
Comparison of Dispersing Processes of Bio-Based and Synthetic Materials: A Review



Abstract

1. Introduction
2. Processing and Dispersing of Bio-Based Materials
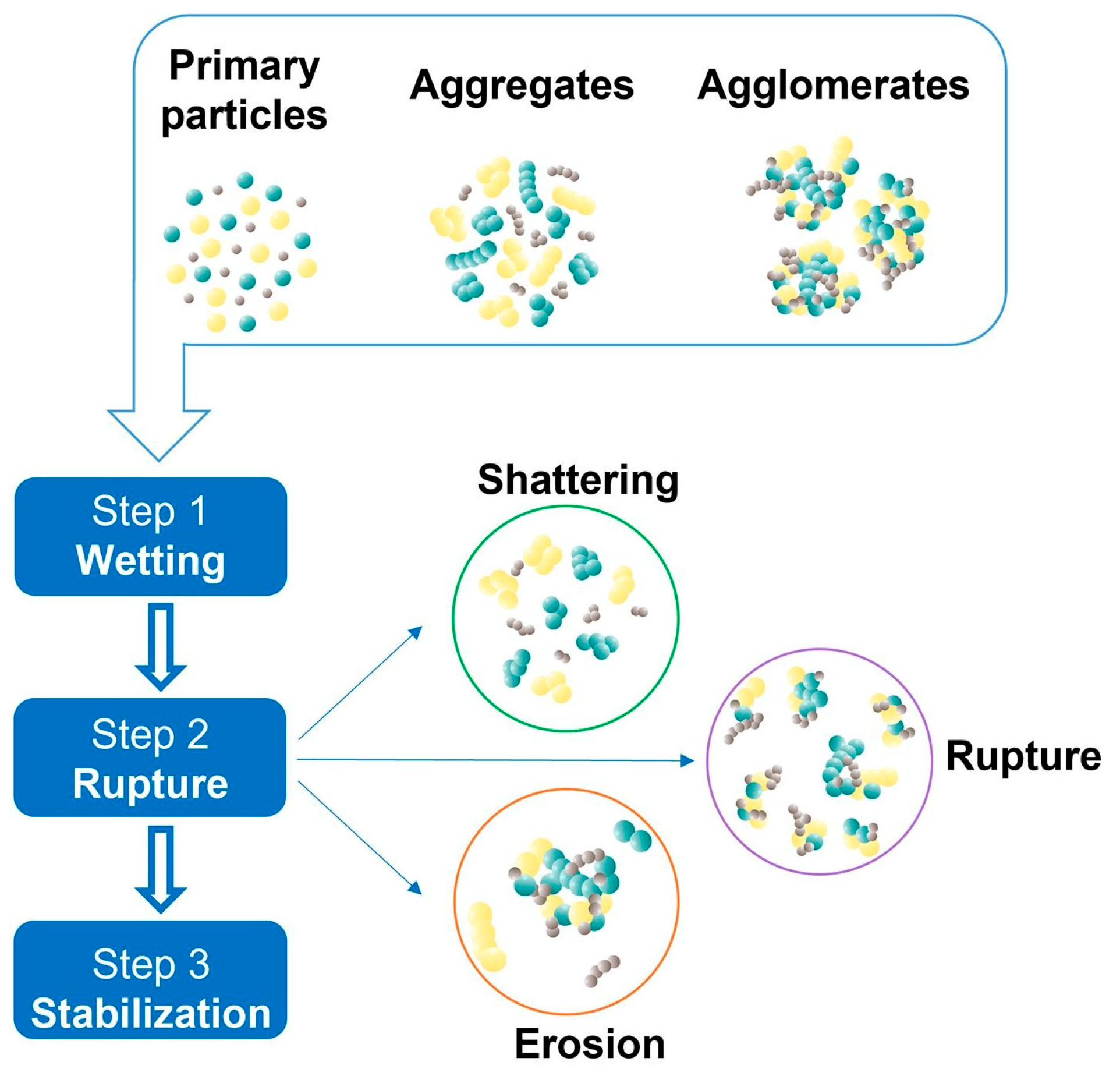
2.1. Dispersing Process
- Re < 2000: Laminar flow, where viscous forces dominate and the flow is uniform and predictable.
- 2000 < Re < 4000: Transition area, where both laminar and turbulent flow can occur (unstable state).
- Re > 4000: Turbulent flow, where inertial forces dominate, leading to chaotic and irregular flow patterns.
2.2. Dispersing Devices
2.3. Influence of Material Properties on the Processing of Bio-Based Materials
2.4. Requirements for Bio-Based Materials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria | Properties and Challenges |
|---|---|
| Mechanical stability | Gelation Structural change |
| Chemical properties | Reactivity of the material Molecular structure (e.g., hydrophobicity, molecular mass) |
| Thermal stability | Structural changes or decomposition of bio-based materials Denaturation of proteins |
| Solubility behavior | pH dependence Solvent selection (solubility in, e.g., organic solvents) Solvent compatibility (solvent interactions with materials) |
| Homogenization of the paste | Particle size distribution Formation of aggregates/agglomerates Sedimentation/phase separation |
| Long-term stability of bio-based materials in the paste | Biodegradation of the material after the process Fouling |
| Material extraction | Purity Heterogeneity/homogeneity of bio-based materials Special preparation required Reproducibility of quality |
| Rheology | Viscosity Newtonian/non-Newtonian behavior Shear-thinning/shear-thickening |
2.5. Requirements for Dispersing Processes
| Criteria | Properties and Challenges |
|---|---|
| Solvent | Aqueous or organic solvents Solvent compatibility pH value Toxicity and environmental impact |
| Additives | Use of dispersants to increase stability Surface modifiers (improving particle and liquid interactions for more effective dispersion) Rheology modifiers (controlling the flow properties of the dispersion to ensure processability and applicability) Catalysts (influencing reactivity and selectivity) Fillers (improving rheological and mechanical properties, price reduction) |
| Mixing technology/ tools | Batch or continuous process Geometry and size of mixing tools Dissolver, rotor–stator, ultrasound, roller mills, kneader, extruder, stirred media mills, etc. |
| Process control | Pre-dispersion Order of addition: feed in solids or liquids first Add in portions/continuous addition |
| Shear forces | Sensitivity to shearing and comminution Optimal shear rate (efficient dispersion without compromising material structure or quality) Stability of end products Energy efficiency |
| Homogenization of the paste | During temporary storage: stirring, degassing |
| Mixing temperatures | Aggregation/agglomeration or deagglomeration Viscosity change Solubility change Thermal sensitivity |
| Mixing times | Energy requirement/energy efficiency (optimal mixing duration when dispersion quality is no longer improved) Viscosity Particle size distribution |
| Solids content/ concentration | Influence on rheological properties (ensuring processability and applicability of the material) Adjustment of the solids content used for synthetic vs. bio-based materials (e.g., depending on viscosity of materials) Finding the optimal solids content (without causing agglomeration or sedimentation) |
| Rheological properties | Viscosity ranges Formation of aggregates/agglomerates Particle size distribution |
| Reproducibility | Consistent particle size distribution vs. natural variability Standardized manufacturing processes vs. process adjustment for different raw material batches |
| Scale-up | Fluid mechanical aspects (with increasing scale, fluid mechanical aspects may arise that influence shear forces and shear rates—analysis and adjustment of process parameters required) Homogeneity of dispersion (uniform distribution of particles in liquid medium on larger scales—may require adjustment of stirring and mixing systems) |
3. Dispersions of Bio-Based Materials
3.1. Lignin
Lignin-Based Adhesives
3.2. Polysaccharides
Cellulose-Based Adhesives
3.3. Bio-Based Binders for Electrode Materials in Battery Cell Production
4. Conclusions and Future Perspectives
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Andrew, J.J.; Dhakal, H.N. Sustainable biobased composites for advanced applications: Recent trends and future opportunities—A critical review. Compos. Part C Open Access 2022, 7, 100220. [Google Scholar] [CrossRef]
- Heinrich, L.A. Future opportunities for bio-based adhesives—Advantages beyond renewability. Green Chem. 2019, 21, 1866–1888. [Google Scholar] [CrossRef]
- Mülhaupt, R. Green Polymer Chemistry and Bio-based Plastics: Dreams and Reality. Macromol. Chem. Phys. 2013, 214, 159–174. [Google Scholar] [CrossRef]
- Vähä-Nissi, M.; Laine, C.; Talja, R.; Mikkonen, H.; Hyvärinen, S.; Harlin, A. Aqueous Dispersions from Biodegradable/Renewable Polymers. In Proceedings of the TAPPI Place Conference, Albuquerque, NM, USA, 18–21 April 2010. [Google Scholar]
- Bocqué, M.; Voirin, C.; Lapinte, V.; Caillol, S.; Robin, J.-J. Petro-based and bio-based plasticizers: Chemical structures to plasticizing properties. J. Polym. Sci. Part A Polym. Chem. 2016, 54, 11–33. [Google Scholar] [CrossRef]
- European Commission. Bio-Based Products. Available online: https://single-market-economy.ec.europa.eu/sectors/biotechnology/bio-based-products_en (accessed on 14 February 2025).
