
Beads for Cell Immobilization: Comparison of Alternative Additive Manufacturing Techniques


 ,
,  , , and
, , and 
Abstract
1. Introduction
- attachment to a surface
- entrapment within a porous matrix
- containment behind a barrier
- self-aggregation
2. Materials and Methods
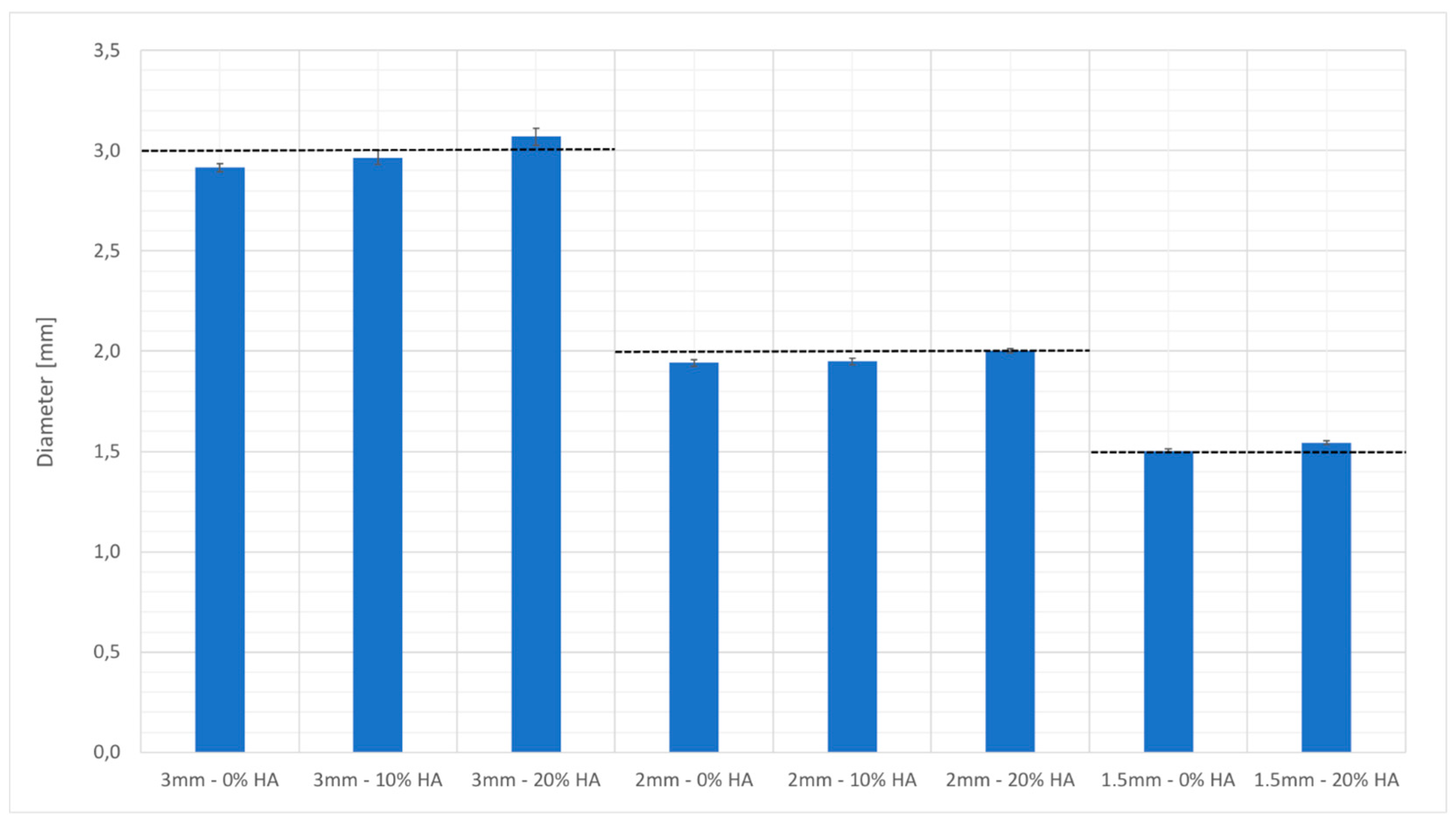
- 3.0, 2.0, and 1.5 mm-diameter beads manufactured by vat photopolymerization (DWS 029X, DWS, Thiene, Italy) using unreinforced and charged (10 wt.% and 20 wt.% hydroxyapatite) acrylic acid ester resin (Vitra DL375)
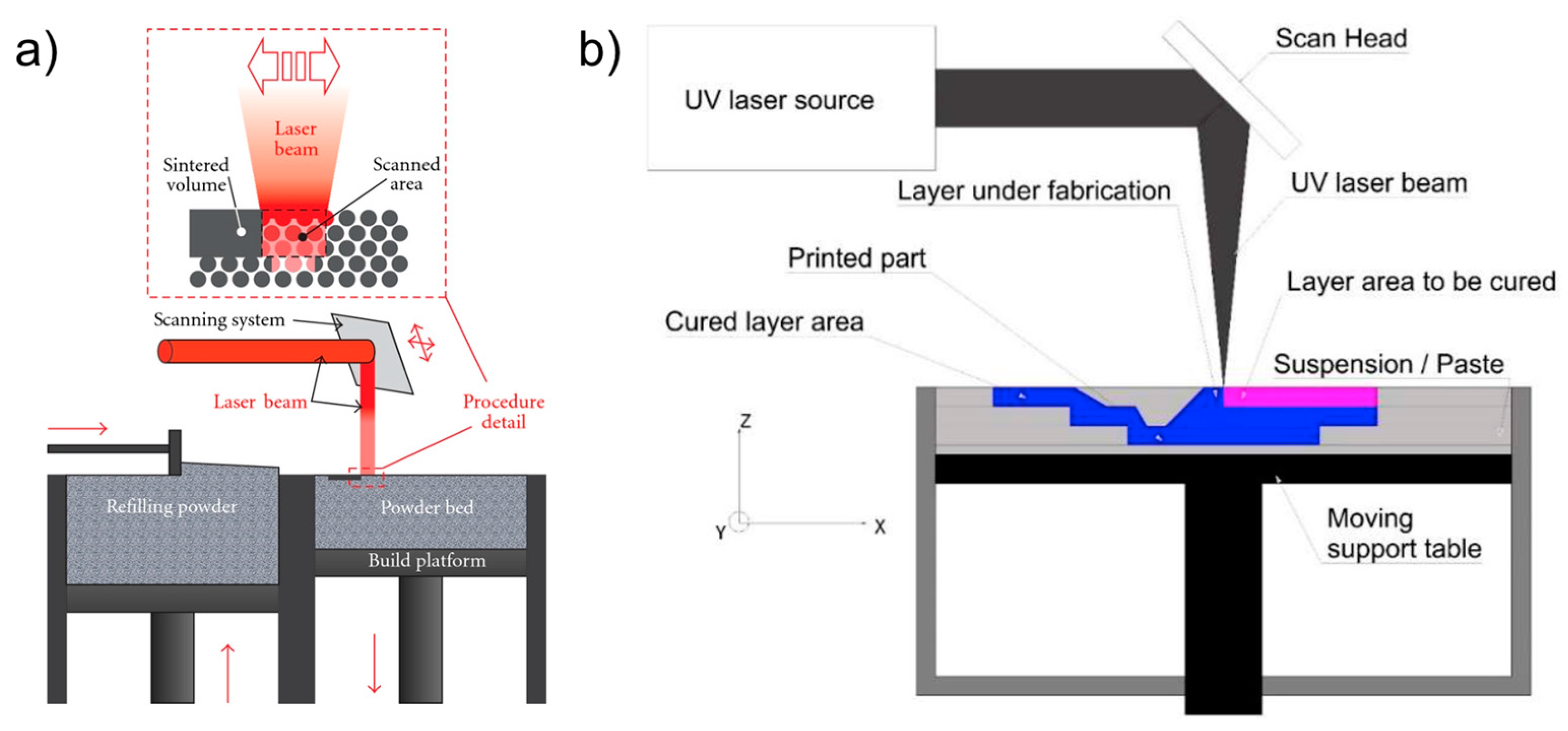
- 15 and 30 mm-diameter lattice beads manufactured by PBF (EOS Formiga P110, EOS, Krailling, Germany) using polyamide 12, with three different repetitive units and three strut dimensions
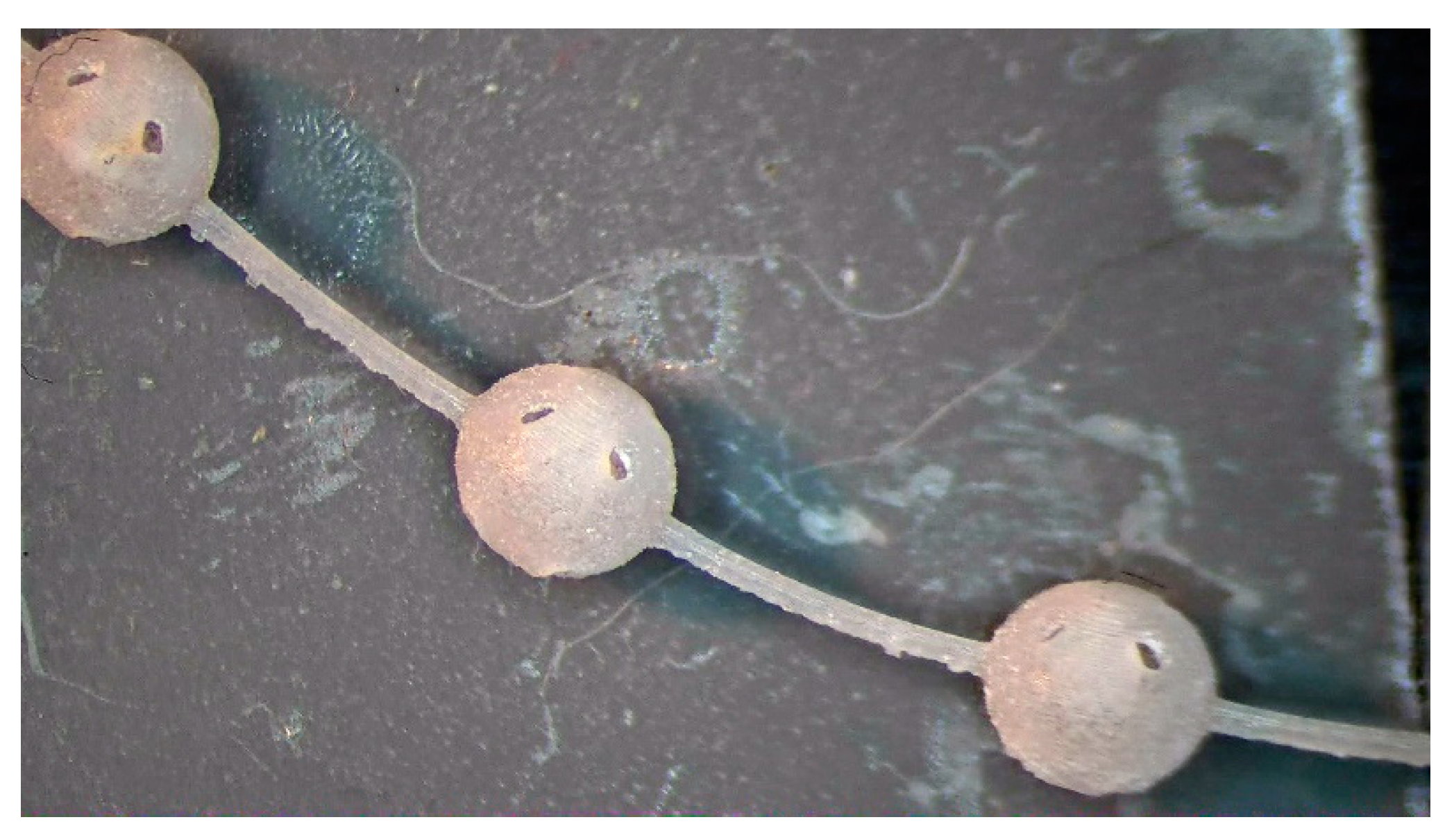
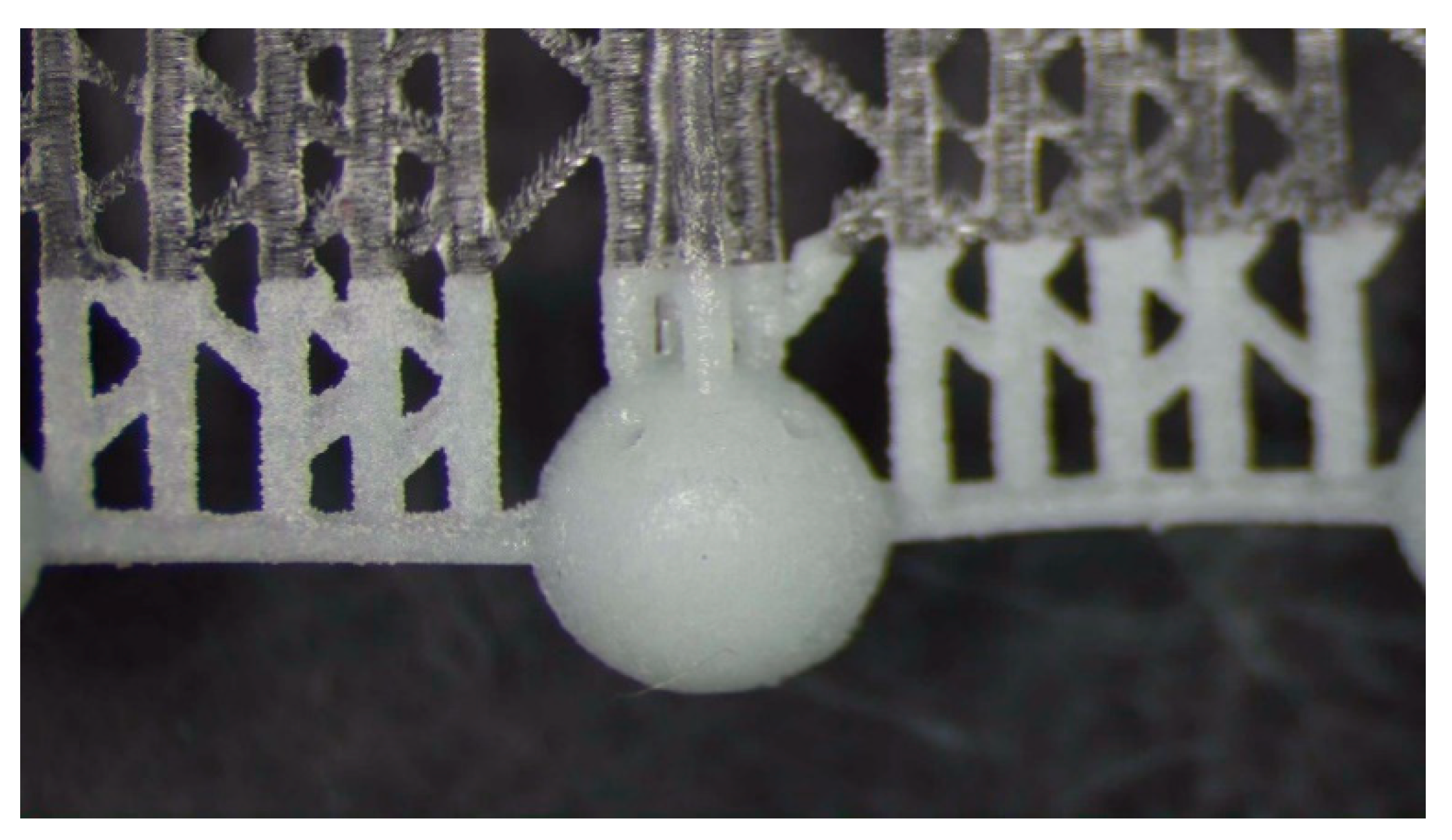
2.1. Beads Manufactured by Vat Photopolymerization
- washing in 96% ethyl alcohol with the aid of compressed air to remove the unpolymerized resin from the as-built part
- further ultrasonic washing in ethyl alcohol to ensure the unpolymerized resin removal from the bead cavity
- UV oven post-curing for 20 minutes
- removal of the supports followed by a surface finish
2.2. Beads Manufactured by PBF
2.3. Characterization
3. Results and Discussion
3.1. Beads Manufactured by Vat Photopolymerization
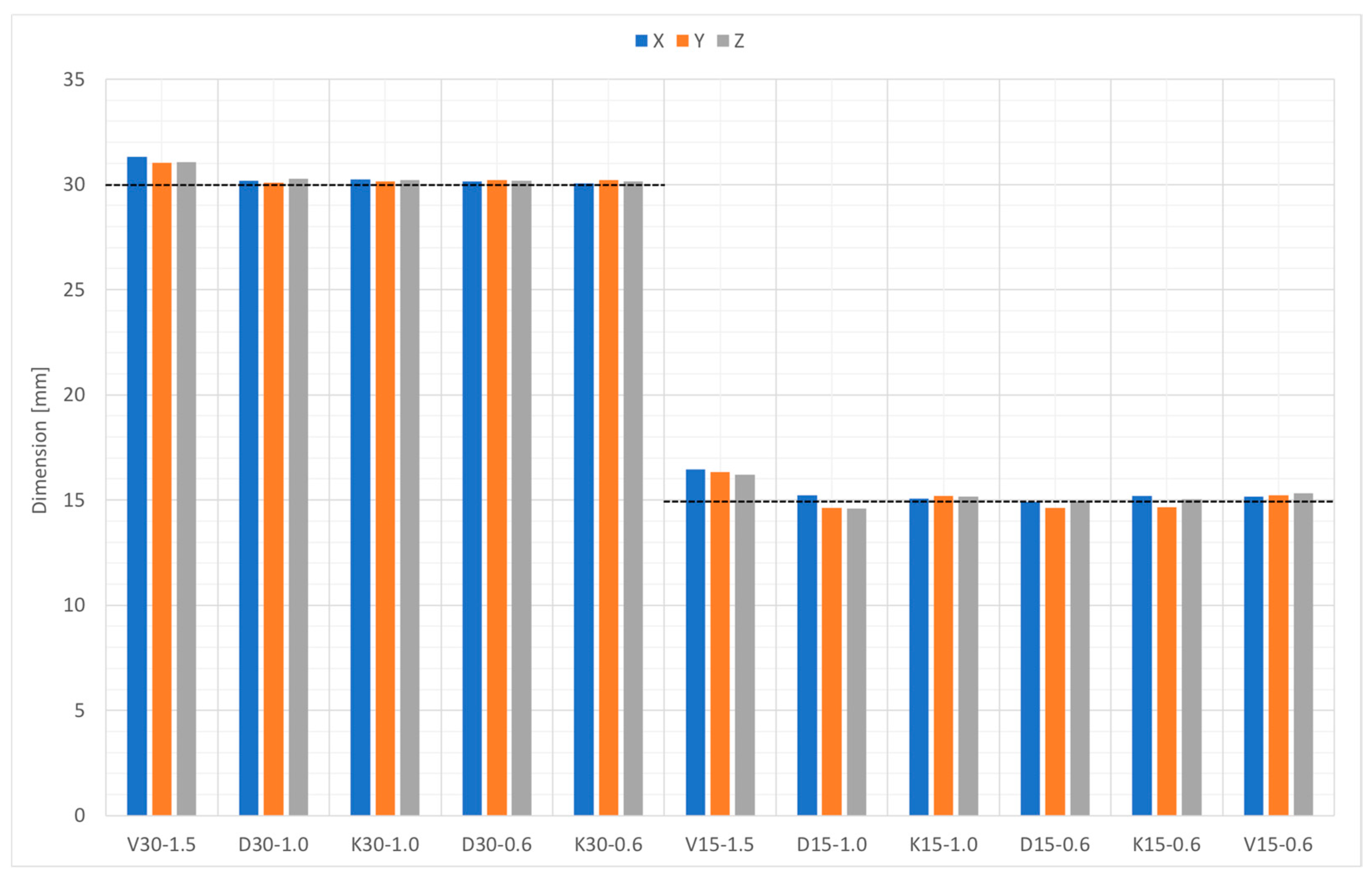
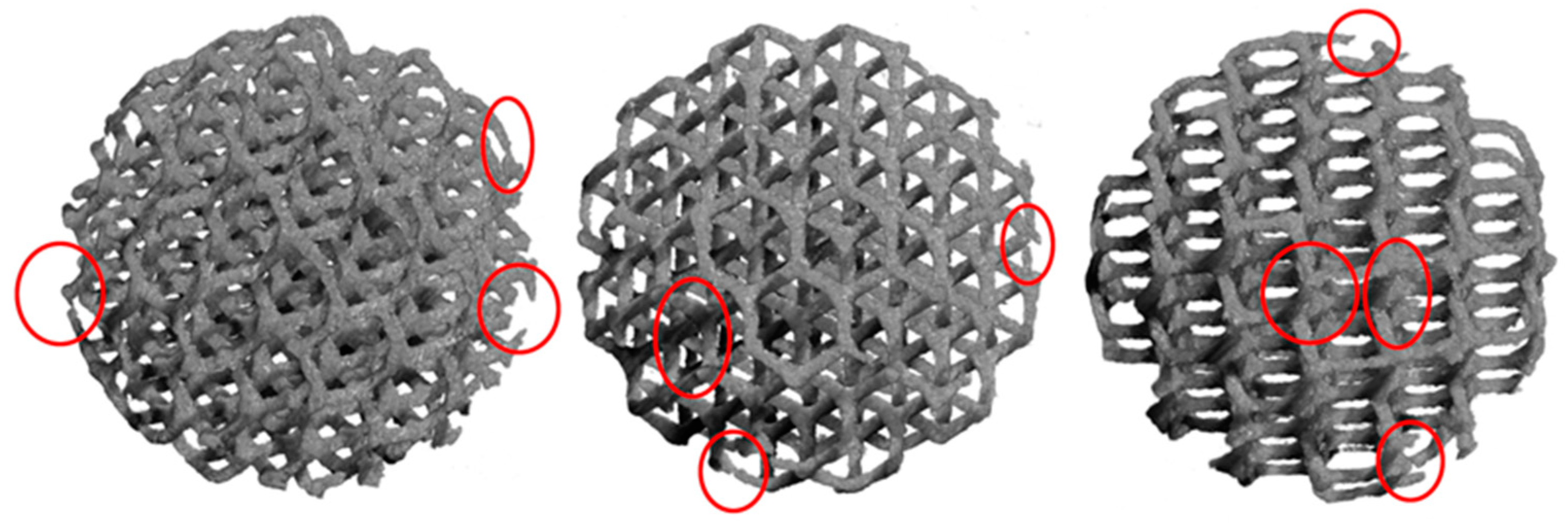
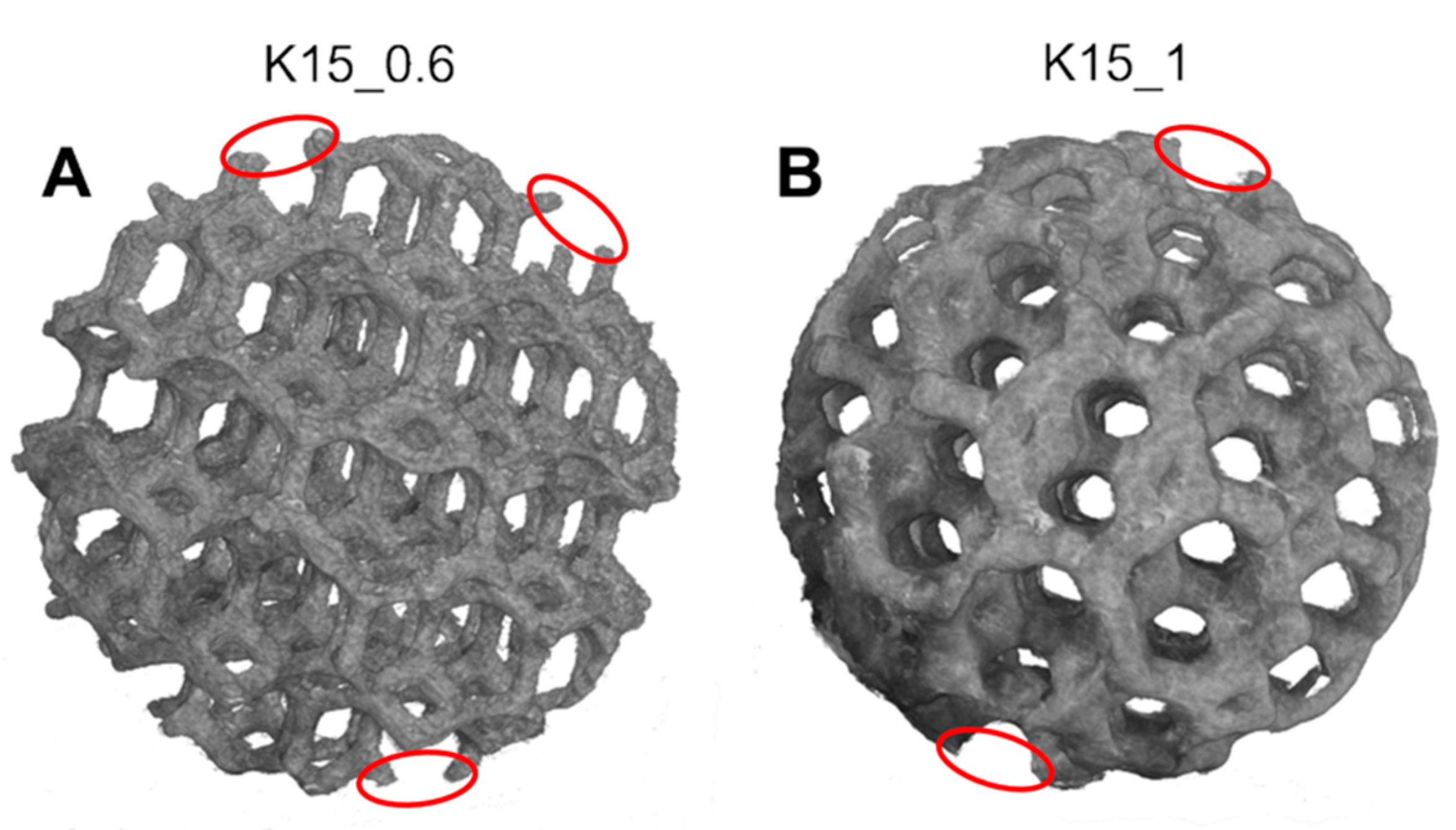
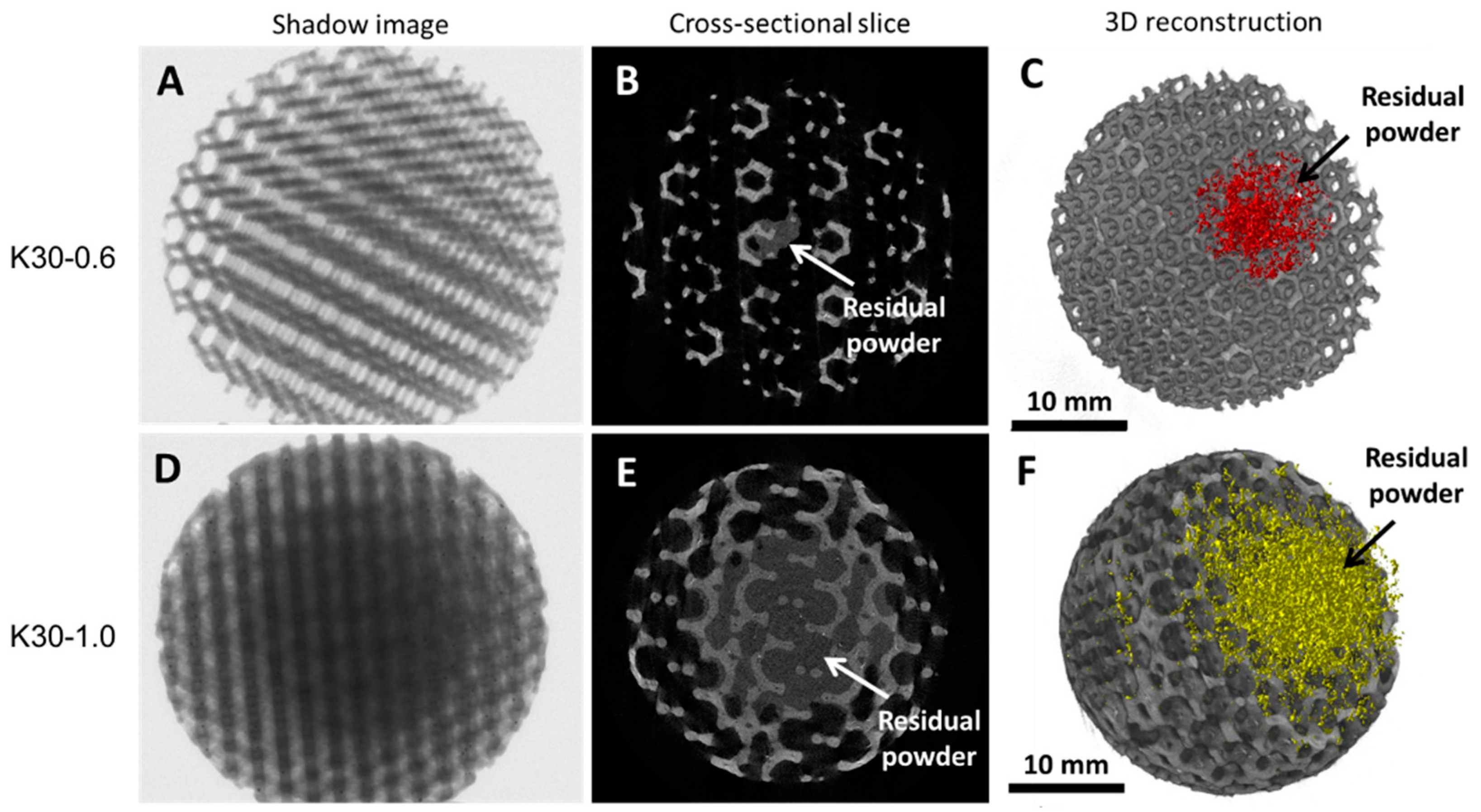
3.2. Beads Manufactured by PBF
