
Quality Improvement of the Forging Process Using Pareto Analysis and 8D Methodology in Automotive Manufacturing: A Case Study


Abstract
:1. Introduction
2. Materials and Methods
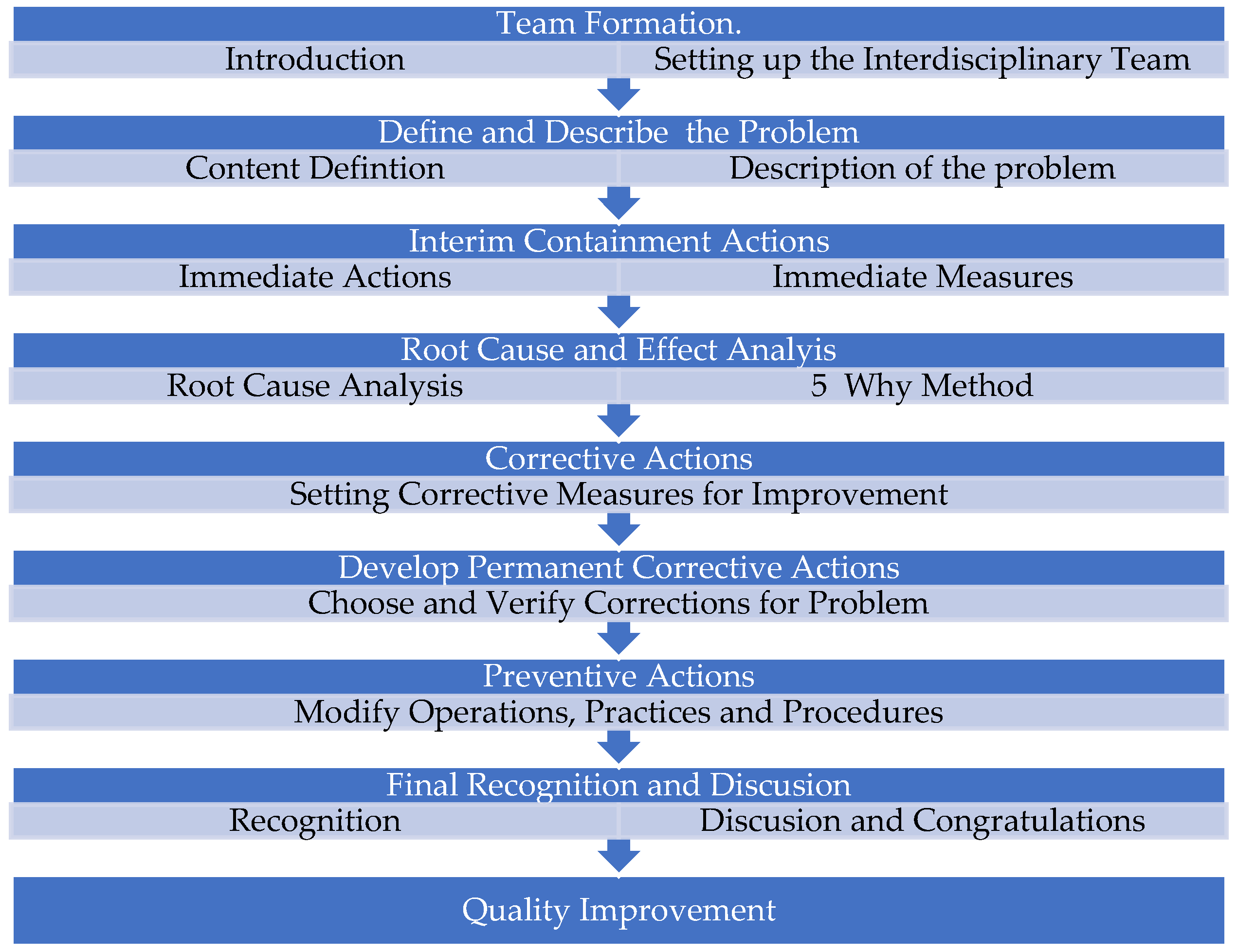
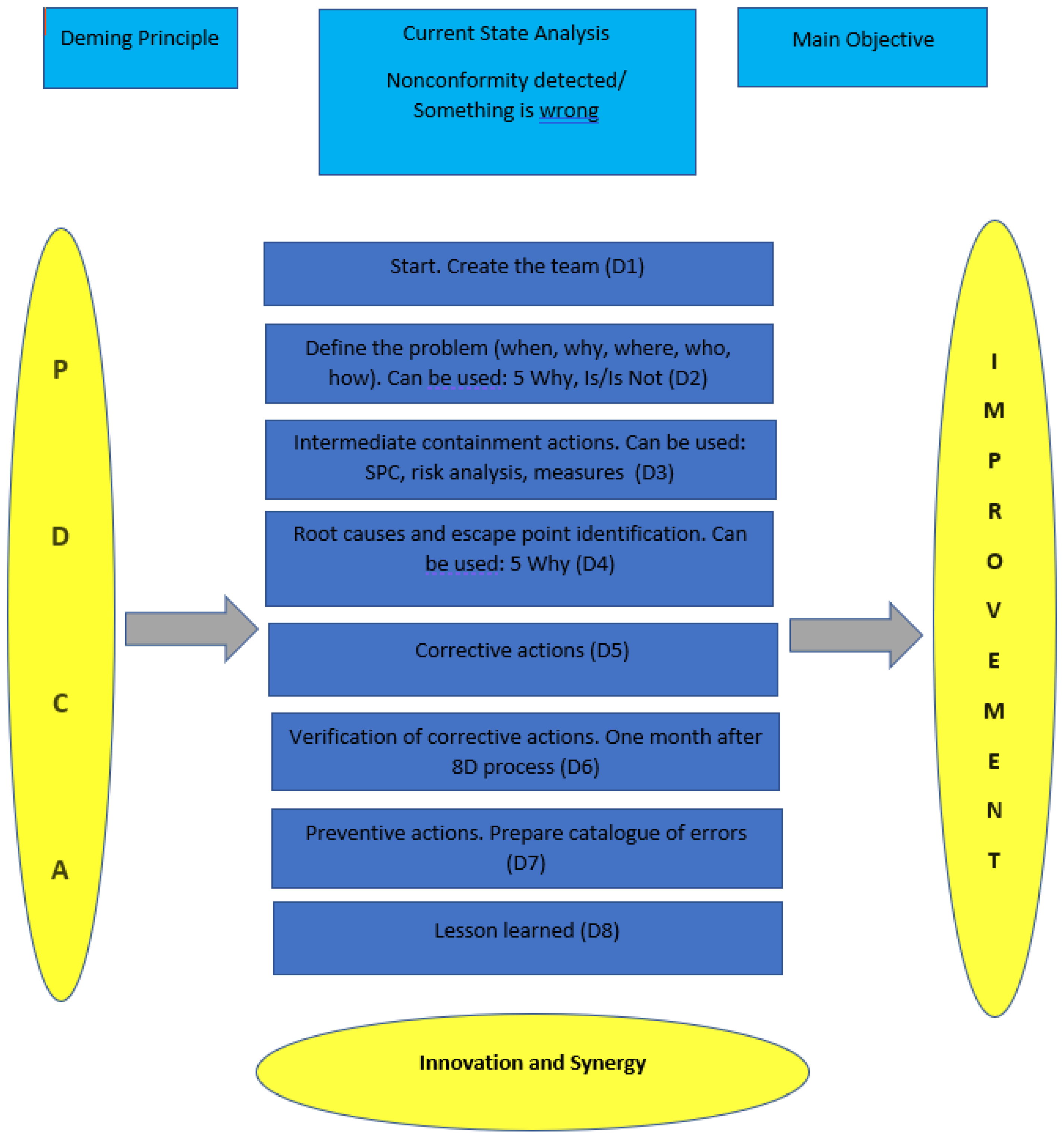
