Adaptive Control of Resistance Spot Welding Based on a Dynamic Resistance Model


Abstract
:1. Introduction
- Stage 1:
- Squeeze time, during which pressure is applied by the electrodes to squeeze the workpieces.
- Stage 2:
- Welding time, during which a high current is applied, causing melting and formation of a nugget.
- Stage 3:
- Hold time, during which pressure is maintained after the welding current is ceased, to allow cooling of the nugget and prevent cracks.
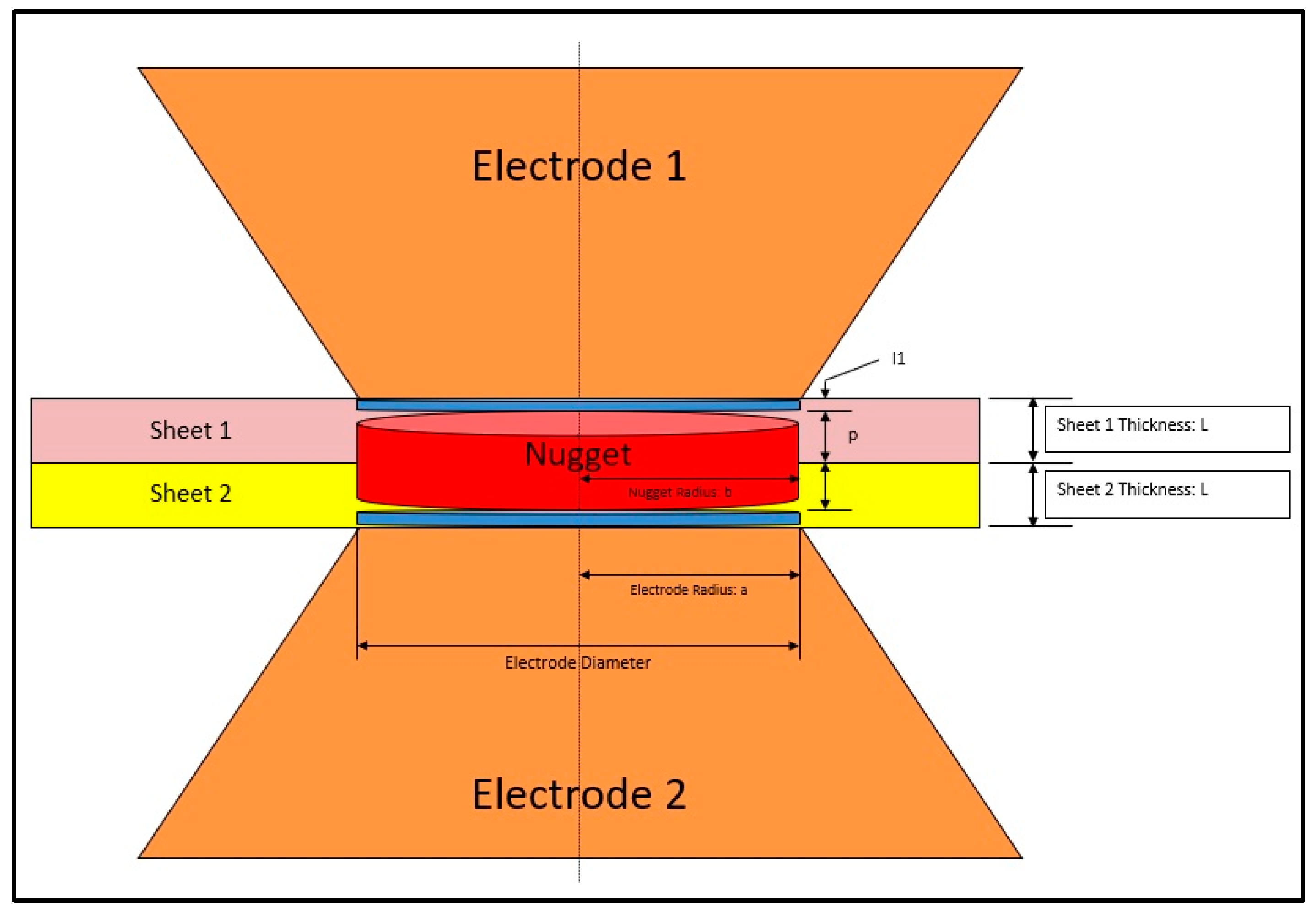
2. Modeling of an RSW Nugget Formation Process
Electro-Thermal Dynamical Model of an RSW Nugget Formation Process
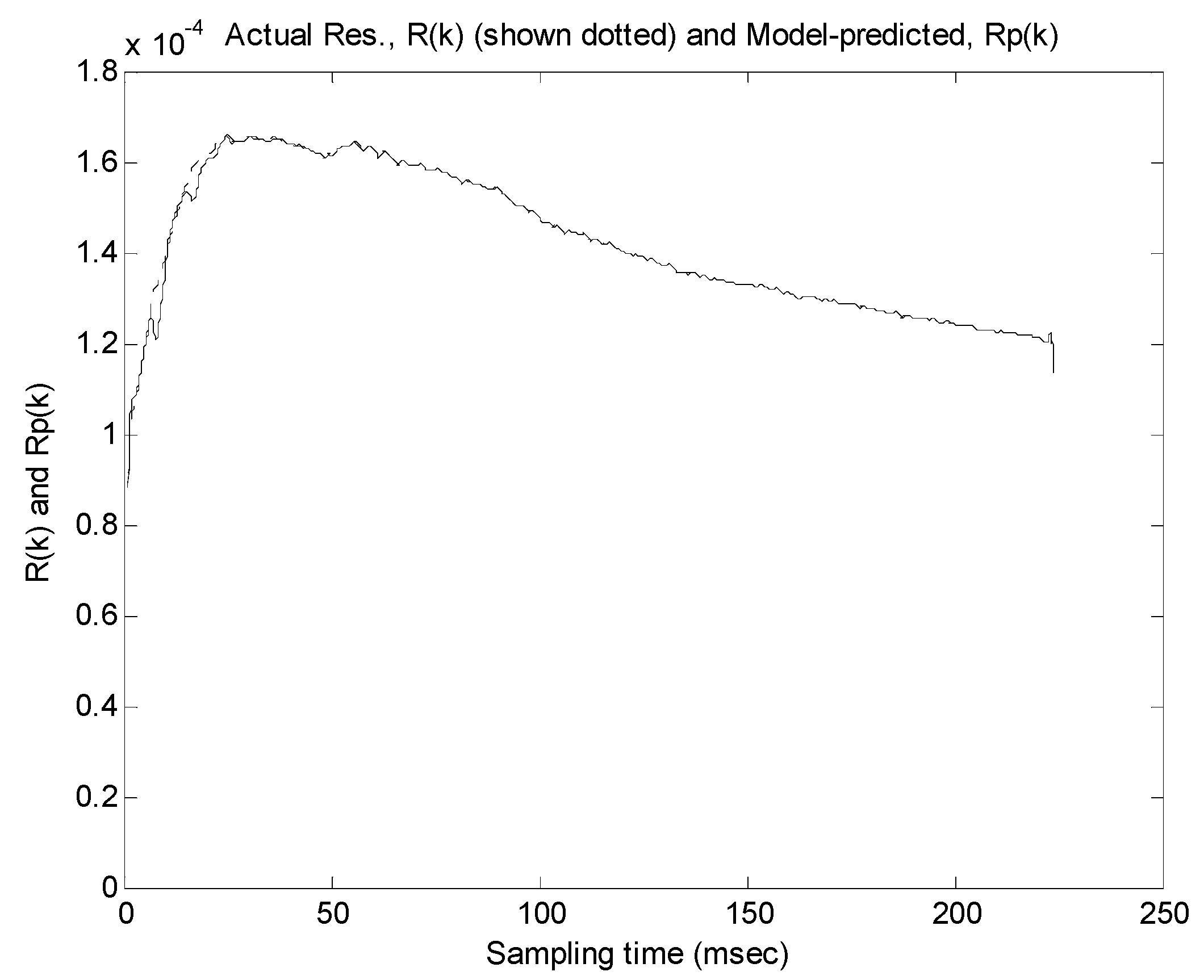
3. Dynamical Resistance Model of an RSW Nugget Formation Process
Validation of the Dynamic Resistance Model
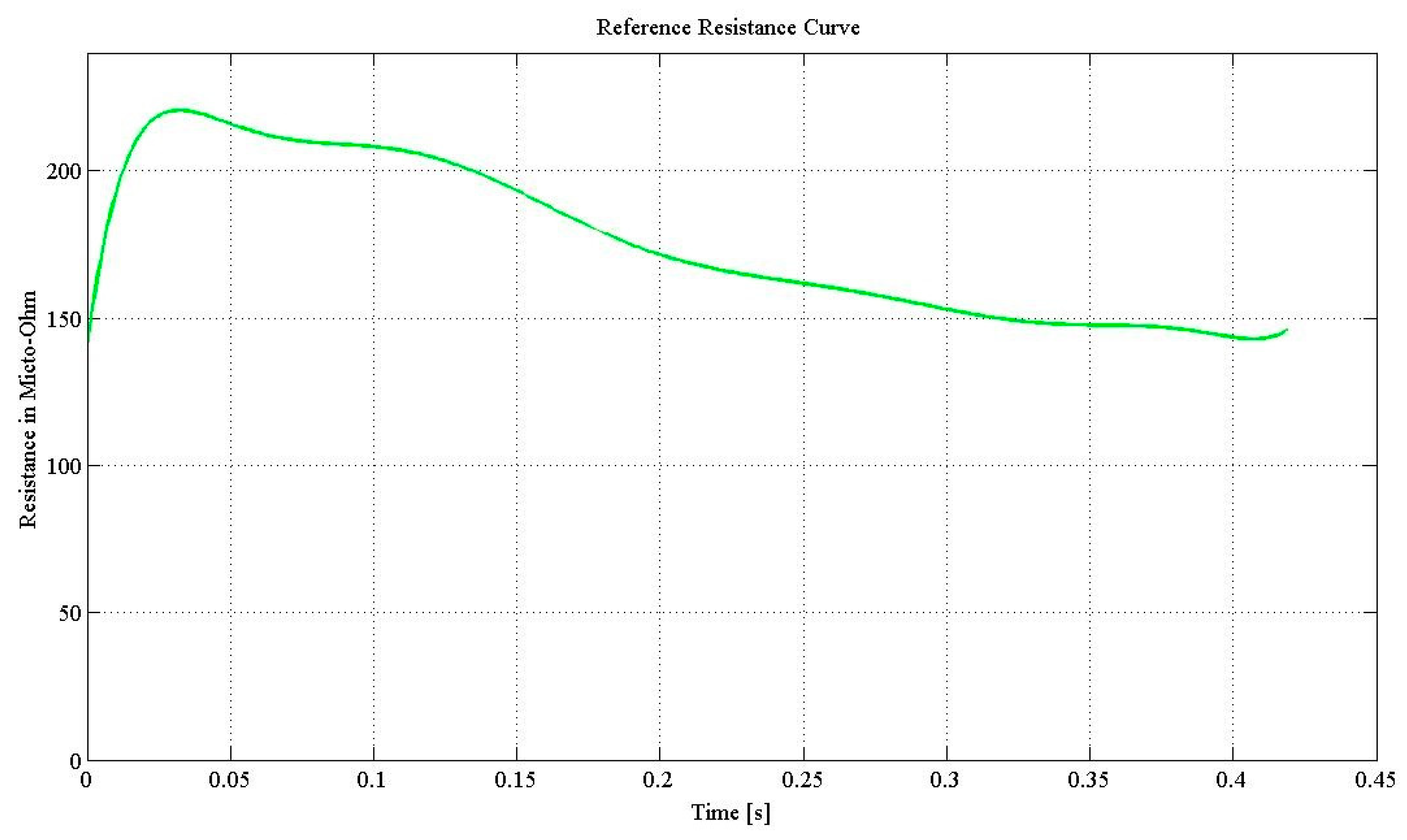
4. Design of an Adaptive RSW Controller
4.1. Parameter Estimation
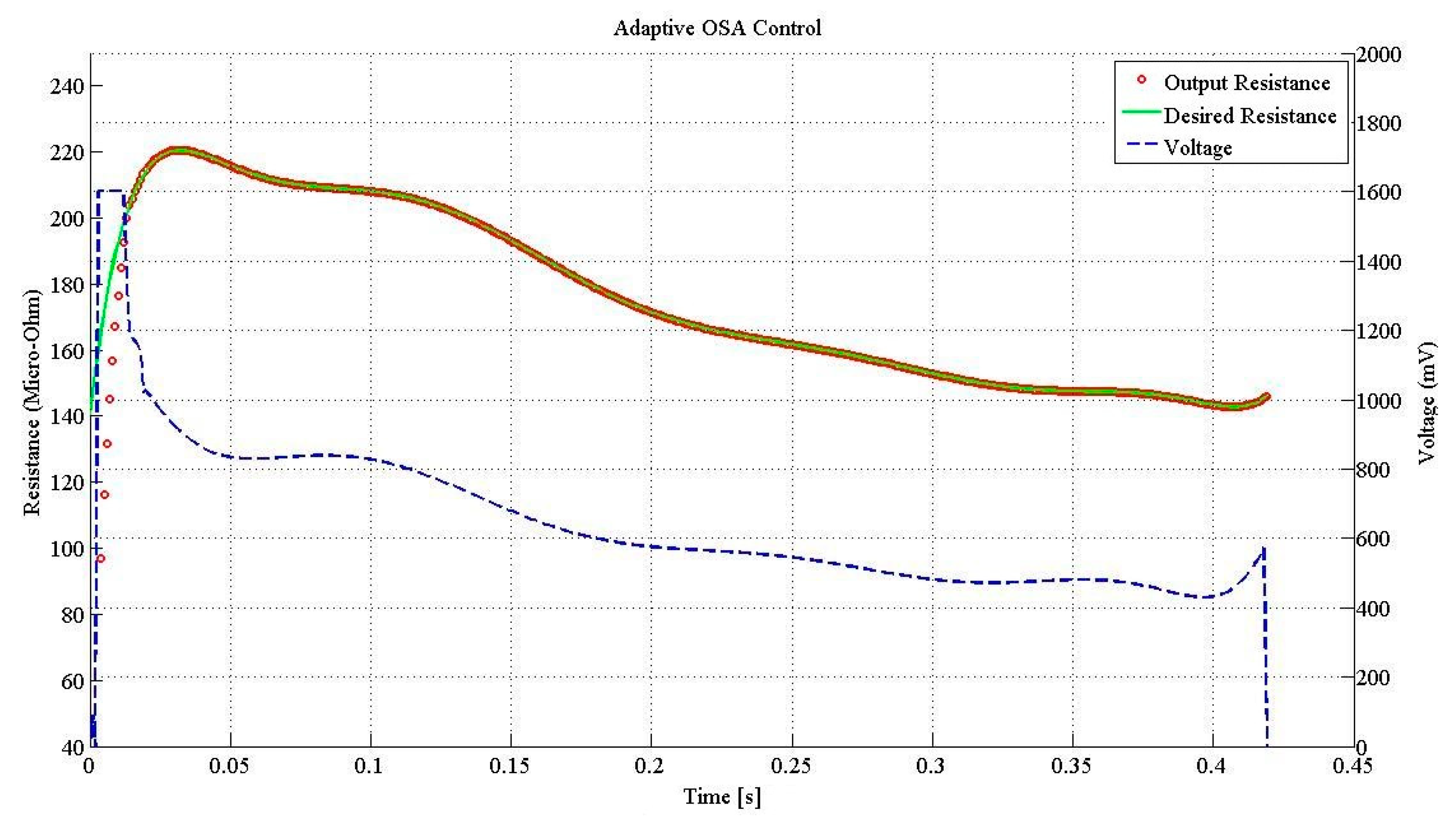
4.2. Adaptive One-Step-Ahead Tracking Controller
Remark
5. Simulation Results and Discussion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, H.; Senkara, J. Resistance Welding Fundamentals and Applications; Taylor & Francis Group: Boca Raton, FL, USA, 2012. [Google Scholar]
- Govik, A. Modeling of the Resistance Spot Welding Process. Master Thesis, Linköping University, Linköping, Sweden, 2009. [Google Scholar]