3.3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- López, A.; Lázaro, N.; Marqués, A.M. The interphase technique: A simple method of cell immobilization in gel-beads. J. Microbiol. Methods 1997, 30, 231–234. [Google Scholar] [CrossRef]
- Belgrano, F.D.S.; Diegel, O.; Pereira, N.; Hatti-Kaul, R. Cell immobilization on 3D-printed matrices: A model study on propionic acid fermentation. Bioresour. Technol. 2018, 249, 777–782. [Google Scholar] [CrossRef] [PubMed]
- Bouabidi, Z.B.; El-Naas, M.H.; Zhang, Z. Immobilization of microbial cells for the biotreatment of wastewater: A review. Environ. Chem. Lett. 2018, 17, 241–257. [Google Scholar] [CrossRef]
- Corona-González, R.I.; Miramontes-Murillo, R.; Arriola-Guevara, E.; Guatemala-Morales, G.; Toriz, G.; Pelayo-Ortiz, C. Immobilization of Actinobacillus succinogenes by adhesion or entrapment for the production of succinic acid. Bioresour. Technol. 2014, 164, 113–118. [Google Scholar] [CrossRef] [PubMed]
- Dishisha, T.; Ståhl, Å.; Lundmark, S.; Hatti-Kaul, R. An economical biorefinery process for propionic acid production from glycerol and potato juice using high cell density fermentation. Bioresour. Technol. 2013, 135, 504–512. [Google Scholar] [CrossRef] [PubMed]
- Zia, K.M.; Zia, F.; Zuber, M.; Rehman, S.; Ahmad, M.N. Alginate based polyurethanes: A review of recent advances and perspective. Int. J. Biol. Macromol. 2015, 79, 377–387. [Google Scholar] [CrossRef]
- Mohebrad, B.; Ghods, G.; Rezaee, A. Dairy wastewater treatment using immobilized bacteria on calcium alginate in a microbial electrochemical system. J. Water Process. Eng. 2022, 46, 102609. [Google Scholar] [CrossRef]
