
Artificial Neural Network Modeling and Genetic Algorithm Multiobjective Optimization of Process of Drying-Assisted Walnut Breaking
 , ,
, ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processing Equipment
2.3. Drying Experiments
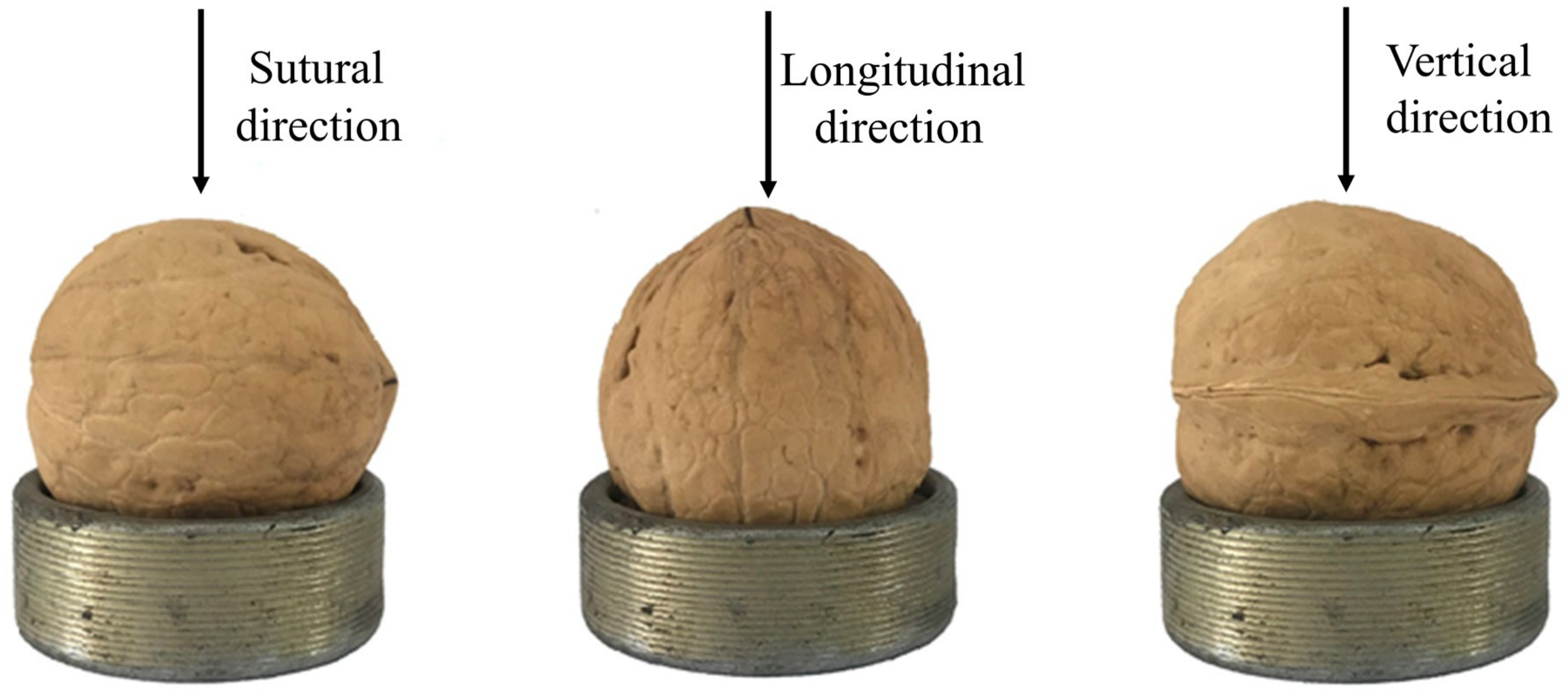
2.4. Loading Direction(L)
2.5. High Kernel Rate (HR), Whole Kernel Rate (WR) and Shell-Breaking Rate (SR)
2.6. Drying Time and Specific Energy Consumption
2.7. Shell Kernel Clearance (SKC)
2.8. Walnut Shell Hardness
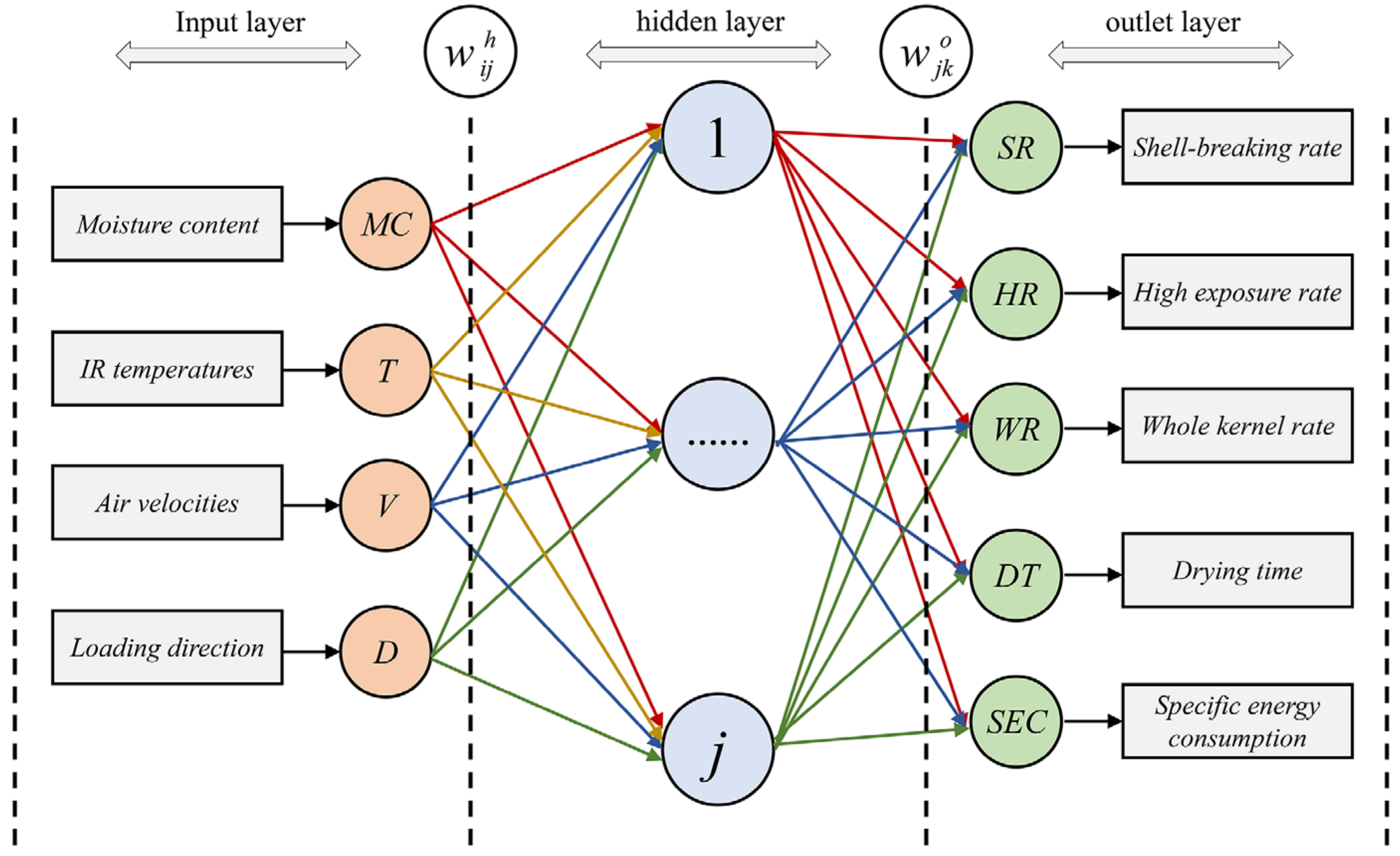
2.9. Artificial Neural Network (ANN) Model
2.10. Optimization of Artificial Neural Network Using Genetic Algorithm
2.11. Multiobjective Optimization
2.12. Statistical Analysis
3. Results and Discussion
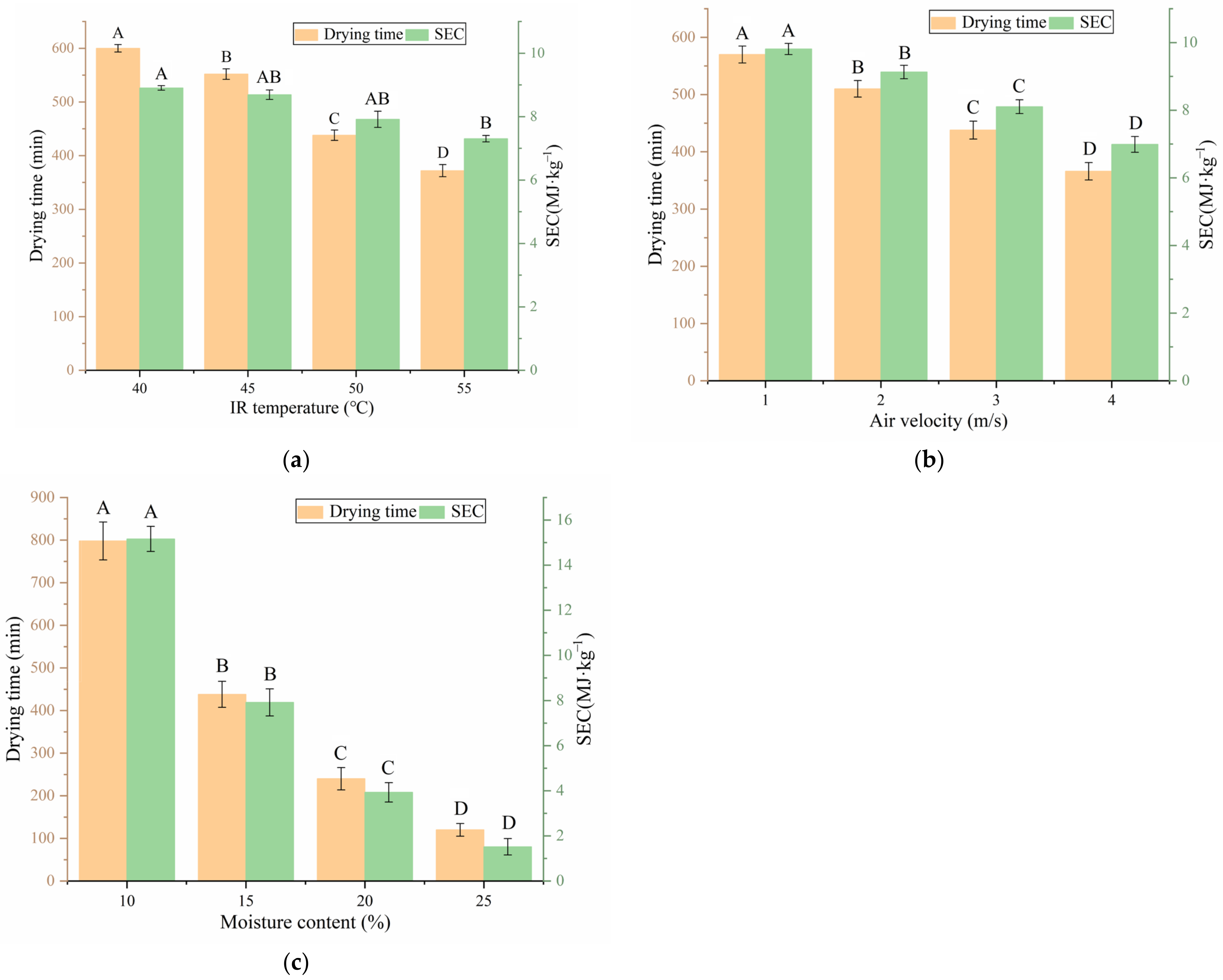
3.1. Drying Time and Specific Energy Consumption
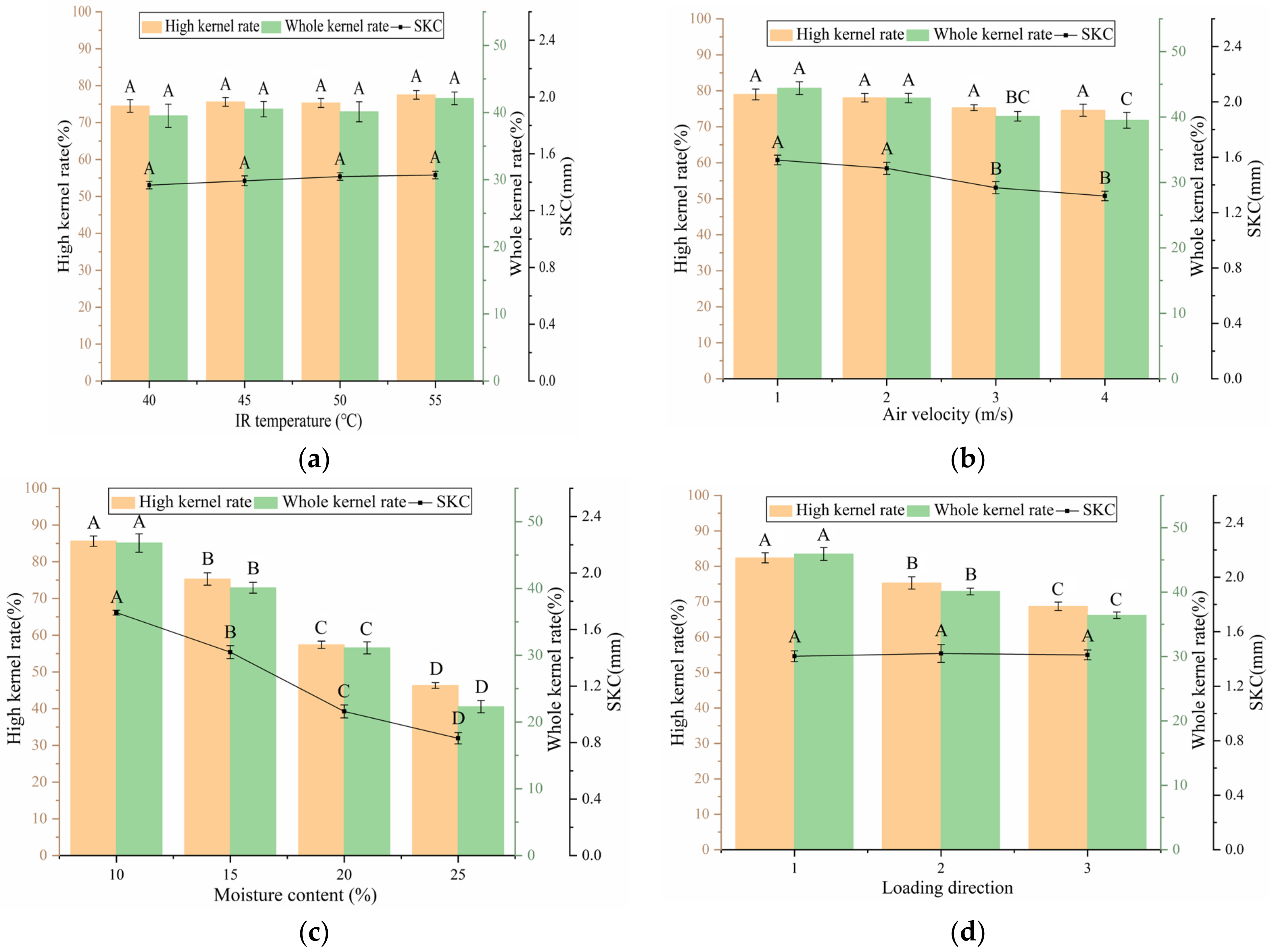
3.2. High Kernel Rate and Whole Kernel Rate
3.3. Shell-Breaking Rate
3.4. Construction of Artificial Neural Network Model
3.5. Multi-Objective Optimization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, J.; Liu, M.; Wu, H.; Peng, J.; Peng, B.; Yang, Y.; Cao, M.; Wei, H.; Xie, H. Design and Key Parameter Optimization of Conic Roller Shelling Device Based on Walnut Moisture-Regulating Treatments. Agriculture 2022, 12, 561. [Google Scholar] [CrossRef]
- Jin, W.G.; Pei, J.J.; Wang, S.Q.; Chen, X.H.; Gao, R.C.; Tan, M.Q. Effect of continuous and intermittent drying on water mobility of fresh walnuts (Juglans regia L.): A LF-NMR study. Dry. Technol. 2020, 40, 254–264. [Google Scholar] [CrossRef]
- Pakrah, S.; Rahemi, M.; Nabipour, A.; Zahedzadeh, F.; Kakavand, F.; Vahdati, K. Sensory and nutritional attributes of Persian walnut kernel influenced by maturity stage, drying method, and cultivar. J. Food Process. Preserv. 2021, 45, e15513. [Google Scholar] [CrossRef]
- Chen, C.; Venkitasamy, C.; Zhang, W.P.; Deng, L.Z.; Meng, X.Y.; Pan, Z.L. Effect of step-down temperature drying on energy consumption and product quality of walnuts. J. Food Eng. 2020, 285, 110105. [Google Scholar] [CrossRef]
- Zhou, X.; Gao, H.Y.; Mitcham, E.J.; Wang, S.J. Comparative analyses of three dehydration methods on drying characteristics and oil quality of in-shell walnuts. Dry. Technol. 2018, 36, 477–490. [Google Scholar] [CrossRef]