- Batidzirai, B.; Smeets, E.M.W.; Faaij, A.P.C. Harmonising bioenergy resource potentials—Methodological lessons from review of state of the art bioenergy potential assessments. Renew. Sustain. Energy Rev. 2012, 16, 6598–6630. [Google Scholar] [CrossRef]
- Sarker, M.I.; Liu, L.; Yadav, M.P.; Yosief, H.O.; Hussain, S.A. Conversion of Renewable Biomass into Bioproducts. In Conversion of Renewable Biomass into Bioproducts; American Chemical Society: Washington, DC, USA, 2021; Volume 1392, pp. 1–5. [Google Scholar] [CrossRef]
- Cottet, C.; Ramirez-Tapias, Y.A.; Delgado, J.F.; de la Osa, O.; Salvay, A.G.; Peltzer, M.A. Biobased Materials from Microbial Biomass and Its Derivatives. Materials 2020, 13, 1263. [Google Scholar] [CrossRef]
- Wall, A.A.J.; Rabemanolontsoa, H.; Venus, J. Bioprocessing and Fermentation Technology for Biomass Conversion. Appl. Sci. 2024, 14, 5. [Google Scholar] [CrossRef]
- Hayes, G.; Laurel, M.; MacKinnon, D.; Zhao, T.; Houck, H.A.; Becer, C.R. Polymers without Petrochemicals: Sustainable Routes to Conventional Monomers. Chem. Rev. 2023, 123, 2609–2734. [Google Scholar] [CrossRef]
- García, A.; Aguirre, C.; Pérez, A.; Bahamonde, S.S.; Urtuvia, V.; Díaz-Barrera, A.; Peña, C. Recent Trends in the Production and Recovery of Bioplastics Using Polyhydroxyalkanoates Copolymers. Microorganisms 2024, 12, 2135. [Google Scholar] [CrossRef]
- Bubshait, A.K. Butadiene Rubber in the Petrochemical Industry. Int. Ann. Sci. 2021, 11, 22–26. [Google Scholar] [CrossRef]
- Saxena, P.; Shukla, P. A comprehensive review on fundamental properties and applications of poly(vinylidene fluoride) (PVDF). Adv. Compos. Hybrid Mater. 2021, 4, 8–26. [Google Scholar] [CrossRef]
- Liedel, C. Sustainable Battery Materials from Biomass. ChemSusChem 2020, 13, 2110–2141. [Google Scholar] [CrossRef] [PubMed]
- Bresser, D.; Buchholz, D.; Moretti, A.; Varzi, A.; Passerini, S. Alternative binders for sustainable electrochemical energy storage—The transition to aqueous electrode processing and bio-derived polymers. Energy Environ. Sci. 2018, 11, 3096–3127. [Google Scholar] [CrossRef]
- Magalhães, S.; Alves, L.; Medronho, B.; Fonseca, A.C.; Romano, A.; Coelho, J.F.J.; Norgren, M. Brief Overview on Bio-Based Adhesives and Sealants. Polymers 2019, 11, 1685. [Google Scholar] [CrossRef]
- Mujtaba, M.; Lipponen, J.; Ojanen, M.; Puttonen, S.; Vaittinen, H. Trends and challenges in the development of bio-based barrier coating materials for paper/cardboard food packaging; a review. Sci. Total Environ. 2022, 851, 158328. [Google Scholar] [CrossRef]
- Broeren, M.L.M.; Zijp, M.C.; Waaijers-van der Loop, S.L.; Heugens, E.H.W.; Posthuma, L.; Worrell, E.; Shen, L. Environmental assessment of bio-based chemicals in early-stage development: A review of methods and indicators. Biofuels Bioprod. Biorefining 2017, 11, 701–718. [Google Scholar] [CrossRef]
- Porta, R.; Sabbah, M.; Di Pierro, P. Bio-Based Materials for Packaging. Int. J. Mol. Sci. 2022, 23, 3611. [Google Scholar] [CrossRef]
- Geissler, A.; Chen, L.; Zhang, K.; Bonaccurso, E.; Biesalski, M. Superhydrophobic surfaces fabricated from nano- and microstructured cellulose stearoyl esters. Chem. Commun. 2013, 49, 4962–4964. [Google Scholar] [CrossRef]
- Hua, Q.; Liu, L.-Y.; Karaaslan, M.A.; Renneckar, S. Aqueous Dispersions of Esterified Lignin Particles for Hydrophobic Coatings. Front. Chem. 2019, 7, 515. [Google Scholar] [CrossRef]
- Sharma, B.; Sandilya, A.; Patel, U.; Shukla, A.; Sadhu, S.D. A bio-inspired exploration of eco-friendly bael gum and guar gum-based bioadhesive as tackifiers for packaging applications. Int. J. Adhes. Adhes. 2021, 110, 102946. [Google Scholar] [CrossRef]
- Tenorio-Alfonso, A.; Sánchez, M.C.; Franco, J.M. A Review of the Sustainable Approaches in the Production of Bio-based Polyurethanes and Their Applications in the Adhesive Field. J. Polym. Environ. 2020, 28, 749–774. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Sustainable bio-based adhesives for eco-friendly wood composites. A review. Wood Res. 2020, 65, 51–62. [Google Scholar] [CrossRef]
- Maga, D.; Melchiors, M.; Henneken, H.; Guse, D.; Taden, A.; Thonemann, N. Klimaschutz durch biobasierte Klebstoffe. Adhäsion KLEBEN DICHTEN 2017, 61, 16–23. [Google Scholar] [CrossRef]
- Fraunhofer WKI; Jowat, S.E. Synthese von Ligninbasierten Polymeren und Deren Formulierung zu Klebstoffspezialitäten (LignoGlue); Synthopol Chemie Dr. rer. pol. Koch GmbH & Co. KG: Braunschweig, Germany, 2019; Available online: https://projekte.fnr.de/index.php?id=18415&fkz=22004415 (accessed on 23 March 2025).
- Baloch, M.; Labidi, J. Lignin biopolymer: The material of choice for advanced lithium-based batteries. RSC Adv. 2021, 11, 23644–23653. [Google Scholar] [CrossRef] [PubMed]
- European Commission. An Eco-Metabolistic Framework for Sustainable Architecture. Available online: https://cordis.europa.eu/project/id/101019693 (accessed on 22 August 2023).
- Ramsgaard Thomsen, M. Bio-Based Architecture for Sustainable Living. Available online: https://erc.europa.eu/projects-figures/stories/bio-based-architecture-sustainable-living (accessed on 22 August 2023).