- Singh, V.; Singh, D. Polyvinyl alcohol–silica nanohybrids: An efficient carrier matrix for amylase immobilization. Process. Biochem. 2013, 48, 96–102. [Google Scholar] [CrossRef]
- Xiang, X.; Yi, X.; Zheng, W.; Li, Y.; Zhang, C.; Wang, X.; Chen, Z.; Huang, M.; Ying, G.-G. Enhanced biodegradation of thiamethoxam with a novel polyvinyl alcohol (PVA)/sodium alginate (SA)/biochar immobilized Chryseobacterium sp H5. J. Hazard. Mater. 2023, 443, 130247. [Google Scholar] [CrossRef]
- Verbelen, P.J.; De Schutter, D.P.; Delvaux, F.; Verstrepen, K.J.; Delvaux, F.R. Immobilized yeast cell systems for continuous fermentation applications. Biotechnol. Lett. 2006, 28, 1515–1525. [Google Scholar] [CrossRef]
- Junter, G.-A.; Jouenne, T. Immobilized viable microbial cells: From the process to the proteome… or the cart before the horse. Biotechnol. Adv. 2004, 22, 633–658. [Google Scholar] [CrossRef] [PubMed]
- Mehrotra, T.; Dev, S.; Banerjee, A.; Chatterjee, A.; Singh, R.; Aggarwal, S. Use of immobilized bacteria for environmental bioremediation: A review. J. Environ. Chem. Eng. 2021, 9, 105920. [Google Scholar] [CrossRef]
- El-Mansi, E.M.T.; Nielsen, J.; Mousdale, D.; Allman, T.; Carlson, R. Cell Immobilization and Its Applications in Biotechnology, Current Trends and Future Prospects. In Fermentation Microbiology and Biotechnology, 4th ed.; El-Mansi, E.M.T., Nielsen, J., Mousdale, D., Carlson, R.P., Eds.; CRC Press: Boca Raton, FL, USA, 2018; p. 36. [Google Scholar] [CrossRef]
- Seifert, D.; Phillips, J. Production of Small, Monodispersed Alginate Beads for Cell Immobilization. Biotechnol. Prog. 1997, 13, 562–568. [Google Scholar] [CrossRef]