- Bao, X.L.; Chen, B.Y.; Dai, P.; Li, Y.S.; Mao, J.C. Construction and verification of spherical thin shell model for revealing walnut shell crack initiation and expansion mechanism. Agriculture 2022, 12, 1446. [Google Scholar] [CrossRef]
- Deng, L.Z.; Xiong, C.H.; Sutar, P.P.; Mujumdar, A.S.; Pei, Y.P.; Yang, X.H.; Ji, X.W.; Zhang, Q.; Xiao, H.W. An emerging pretreatment technology for reducing postharvest loss of vegetables—A case study of red pepper (Capsicum annuum L.) drying. Dry. Technol. 2022, 40, 1620–1628. [Google Scholar] [CrossRef]
- Atungulu, G.G.; Teh, H.E.; Wang, T.; Fu, R.; Wang, X.; Khir, R.; Pan, Z. Infrared pre-drying and dry-dehulling of walnuts for improved processing efficiency and product quality. Appl. Eng. Agric. 2013, 29, 961–971. [Google Scholar]
- Martinez-Martinez, V.; Gomez-Gil, J.; Stombaugh, T.S.; Montross, M.D.; Aguiar, J.M. Moisture content prediction in the switchgrass (Panicum virgatum) drying process using artificial neural networks. Dry. Technol. 2015, 33, 1708–1719. [Google Scholar] [CrossRef]
- Liu, Z.L.; Nan, F.; Zheng, X.; Zielinska, M.; Duan, X.; Deng, L.Z.; Wang, J.; Wu, W.; Gao, Z.J.; Xiao, H.W. Color prediction of mushroom slices during drying using Bayesian extreme learning machine. Dry. Technol. 2020, 38, 1869–1881. [Google Scholar] [CrossRef]
- Liu, Z.L.; Wei, Z.Y.; Vidyarthi, S.K.; Pan, Z.L.; Zielinska, M.; Deng, L.Z.; Wang, Q.H.; Wei, Q.; Xiao, H.W. Pulsed vacuum drying of kiwifruit slices and drying process optimization based on artificial neural network. Dry. Technol. 2020, 39, 405–417. [Google Scholar] [CrossRef]
- Shojaeefard, M.H.; Etghani, M.M.; Akbari, M.; Khalkhali, A.; Ghobadian, B. Artificial neural networks based prediction of performance and exhaust emissions in direct injection engine using castor oil biodiesel-diesel blends. J. Renew. Sustain. Energy 2013, 4, 063130. [Google Scholar] [CrossRef]
- Bai, J.; Zhou, C.; Cai, J.; Xiao, H.; Gao, Z.; Ma, H. Vacuum pulse drying characteristics and moisture content prediction of pumpkin slices. Trans. Chin. Soc. Agric. Eng. 2017, 33, 290–297. [Google Scholar]
- Bai, J.W.; Xiao, H.W.; Ma, H.L.; Zhou, C.S. Artificial neural network modeling of drying kinetics and color changes of Ginkgo biloba seeds during microwave drying process. J. Food Qual. 2018, 2018, 3278595. [Google Scholar] [CrossRef]