- Berezina, N.; Martelli, S.M. Bio-Based Polymers and Materials. In Renewable Resources for Biorefineries; The Royal Society of Chemistry: London, UK, 2014; pp. 1–28. [Google Scholar] [CrossRef]
- Valdman, D.; Lopez, B.J.; Valentine, M.T.; Atzberger, P.J. Force spectroscopy of complex biopolymers with heterogeneous elasticity. Soft Matter 2013, 9, 772–778. [Google Scholar] [CrossRef] [PubMed]
- Fraunhofer IAP; Fraunhofer IFAM. Entwicklung Innovativer Klebstoffsysteme auf Basis von Biopolymeren—Optimierte Strukturen zur Verbesserung der Klebeigenschaften. 2019. Available online: https://www.fnr.de/index.php?id=11150&fkz=22027914 (accessed on 23 March 2025).
- Mollet, H.G.A. Herstellung und Eigenschaften von kolloiden Suspensionen resp. Dispersionen. In Formulierungstechnik; Wiley-VCH: Weinheim, Germany, 1999; pp. 133–182. [Google Scholar] [CrossRef]
- Müller, W. Mechanische Grundoperationen und Ihre Gesetzmäßigkeiten; Oldenbourg Wissenschaftsverlag: Munich, Germany, 2008. [Google Scholar] [CrossRef]
- Kraume, M. Mischen und Rühren; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Wollny, S.; Sperling, R. Rührtechnologische Forschung zum Suspendieren und Dispergieren. Chem. Ing. Tech. 2021, 93, 117–128. [Google Scholar] [CrossRef]
- Özcan-Taşkin, N.G.; Padron, G.; Voelkel, A. Effect of particle type on the mechanisms of break up of nanoscale particle clusters. Chem. Eng. Res. Des. 2009, 87, 468–473. [Google Scholar] [CrossRef]
- Wenzel, V.; Nirschl, H.; Nötzel, D. Challenges in Lithium-Ion-Battery Slurry Preparation and Potential of Modifying Electrode Structures by Different Mixing Processes. Energy Technol. 2015, 3, 692–698. [Google Scholar] [CrossRef]
- Fernandez-Diaz, L.; Castillo, J.; Sasieta-Barrutia, E.; Arnaiz, M.; Cabello, M.; Judez, X.; Terry, A.; Otaegui, L.; Morant-Miñana, M.C.; Villaverde, A. Mixing methods for solid state electrodes: Techniques, fundamentals, recent advances, and perspectives. Chem. Eng. J. 2023, 464, 142469. [Google Scholar] [CrossRef]
- Grießl, D.; Adam, A.; Huber, K.; Kwade, A. Effect of the Slurry Mixing Process on the Structural Properties of the Anode and the Resulting Fast-Charging Performance of the Lithium-Ion Battery Cell. J. Electrochem. Soc. 2022, 169, 020531. [Google Scholar] [CrossRef]
- Håkansson, A. Rotor-Stator Mixers: From Batch to Continuous Mode of Operation—A Review. Processes 2018, 6, 32. [Google Scholar] [CrossRef]
- Kim, J.; Kim, M.; Ha, K.; Chu, M. Dispersion Method Using Focused Ultrasonic Field. Jpn. J. Appl. Phys. 2010, 49, 07HE21. [Google Scholar] [CrossRef]
- Winkler, J. Dispergieren von Pigmenten und Füllstoffen; Vincentz Network: Hannover, Germany, 2010. [Google Scholar]
- IKA®-Works Inc. Dispersers. 2016. Available online: https://www.ika.com/ika/pdf/flyer-catalog/Disperser_Brochure_EN_USD_IWW_screen.pdf (accessed on 7 June 2024).
- Goldschmidt, A.; Streitberger, H.-J. BASF Handbuch Lackiertechnik; Vincentz Network: Hannover, Germany, 2014. [Google Scholar] [CrossRef]
- Atiemo-Obeng, V.A.; Calabrese, R.V. Rotor–Stator Mixing Devices. In Handbook of Industrial Mixing; Wiley: Hoboken, NJ, USA, 2003; pp. 479–505. [Google Scholar] [CrossRef]
- Calabrese, R. Research Needs and Opportunities in Fluid Mixing Technology. Chem. Eng. Res. Des. 2001, 79, 111–112. [Google Scholar] [CrossRef]
- Leong, T.S.H.; Ashokkumar, M.; Kentish, S.E. The Fundamentals of Power Ultrasound—A Review. Acoust. Aust. 2011, 39, 54. [Google Scholar]
- Bampouli, A.; Goris, Q.; Van Olmen, J.; Solmaz, S.; Noorul Hussain, M.; Stefanidis, G.D.; Van Gerven, T. Understanding the ultrasound field of high viscosity mixtures: Experimental and numerical investigation of a lab scale batch reactor. Ultrason. Sono Chem. 2023, 97, 106444. [Google Scholar] [CrossRef]
- Hielscher, T. Ultrasonic Production of Nano-Size Dispersions and Emulsions. In Proceedings of the ENS’05, Paris, France, 14–16 December 2005. [Google Scholar] [CrossRef]
- Asadi, A.; Pourfattah, F.; Miklós Szilágyi, I.; Afrand, M.; Żyła, G.; Seon Ahn, H.; Wongwises, S.; Minh Nguyen, H.; Arabkoohsar, A.; Mahian, O. Effect of sonication characteristics on stability, thermophysical properties, and heat transfer of nanofluids: A comprehensive review. Ultrason. Sono Chem. 2019, 58, 104701. [Google Scholar] [CrossRef]
- Ruan, B.; Jacobi, A.M. Ultrasonication effects on thermal and rheological properties of carbon nanotube suspensions. Nanoscale Res. Lett. 2012, 7, 127. [Google Scholar] [CrossRef]
- Marshall, E.M.; Bakker, A. Computational Fluid Mixing. In Handbook of Industrial Mixing; Wiley: Hoboken, NJ, USA, 2003; pp. 257–343. [Google Scholar] [CrossRef]
- Hemrajani, R.R.; Tatterson, G.B. Mechanically Stirred Vessels. In Handbook of Industrial Mixing; Wiley: Hoboken, NJ, USA, 2003; pp. 345–390. [Google Scholar] [CrossRef]
- Frankland, J. Understanding Viscosity in Extrusion. Available online: https://www.ptonline.com/articles/understanding-viscosity-in-extrusion (accessed on 26 February 2025).
- Cheng, W.; Ye, Y.; Jiang, S.; Wang, J.; Gu, X.; Feng, L. Mixing intensification in a horizontal self-cleaning twin-shaft kneader with a highly viscous Newtonian fluid. Chem. Eng. Sci. 2019, 201, 437–447. [Google Scholar] [CrossRef]
- Finke, B.; Nolte, H.; Schilde, C.; Kwade, A. Stress mechanisms acting during the dispersing in highly viscous media and their impact on the production of nanoparticle composites. Chem. Eng. Res. Des. 2019, 141, 56–65. [Google Scholar] [CrossRef]
- Nolte, H.; Kwade, A. Effect of kneading process conditions on the particle fineness and the polydispersity in nanocomposites. Compos. Sci. Technol. 2012, 72, 939–947. [Google Scholar] [CrossRef]
- Seck, O.; Maxisch, T.; Bothe, D.; Warnecke, H.J. Investigation of the Mixing Behavior and the Generation of Contact-Area in a Continuous Twin-Shaft Kneader. AIP Conf. Proc. 2010, 1207, 105–112. [Google Scholar] [CrossRef]
- Seck, O.; Maxisch, T.; Warnecke, H.-J.; Bothe, D. Investigation of the Mixing- and Devolatilization Behavior in a Continuous Twin-Shaft Kneader. Macromol. Symp. 2010, 289, 155–164. [Google Scholar] [CrossRef]
- Fragnière, G.; Naumann, A.; Schrader, M.; Kwade, A.; Schilde, C. Grinding Media Motion and Collisions in Different Zones of Stirred Media Mills. Minerals 2021, 11, 185. [Google Scholar] [CrossRef]
- Kwade, A.; Schwedes, J. Chapter 6 Wet Grinding in Stirred Media Mills. In Handbook of Powder Technology; Salman, A.D., Ghadiri, M., Hounslow, M.J., Eds.; Elsevier: Amsterdam, The Netherlands, 2007; Volume 12, pp. 251–382. [Google Scholar] [CrossRef]
- NETZSCH-Feinmahltechnik GmbH. MasterMix® Dissolver. 2022. Available online: https://grinding.netzsch.com/_Resources/Persistent/7/8/1/d/781deecdfe85ea9599f996e91dacc9ed522ea0e1/NETZSCH_Dissolver_MasterMix_EN.pdf (accessed on 16 December 2024).