Research Aim and Methodology
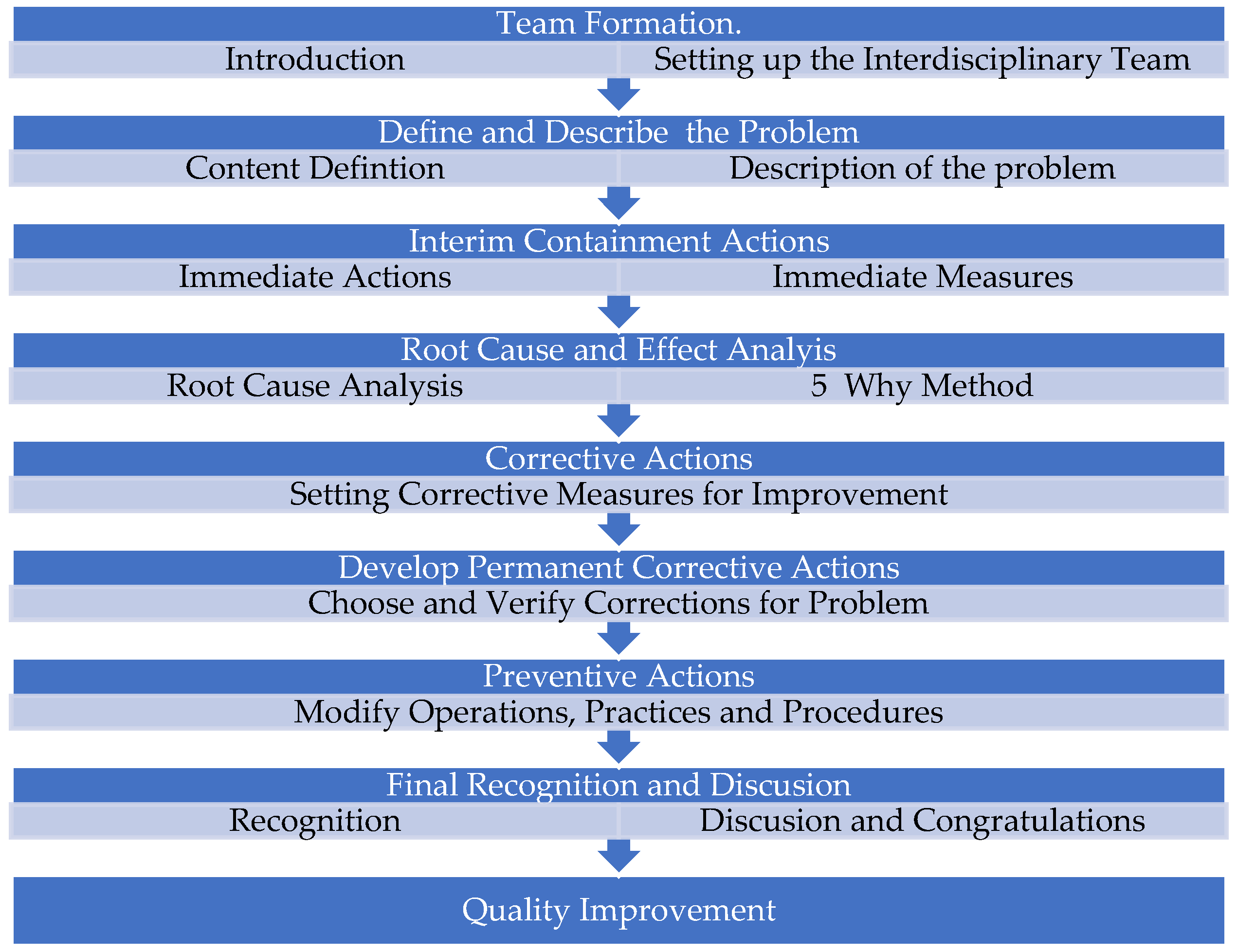
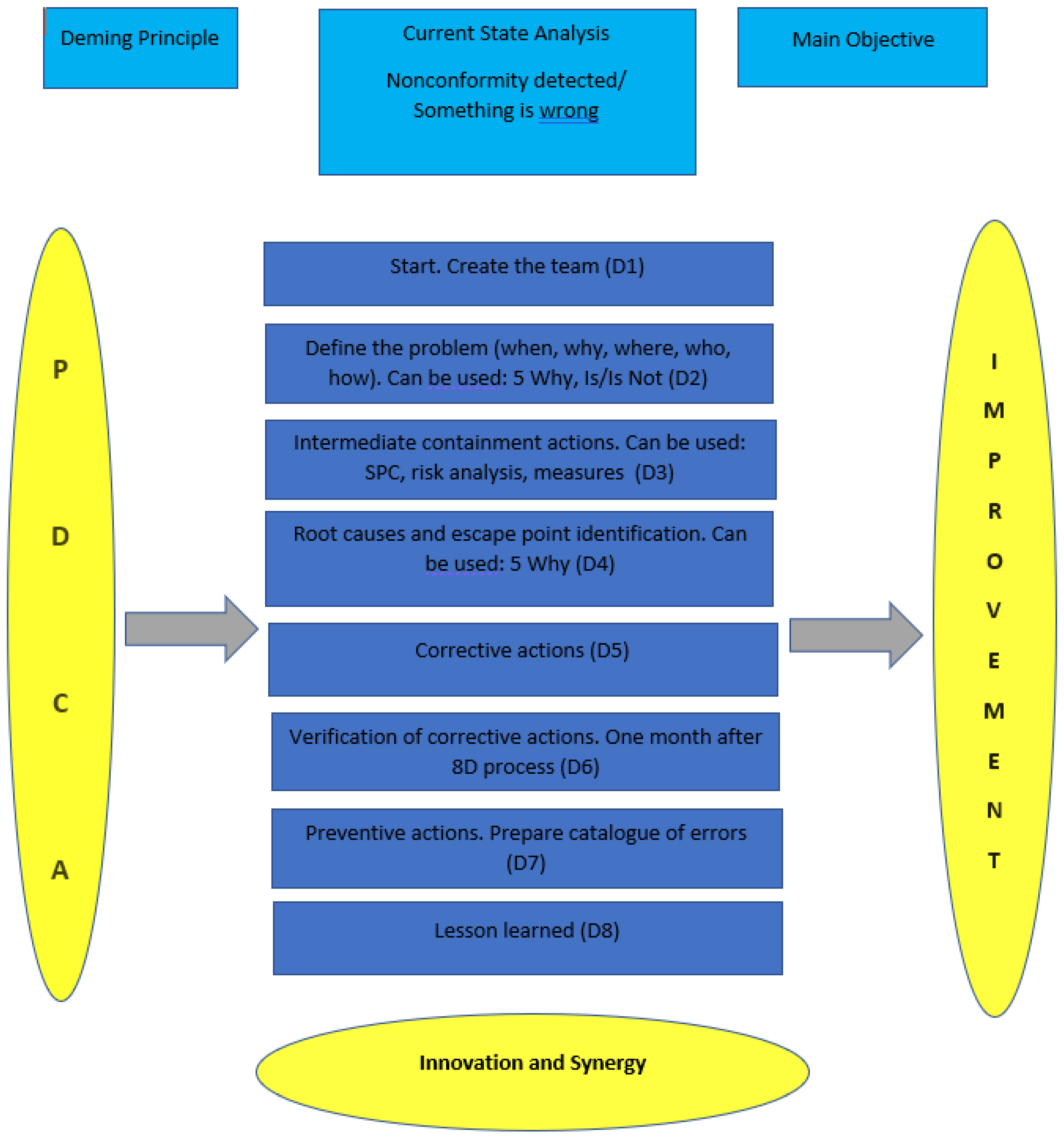
- 1D: Team Formation.