- Liu, Z.L.; Bai, J.W.; Wang, S.X.; Meng, J.S.; Wang, H.; Yu, X.L.; Gao, Z.J.; Xiao, H.W. Prediction of energy and exergy of mushroom slices drying in hot air impingement dryer by artificial neural network. Dry. Technol. 2020, 38, 1959–1970. [Google Scholar] [CrossRef]
- Sun, Q.; Zhang, M.; Mujumdar, A.S.; Yang, P.Q. Combined LF-NMR and Artificial Intelligence for Continuous Real-Time Monitoring of Carrot in Microwave Vacuum Drying. Food Bioprocess Technol. 2019, 12, 551–562. [Google Scholar] [CrossRef]
- Winiczenko, R.; Górnicki, K.; Kaleta, A.; Martynenko, A.; Janaszek-Mańkowska, M.; Trajer, J. Multi-objective optimization of convective drying of apple cubes. Comput. Electron. Agric. 2018, 145, 341–348. [Google Scholar] [CrossRef]
- Raj, G.V.S.B.; Dash, K.K. Microwave vacuum drying of dragon fruit slice: Artificial neural network modelling, genetic algorithm optimization, and kinetics study. Comput. Electron. Agric. 2020, 178, 105814. [Google Scholar]
- Shojaeefard, M.H.; Behnagh, R.A.; Akbari, M.; Givi, M.K.B.; Farhani, F. Modelling and Pareto optimization of mechanical properties of friction stir welded AA7075/AA5083 butt joints using neural network and particle swarm algorithm. Mater. Des. 2013, 44, 190–198. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, K.; Chen, C. Artificial Neural Network Assisted Multiobjective Optimization of Postharvest Blanching and Drying of Blueberries. Foods 2022, 11, 3347. [Google Scholar] [CrossRef]
- Rajendra, M.; Jena, P.C.; Raheman, H. Prediction of optimized pretreatment process parameters for biodiesel production using ANN and GA. Fuel 2009, 88, 868–875. [Google Scholar] [CrossRef]
- Asadi, P.; Aliha, M.R.M.; Akbari, M.; Imani, D.M.; Berto, F. Multivariate optimization of mechanical and microstructural properties of welded joints by FSW method. Eng. Fail. Anal. 2022, 140, 106528. [Google Scholar] [CrossRef]
- Akbari, M.; Asadi, P.; Besharati Givi, M.K.; Khodabandehlouie, G. Artificial neural network and optimization. Adv. Frict. -Stir Weld. Process. 2014, 13, 543–599. [Google Scholar]
- Chen, C.; Venkitasamy, C.; Pan, Z.L. Effective moisture diffusivity and drying simulation of walnuts under hot air. Int. J. Heat Mass Transf. 2020, 150, 119283. [Google Scholar] [CrossRef]