- Urban, K.; Wagner, G.; Schaffner, D.; Röglin, D.; Ulrich, J. Rotor-Stator and Disc Systems for Emulsification Processes. Chem. Eng. Technol. 2006, 29, 24–31. [Google Scholar] [CrossRef]
- Wahal Engineers. High Speed Disperser HSD. Available online: https://wahalengineers.com/high-speed-disperser-hsd/ (accessed on 8 January 2025).
- Bühler, A.G. SD Three-Roll Mills. For Top-Quality Requirements. 2019. Available online: https://www.buhlergroup.com/global/en/products/three-roll_mill.html (accessed on 19 December 2024).
- Bühler, A.G. Trinomic. Fully Hydraulic Three-Roll Mill for Unbeatable Price-Performance Ratio. 2019. Available online: https://www.buhlergroup.com/global/en/products/trinomic_three-rollmill.html (accessed on 19 December 2024).
- Bühler, A.G. Trias. The Three-Roll Mill for Highest Demands. 2020. Available online: https://www.buhlergroup.com/global/en/products/trias_three-rollmill.html (accessed on 19 December 2024).
- Ha, J.-H.; Lee, S.-E.; Park, S.-H. Effect of Dispersion by Three-Roll Milling on Electrical Properties and Filler Length of Carbon Nanotube Composites. Materials 2019, 12, 3823. [Google Scholar] [CrossRef]
- Grutzmacher, D. Three Important Considerations for Mixing Biomaterials. Available online: https://proquipinc.com/three-important-considerations-for-mixing-biomaterials/ (accessed on 13 July 2023).
- Savitskaya, T.; Reznikov, I.; Grinshpan, D. Rheological Behavior of Lignin Based Dispersions Intended for Composite Fuel Production. Appl. Rheol. 2016, 26, 63476. [Google Scholar] [CrossRef]
- Liu, L.Z.; Gast, J.C.; Bottorff, K.J. Lignin Nanoparticle Dispersions and Methods for Producing and Using the Same. WO/2015/089456, 2015. U.S. Patent 10,035,928, 31 July 2018. [Google Scholar]
- Lievonen, M.; Valle-Delgado, J.J.; Mattinen, M.-L.; Hult, E.-L.; Lintinen, K.; Kostiainen, M.A.; Paananen, A.; Szilvay, G.R.; Setälä, H.; Österberg, M. A simple process for lignin nanoparticle preparation. Green Chem. 2016, 18, 1416–1422. [Google Scholar] [CrossRef]
- Zou, T.; Sipponen, M.H.; Henn, A.; Österberg, M. Solvent-Resistant Lignin-Epoxy Hybrid Nanoparticles for Covalent Surface Modification and High-Strength Particulate Adhesives. ACS Nano 2021, 15, 4811–4823. [Google Scholar] [CrossRef]
- Yang, W.; Rallini, M.; Natali, M.; Kenny, J.; Ma, P.; Dong, W.; Torre, L.; Puglia, D. Preparation and properties of adhesives based on phenolic resin containing lignin micro and nanoparticles: A comparative study. Mater. Des. 2019, 161, 55–63. [Google Scholar] [CrossRef]
- Österberg, M.; Sipponen, M.H.; Mattos, B.D.; Rojas, O.J. Spherical lignin particles: A review on their sustainability and applications. Green Chem. 2020, 22, 2712–2733. [Google Scholar] [CrossRef]
- SNS Insider. Biopolymers Market Size, Share & Segmentation By Source (Plant-Based, Microbial, Animal-Based), By Type, By Application, By End-Use Industry, By Regions and Global Forecast 2024–2032. Available online: https://www.snsinsider.com/reports/biopolymers-market-4679 (accessed on 17 February 2025).
- CHEManager. Global Outlook on Bio-Based Polymers. Available online: https://www.chemanager-online.com/en/news/global-outlook-bio-based-polymers (accessed on 17 February 2025).
- Kaur, R.; Pathak, L.; Vyas, P. Biobased polymers of plant and microbial origin and their applications—A review. Biotechnol. Sustain. Mater. 2024, 1, 13. [Google Scholar] [CrossRef]
- Mordor Intelligence. Bio-Based Adhesives Market Size & Share Analysis—Growth Trends & Forecasts (2025–2030). Available online: https://www.mordorintelligence.com/industry-reports/bio-based-adhesives-market (accessed on 17 February 2025).
- Gadhave, R.V.; Dhawale, P.V.; Sorate, C.S. Surface Modification of Cellulose with Silanes for Adhesive Application: Review. Open J. Polym. Chem. 2021, 11, 112002. [Google Scholar] [CrossRef]
- Rhazi, N.; Oumam, M.; Sesbou, A.; Hannache, H.; Charrier-El Bouhtoury, F. Physico-mechanical properties of plywood bonded with ecological adhesives from Acacia mollissima tannins and lignosulfonates. Eur. Phys. J. Appl. Phys. 2017, 78, 34813. [Google Scholar] [CrossRef]
- Vineeth, S.K.; Gadhave, R.V.; Gadekar, P.T. Nanocellulose Applications in Wood Adhesives—Review. Open J. Polym. Chem. 2019, 9, 94006. [Google Scholar] [CrossRef]
- Yang, H.; Tan, X.; Du, G.; Ni, K.; Wu, Y.; Li, Z.; Ran, X.; Gao, W.; Li, J.; Yang, L. Development of biomass adhesives based on aminated cellulose and oxidized sucrose reinforced with epoxy functionalized wood interface. Compos. Part B Eng. 2023, 263, 110872. [Google Scholar] [CrossRef]
- Dobryden, I.; Montanari, C.; Bhattacharjya, D.; Aydin, J.; Ahniyaz, A. Bio-Based Binder Development for Lithium-Ion Batteries. Materials 2023, 16, 5553. [Google Scholar] [CrossRef] [PubMed]
- Versaci, D.; Nasi, R.; Zubair, U.; Amici, J.; Sgroi, M.; Dumitrescu, M.A.; Francia, C.; Bodoardo, S.; Penazzi, N. New eco-friendly low-cost binders for Li-ion anodes. J. Solid State Electrochem. 2017, 21, 3429–3435. [Google Scholar] [CrossRef]
- Wang, Z.; Dang, G.; Zhang, Q.; Xie, J. Xanthan Gum as a Potential Binder for Graphite Anode in Lithium-Ion Batteries. Int. J. Electrochem. Sci. 2017, 12, 7457–7468. [Google Scholar] [CrossRef]
- Baranwal, J.; Barse, B.; Fais, A.; Delogu, G.L.; Kumar, A. Biopolymer: A Sustainable Material for Food and Medical Applications. Polymers 2022, 14, 983. [Google Scholar] [CrossRef]
- Kai, D.; Tan, M.J.; Chee, P.L.; Chua, Y.K.; Yap, Y.L.; Loh, X.J. Towards lignin-based functional materials in a sustainable world. Green Chem. 2016, 18, 1175–1200. [Google Scholar] [CrossRef]
