
Improved Palladium Extraction from Spent Catalyst Using Ultrasound-Assisted Leaching and Sulfuric Acid–Sodium Chloride System

Abstract
1. Introduction
2. Materials and Methods
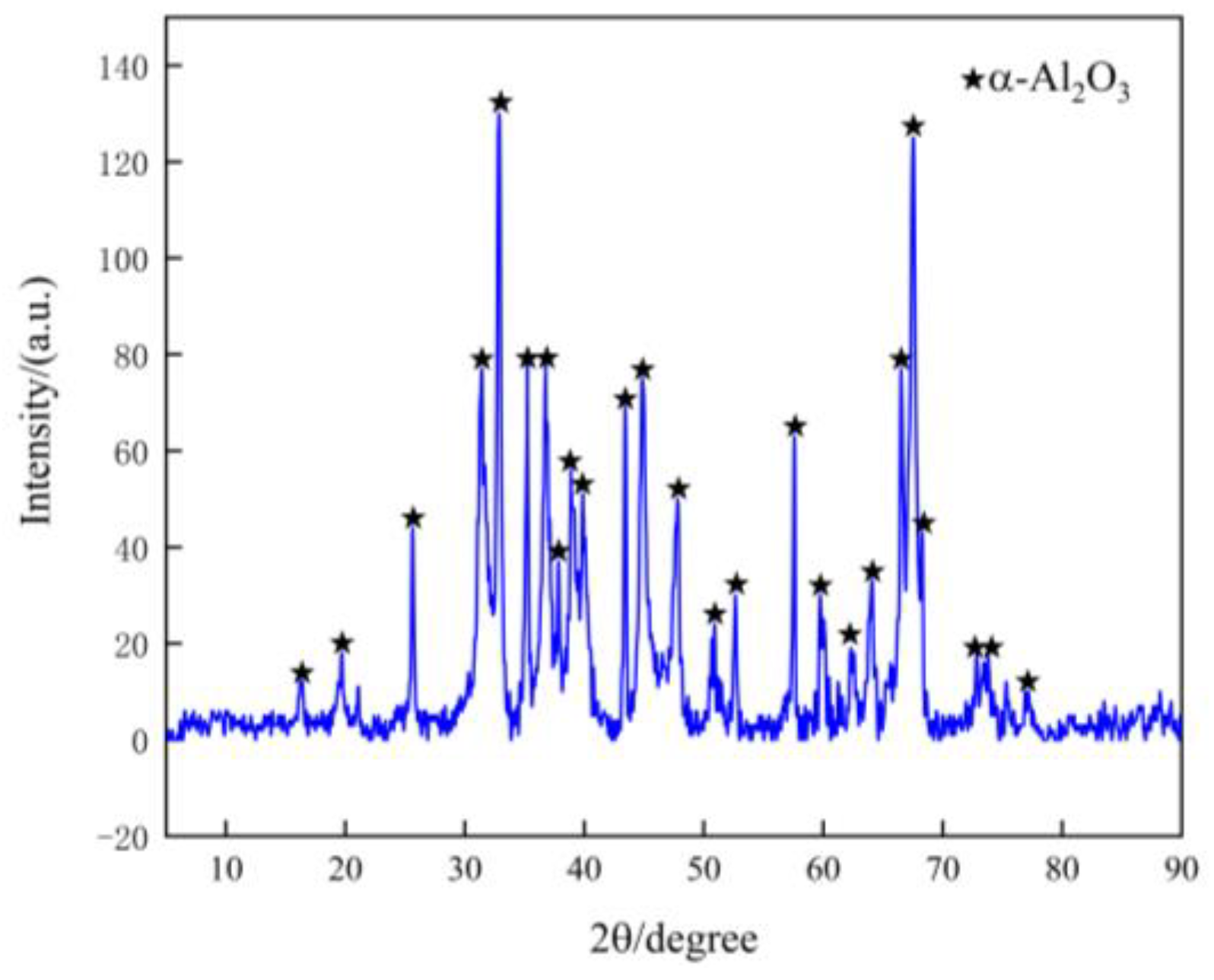
2.1. Materials
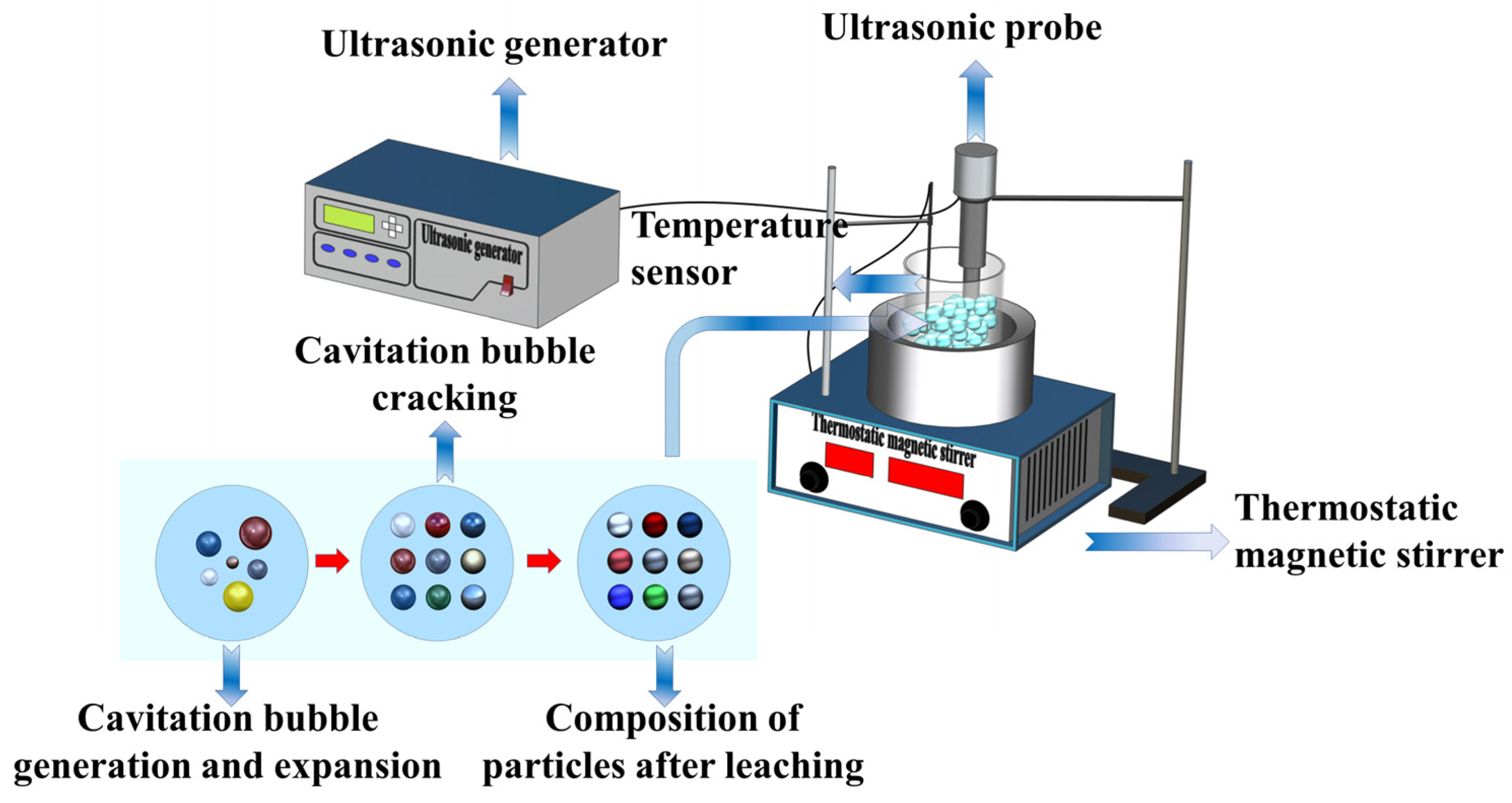
2.2. Experimental Procedure for Ultrasound-Assisted Leaching (UAL)
2.3. Analytical Methods
3. Results