- Chen, C.; Upadhyaya, S.; Khir, R.; Pan, Z.L. Simulation of walnut drying under hot air heating using a nonequilibrium multiphase transfer model. Dry. Technol. 2022, 40, 987–1001. [Google Scholar] [CrossRef]
- Zheng, X.; Zhang, E.; Kan, Z.; Zhang, H.; Li, H.; Chou, W. Improving cracking characteristics and kernel percentage of walnut by optimal position of cutting on shell. Trans. Chin. Soc. Agric. Eng. 2018, 34, 300–308. [Google Scholar]
- Gulsoy, E.; Kus, E.; Altikat, S. Determination of physico-mechanical properties of some domestic and foreign walnut (Juglans regia L.) varieties. Acta Sci. Pol.-Hortorum Cultus 2019, 18, 67–74. [Google Scholar] [CrossRef]
- Blanco, A.; Delgado, M.; Pegalajar, M.C. A genetic algorithm to obtain the optimal recurrent neural network. Int. J. Approx. Reason. 2000, 23, 67–83. [Google Scholar] [CrossRef]
- Chai, Z.H.; Yang, X.; Liu, Z.L.; Lei, Y.L.; Zheng, W.H.; Ji, M.Y.; Zhao, J.F. Correlation Analysis-Based Neural Network Self-Organizing Genetic Evolutionary Algorithm. IEEE Access 2019, 7, 135099–135117. [Google Scholar] [CrossRef]
- Martin, T.H.; Howard, B.D. Neural Network Design, 2nd ed.; China Machine Press: Beijing, China, 2002; pp. 11–15. [Google Scholar]
- Kalathingal, M.S.H.; Basak, S.; Mitra, J. Artificial neural network modeling and genetic algorithm optimization of process parameters in fluidized bed drying of green tea leaves. J. Food Process Eng. 2020, 43, e13128. [Google Scholar] [CrossRef]
- Huang, X.; Li, Y.B.; Zhou, X.; Wang, J.; Zhang, Q.; Yang, X.H.; Zhu, L.C.; Geng, Z.H. Prediction of Apple Slices Drying Kinetic during Infrared-Assisted-Hot Air Drying by Deep Neural Networks. Foods 2022, 11, 3486. [Google Scholar] [CrossRef] [PubMed]
- Zhu, K.; Ren, G.; Duan, X.; Qiu, C.; Li, L.; Chu, Q.; Yu, Z. Backward Propagation (BP) Neural Network-Based Prediction of Moisture Ratio of Fresh In-shell Peanut during. Food Sci. 2022, 43, 9–18. [Google Scholar]
- Zhang, F.Q.; Wu, S.Y.; Wang, Y.O.; Xiong, R.; Ding, G.Y.; Mei, P.; Liu, L.Y. Application of Quantum Genetic Optimization of LVQ Neural Network in Smart City Traffic Network Prediction. IEEE Access 2020, 8, 104555–104564. [Google Scholar] [CrossRef]
- Ozcelik, B.; Oktem, H.; Kurtaran, H. Optimum surface roughness in end milling Inconel 718 by coupling neural network model and genetic algorithm. Int. J. Adv. Manuf. Technol. 2005, 27, 234–241. [Google Scholar] [CrossRef]