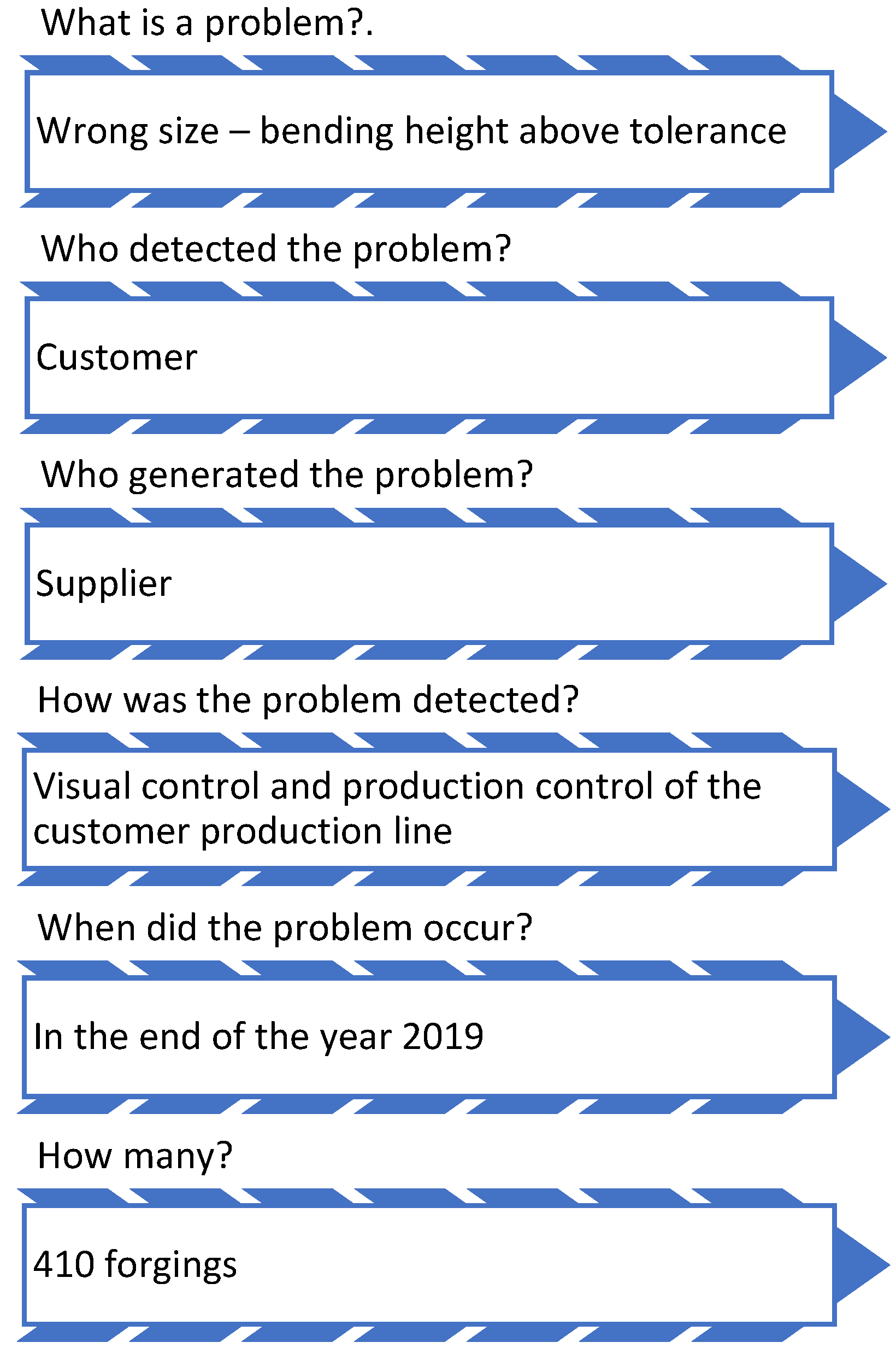
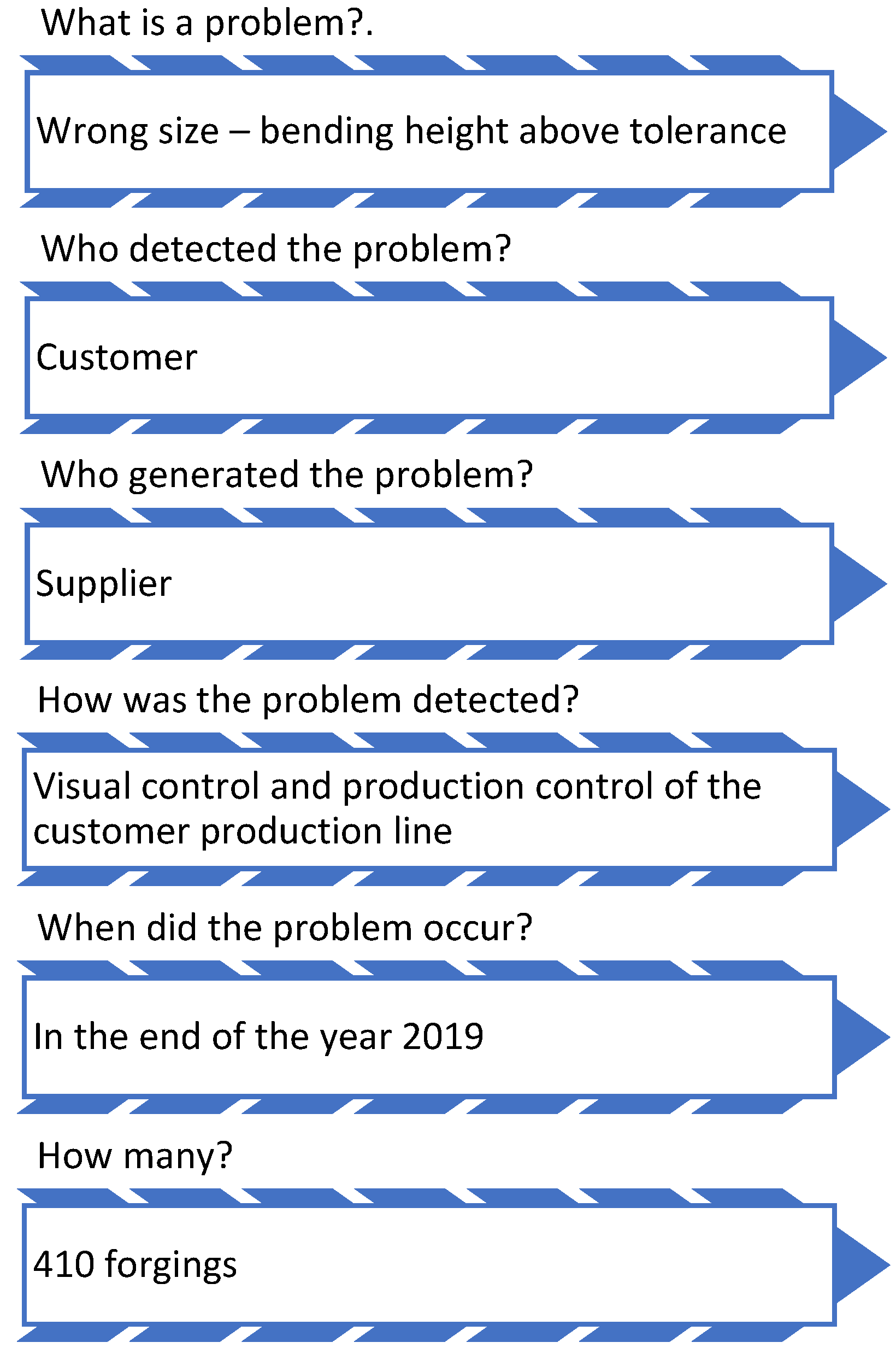
- 2D: Problem Definition and Description.
- 3D: Interim Containment Actions.
- 4D: Root Cause and Effect Analysis.
- 5D: Corrective Actions.
- 6D: Verification of Corrective Actions.
- 7D: Preventive Actions.
- 8D: Team and Individual Recognition.
3. Results
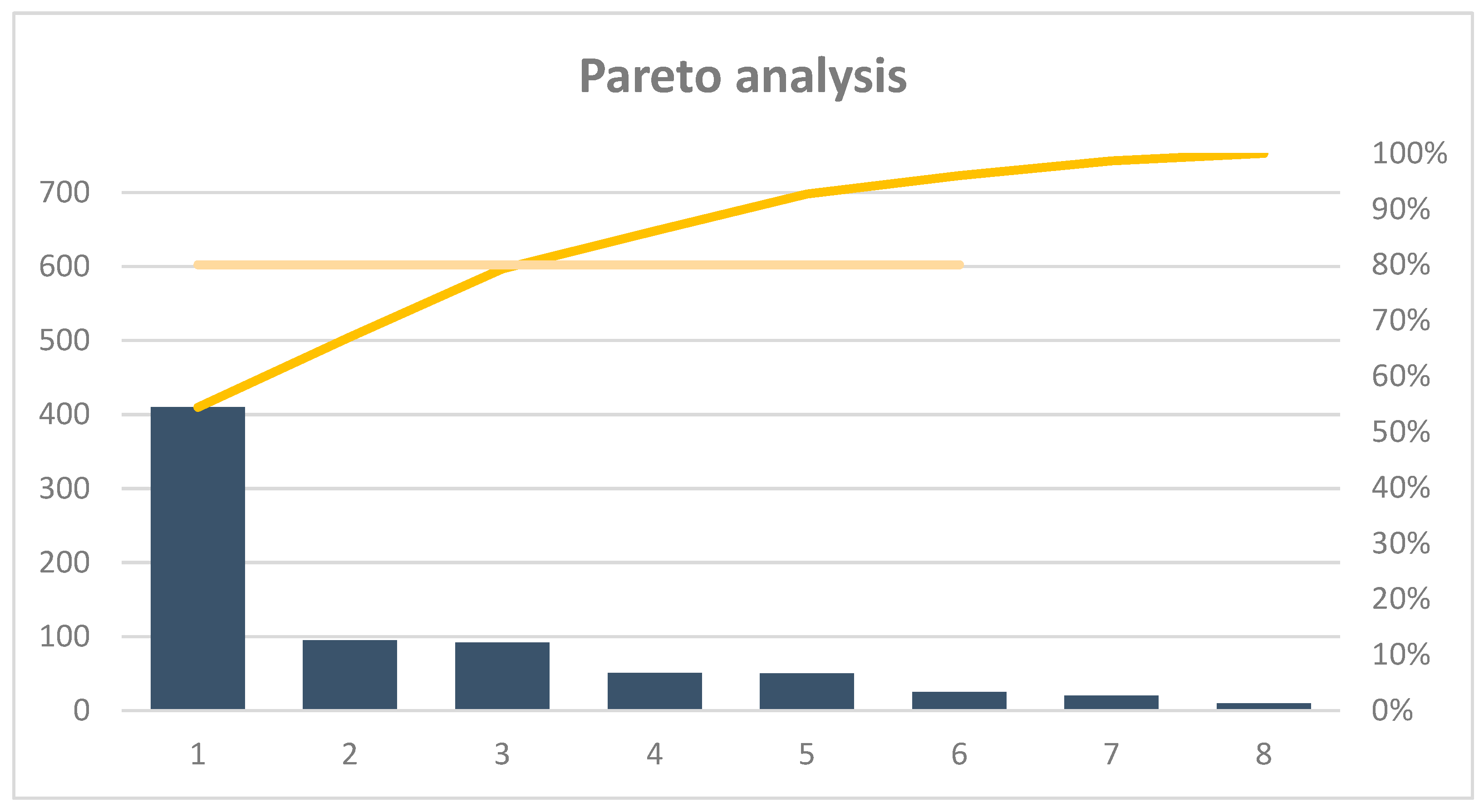
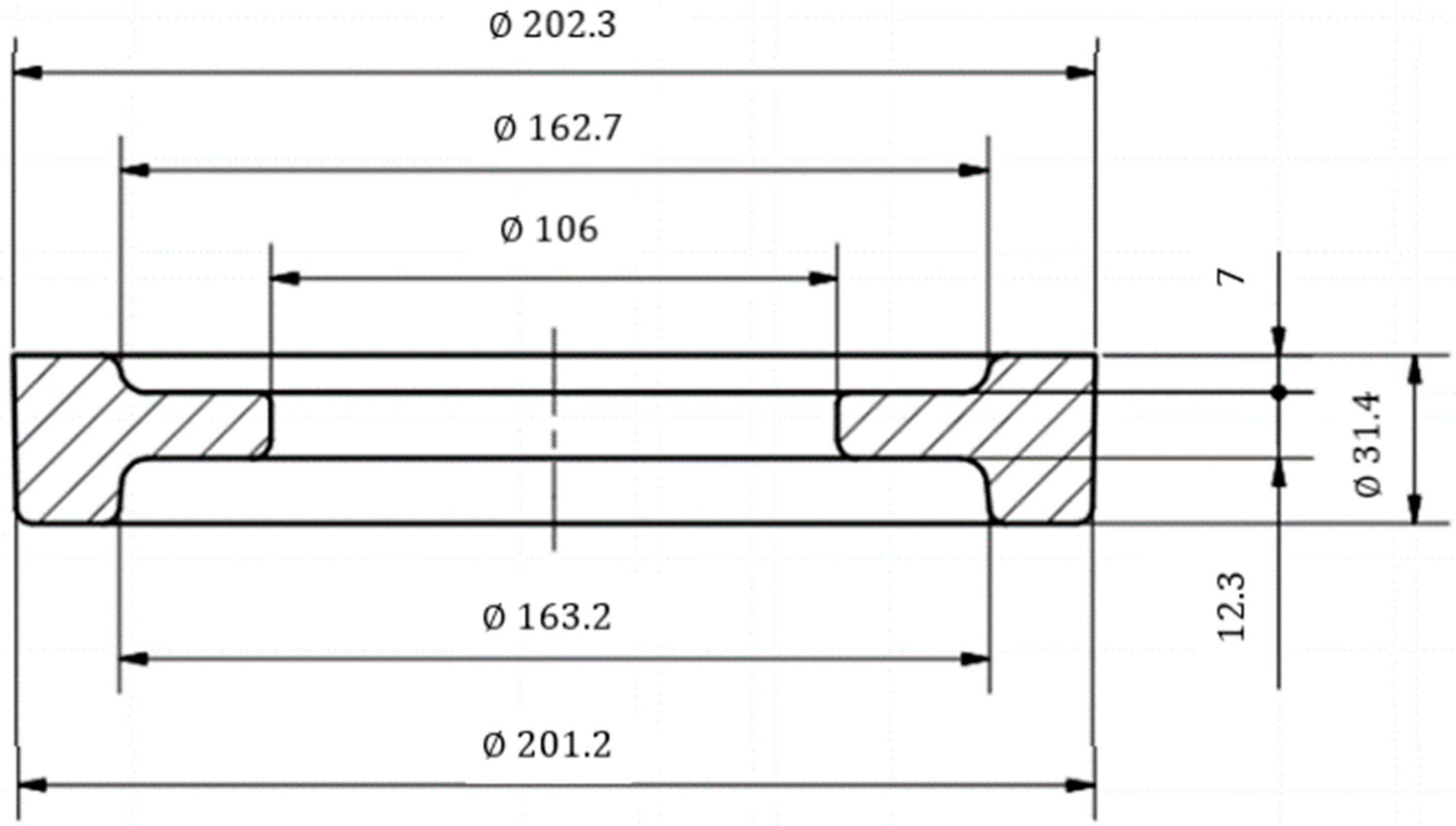
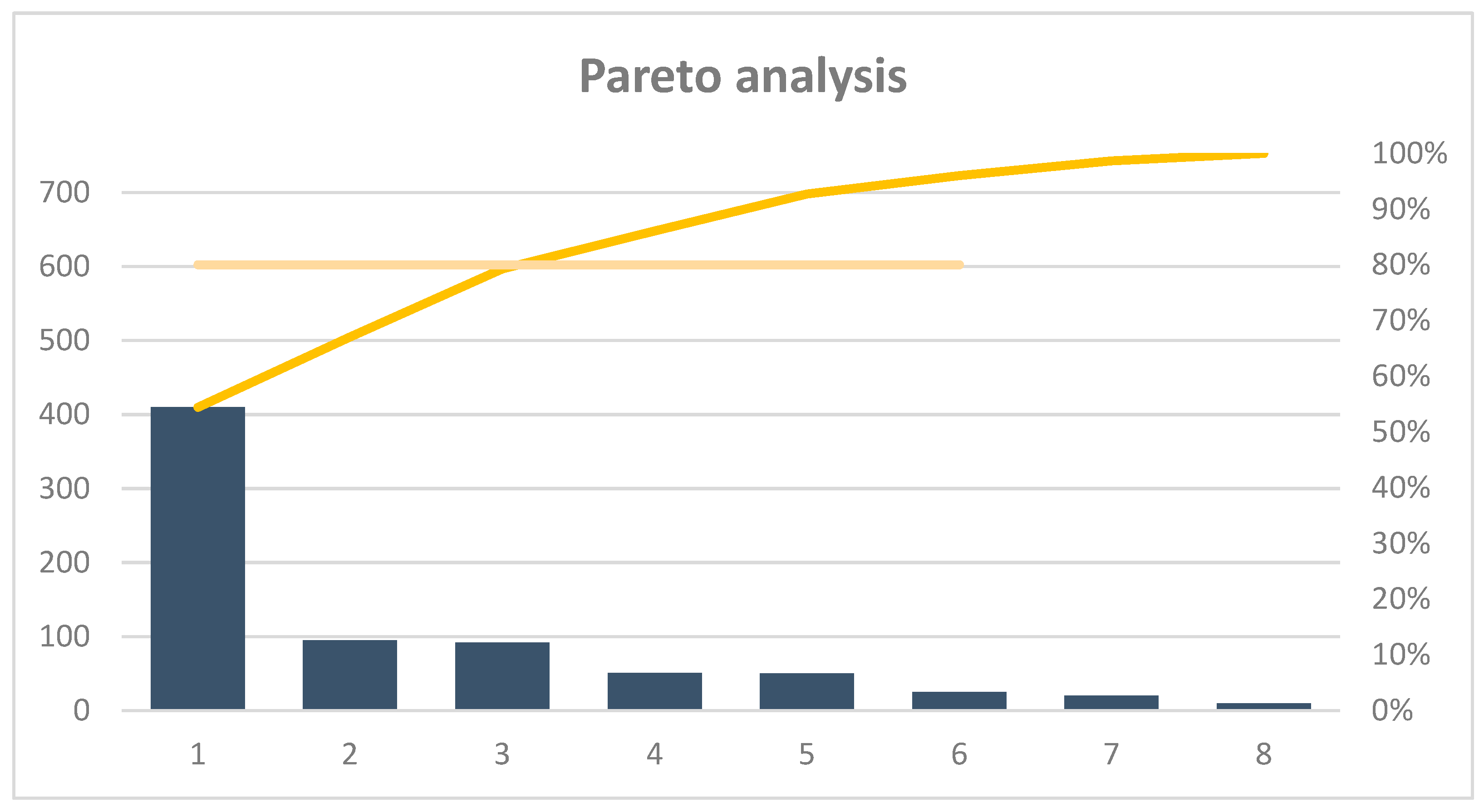
3.1. Pareto Analysis
3.2. Implementation of the 8D Report
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zgirskas, A.; Ruževičius, J.; Ružele, D. Benefits of Quality Management Standards in Organizations. Standards 2021, 1, 154–166. [Google Scholar] [CrossRef]
- Ignáczová, K. FMEA (Failure mode and effects analysis) and proposal of risk minimizing in storage processes for automotive client. Acta Logist. 2016, 3, 15–18. [Google Scholar] [CrossRef]
- Uslu Divanoğlu, S.; Taş, Ü. Application of 8D Methodology: An Approach to Reduce Failures in Automotive Industry. Eng. Fail. Anal. 2022, 134, 106019. [Google Scholar] [CrossRef]
- Aikens, C.H. Quality Inspired Management. The Key to Sustainability; Prentice Hall—Pearson Education, Inc.: Hoboken, NJ, USA, 2011; p. 623. [Google Scholar]
- Pauliček, T.; Čičo, P.; Oršula, V.; Jankajová, E.; Holota, T.; Kotus, M. Hodnotenie poruchovosti obrábacieho centra metódou FMEA. In Kvalita, Technológie, Diagnostika v Technických Systémoch; SPU: Nitra, Slovakia, 2014; pp. 74–79. [Google Scholar]