- Won, Y.J.; Cho, H.S.; Lee, C.W. A Microprocessor-Based Control System for Resistance Spot Welding Process. In Proceedings of the American Control Conference, San Francisco, CA, USA, 22–24 June 1983; pp. 734–738. [Google Scholar]
- Zhou, K.; Cai, L. A Nonlinear Current Control Method for Resistance Spot Welding. Proc. ASME Trans. Mechatron. 2014, 19, 559–569. [Google Scholar] [CrossRef]
- Salem, M.; Brown, L.J. Improved Consistency of Resistance Spot Welding with Tip Voltage Control. In Proceedings of the 24th Canadian Conference on Electrical and Computer Engineering, Niagara Falls, ON, Canada, 8–11 May 2011; pp. 548–551. [Google Scholar]
- Chen, X.; Araki, K.; Mizuno, T. Modeling and Fuzzy Control of the Resistance Spot Welding Process. In Proceedings of the 24th Canadian Conference on Electrical and Computer Engineering, Tokushima, Japan, 29–31 July 1997; pp. 898–994. [Google Scholar]
- El-Banna, M.; Filev, D.; Chinnam, R.B. Intelligent Constant Current Control for Resistance Spot Welding. In Proceedings of the IEEE Conference on Fuzzy Systems, Vancouver, BC, Canada, 16–21 July 2006; pp. 1570–1577. [Google Scholar]
- Chen, X.; Araki, K. Fuzzy Adaptive Process Control of Resistance Spot Welding with a Current Reference Model. In Proceedings of the IEEE Conference on Intelligent Processing Systems, Beijing, China, 28–31 October 1997; pp. 190–194. [Google Scholar]