- Mishra, P.K.; Ekielski, A. The Self-Assembly of Lignin and Its Application in Nanoparticle Synthesis: A Short Review. Nanomaterials 2019, 9, 243. [Google Scholar] [CrossRef]
- dos Santos, D.J.; Tavares, L.B.; Gouveia, J.R.; Batalha, G.F. Lignin-based polyurethane and epoxy adhesives: A short review. Arch. Mater. Sci. Eng. 2021, 2, 56–63. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Pourhashem, G.; Ullah, A.H.; Bajwa, S.G. A concise review of current lignin production, applications, products and their environmental impact. Ind. Crops Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Figueiredo, P.; Lintinen, K.; Hirvonen, J.T.; Kostiainen, M.A.; Santos, H.A. Properties and chemical modifications of lignin: Towards lignin-based nanomaterials for biomedical applications. Prog. Mater. Sci. 2018, 93, 233–269. [Google Scholar] [CrossRef]
- Mariana, M.; Alfatah, T.; Hps, A.K.; Yahya, E.B.; Olaiya, N.G.; Nuryawan, A.; Mistar, E.M.; Abdullah, C.K.; Abdulmadjid, S.N.; Ismail, H. A current advancement on the role of lignin as sustainable reinforcement material in biopolymeric blends. J. Mater. Res. Technol. 2021, 15, 2287–2316. [Google Scholar] [CrossRef]
- Glasser, W. About Making Lignin Great Again—Some Lessons From the Past. Front. Chem. 2019, 7, 565. [Google Scholar] [CrossRef]
- Fleckenstein, M.; Biziks, V.; Mai, C.; Militz, H. Modification of beech veneers with lignin phenol formaldehyde resins in the production of laminated veneer lumber (LVL). Eur. J. Wood Wood Prod. 2018, 76, 843–851. [Google Scholar] [CrossRef]
- Lora, J.H.; Glasser, W.G. Recent Industrial Applications of Lignin: A Sustainable Alternative to Nonrenewable Materials. J. Polym. Environ. 2002, 10, 39–48. [Google Scholar] [CrossRef]
- Fox, S.C.; McDonald, A.G. Chemical and thermal characterization of three industrial lignins and their corresponding lignin esters. BioResources 2010, 5, 990–1009. [Google Scholar] [CrossRef]
- Pandey, M.P.; Kim, C.S. Lignin Depolymerization and Conversion: A Review of Thermochemical Methods. Chem. Eng. Technol. 2011, 34, 29–41. [Google Scholar] [CrossRef]
- Beisl, S.; Adamcyk, J.; Friedl, A.; Ejima, H. Confined evaporation-induced self-assembly of colloidal lignin particles for anisotropic adhesion. Colloid Interface Sci. Commun. 2020, 38, 100306. [Google Scholar] [CrossRef]
- Grossman, A.; Vermerris, W. Lignin-based polymers and nanomaterials. Curr. Opin. Biotechnol. 2019, 56, 112–120. [Google Scholar] [CrossRef]
- Kun, D.; Pukánszky, B. Polymer/lignin blends: Interactions, properties, applications. Eur. Polym. J. 2017, 93, 618–641. [Google Scholar] [CrossRef]
- Yuan, J.; Du, G.; Yang, H.; Liu, S.; Park, S.; Liu, T.; Ran, X.; Park, B.D.; Gao, W.; Yang, L. Fully bio-based adhesive designed through lignin-cellulose combination and interfacial bonding reinforcement. Ind. Crops Prod. 2023, 204, 117279. [Google Scholar] [CrossRef]
- Al-Moghazy, M.; Mahmoud, M.; Nada, A.A. Fabrication of cellulose-based adhesive composite as an active packaging material to extend the shelf life of cheese. Int. J. Biol. Macromol. 2020, 160, 264–275. [Google Scholar] [CrossRef] [PubMed]
- Liu, T.; Du, G.; Wu, Y.; Liu, C.; Yang, H.; Ni, K.; Yin, C.; Ran, X.; Gao, W.; Yang, L. Activated wood surface and functionalized cellulose co-building strong chemical wood bonding performance. Carbohydr. Polym. 2023, 305, 120573. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Liu, T.; Jiang, H.; Zhang, X.; Li, J.; Shi, S.Q.; Gao, Q. Biomimetic lignin-protein adhesive with dynamic covalent/hydrogen hybrid networks enables high bonding performance and wood-based panel recycling. Int. J. Biol. Macromol. 2022, 214, 230–240. [Google Scholar] [CrossRef]
- Smeets, R.; Tauer, N.; Vollkommer, T.; Gosau, M.; Henningsen, A.; Hartjen, P.; Früh, L.; Beikler, T.; Stürmer, E.K.; Rutkowski, R.; et al. Tissue Adhesives in Reconstructive and Aesthetic Surgery—Application of Silk Fibroin-Based Biomaterials. Int. J. Mol. Sci. 2022, 23, 7687. [Google Scholar] [CrossRef]
- Cao, J.; Jin, S.; Li, C.; Li, J. Bioinspired mineral–organic hybridization strategy to produce a green high performance soybean meal based adhesive. J. Clean. Prod. 2021, 299, 126939. [Google Scholar] [CrossRef]
- da Silva Araujo, E.; Lorenço, M.S.; Zidanes, U.L.; Sousa, T.B.; da Silva Mota, G.; de Nazaré de Oliveira Reis, V.; Gomes da Silva, M.; Mori, F.A. Quantification of the bark Myrcia eximia DC tannins from the Amazon rainforest and its application in the formulation of natural adhesives for wood. J. Clean. Prod. 2021, 280, 124324. [Google Scholar] [CrossRef]
- Siahkamari, M.; Emmanuel, S.; Hodge, D.B.; Nejad, M. Lignin-Glyoxal: A Fully Biobased Formaldehyde-Free Wood Adhesive for Interior Engineered Wood Products. ACS Sustain. Chem. Eng. 2022, 10, 3430–3441. [Google Scholar] [CrossRef]
- Younesi-Kordkheili, H.; Pizzi, A. Lignin-based wood adhesives: A comparison between the influence of soda and Kraft lignin. Int. J. Adhes. Adhes. 2023, 121, 103312. [Google Scholar] [CrossRef]
- Rahman, M.M.; Zahir, M.H.; Kim, H.D. Synthesis and Properties of Waterborne Polyurethane (WBPU)/Modified Lignin Amine (MLA) Adhesive: A Promising Adhesive Material. Polymers 2016, 8, 318. [Google Scholar] [CrossRef]
- Nacas, A.M.; Ito, N.M.; Sousa Jr, R.R.D.; Spinacé, M.A.; Dos Santos, D.J. Effects of NCO:OH ratio on the mechanical properties and chemical structure of Kraft lignin–based polyurethane adhesive. J. Adhes. 2017, 93, 18–29. [Google Scholar] [CrossRef]
- Lima García, J.; Pans, G.; Phanopoulos, C. Use of lignin in polyurethane-based structural wood adhesives. J. Adhes. 2018, 94, 814–828. [Google Scholar] [CrossRef]