- Andrássyová, Z.; Hrubec, J.; Kotus, M. Assembly process capability of automotive seats. In Acta Technologica Agriculture; SPU: Nitra, Slovakia, 2011; Volume 14, pp. 74–78. [Google Scholar]
- Kumar, S.; Adaveesh, B. Application of “8D Methodology for the Root Cause Analysis and Reduction of Valve Spring Rejection in a Valve Spring Manufacturing Company: A Case Study”. Indian J. Sci. Technol. 2017, 10, 1–11. Available online: https://www.coursehero.com/file/55743756/106137-256659-1-PBpdf (accessed on 13 April 2022). [CrossRef]
- Andrássyová, Z.; Hrubec, J.; Kotus, M.; Daňko, M. Application of method Poky Yoke in quality control. In Contemporary Aspects of Production Engineering; Warsaw University of Life Sciences: Warszawa, Poland, 2011; pp. 13–18. [Google Scholar]
- Dziuba, S.; Ingaldi, M.; Kozina, A.; Hernes, M. 8D report as the product improvement tool. Sist. Gest. 2021, 16, 157–165. [Google Scholar] [CrossRef]
- Pacana, A.; Czerwińska, K. Improving the quality level in the automotive industry. Prod. Eng. Arch. 2020, 26, 162–166. Available online: https://content.sciendo.com/view/journals/pea/26/4/article-p162.xml (accessed on 5 April 2022). [CrossRef]
- Paulova, I.; Vanova, J.; Rusko, M.; Hekelova, E.; Kralikova, R. Knowledge Managements for Improvement the Competitiveness of Organization. In DAAAM Proceedings; Katalinic, B., Ed.; DAAAM International Vienna: Vienna, Austria, 2017; pp. 1221–1226. ISBN 978-3-902734-11-2. [Google Scholar]
