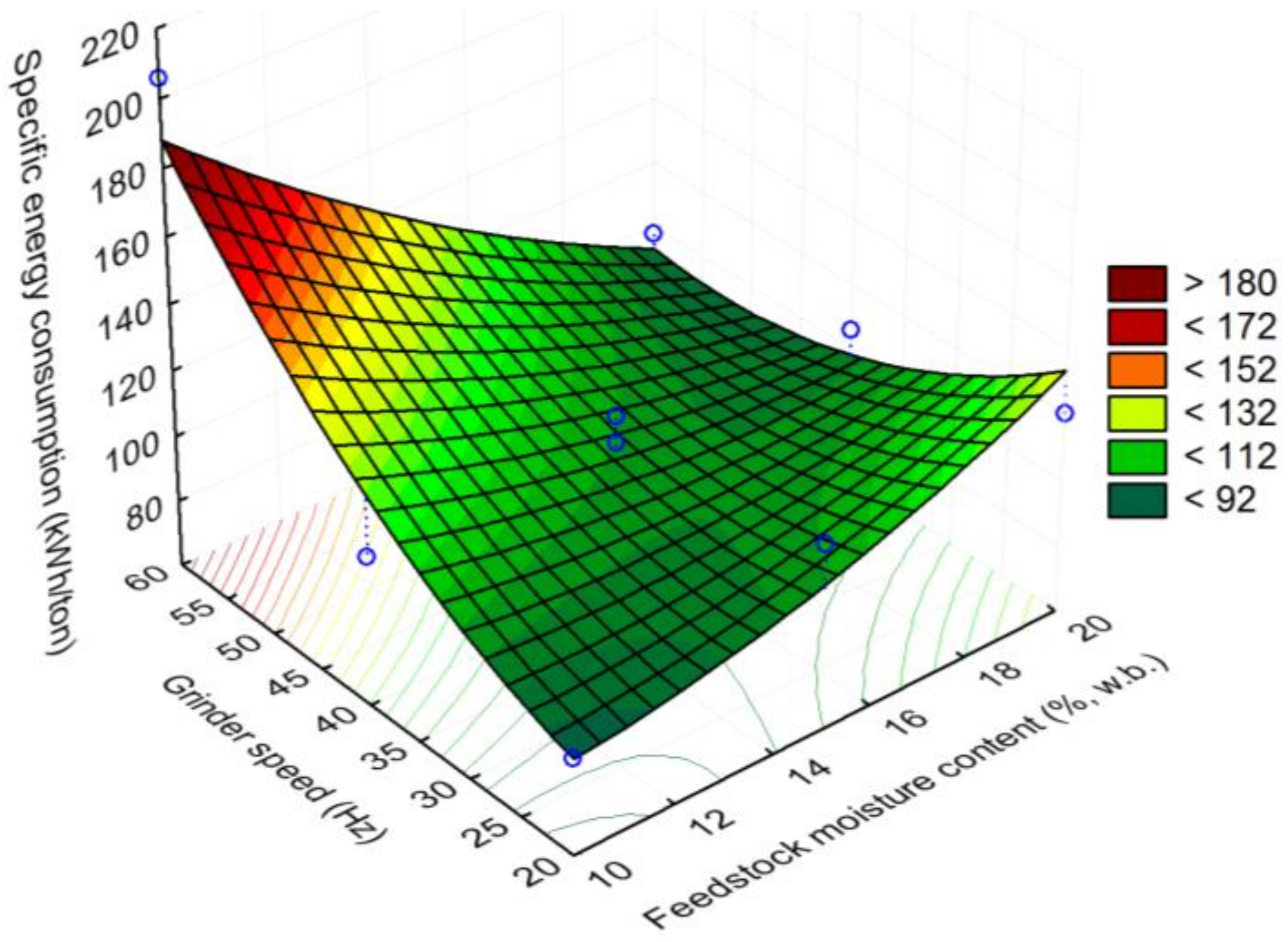
- The response surface plots indicated that a higher moisture content and higher grinder speed increased the bulk and tapped density and minimized the geometric mean particle length. The grind moisture content was minimized when the initial moisture content of corn stover was lower and specific energy consumption decreased at lower moisture content and lower grinder speed.