- Ferdosian, F.; Zhang, Y.; Yuan, Z.; Anderson, M.; Xu, C. Curing kinetics and mechanical properties of bio-based epoxy composites comprising lignin-based epoxy resins. Eur. Polym. J. 2016, 82, 153–165. [Google Scholar] [CrossRef]
- Vroman, I.; Tighzert, L. Biodegradable Polymers. Materials 2009, 2, 307–344. [Google Scholar] [CrossRef]
- BeMiller, J.N. Polysaccharides: Occurrence, Significance, and Properties. In Glycoscience: Chemistry and Chemical Biology; Fraser-Reid, B.O., Tatsuta, K., Thiem, J., Eds.; Springer: Berlin/Heidelberg, Germany, 2008; pp. 1413–1435. [Google Scholar] [CrossRef]
- Patel, A.; Mathias, J.-D.; Michaud, P. Polysaccharides as Adhesives. Rev. Adhes. Adhes. 2013, 3, 312–345. [Google Scholar]
- Ghanbarzadeh, B.; Almasi, H. Biodegradable Polymers. In Biodegradation-Life of Science; InTech: London, UK, 2013; pp. 141–186. [Google Scholar] [CrossRef]
- Cao, Y.; Wu, J.; Zhang, J.; Li, H.; Zhang, Y.; He, J. Room temperature ionic liquids (RTILs): A new and versatile platform for cellulose processing and derivatization. Chem. Eng. J. 2009, 147, 13–21. [Google Scholar] [CrossRef]
- Abdelmoula, M.; Ben Hlima, H.; Michalet, F.; Bourduche, G.; Chavant, J.-Y.; Gravier, A.; Delattre, C.; Grédiac, M.; Mathias, J.-D.; Abdelkafi, S.; et al. Chitosan-Based Adhesive: Optimization of Tensile Shear Strength in Dry and Wet Conditions. Polysaccharides 2021, 2, 110–120. [Google Scholar] [CrossRef]
- Aziz, T.; Fan, H.; Zhang, X.; Khan, F.U.; Fahad, S.; Ullah, A. Adhesive properties of bio-based epoxy resin reinforced by cellulose nanocrystal additives. J. Polym. Eng. 2020, 40, 314–320. [Google Scholar] [CrossRef]
- Jiang, W.; Tomppo, L.; Pakarinen, T.; Sirviö, J.A.; Liimatainen, H.; Haapala, A. Effect of Cellulose Nanofibrils on the Bond Strength of Polyvinyl Acetate and Starch Adhesives for Wood. Bioresources 2018, 13, 2283–2292. [Google Scholar] [CrossRef]
- Tayeb, A.H.; Amini, E.; Ghasemi, S.; Tajvidi, M. Cellulose Nanomaterials—Binding Properties and Applications: A Review. Molecules 2018, 23, 684. [Google Scholar] [CrossRef] [PubMed]
- Heon Kwon, J.; Lee, S.-H.; Ayrilmis, N.; Hyung Han, T. Tensile shear strength of wood bonded with urea–formaldehyde with different amounts of microfibrillated cellulose. Int. J. Adhes. Adhes. 2015, 60, 88–91. [Google Scholar] [CrossRef]
- Oh, M.; Ma, Q.; Simsek, S.; Bajwa, D.; Jiang, L. Comparative study of zein- and gluten-based wood adhesives containing cellulose nanofibers and crosslinking agent for improved bond strength. Int. J. Adhes. Adhes. 2019, 92, 44–57. [Google Scholar] [CrossRef]
- Kaboorani, A.; Riedl, B.; Blanchet, P.; Fellin, M.; Hosseinaei, O.; Wang, S. Nanocrystalline cellulose (NCC): A renewable nano-material for polyvinyl acetate (PVA) adhesive. Eur. Polym. J. 2012, 48, 1829–1837. [Google Scholar] [CrossRef]
- Gabriel, V.A.; Tousignant, M.N.; Wilson, S.M.W.; Faure, M.D.M.; Cranston, E.D.; Cunningham, M.F.; Lessard, B.H.; Dubé, M.A. Improving Latex-Based Pressure-Sensitive Adhesive Properties Using Carboxylated Cellulose Nanocrystals. Macromol. React. Eng. 2022, 16, 2100051. [Google Scholar] [CrossRef]
- Kedzior, S.A.; Gabriel, V.A.; Dubé, M.A.; Cranston, E.D. Nanocellulose in Emulsions and Heterogeneous Water-Based Polymer Systems: A Review. Adv. Mater. 2021, 33, 2002404. [Google Scholar] [CrossRef]
- Girard, M.; Bertrand, F.; Tavares, J.R.; Heuzey, M.-C. A technique for the ultrasonic dispersion of larger quantities of cellulose nanocrystals with in-line validation. Chem. Eng. J. 2022, 446, 137434. [Google Scholar] [CrossRef]
- Metzger, C.; Drexel, R.; Meier, F.; Briesen, H. Effect of ultrasonication on the size distribution and stability of cellulose nanocrystals in suspension: An asymmetrical flow field-flow fractionation study. Cellulose 2021, 28, 10221–10238. [Google Scholar] [CrossRef]
- Armaroli, N.; Balzani, V. Die Zukunft der Energieversorgung—Herausforderungen und Chancen. Angew. Chem. 2007, 119, 52–67. [Google Scholar] [CrossRef]
- Bresser, D.; Hosoi, K.; Howell, D.; Li, H.; Zeisel, H.; Amine, K.; Passerini, S. Perspectives of automotive battery R&D in China, Germany, Japan, and the USA. J. Power Sources 2018, 382, 176–178. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, J.; Kintner-Meyer, M.C.W.; Lu, X.; Choi, D.; Lemmon, J.P.; Liu, J. Electrochemical Energy Storage for Green Grid. Chem. Rev. 2011, 111, 3577–3613. [Google Scholar] [CrossRef] [PubMed]
- Fu, X.; Zhong, W.-H. Biomaterials for High-Energy Lithium-Based Batteries: Strategies, Challenges, and Perspectives. Adv. Energy Mater. 2019, 9, 1901774. [Google Scholar] [CrossRef]
- Zeng, X.; Li, M.; Abd El-Hady, D.; Alshitari, W.; Al-Bogami, A.S.; Lu, J.; Amine, K. Commercialization of Lithium Battery Technologies for Electric Vehicles. Adv. Energy Mater. 2019, 9, 1900161. [Google Scholar] [CrossRef]
- Zheng, P.; Young, D.; Yang, T.; Xiao, Y.; Li, Z. Powering battery sustainability: A review of the recent progress and evolving challenges in recycling lithium-ion batteries. Front. Sustain. Resour. Manag. 2023, 2, 1127001. [Google Scholar] [CrossRef]
- Zhong, X.; Han, J.; Chen, L.; Liu, W.; Jiao, F.; Zhu, H.; Qin, W. Binding mechanisms of PVDF in lithium ion batteries. Appl. Surf. Sci. 2021, 553, 149564. [Google Scholar] [CrossRef]
- Cuesta, N.; Ramos, A.; Cameán, I.; Antuña, C.; García, A.B. Hydrocolloids as binders for graphite anodes of lithium-ion batteries. Electrochim. Acta 2015, 155, 140–147. [Google Scholar] [CrossRef]