- Shriver, J.; Peng, H.; Hu, S.J. Control of Resistance Spot Welding. In Proceedings of the 1999 American Control Conference, San Diego, CA, USA, 2–4 June 1999; pp. 187–191. [Google Scholar]
- Ivezic, N.; Allen, J.D.; Zacharia, T. Neural Network-Based Resistance Spot Welding Control and Quality Prediction. In Proceedings of the Second International Conference on Intelligent Processing and Manufacturing of Materials, Honolulu, HI, USA, 10–15 July 1999; pp. 989–994. [Google Scholar]
- Messler, R.W.; Jou, M.; Li, C.J. An Intelligent Control System for Resistance Spot Welding Using a Neural Network and Fuzzy Logic. In Proceedings of the 1995 IEEE Industry Applications Conference Thirtieth IAS Annual Meeting, Orlando, FL, USA, 8–12 October 1995; pp. 1757–1763. [Google Scholar]
- Yu, J. New methods of resistance spot welding using reference waveforms of welding power. Int. J. Precis. Eng. Manuf. 2016, 17, 1313–1321. [Google Scholar] [CrossRef]
- Subbanna, R.S.; Rajini, M. Intelligent Control System for Resistance Spot Welding System. Manag. J. Instrum. Control Eng. 2018, 6, 35–41. [Google Scholar] [CrossRef]
- Yu, J. Adaptive Resistance Spot Welding Process that Reduces the Shunting Effect for Automotive High-Strength Steels. Metals 2018, 8, 775. [Google Scholar] [CrossRef]