- Yuan, P.; Mao, J.L.; Xiang, F.H.; Liu, L.; Zhang, M.X. Fault Diagnosis of Power System Based on Improved Genetic Optimized BP-NN. Int. Conf. Eng. Technol. Appl. (ICETA) 2015, 22, 01050. [Google Scholar] [CrossRef]
- Jeevarathinam, G.; Pandiselvam, R.; Pandiarajan, T.; Preetha, P.; Krishnakumar, T.; Balakrishnan, M.; Thirupathi, V.; Ganapathy, S.; Amirtham, D. Design, development, and drying kinetics of infrared-Assisted hot air dryer for turmeric slices. J. Food Process Eng. 2022, 45, e13876. [Google Scholar] [CrossRef]
- Vimercati, W.C.; Araujo, C.D.; Macedo, L.L.; Maradini, A.M.; Saraiva, S.H.; Teixeira, L.J.Q. Influence of drying temperature on drying kinetics, energy consumption, bioactive compounds and cooking quality of pasta enriched with spinach. J. Food Process Eng. 2020, 43, e13571. [Google Scholar] [CrossRef]
- Liu, Z.L.; Bai, J.W.; Yang, W.X.; Wang, J.; Deng, L.Z.; Yu, X.L.; Zheng, Z.A.; Gao, Z.J.; Xiao, H.W. Effect of high-humidity hot air impingement blanching (HHAIB) and drying parameters on drying characteristics and quality of broccoli florets. Dry. Technol. 2019, 37, 1251–1264. [Google Scholar] [CrossRef]
- Chang, A.T.; Zheng, X.; Xiao, H.W.; Yao, X.D.; Liu, D.C.; Li, X.Y.; Li, Y.C. Short—and Medium-Wave Infrared Drying of Cantaloupe (Cucumis melon L.) Slices: Drying Kinetics and Process Parameter Optimization. Processes 2022, 10, 114. [Google Scholar] [CrossRef]
- Lu, Y.; Ren, G.; Duan, X.; Zhang, L.; Ling, Z. Moisture Migration Properties and Quality Changes of Fresh In-Shell Peanuts during Hot Air Drying. Food Sci. 2020, 41, 86–92. [Google Scholar]
- Shahbazi, F. Effects of Moisture Content and Impact Energy on the Cracking Characteristics of Walnuts. Int. J. Food Eng. 2014, 10, 149–156. [Google Scholar] [CrossRef]
- Man, X. Optimization of the Process Parameters of Hot-Air and Microwave-Vacuum Synergistic Drying for Walnut Shell Breaking. Master’s Thesis, Tarim University, Alaer, China, 2021. [Google Scholar]
- Liu, K.; Guo, W.; Zhu, Z. Study on various factors compression test of Xinfeng walnut. Food Mach. 2020, 36, 124–128. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Population Type | Double Vector |
|---|---|
| variable range | (−3, 3) |
| Population size | 200 |
| Number of generations | 1000 |
| Crossover rate | 90% |
| Mutation rate | 10% |
| Population Type | Double Vector |