- Dong, Y.; Fan, S.-Q.; Shen, Y.; Yang, J.; Yan, P.; Chen, Y.-P.; Li, J.; Guo, J.-S.; Duan, X.-M.; Fang, F.; et al. A Novel Bio-carrier Fabricated Using 3D Printing Technique for Wastewater Treatment. Sci. Rep. 2015, 5, srep12400. [Google Scholar] [CrossRef] [PubMed]
- Zehnder, T.; Sarker, B.; Boccaccini, A.R.; Detsch, R. Evaluation of an alginate–gelatine crosslinked hydrogel for bioplotting. Biofabrication 2015, 7, 025001. [Google Scholar] [CrossRef] [PubMed]
- Dzionek, A.; Wojcieszyńska, D.; Guzik, U. Natural carriers in bioremediation: A review. Electron. J. Biotechnol. 2016, 23, 28–36. [Google Scholar] [CrossRef]
- Farias, C.; Lyman, R.; Hemingway, C.; Chau, H.; Mahacek, A.; Bouzos, E.; Mobed-Miremadi, M. Three-Dimensional (3D) Printed Microneedles for Microencapsulated Cell Extrusion. Bioengineering 2018, 5, 59. [Google Scholar] [CrossRef]
- Wang, H.; Li, Y.; Zuo, Y.; Li, J.; Ma, S.; Cheng, L. Biocompatibility and osteogenesis of biomimetic nano-hydroxyapatite/polyamide composite scaffolds for bone tissue engineering. Biomaterials 2007, 28, 3338–3348. [Google Scholar] [CrossRef]
- Hui, D.; Goodridge, R.; Scotchford, C.; Grant, D. Laser sintering of nano-hydroxyapatite coated polyamide 12 powders. Addit. Manuf. 2018, 22, 560–570. [Google Scholar] [CrossRef]
- Wuersching, S.N.; Hickel, R.; Edelhoff, D.; Kollmuss, M. Initial biocompatibility of novel resins for 3D printed fixed dental prostheses. Dent. Mater. 2022, 38, 1587–1597. [Google Scholar] [CrossRef]
- Tsouknidas, A. Friction Induced Wear of Rapid Prototyping Generated Materials: A Review. Adv. Tribol. 2011, 2011, 746270. [Google Scholar] [CrossRef]