- Dickinson, D.; Franklin, J.; Stanya, A. Characterization of Spot-Welding Behavior by Dynamic Electrical Parameter Monitoring. Weld. J. 1980, 59, S170–S176. [Google Scholar]
- Kaiser, J.; Dunn, D.; Eagar, T. The Effect of Electrical-Resistance on Nugget Formation during Spot-Welding. Weld. J. 1982, 61, S167–S174. [Google Scholar]
- Garza, F.; Das, M. On real time monitoring and control of resistance spot welds using dynamic resistance signatures. In Proceedings of the 44th IEEE 2001 Midwest Symposium on Circuits and Systems, Dayton, OH, USA, 14–17 August 2001. [Google Scholar]
- Cho, Y.; Rhee, S. Primary Circuit Dynamic Resistance Monitoring and its Application to Quality Estimation during Resistance Spot Welding. Weld. J. 2002, 81, S104–S111. [Google Scholar]
- Wan, X.; Wang, Y.; Zhao, D. Quality monitoring based on dynamic resistance and principal component analysis in small scale resistance spot welding process. Int. J. Adv. Manuf. Technol. 2016, 86, 3443–3451. [Google Scholar] [CrossRef]
- Luo, Y.; Rui, W.; Xie, X.; Zhu, Y. Study on the nugget growth in single-phase AC resistance spot welding based on the calculation of dynamic resistance. J. Mater. Process. Technol. 2016, 229, 492–500. [Google Scholar] [CrossRef]
- Podrzaj, P.; Polajnar, I.; Diaci, J.; Kariz, Z. Overview of resistance spot welding control. Sci. Technol. Weld. Join. 2008, 13, 215–224. [Google Scholar] [CrossRef]