- Jonšta, P.; Jonšta, Z.; Brožová, S.; Ingaldi, M.; Pietraszek, J.; Klimecka-Tatar, D. The Effect of Rare Earth Metals Alloying on the Internal Quality of Industrially Produced Heavy Steel Forgings. Materials 2021, 14, 5160. [Google Scholar] [CrossRef] [PubMed]
- Wahjoedi, T. Adapted 8Ds methodology in manufacturing industries for securing customer’s need. Int. J. Adv. Res. Ideas Innov. Technol. 2020, 6, 392–395. [Google Scholar]
- Fidlerová, H.; Kučerová, M. Improvement of the Manufacturing Process in a Metal Working Company through the Application of Statistical Methods. Metal, Brno, Czech Republic. 2014. Available online: https://metal2014.tanger.cz/files/proceedings/17/reports/2669.pdf (accessed on 20 March 2022).
- Paulenová, D. Návrh Aplikáciíe 8D Reportu pri Reklamácii Výkovku pre Prevodovky. Bachelor’s Thesis, Slovak University of Technology in Bratislava, Faculty of Materials Science and Technology in Trnava, Trnava, Slovakia, 2020. [Google Scholar]
- Krajnc, M. With 8D method to excellent quality. J. Univers. Excell. 2012, 3, 118–129. [Google Scholar]
- Rathi, R.; Chandra Gopi Reddy, M.; Lakshmi Narayana, A.; Lakshmi Narayana, U.; Saeedur Rahman, M. Investigation and Implementation of 8D Methodology in a Manufacturing System. Mater. Today Proc. 2021, 50, 743–750. [Google Scholar] [CrossRef]