- Pateloup, V.; Michaud, P.; Chartier, T. Optimization of part orientation and adapted supports for manufacturing of ceramic parts by stereolithography using finite element simulations. Open Ceram. 2021, 6, 100132. [Google Scholar] [CrossRef]
- Available online: https://www.epmi-impression-3d.com/pdf/EOS_PA12.pdf (accessed on 16 January 2023).
- Available online: https://www.dwssystems.com/it/configurator/X/2/vitra-dl375 (accessed on 16 January 2023).
- Gatto, A.; Bassoli, E.; Denti, L. Reinforcement effectiveness on mechanical performances of composites obtained by powder bed fusion. Int. J. Mech. Eng. Technol. 2017, 8, 516–525. [Google Scholar]
- Zakeri, S.; Vippola, M.; Levänen, E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Cui, C.; Jiang, H.; Guan, M.; Ji, N.; Xiong, L.; Sun, Q. Characterization and in vitro digestibility of potato starch encapsulated in calcium alginate beads. Food Hydrocoll. 2021, 126, 107458. [Google Scholar] [CrossRef]
- Nazari, N.; Kashi, F.J. A novel combination of immobilized Enterococcus casseliflavus sp. nov. with silver nanoparticles into a reusable matrix of Ca-Alg beads as a new strategy for biotreatment of Disperse Blue 183: Insights into metabolic characterization, biotoxicity, and mutagenic properties. J. Environ. Manag. 2023, 325, 116578. [Google Scholar] [CrossRef]
- Gatto, M.L.; Furlani, M.; Giuliani, A.; Bloise, N.; Fassina, L.; Visai, L.; Mengucci, P. Biomechanical performances of PCL/HA micro- and macro-porous lattice scaffolds fabricated via laser powder bed fusion for bone tissue engineering. Mater. Sci. Eng. C 2021, 128, 112300. [Google Scholar] [CrossRef]