|---|---|
| Pareto front population fraction | 0.3 |
| Population size | 120 |
| Number of generations | 1000 |
| Crossover rate | 90% |
| Mutation rate | 10% |
| Group | Transfer Function of the Hidden Layer | Number of Neurons in the Hidden Layer | DT | SEC | HR | WR | SR | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| R2 | RMSE | R2 | RMSE | R2 | RMSE | R2 | RMSE | R2 | RMSE | |||
| 1 | Tansig | 2 | 0.6101 | 87 | 0.9170 | 0.7809 | 0.7262 | 3.6053 | 0.8348 | 2.4655 | 0.7695 | 3.4578 |
| 2 | 3 | 0.7330 | 70 | 0.9430 | 0.6930 | 0.8490 | 2.7626 | 0.9029 | 1.9311 | 0.8680 | 2.9473 | |
| 3 | 4 | 0.8053 | 62 | 0.9290 | 0.5373 | 0.8953 | 2.2088 | 0.9284 | 1.6161 | 0.9034 | 2.6510 | |
| 4 | 5 | 0.8455 | 50 | 0.9113 | 0.5288 | 0.9198 | 2.2477 | 0.9377 | 1.5535 | 0.9231 | 2.5961 | |
| 5 | 6 | 0.8688 | 42 | 0.9172 | 0.4820 | 0.9331 | 2.0987 | 0.9411 | 1.3893 | 0.9231 | 2.8564 | |
| 6 | 7 | 0.8858 | 38 | 0.9234 | 0.4868 | 0.9430 | 1.9751 | 0.9474 | 1.3514 | 0.9245 | 2.5263 | |
| 7 | 8 | 0.8965 | 36 | 0.9204 | 0.4876 | 0.9509 | 1.9454 | 0.9522 | 1.3170 | 0.9246 | 2.6684 | |
| 8 | 9 | 0.9030 | 37 | 0.9261 | 0.4557 | 0.9561 | 1.8920 | 0.9560 | 1.2482 | 0.9214 | 2.3708 | |
| 9 | 10 | 0.9113 | 36 | 0.9256 | 0.4839 | 0.9589 | 1.9481 | 0.9556 | 1.3308 | 0.9207 | 2.4248 | |
| 10 | 11 | 0.9176 | 34 | 0.9276 | 0.4794 | 0.9619 | 1.7221 | 0.9570 | 1.1531 | 0.9158 | 2.3483 | |
| 11 | 12 | 0.9207 | 37 | 0.9296 | 0.4642 | 0.9633 | 1.7937 | 0.9573 | 1.2995 | 0.898 | 2.4721 | |
| 12 | 13 | 0.9018 | 38 | 0.9248 | 0.4782 | 0.9610 | 1.8238 | 0.9568 | 1.3210 | 0.9103 | 2.5131 | |
| 13 | Logsig | 2 | 0.8142 | 68 | 0.9584 | 0.8237 | 0.8740 | 4.2739 | 0.8135 | 3.1225 | 0.8150 | 4.1104 |
| 14 | 3 | 0.8468 | 58 | 0.9197 | 0.8994 | 0.8915 | 3.0264 | 0.8413 | 2.4166 | 0.8564 | 3.9061 | |
| 15 | 4 | 0.8762 | 48 | 0.9328 | 0.5449 | 0.9127 | 2.4617 | 0.8734 | 1.9124 | 0.8643 | 3.3415 | |
| 16 | 5 | 0.9010 | 44 | 0.9385 | 0.5140 | 0.9338 | 2.1232 | 0.8980 | 1.6816 | 0.8876 | 3.0413 | |
| 17 | 6 | 0.9170 | 43 | 0.9478 | 0.4458 | 0.9457 | 2.0833 | 0.9198 | 1.6132 | 0.9120 | 3.0922 | |
| 18 | 7 | 0.9271 | 36 | 0.9539 | 0.4363 | 0.9600 | 1.8385 | 0.9384 | 1.4448 | 0.9320 | 2.9298 | |
| 19 | 8 | 0.9338 | 38 | 0.9582 | 0.3943 | 0.9620 | 2.0749 | 0.9411 | 1.4663 | 0.9359 | 2.8583 | |