- Alexa, V.; Kiss, I. Complaint Analysis Using 8D Method within the Companies in the Field of Automotive. Analecta Tech. Szeged. 2016, 10, 16–21. Available online: http://www.analecta.hu/index.php/analecta/article/view/194 (accessed on 20 March 2022). [CrossRef]
- Behrens, B.A.; Wilde, I.; Hoffmann, M. Complaint management using the extended 8D-method along the automotive supply chain. Prod. Eng. Res. Devel. 2007, 1, 91–95. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Probably Trimmed Part of the Cooler on Trimming Machine | |
|---|---|
| Cause: Why? | Some parts are bent over tolerance |
| Cause: Why? | The misplaced part on the plate of the trimming machine during the trimming process |
| Cause: Why? | The essential parts were trimmed a little bit colder as usually |
| Cause: Why? | Slower manipulation with the product during the trimming process |
| Cause: Why? | Insufficient attention to trimming from the worker’s side |
| Forging | |
|---|---|
| Cause: Why? | Slower manipulation |
| Cause: Why? | Longer time for forging |
| Cause: Why? | Insufficient attention for forging from the worker’s side |
| Cause: Why? | Higher temperature |
| Cause: Why? | Insufficiently instructed worker with forging process |
| Control Method | |
|---|---|
| Cause: Why? | Wrong parts not found by an operator during the output control |
| Cause: Why? | The output control operator controlled parts according to the control plan |