- Pannier, A.; Mkandawire, M.; Soltmann, U.; Pompe, W.; Böttcher, H. Biological activity and mechanical stability of sol–gel-based biofilters using the freeze-gelation technique for immobilization of Rhodococcus ruber. Appl. Microbiol. Biotechnol. 2011, 93, 1755–1767. [Google Scholar] [CrossRef]
- Gatto, M.; Groppo, R.; Bloise, N.; Fassina, L.; Visai, L.; Galati, M.; Iuliano, L.; Mengucci, P. Topological, Mechanical and Biological Properties of Ti6Al4V Scaffolds for Bone Tissue Regeneration Fabricated with Reused Powders via Electron Beam Melting. Materials 2021, 14, 224. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polyamide 12 [24] | Acrylic Acid Ester [25] | ||
|---|---|---|---|
| Average particle size | (µm) | 60 | Not applicable |
| Apparent specific weight | (g/cm3) | 0.435 ÷ 0.445 | Not applicable |
| Sintered density | (g/cm3) | 0.90 ÷ 0.95 | Not applicable |
| Tensile modulus of elasticity | (MPa) | 1700 ÷ 1500 | 1700 ÷ 2200 |
| Tensile strength | (MPa) | 45 ± 3 | 45 ÷ 55 |
| Elongation at break | (%) | 20 ± 5 | 6 ÷ 10 |
| Flexural modulus of elasticity | (MPa) | 1240 ± 130 | 2000 ÷ 2500 |
| Resilience according to Charpy | (kJ/m2) | 53 ± 4 | - |
| Hardness | (Shore D) | 75 ± 2 | - |
| Fusion point | (°C) | 172 ÷ 180 | Not applicable |
| Viscosity at 25 °C (before photopolymerization) | (mPa s) | Not applicable | 1000 ÷ 1400 |
| Density (before photopolymerization) | (g/cm3) | Not applicable | 1.01 |