- Hemmati, M.; Haeri, M. Control of resistance spot welding using model predictive control. In Proceedings of the 2015 9th International Conference on Electrical and Electronics Engineering, Bursa, Turkey, 26–28 November 2015; pp. 864–868. [Google Scholar]
- Kas, Z.; Das, M. A Thermal Dynamical Model Based Control of Resistance Spot Welding. In Proceedings of the IEEE International Conference on Electro/Information Technology, Milwaukee, WI, USA, 5–7 June 2014; pp. 264–269. [Google Scholar]
- Kas, Z.; Das, M. An Electrothermal Model Based Adaptive Control of Resistance Spot Welding Process. Intell. Control Autom. 2015, 6, 134–146. [Google Scholar] [CrossRef] [Green Version]
- Kim, E.W.; Eagar, T.W. Parametric Analysis of Resistance Spot Welding Lobe Curve. SAE Trans. J. Mater. 1988. [Google Scholar] [CrossRef] [Green Version]
- CHC Algorithm, WTC. Available online: http://www.weldtechcorp.com/welding_concepts/weldsolutions_chc.html (accessed on 27 September 2019).
- Goodwin, G.C.; Sin, K.S. Adaptive Filtering Prediction and Control; Prentice-Hall: Englewood Cliffs, NJ, USA, 1983. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Description | Value | Units |
|---|---|---|---|
| Density | 7800 | Kg. | |
| Specific Heat | 480 | J.. | |
| a | Nominal Nugget Radius | 2.50 × 10−3 | m |
| p | Nominal Nugget Penetration per Sheet | 1.08 × 10−3 | m |