| 20 | 9 | 0.9363 | 36 | 0.9620 | 0.3795 | 0.9682 | 1.6762 | 0.9519 | 1.2627 | 0.9409 | 2.6781 | |
| 21 | 10 | 0.9412 | 30 | 0.9650 | 0.4118 | 0.9720 | 1.7408 | 0.9604 | 1.3396 | 0.9468 | 2.7705 | |
| 22 | 11 | 0.9459 | 34 | 0.9665 | 0.3551 | 0.9760 | 1.6523 | 0.9651 | 1.2436 | 0.9490 | 2.7766 | |
| 23 | 12 | 0.9500 | 33 | 0.9682 | 0.3631 | 0.9786 | 1.6521 | 0.9695 | 1.1869 | 0.9555 | 2.5246 | |
| 24 | 13 | 0.9432 | 35 | 0.9641 | 0.3728 | 0.9731 | 1.7239 | 0.9543 | 1.2165 | 0.9461 | 2.6987 | |
| Types of activation functions | ||||||||||||
| Algorithm | DT | SEC | HR | WR | SR | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| R2 | RMSE | R2 | RMSE | R2 | RMSE | R2 | RMSE | R2 | RMSE | |
| BP | 0.950 | 33 | 0.968 | 0.363 | 0.979 | 1.652 | 0.970 | 1.187 | 0.956 | 2.525 |
| GA-ANN | 0.996 | 22.176 | 0.998 | 0.279 | 0.990 | 1.471 | 0.991 | 0.926 | 0.993 | 1.250 |
| Error (%) | 32.8 | 23.14 | 10.96 | 21.99 | 50.5 | |||||
| Pareto ID | T (°C) | V (m/s) | MC | D | DT (min) | SEC (MJ/kg) | HR | WR | SR |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 51.5 | 1.04 | 10.0 | 2 | 958.4 | 16.77 | 89.0 | 50.9 | 92.8 |
| 2 | 53.3 | 1.20 | 10.1 | 2 | 888.5 | 16.49 | 88.9 | 50.4 | 93.6 |
| 3 | 47.0 | 1.01 | 10.0 | 2 | 1082.2 | 16.78 | 88.8 | 51.2 | 89.5 |
| 4 | 44.7 | 1.50 | 11.1 | 2 | 974.0 | 14.77 | 86.2 | 48.4 | 86.8 |
| 5 | 52.5 | 3.59 | 23.2 | 2 | 137.9 | 1.84 | 48.8 | 24.9 | 68.2 |
| 6 | 43.1 | 1.02 | 10.0 | 2 | 1193.4 | 16.78 | 88.7 | 51.2 | 85.3 |
| 7 | 54.9 | 3.66 | 10.9 | 3 | 585.1 | 12.86 | 81.7 | 43.7 | 99.8 |
| 8 | 54.9 | 3.98 | 20.3 | 3 | 181.4 | 2.78 | 58.6 | 32.1 | 84.8 |
| 9 | 54.7 | 3.97 | 21.3 | 2 | 157.2 | 2.33 | 54.1 | 28.8 | 75.7 |
| 10 | 49.6 | 1.01 | 10.0 | 2 | 1012.0 | 16.79 | 88.9 | 51.0 | 91.6 |
| 11 | 53.4 | 3.83 | 17.4 | 2 | 264.8 | 4.70 | 69.2 | 38.3 | 85.3 |
| 12 | 54.7 | 3.85 | 23.9 | 2 | 109.6 | 1.29 | 47.8 | 23.8 | 66.1 |
| 13 | 54.2 | 3.25 | 25.0 | 3 | 103.9 | 1.08 | 56.8 | 29.3 | 69.3 |
| 14 | 52.5 | 2.27 | 16.0 | 2 | 407.9 | 7.45 | 75.9 | 41.6 | 87.3 |
| 15 | 54.9 | 3.13 | 17.0 | 2 | 299.7 | 5.65 | 72.3 | 39.5 | 87.0 |
| 16 | 50.6 | 2.16 | 10.2 | 2 | 847.7 | 15.48 | 87.5 | 49.1 | 92.9 |
| 17 | 47.7 | 1.97 | 12.8 | 2 | 696.3 | 11.68 | 82.5 | 45.4 | 88.3 |
| 18 | 54.9 | 3.82 | 24.2 | 2 | 102.8 | 1.15 | 47.3 | 23.3 | 64.6 |
| 19 | 52.5 | 2.92 | 12.9 | 2 | 535.3 | 10.54 | 82.1 | 44.9 | 91.9 |