| Bead Diameter (mm) | Shape | Hole Diameter (μm) | Wall Thickness (μm) | Internal Volume (mm3) | Internal Surface (mm2) | (%) | Hydroxyapatite (Weight %) | Support Strategy |
|---|---|---|---|---|---|---|---|---|
| 3 |  | 500 | 300 | 7.24 | 18.1 | 10 | 0 | C 1 |
| 3 | 500 | 300 | 7.24 | 18.1 | 10 | 10 | C 1 | |
| 3 | 500 | 300 | 7.24 | 18.1 | 10 | 20 | T 2 | |
| 2 |  | 500 | 300 | 1.44 | 6.2 | 34 | 0 | T 2 |
| 2 | 500 | 300 | 1.44 | 6.2 | 34 | 10 | C 1 | |
| 2 | 500 | 300 | 1.44 | 6.2 | 34 | 20 | T 2 | |
| 1.5 |  | 350 | 200 | 0.38 | 3.8 | 25 | 0 | T 2 |
| 1.5 | 350 | 200 | 0.38 | 3.8 | 25 | 20 | T 2 |
| Anchor Plate | Supports | Beads | ||
|---|---|---|---|---|
| Contours | (n) | 3 | 3 | 3 |
| Hatching | (mm) | 0.5 | 0.5 | 0.5 |
| Laser speed | (mm/min) | 260 | 2800 | 5200 |
| Layer thickness | (mm) | 0.05 | 0.05 | 0.05 |
| Number of layers | (n) | 4 | 15 | |
| Wavelength | (nm) | 405 | ||
| Laser spot | (μm) | 40 | ||
| Sample ID | Shape | Sphere Diameter (mm) | Strut Thickness (mm) |
|---|---|---|---|
| D15-0.6 |  | 15 | 0.6 |
| D15-1.0 |  | 1.0 | |
| K15-0.6 |  | 0.6 | |
| K15-1.0 |  | 1.0 | |
| V15-0.6 |  | 0.6 | |
| V15-1.5 |  | 1.5 | |
| D30-0.6 |  | 30 | 0.6 |
| D30-1.0 |  | 1.0 | |
| K30-0.6 |  | 0.6 | |
| K30-1.0 |  | 1.0 | |
| V30-1.5 |  | 1.5 |
| System | EOS Formiga 110 | |
|---|---|---|
| Laser power | (W) | 30 |
| Laser type | - | CO2 |
| Laser speed | (mm/s) | ≈4500 |
| Layer thickness | (μm) | 100 |
| Morphometric Parameters | K30-0.6 | K30-1.0 | K15-0.6 | K15-1.0 | ||||
|---|---|---|---|---|---|---|---|---|
| AV | SD | AV | SD | AV | SD | AV | SD | |
| Nominal strut thickness (mm) | 0.6 | 1 | 0.6 | 1 | ||||