| k | Thermal Conductivity | 15.1 | W.. |
| Nominal Indentation per Sheet | 1.20 × 10−4 | m | |
| β | Penetration to Workpiece Thickness Ratio | 0.8 | no units |
| L | Sheet Thickness | 1.20 × 10−3 | m |
| b | Electrode Radius | 3.00 × 10−3 | m |
| Latent Heat of Fusion | 2.73 × 105 | J. | |
| H | Heat of Fusion | 2.13 × 109 | J. |
| α | Thermal Diffusivity | 4.03 × 10−6 | . |
| Interface Temperature | 500 | ||
| Initial Temperature | 20 | ||
| Temperature Coefficient | 0.0066 | ||
| Resistivity @ 20 C | 0.15 | .m |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kas, Z.; Das, M. Adaptive Control of Resistance Spot Welding Based on a Dynamic Resistance Model. Math. Comput. Appl. 2019, 24, 86. https://doi.org/10.3390/mca24040086
Kas Z, Das M. Adaptive Control of Resistance Spot Welding Based on a Dynamic Resistance Model. Mathematical and Computational Applications. 2019; 24(4):86. https://doi.org/10.3390/mca24040086
Chicago/Turabian StyleKas, Ziyad, and Manohar Das. 2019. "Adaptive Control of Resistance Spot Welding Based on a Dynamic Resistance Model" Mathematical and Computational Applications 24, no. 4: 86. https://doi.org/10.3390/mca24040086
APA StyleKas, Z., & Das, M. (2019). Adaptive Control of Resistance Spot Welding Based on a Dynamic Resistance Model. Mathematical and Computational Applications, 24(4), 86. https://doi.org/10.3390/mca24040086