- 4.
- Optimization of the process using hybrid GA indicated that a higher moisture content of 17–20% (w.b.) and a higher grinder speed of 47–50 Hz maximized the grind physical properties such as bulk and tapped density (201 and 235 kg/m3), and minimized the geometric mean particle length (0.53 mm). In the case of the grind moisture content, the initial moisture content of the corn stover played a major role on the final grind moisture content, whereas the grinder speed had a marginal effect.
- 5.
- In the case of specific energy consumption, a minimum value of 93 kWh/ton was predicted at a lower moisture content of 10% (w.b.) and a lower grind speed of 20 Hz.
Author Contributions
Funding
U.S. Department of Energy Disclaimer
Conflicts of Interest
Nomenclature
| ANSI | American National Standards Institute |
| ASABE | American Society of Agricultural and Biological Engineers |
| ASAE | American Society of Agricultural Engineers |
| BETO | Bioenergy Technologies Office |
| DOE | U.S. Department of Energy |
| EA | Evolutionary Algorithms |
| FAO | Food and Agricultural Organization |
| GA | Genetic Algorithm |
| HGA | Hybrid Genetic Algorithm |
| Hz | Hertz |
| in | inches |
| RSM | Response Surface Methodology |
| w.b. | Wet Basis |
| μm | Micrometer |
References
- FAO (Food and Agriculture Organization of the United Nations). Global Forest Resources Assessments. 2010. Available online: www.fao.org/docrep/013/i1757e/i1757e.pdf (accessed on 12 December 2018).
- Karinkanta, P.; Ämmälä, A.; Illikainen, N.; Niinimäki, J. Fine grinding of wood—Overview from wood breakage to applications. Biomass Bioenergy 2018, 113, 31–44. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Why biomass preprocessing and pretreatments. In Biomass Preprocessing and Pretreatments for Production of Biofuels; Tumuluru, J.S., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Stokes, B.J.; Watson, W.F.; Sirois, D.L.; Matthes, R.K. Factors Affecting Power Requirements for Chipping Whole Trees; Paper Number: 87-6012; ASAE: St. Joseph, MI, USA, 1987. [Google Scholar]
- Spinelli, R.; Hartsough, B. A survey of Italian chipping operation. Biomass Bioenergy 2011, 102, 7366–7370. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Tabil, L.G.; Song, Y.; Iroba, K.L.; Meda, V. Grinding energy and physical properties of chopped and hammer-milled barley, wheat, oat and canola straws. Biomass Bioenergy 2014, 60, 58–67. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Yancey, N. Conventional and advanced mechanical preprocessing methods for biomass: Performance quality attributes and cost analysis. In Biomass Preprocessing and Pretreatments for Production of Biofuels; Tumuluru, J.S., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Hakkila, P. Utilization of Residual Forest Biomass; Springer-Verlag: Berlin, Germany, 1989. [Google Scholar]
- Dibble, C.J.; Shatova, T.A.; Jorgenson, J.L.; Stickel, J.J. Particle morphology characterization and manipulation in biomass slurries and the effect on rheological properties and enzymatic conversion. Biotechnol. Progr. 2011, 27, 1751–1759. [Google Scholar] [CrossRef]
- Van Walsum, G.P.; Allen, S.G.; Spencer, M.J.; Laser, M.S.; Antal, M.J.; Lynd, L.R. Conversion of lignocellulosics pretreated with liquid hot water to ethanol. Appl. Biochem. Biotech. 1996, 57, 157–170. [Google Scholar] [CrossRef]