| Nominal volume (cm3) | 14.1 | 14.1 | 1.8 | 1.8 | ||||
| Nominal open porosity (%) | 88 | 71 | 89 | 71 | ||||
| Average strut thickness (mm) | 0.48 | 0.04 | 0.74 | 0.25 | 0.48 | 0.04 | 0.74 | 0.25 |
| Average pore size (mm) | 2.6 | 0.1 | 1.81 | 0.04 | 2.6 | 0.1 | 1.81 | 0.04 |
| Closed porosity (%) | 0.12 | 0.03 | 0.37 | 0.08 | 0.12 | 0.03 | 0.37 | 0.08 |
| Open porosity (%) | 87 | 1 | 70 | 1 | 87 | 1 | 70 | 1 |
| Volume of residual powder (cm3) | 0.2 | 1.2 | - | - | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gatto, M.L.; Mengucci, P.; Munteanu, D.; Nasini, R.; Tognoli, E.; Denti, L.; Gatto, A. Beads for Cell Immobilization: Comparison of Alternative Additive Manufacturing Techniques. Bioengineering 2023, 10, 150. https://doi.org/10.3390/bioengineering10020150
Gatto ML, Mengucci P, Munteanu D, Nasini R, Tognoli E, Denti L, Gatto A. Beads for Cell Immobilization: Comparison of Alternative Additive Manufacturing Techniques. Bioengineering. 2023; 10(2):150. https://doi.org/10.3390/bioengineering10020150
Chicago/Turabian StyleGatto, Maria Laura, Paolo Mengucci, Daniel Munteanu, Roberto Nasini, Emanuele Tognoli, Lucia Denti, and Andrea Gatto. 2023. "Beads for Cell Immobilization: Comparison of Alternative Additive Manufacturing Techniques" Bioengineering 10, no. 2: 150. https://doi.org/10.3390/bioengineering10020150
APA StyleGatto, M. L., Mengucci, P., Munteanu, D., Nasini, R., Tognoli, E., Denti, L., & Gatto, A. (2023). Beads for Cell Immobilization: Comparison of Alternative Additive Manufacturing Techniques. Bioengineering, 10(2), 150. https://doi.org/10.3390/bioengineering10020150