| Cause: Why? | Insufficient product control during the inter-operational control |
| Cause: Why? | An operator overlooked the wrong size of the product |
| Cause: Why? | All products not inspected |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lestyánszka Škůrková, K.; Fidlerová, H.; Niciejewska, M.; Idzikowski, A. Quality Improvement of the Forging Process Using Pareto Analysis and 8D Methodology in Automotive Manufacturing: A Case Study. Standards 2023, 3, 84-94. https://doi.org/10.3390/standards3010008
Lestyánszka Škůrková K, Fidlerová H, Niciejewska M, Idzikowski A. Quality Improvement of the Forging Process Using Pareto Analysis and 8D Methodology in Automotive Manufacturing: A Case Study. Standards. 2023; 3(1):84-94. https://doi.org/10.3390/standards3010008
Chicago/Turabian StyleLestyánszka Škůrková, Katarína, Helena Fidlerová, Marta Niciejewska, and Adam Idzikowski. 2023. "Quality Improvement of the Forging Process Using Pareto Analysis and 8D Methodology in Automotive Manufacturing: A Case Study" Standards 3, no. 1: 84-94. https://doi.org/10.3390/standards3010008
APA StyleLestyánszka Škůrková, K., Fidlerová, H., Niciejewska, M., & Idzikowski, A. (2023). Quality Improvement of the Forging Process Using Pareto Analysis and 8D Methodology in Automotive Manufacturing: A Case Study. Standards, 3(1), 84-94. https://doi.org/10.3390/standards3010008