- Lowrison, G.C. Crushing and Grinding: The Size Reduction of Solid Material; Butterworths: London, UK, 1974. [Google Scholar]
- Jankovic, A. Variables affecting the fine grinding of minerals using stirred mills. Miner. Eng. 2003, 16, 337–345. [Google Scholar] [CrossRef]
- Orumwense, O.A.; Forssberg, E. Superfine and ultrafine grinding—A literature survey. Miner. Process. Extr. Metall. Rev. 1992, 11, 107–127. [Google Scholar] [CrossRef]
- Wang, Y.; Forssberg, E. Enhancement of energy efficiency for mechanical production of fine and ultra-fine particles in comminution. China Particuol. 2007, 5, 193–201. [Google Scholar] [CrossRef]
- Zhao, X.-Y.; Ao, Q.; Yang, L.-W.; Yang, Y.-F.; Sun, J.-C.; Gai, G.-S. Application of superfine pulverization technology in biomaterial industry. J. Taiwan Inst. Chem. Eng. 2009, 40, 337–343. [Google Scholar] [CrossRef]
- Barakat, A.; de Vries, H.; Rouau, X. Dry fractionation process as an important step in current and future lignocellulose biorefineries: A review. Bioresour. Technol. 2013, 134, 362–373. [Google Scholar] [CrossRef]
- Repellin, V.; Govin, A.; Rolland, M.; Guyonnet, R. Energy requirement for fine grinding of torrefied wood. Biomass Bioenergy 2010, 34, 923–930. [Google Scholar] [CrossRef] [Green Version]
- Kokko, L.; Tolvanen, H.; Hämäläinen, K.; Raiko, R. Comparing the energy required for fine grinding torrefied and fast heat treated pine. Biomass Bioenergy 2012, 42, 219–223. [Google Scholar] [CrossRef]
- Kobayashi, N.; Guilin, P.; Kobayashi, J.; Hatano, S.; Itaya, Y.; Mori, S. A new pulverized biomass utilization technology. Powder Technol. 2008, 180, 272–283. [Google Scholar] [CrossRef]
- Newbolt, G. Modelling of Biomass Milling. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2018. [Google Scholar]
- Lopo, P. The right grinding solution for you: Roll, horizontal or vertical. Feed Manag. 2002, 53, 23–26. [Google Scholar]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Grinding performance and physical properties of wheat and barley straws, corn stover, and switchgrass. Biomass Bioenergy 2004, 27, 339–352. [Google Scholar] [CrossRef]
- Tavakoli, H.; Mohtasebi, S.; Jafari, A. Physical and mechanical properties of wheat straw as influenced by moisture content. Int. Agrophys. 2009, 23, 175–181. [Google Scholar]
- Holtzapple, M.T.; Humphrey, A.E.; Taylor, J.D. Energy requirements for the size reduction of poplar and aspen wood. Biotechnol. Bioeng. 1989, 33, 207–210. [Google Scholar] [CrossRef]
- Vigneault, C.; Rothwell, T.M.; Bourgeois, G. Hammer mill grinding rate and energy requirements for thin and conventional hammers. Can. Biosyst. Eng. 1992, 34, 203–206. [Google Scholar]
- O’Dogherty, M.J. A review of research on forage chopping. J. Agric. Eng. Res. 1982, 27, 267–289. [Google Scholar] [CrossRef]
- Bitra, V.S.P.; Womac, A.R.; Chevanan, N.; Miu, P.I.; Igathinathane, C.; Sokhansanj, S.; Smith, D.R. Direct mechanical energy measured of hammer mill comminution of switchgrass, wheat straw, and corn stover and analysis of their particle size distributions. Powder Technol. 2009, 193, 32–45. [Google Scholar] [CrossRef]
- Arthur, J.F.; Kepner, R.A.; Dobie, J.B.; Miller, G.E.; Parsons, P.S. Tub grinder performance with crop and forest residues. Trans. ASAE 1982, 25, 1488–1494. [Google Scholar] [CrossRef]
- Himmel, M.; Tucker, M.; Baker, J.; Rivard, C.; Oh, K.; Grohmann, K. Comminution of biomass: Hammer and knife mills. Biotechnol. Bioeng. Symp. 1985, 15, 39–58. [Google Scholar]