- Costa, C.M.; Lizundia, E.; Lanceros-Méndez, S. Polymers for advanced lithium-ion batteries: State of the art and future needs on polymers for the different battery components. Prog. Energy Combust. Sci. 2020, 79, 100846. [Google Scholar] [CrossRef]
- Kaya, M. State-of-the-art lithium-ion battery recycling technologies. Circ. Econ. 2022, 1, 100015. [Google Scholar] [CrossRef]
- Kuenzel, M.; Choi, H.; Wu, F.; Kazzazi, A.; Axmann, P.; Wohlfahrt-Mehrens, M.; Bresser, D.; Passerini, S. Co-Crosslinked Water-Soluble Biopolymers as a Binder for High-Voltage LiNi0.5Mn1.5O4|Graphite Lithium-Ion Full Cells. ChemSusChem 2020, 13, 2650–2660. [Google Scholar] [CrossRef] [PubMed]
- Buqa, H.; Holzapfel, M.; Krumeich, F.; Veit, C.; Novák, P. Study of styrene butadiene rubber and sodium methyl cellulose as binder for negative electrodes in lithium-ion batteries. J. Power Sources 2006, 161, 617–622. [Google Scholar] [CrossRef]
- Ling, M.; Qiu, J.; Li, S.; Zhao, H.; Liu, G.; Zhang, S. An environmentally benign LIB fabrication process using a low cost, water soluble and efficient binder. J. Mater. Chem. A 2013, 1, 11543–11547. [Google Scholar] [CrossRef]
- Zhang, Y.; Grant, A.; Carroll, A.; Gulzar, U.; Ferguson, M.; Roy, A.; Nicolosi, V.; O’Dwyer, C. Water-Soluble Binders That Improve Electrochemical Sodium-Ion Storage Properties in a NaTi2(PO4)3 Anode. J. Electrochem. Soc. 2023, 170, 050529. [Google Scholar] [CrossRef]
- Asenbauer, J.; Eisenmann, T.; Kuenzel, M.; Kazzazi, A.; Chen, Z.; Bresser, D. The success story of graphite as a lithium-ion anode material—Fundamentals, remaining challenges, and recent developments including silicon (oxide) composites. Sustain. Energy Fuels 2020, 4, 5387–5416. [Google Scholar] [CrossRef]
- Françon, H.S.; Gorur, Y.C.; Montanari, C.; Larsson, P.A.; Wågberg, L. Toward Li-ion Graphite Anodes with Enhanced Mechanical and Electrochemical Properties Using Binders from Chemically Modified Cellulose Fibers. ACS Appl. Energy Mater. 2022, 5, 9333–9342. [Google Scholar] [CrossRef]
- Clasen, C.; Kulicke, W.M. Determination of viscoelastic and rheo-optical material functions of water-soluble cellulose derivatives. Prog. Polym. Sci. 2001, 26, 1839–1919. [Google Scholar] [CrossRef]
- Lee, J.-H.; Lee, S.; Paik, U.; Choi, Y.-M. Aqueous processing of natural graphite particulates for lithium-ion battery anodes and their electrochemical performance. J. Power Sources 2005, 147, 249–255. [Google Scholar] [CrossRef]
- Chakraborty, S.; Sengupta, R.; Dasgupta, S.; Mukhopadhyay, R.; Bandyopadhyay, S.; Joshi, M.; Ameta, S.C. Synthesis and characterization of styrene butadiene rubber—Bentonite clay nanocomposites. Polym. Eng. Sci. 2009, 49, 1279–1290. [Google Scholar] [CrossRef]
- Zubov, A.; Pokorny, J.; Kosek, J. Styrene–butadiene rubber (SBR) production by emulsion polymerization: Dynamic modeling and intensification of the process. Chem. Eng. J. 2012, 207–208, 414–420. [Google Scholar] [CrossRef]
- Mun, H.; Hwang, K.; Kim, W. Synthesis of emulsion styrene butadiene rubber by reversible addition–fragmentation chain transfer polymerization and its properties. J. Appl. Polym. Sci. 2019, 136, 47069. [Google Scholar] [CrossRef]
- Landrigan, P.J. Critical assessment of epidemiologic studies on the human carcinogenicity of 1,3-butadiene. Environ. Health Perspect. 1990, 86, 143–147. [Google Scholar] [CrossRef]
- Sathiakumar, N.; Bolaji, B.; Brill, I.; Chen, L.; Tipre, M.; Leader, M.; Arora, T.; Delzell, E. 1,3-Butadiene, styrene and selected outcomes among synthetic rubber polymer workers: Updated exposure-response analyses. Chem. Biol. Interact. 2021, 347, 109600. [Google Scholar] [CrossRef]
- Sathiakumar, N.; Bolaji, B.E.; Brill, I.; Chen, L.; Tipre, M.; Leader, M.; Arora, T.; Delzell, E. 1,3-Butadiene, styrene and lymphohaematopoietic cancers among North American synthetic rubber polymer workers: Exposure–response analyses. Occup. Environ. Med. 2021, 78, 859. [Google Scholar] [CrossRef]
- Kaiser, J.; Wenzel, V.; Nirschl, H.; Bitsch, B.; Willenbacher, N.; Baunach, M.; Schmitt, M.; Jaiser, S.; Scharfer, P.; Schabel, W. Prozess- und Produktentwicklung von Elektroden für Li-Ionen-Zellen. Chem. Ing. Tech. 2014, 86, 695–706. [Google Scholar] [CrossRef]
- Ma, Y.; Ma, J.; Cui, G. Small things make big deal: Powerful binders of lithium batteries and post-lithium batteries. Energy Storage Mater. 2019, 20, 146–175. [Google Scholar] [CrossRef]
- Scott, S.; Terreblanche, J.; Thompson, D.L.; Lei, C.; Hartley, J.M.; Abbott, A.P.; Ryder, K.S. Gelatin and Alginate Binders for Simplified Battery Recycling. J. Phys. Chem. C 2022, 126, 8489–8498. [Google Scholar] [CrossRef]
- Versaci, D.; Apostu, O.D.; Dessantis, D.; Amici, J.; Francia, C.; Minella, M.; Bodoardo, S. Tragacanth, an Exudate Gum as Suitable Aqueous Binder for High Voltage Cathode Material. Batteries 2023, 9, 199. [Google Scholar] [CrossRef]
- He, J.; Zhong, H.; Wang, J.; Zhang, L. Investigation on xanthan gum as novel water soluble binder for LiFePO4 cathode in lithium-ion batteries. J. Alloys Compd. 2017, 714, 409–418. [Google Scholar] [CrossRef]
- Bie, Y.; Yang, J.; Nuli, Y.; Wang, J. Oxidized starch as a superior binder for silicon anodes in lithium-ion batteries. RSC Adv. 2016, 6, 97084–97088. [Google Scholar] [CrossRef]
- Scheck, V.; Memm, M.; Hölzle, M.; Wohlfahrt-Mehrens, M. Improving the Fast Charging Capability of Lithium-Ion Battery Graphite Anodes by Implementing an Alternative Binder System. J. Electrochem. Soc. 2023, 170, 120514. [Google Scholar] [CrossRef]