| 20 | 43.6 | 1.39 | 14.2 | 2 | 729.8 | 10.64 | 80.2 | 44.0 | 82.1 |
| 21 | 49.8 | 3.38 | 12.4 | 2 | 573.7 | 10.85 | 82.0 | 44.6 | 91.3 |
| 22 | 43.6 | 1.02 | 10.1 | 2 | 1169.3 | 16.65 | 88.6 | 51.0 | 85.8 |
| 23 | 47.3 | 1.75 | 10.9 | 2 | 901.0 | 14.80 | 86.4 | 48.5 | 89.7 |
| 24 | 50.4 | 3.71 | 17.2 | 2 | 299.8 | 5.11 | 69.5 | 38.4 | 84.0 |
| 25 | 52.9 | 3.65 | 20.4 | 3 | 200.6 | 3.06 | 58.6 | 32.2 | 83.5 |
| 26 | 52.5 | 2.74 | 16.6 | 2 | 353.5 | 6.39 | 73.3 | 40.3 | 86.3 |
| 27 | 52.7 | 2.03 | 15.7 | 2 | 436.6 | 8.03 | 77.2 | 42.3 | 87.9 |
| 28 | 55.0 | 3.98 | 23.3 | 2 | 116.8 | 1.45 | 48.7 | 24.7 | 68.5 |
| 29 | 54.9 | 3.93 | 23.0 | 2 | 123.3 | 1.60 | 49.4 | 25.2 | 69.6 |
| 30 | 55.0 | 3.99 | 25.0 | 2 | 87.3 | 0.81 | 46.1 | 22.4 | 61.8 |
| Results | Operating Conditions | Response Variables | |||||||
|---|---|---|---|---|---|---|---|---|---|
| T (°C) | V (m/s) | MC | D | DT (min) | SEC (MJ/kg) | HR | WR | SR | |
| Prediction | 54.9 | 3.66 | 10.9 | 3 | 585.1 | 12.86 | 81.7 | 43.7 | 99.8 |
| validation | 54.9 | 3.66 | 10.9 | 3 | 565 | 12.38 | 83.8 | 45.2 | 96 |
| Error (%) | 3.56 | 3.88 | 2.51 | 3.32 | 3.96 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, T.; Zheng, X.; Vidyarthi, S.K.; Xiao, H.; Yao, X.; Li, Y.; Zang, Y.; Zhang, J. Artificial Neural Network Modeling and Genetic Algorithm Multiobjective Optimization of Process of Drying-Assisted Walnut Breaking. Foods 2023, 12, 1897. https://doi.org/10.3390/foods12091897
Yang T, Zheng X, Vidyarthi SK, Xiao H, Yao X, Li Y, Zang Y, Zhang J. Artificial Neural Network Modeling and Genetic Algorithm Multiobjective Optimization of Process of Drying-Assisted Walnut Breaking. Foods. 2023; 12(9):1897. https://doi.org/10.3390/foods12091897
Chicago/Turabian StyleYang, Taoqing, Xia Zheng, Sriram K. Vidyarthi, Hongwei Xiao, Xuedong Yao, Yican Li, Yongzhen Zang, and Jikai Zhang. 2023. "Artificial Neural Network Modeling and Genetic Algorithm Multiobjective Optimization of Process of Drying-Assisted Walnut Breaking" Foods 12, no. 9: 1897. https://doi.org/10.3390/foods12091897
APA StyleYang, T., Zheng, X., Vidyarthi, S. K., Xiao, H., Yao, X., Li, Y., Zang, Y., & Zhang, J. (2023). Artificial Neural Network Modeling and Genetic Algorithm Multiobjective Optimization of Process of Drying-Assisted Walnut Breaking. Foods, 12(9), 1897. https://doi.org/10.3390/foods12091897