- Barton, R.R. Response Surface Methodology. In Encyclopedia of Operations Research and Management Science; Gass, S.I., Fu, M.C., Eds.; Springer: Boston, MA, USA, 2013. [Google Scholar]
- Khuri, A.; Mukhopadhyay, S. Response surface methodology. WiREs Comput. Stat. 2010, 2, 128–149. [Google Scholar] [CrossRef] [Green Version]
- Bezerra, M.A.; Santelli, R.E.; Oliveria, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef] [PubMed]
- Kleijnen, J.P.C. Response Surface Methodology. In Handbook of Simulation Optimization; International Series in Operations Research & Management Science; Vol. 216, Fu, M.C., Ed.; Springer: New York, NY, USA, 2015. [Google Scholar]
- Zhen, H.; Xu-tao, Z.; Gui-qing, X. Product quality improvement through response surface methodology: A case study. In Diversity, Technology, and Innovation for Operational Competitiveness, Proceedings of the 2013 International Conference on Technology Innovation and Industrial Management, Phuket, Thailand, 29–31 May 2013; Phusavat, K., Ed.; ToKnowPress: Bangkok, Thailand, 2013. [Google Scholar]
- Francis, F.; Sabu, A.; Nampoorthiri, K.M.; Ramachandran, S.; Ghosh, S.; Szakacs, G.; Pandey, A. Use of response surface methodology for optimizing process parameters for the production of α-amylase by Aspergillus oryzae. Biochem. Eng. J. 2003, 15, 107–115. [Google Scholar] [CrossRef]
- Quanhong, L.; Caili, F. Application of response surface methodology for extraction optimization of germinant pumpkin seeds protein. Food Chem. 2005, 92, 701–706. [Google Scholar] [CrossRef]
- Öktem, H.; Erzurumlu, T.; Kurtaran, H. Application of response surface methodology in the optimization of cutting conditions for surface roughness. J. Mater. Process Tech. 2005, 170, 11–16. [Google Scholar] [CrossRef]
- Shieh, C.-J.; Liao, H.-F.; Lee, C.-C. Optimization of lipase-catalyzed biodiesel by response surface methodology. Bioresour. Technol. 2003, 88, 103–106. [Google Scholar] [CrossRef]
- Shankar, T.J.; Shahab, S.; Bandyopadhyay, S.; Bawa, A.S. A case study on optimization of biomass flow during single-screw extrusion cooking using genetic algorithm (GA) and response surface method (RSM). Food Bioprocess Tech. 2010, 3, 498–510. [Google Scholar] [CrossRef]
- Holland, J.H. Genetic algorithms. Sci. Am. 1992, 267, 66–72. [Google Scholar] [CrossRef]
- April, J.F.; Glover, F.; Kelley, G.J.; Laguna, M. Practical introduction to simulation optimization. In Proceedings of the 2003 Winter Simulation Conference, New Orleans, LA, USA, 7–10 December 2003; Chick, S., Sanchez, T., Ferrin, D., Morrice, D., Eds.; Institute of Electrical and Electronics Engineers: Piscataway, NJ, USA, 2003. [Google Scholar]
- Tumuluru, J.S.; McCulloch, R. Application of hybrid genetic algorithm routine in optimizing food and bioengineering processes. Foods 2016, 5, 76. [Google Scholar] [CrossRef] [PubMed]
- ASABE. 2007. Cubes, Pellets, and Crumbles-Definitions and Methods for Determining Density, Durability, and Moisture Content; ASABE: St. Joseph, MI, USA, 2007. [Google Scholar]
- ANSI/ASAE S424.1. Method of Determining and Expressing Particle Size of Chopped Forage Materials by Screening. March 1992. Available online: https://standards.globalspec.com/std/10149225/asabe-s424 (accessed on 12 December 2018).
- StatSoft, Inc. STATISTICA (Data Analysis Software System), Version 9.1. 2010. Available online: www.statsoft.com (accessed on 12 December 2018).