- Shen, H.; Wang, Q.; Chen, Z.; Rong, C.; Chao, D. Application and Development of Silicon Anode Binders for Lithium-Ion Batteries. Materials 2023, 16, 4266. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Huang, Z.; Zeng, W.; Cao, F.; Ma, J.; Tian, W.; Mu, S. Synthesis, Modification, and Lithium-Storage Properties of Spinel LiNi0.5Mn1.5O4. ChemElectroChem 2021, 8, 608–624. [Google Scholar] [CrossRef]
- Boamah, P.O.; Afoakwah, N.A.; Onumah, J.; Osei, E.D.; Mahunu, G.K. Physicochemical properties, biological properties and applications of gum tragacanth-a review. Carbohydr. Polym. Technol. Appl. 2023, 5, 100288. [Google Scholar] [CrossRef]
- Nazemi, Z.; Sahraro, M.; Janmohammadi, M.; Nourbakhsh, M.S.; Savoji, H. A review on tragacanth gum: A promising natural polysaccharide in drug delivery and cell therapy. Int. J. Biol. Macromol. 2023, 241, 124343. [Google Scholar] [CrossRef]
- Taghavizadeh Yazdi, M.E.; Nazarnezhad, S.; Mousavi, S.H.; Sadegh Amiri, M.; Darroudi, M.; Baino, F.; Kargozar, S. Gum Tragacanth (GT): A Versatile Biocompatible Material beyond Borders. Molecules 2021, 26, 1510. [Google Scholar] [CrossRef] [PubMed]
- Verma, C.; Pathania, D.; Anjum, S.; Gupta, B. Smart Designing of Tragacanth Gum by Graft Functionalization for Advanced Materials. Macromol. Mater. Eng. 2020, 305, 1900762. [Google Scholar] [CrossRef]
- Barak, S.; Mudgil, D.; Taneja, S. Exudate gums: Chemistry, properties and food applications—A review. J. Sci. Food Agric. 2020, 100, 2828–2835. [Google Scholar] [CrossRef]
- Nejatian, M.; Abbasi, S.; Azarikia, F. Gum Tragacanth: Structure, characteristics and applications in foods. Int. J. Biol. Macromol. 2020, 160, 846–860. [Google Scholar] [CrossRef]
- Mohamadnia, Z.; Zohuriaan-Mehr, M.J.; Kabiri, K.; Razavi-Nouri, M. Tragacanth gum-graft-polyacrylonitrile: Synthesis, characterization and hydrolysis. J. Polym. Res. 2008, 15, 173–180. [Google Scholar] [CrossRef]
- Mohan, R.; Singh, S.; Kumar, G.; Srivastava, M. Evaluation of Gelling Behavior of Natural Gums and their Formulation Prospects. Indian J. Pharm. Educ. Res. 2020, 54, 1016–1023. [Google Scholar]
- Nguyen, B.P.N.; Mariage, N.; Fredon, R.; Kelder, E.M.; Lestriez, B. Manufacturing of LiNi0.5Mn1.5O4 Positive Composite Electrodes with Industry-Relevant Surface Capacities for Lithium Ion-Cells. J. Electrochem. Soc. 2015, 162, A1451. [Google Scholar] [CrossRef]
- Toigo, C.; Kracalik, M.; Bradt, E.; Pettinger, K.-H.; Arbizzani, C. Rheological Properties of Aqueous Sodium Alginate Slurries for LTO Battery Electrodes. Polymers 2021, 13, 3582. [Google Scholar] [CrossRef]
- Shariq, M.; Nemec, D. Modelling Approaches of the Dispersion Process for Conductive Slurries in Chemical Process Industries. Adv. Eng. Mater. 2024, 26, 2401089. [Google Scholar] [CrossRef]
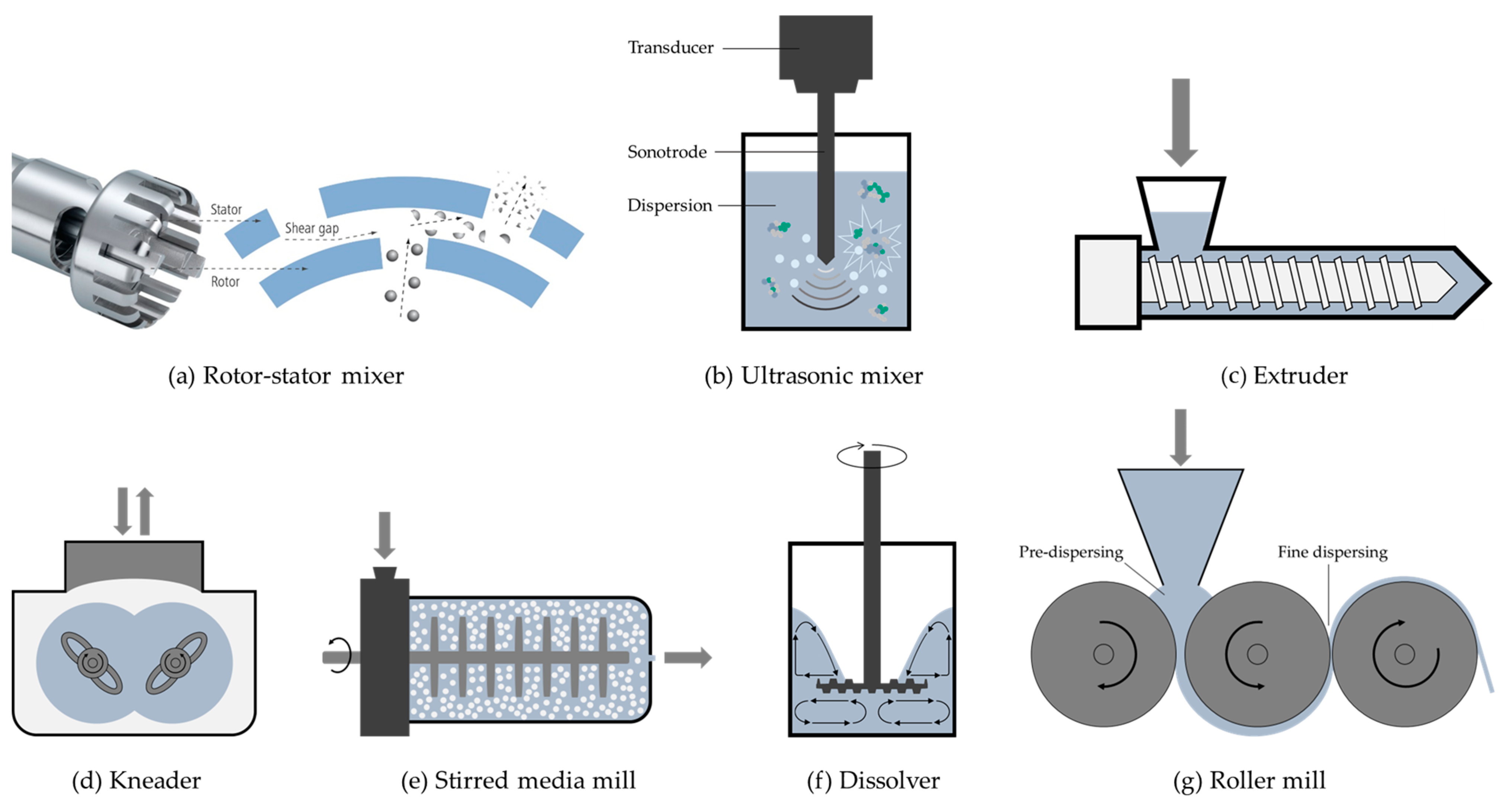

| Dispersing Device | Shear Stress | Viscosity | Application Areas | Limitations and Upscaling |
|---|---|---|---|---|
| Rotor–Stator Mixer | Generates a uniform, moderate laminar shear field via high rotational speeds [46] | Particularly effective for strongly shear-thinning systems [46] | In very high-viscosity systems, energy dissipation becomes less efficient [46] | |
| Ultrasonic Mixing | Uses acoustic cavitation to create shock waves and micro jets, yielding higher local shear stress [49] | Suitable for low-to-moderate-viscosity fluids, performance declines in high-viscosity systems [50] | Upscaling typically involves flow-through designs or multiple transducers [50] | |
| Extruder | Combines shear, elongational, and compressive forces in narrow channels for localized high-intensity shear [46] | Highly effective for high-viscosity materials [46] | Different polymers have unique rheological properties that influence processing conditions and therefore an exact temperature control is vital [56] | |
| Kneader | Applies both shear and compressive forces by forcing material between moving elements and vessel surfaces [46] | Well-suited for high-viscosity, heavily loaded formulations [46] | Unsuitable for reactive systems due to the excessive residence time of the thermally stressed melt [46] | |
| Stirred Media Mill | The effectiveness of this process is dependent upon the kinetic energy of the grinding media [46] | Suitable for a wide range of viscosity [46] | Operating speeds are limited by accelerated wear of the grinding media and mill internals [46] | |
| Dissolver | The subject particles primarily experience fluid shear flow [46] | Suitable for low-to-moderate-viscosity fluids [46] | Dispersion limit: further processing yields little size reduction [46] | |
| Roll Mill | Imparts controlled, high-intensity laminar shear in a narrow gap [46] | Low viscosity can cause splashing and insufficient shear, optimally used for high viscosity [46] |
| Limited upscaling due to strict gap control and design constraints, resulting in lower throughput [46] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jalowy, L.; Nemec, D.; Ilhan, O. Comparison of Dispersing Processes of Bio-Based and Synthetic Materials: A Review. ChemEngineering 2025, 9, 36. https://doi.org/10.3390/chemengineering9020036
Jalowy L, Nemec D, Ilhan O. Comparison of Dispersing Processes of Bio-Based and Synthetic Materials: A Review. ChemEngineering. 2025; 9(2):36. https://doi.org/10.3390/chemengineering9020036
Chicago/Turabian StyleJalowy, Leah, Dominik Nemec, and Oguzhan Ilhan. 2025. "Comparison of Dispersing Processes of Bio-Based and Synthetic Materials: A Review" ChemEngineering 9, no. 2: 36. https://doi.org/10.3390/chemengineering9020036
APA StyleJalowy, L., Nemec, D., & Ilhan, O. (2025). Comparison of Dispersing Processes of Bio-Based and Synthetic Materials: A Review. ChemEngineering, 9(2), 36. https://doi.org/10.3390/chemengineering9020036