- Shankar, T.J.; Bandyopadhyay, S. Optimization of extrusion process variables using a genetic algorithm. Food Bioprod. Process. 2004, 82, 143–150. [Google Scholar] [CrossRef]
- Kaliyan, N.; Schmidt, D.R.; Morey, R.V. Commercial scale grinding of corn stover and perennial grasses. In Proceedings of the ASABE Annual International Meeting, David L. Lawrence Convention Centre, Pittsburgh, PA, USA, 20–23 June 2010; Paper No. 1009062; ASAE: St. Joseph, MI, USA, 2010. [Google Scholar]
- Pfost, H.B.; Headley, V.E. Use of logarithmic normal distribution to describe hammer mill performance. Trans. ASABE 1971, 14, 531–535. [Google Scholar]
- Balk, W.A. Energy requirements for dehydrating and pelleting coastal Bermuda grass. Trans. ASAE 1964, 7, 0349–0351. [Google Scholar] [CrossRef]
- Souček, J.; Hanzlíková, I.; Hulta, P. A fine disintegration of plants suitable for composite biofuels production. Res. Agric. Eng. 2003, 49, 7–11. [Google Scholar] [CrossRef]
- Fitzgerald, G.C.; Themelis, N.J. Technical and economic impacts of pre-shredding the MSW feed to moving grate WTE boilers. In Proceedings of the 17th Annual North American Waste to Energy Conference (NAWTEC ‘09), Chantilly, VA, USA, 18–20 May 2009; pp. 243–249. [Google Scholar]
- Yancey, N. (Senior Research Scientist, Bioenergy Technologies Department, Idaho National Laboratory, Idaho Falls, ID, USA). Personal communication. 2019. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grinder Speed (Hz) (x1) | Feedstock Moisture Content (%, w.b.) (x2) | |
|---|---|---|
| Low | 20 | 10 |
| Medium | 40 | 15 |
| High | 60 | 20 |
| Expt. No. | x1 | x1 | Corner | Grinder Speed (Hz) | Feedstock Moisture Content (%, w.b.) |
|---|---|---|---|---|---|
| 1 | 0 | 0 | ab/2 | 40 | 15 |
| 2 | −1 | −1 | “(1)” | 20 | 10 |
| 3 | 1 | −1 | a | 60 | 10 |
| 4 | −1 | 1 | b | 20 | 20 |
| 5 | 1 | 1 | ab | 60 | 20 |
| 6 | 0 | 0 | ab/2 | 40 | 15 |
| 7 | 0 | −1 | a/2 | 40 | 10 |
| 8 | −1 | 0 | b/2 | 20 | 15 |
| 9 | 0 | 1 | a/2, b | 40 | 20 |
| 10 | 1 | 0 | b/2, a | 60 | 15 |
| Expt. No. | Bulk Density (kg/m3) | SD | Tapped Density (kg/m3) | SD | Geometric Mean Particle Length (Xgm) (mm) | SD | Grind Moisture Content (%, w.b.) | SD | Specific Energy Consumption (kWh/ton) | SD |
|---|---|---|---|---|---|---|---|---|---|---|
| 7 | 196.3 | 3.9 | 228.0 | 3.3 | 0.55 | 0.009 | 9.37 | 0.17 | 105.1 | 7.2 |
| 2 | 187.2 | 7.5 | 216.2 | 6.1 | 0.65 | 0.018 | 9.51 | 0.27 | 89.4 | 18.5 |
| 3 | 190.6 | 1.2 | 216.5 | 4.5 | 0.53 | 0.009 | 8.80 | 0.44 | 205.8 | 25.4 |
| 1 | 192.8 | 5.7 | 224.2 | 8.0 | 0.56 | 0.004 | 12.25 | 0.43 | 112.8 | 4.7 |
| 6 | 203.2 | 3.5 | 237.3 | 0.4 | 0.55 | 0.01 | 12.28 | 0.37 | 104.9 | 6.4 |
| 8 | 195.3 | 3.0 | 227.1 | 3.0 | 0.6 | 0.014 | 12.19 | 0.53 | 116.1 | 6.5 |
| 10 | 206.6 | 5.9 | 240.9 | 7.6 | 0.53 | 0.005 | 12.44 | 0.45 | 110.1 | 5.0 |
| 9 | 204.3 | 4.3 | 237.7 | 1.5 | 0.53 | 0.004 | 17.09 | 0.28 | 106.0 | 8.6 |
| 5 | 197.0 | 2.7 | 229.4 | 5.1 | 0.53 | 0.01 | 17.36 | 0.53 | 97.7 | 6.2 |
| 4 | 191.5 | 1.9 | 223.8 | 1.2 | 0.57 | 0.008 | 19.22 | 0.25 | 120.5 | 17.9 |
| Physical Properties and Grinding Energy | Response Surface Model | (R2) |
|---|---|---|
| Bulk Density (kg/m3) | 134.04 + 5.66x1 + 0.840x2 − 0.1747 − 0.00935 + 0.005014x1x2 | 0.60 |
| Tapped Density (kg/m3) | 144.43 + 7.9975x1 + 0.9876x2 − 0.2507 − 0.01276 + 0.013218x1x2 | 0.62 |
| Geometric mean particle length (Xgm) | 0.8495 − 0.007048x1 − 0.00920x2 − 0.000143 + 0.000054 + 0.00020x1x2 | 0.97 |
| Grind moisture content (% w.b.) | 10.3516 − 0.480027x1 − 0.035933x2 + 0.048745 + 0.000749 − 0.002891x1x2 | 0.99 |
| Specific energy consumption (% w) | 28.74513 + 2.604975x1 + 2.986682x2 + 0.292750 + 0.037081 − 0.348151x1x2 | 0.82 |
| Predicted | Predicted | x1 (Feedstock Moisture Content (% w.b.) | x2 (Grinder Speed) (Hz) | |
|---|---|---|---|---|
| Bulk Density (kg/m3) | Max | >202 | 14–20 | 40–60 |
| Tapped Density (kg/m3) | Max | >232 | 14–20 | 40–60 |
| Grinding Energy Consumption (kWh/ton) | Min | <92 | 10–15 | 20–40 |
| Geometric Mean Particle Length (mm) | Min | <0.53 | 10–20 | 40–60 |
| Grind Moisture Content (% w.b.) | Min | <9 | 10 | 20–60 |
| Individual Optimum Process Conditions | ||||
|---|---|---|---|---|
| Predicted (Maximum) | Predicted (Minimum) | x1 (Feedstock Moisture Content (% w.b.) | x2 (Grinder Speed) (Hz) | |
| Bulk Density (kg/m3) | 202.81 | 17.04 | 49.65 | |
| Tapped Density (kg/m3) | 236.72 | 17.14 | 47.61 | |
| Grinding Energy Consumption (kWh/ton) | 89.72 | 10.34 | 20.18 | |
| Geometric Mean Particle Length (mm) | 0.526 | 19.76 | 48.60 | |
| Grind Moisture Content (% w.b.) | 9.04 | 10.65 | 43.33 | |
| Common Optimum Process Conditions | ||||
| Predicted (Maximum) | Predicted (Minimum) | x1 (Feedstock Moisture Content (% w.b.) | x2 (Grinder Speed)(Hz) | |
| Bulk Density (kg/m3) | 201.61 | 19.51 | 50.63 | |
| Tapped Density (kg/m3) | 235.36 | |||
| Grinding Energy Consumption (kWh/ton) | 93.36 | |||
| Geometric Mean Particle Length (mm) | 0.527 | |||
| Grind Moisture Content (% w.b.) | 16.78 | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tumuluru, J.S.; Heikkila, D.J. Biomass Grinding Process Optimization Using Response Surface Methodology and a Hybrid Genetic Algorithm. Bioengineering 2019, 6, 12. https://doi.org/10.3390/bioengineering6010012
Tumuluru JS, Heikkila DJ. Biomass Grinding Process Optimization Using Response Surface Methodology and a Hybrid Genetic Algorithm. Bioengineering. 2019; 6(1):12. https://doi.org/10.3390/bioengineering6010012
Chicago/Turabian StyleTumuluru, Jaya Shankar, and Dean J. Heikkila. 2019. "Biomass Grinding Process Optimization Using Response Surface Methodology and a Hybrid Genetic Algorithm" Bioengineering 6, no. 1: 12. https://doi.org/10.3390/bioengineering6010012
APA StyleTumuluru, J. S., & Heikkila, D. J. (2019). Biomass Grinding Process Optimization Using Response Surface Methodology and a Hybrid Genetic Algorithm. Bioengineering, 6(1), 12. https://doi.org/10.3390/bioengineering6010012