3.1. Leaching Mechanism of Pd in H2SO4-NaCl System
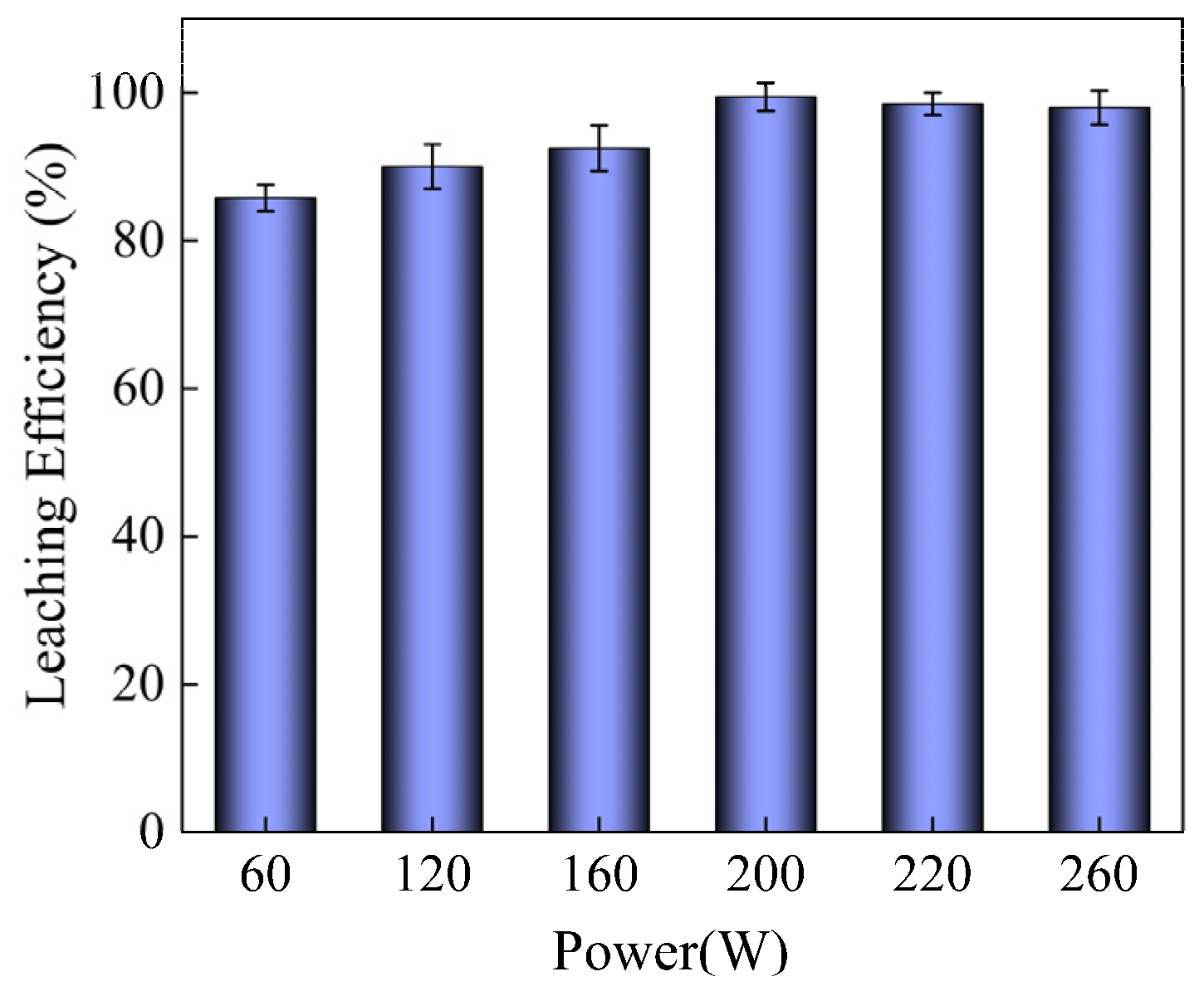
3.2. The Effect of Ultrasonic Power
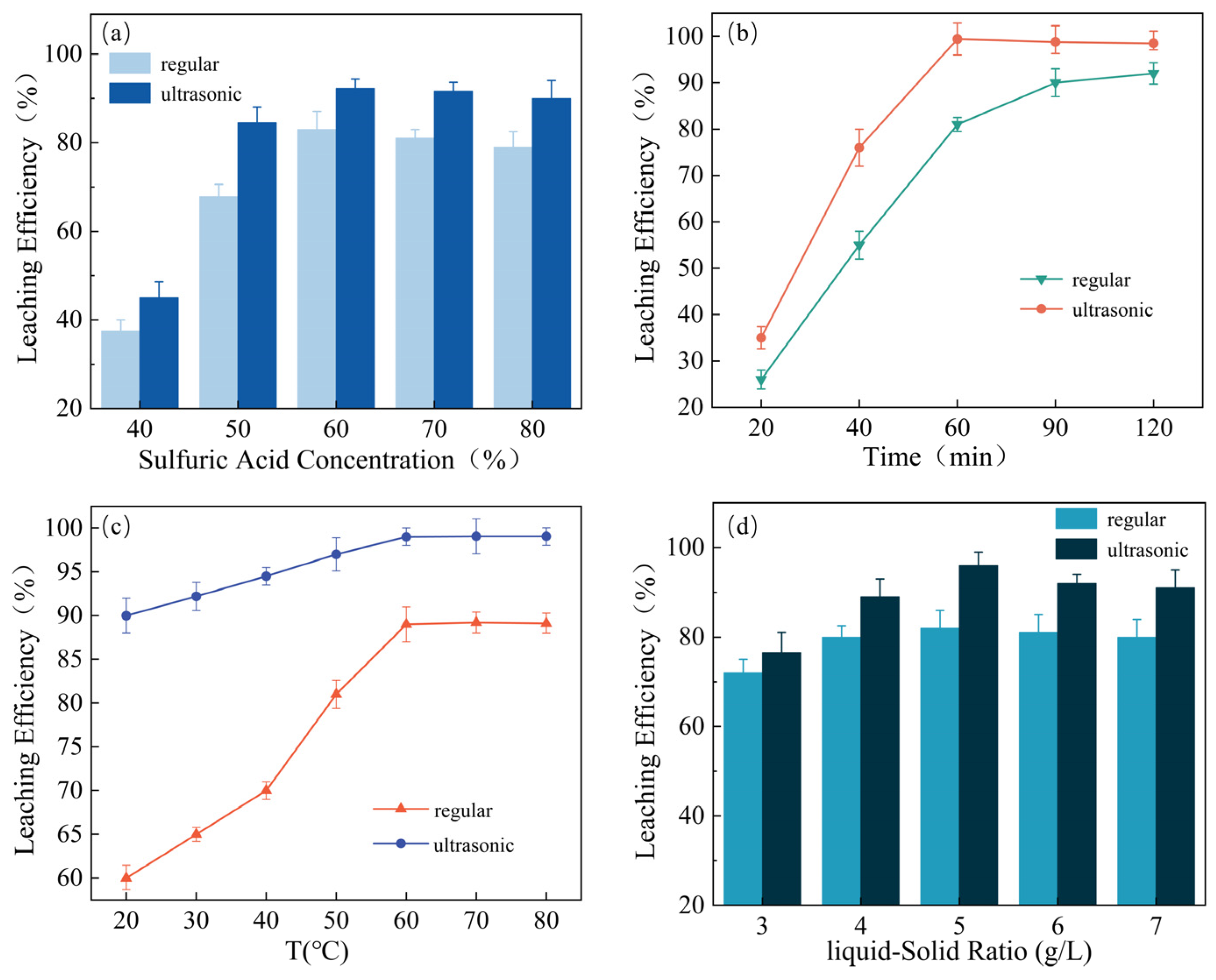
3.3. Comparison between the Conventional and Ultrasound-Assisted Leaching
- a.
- The effect of H2SO4 concentration
- b.
- The effect of leaching time
- c.
- The effect of leaching temperature
- d.
- The effect of liquid–solid ratio
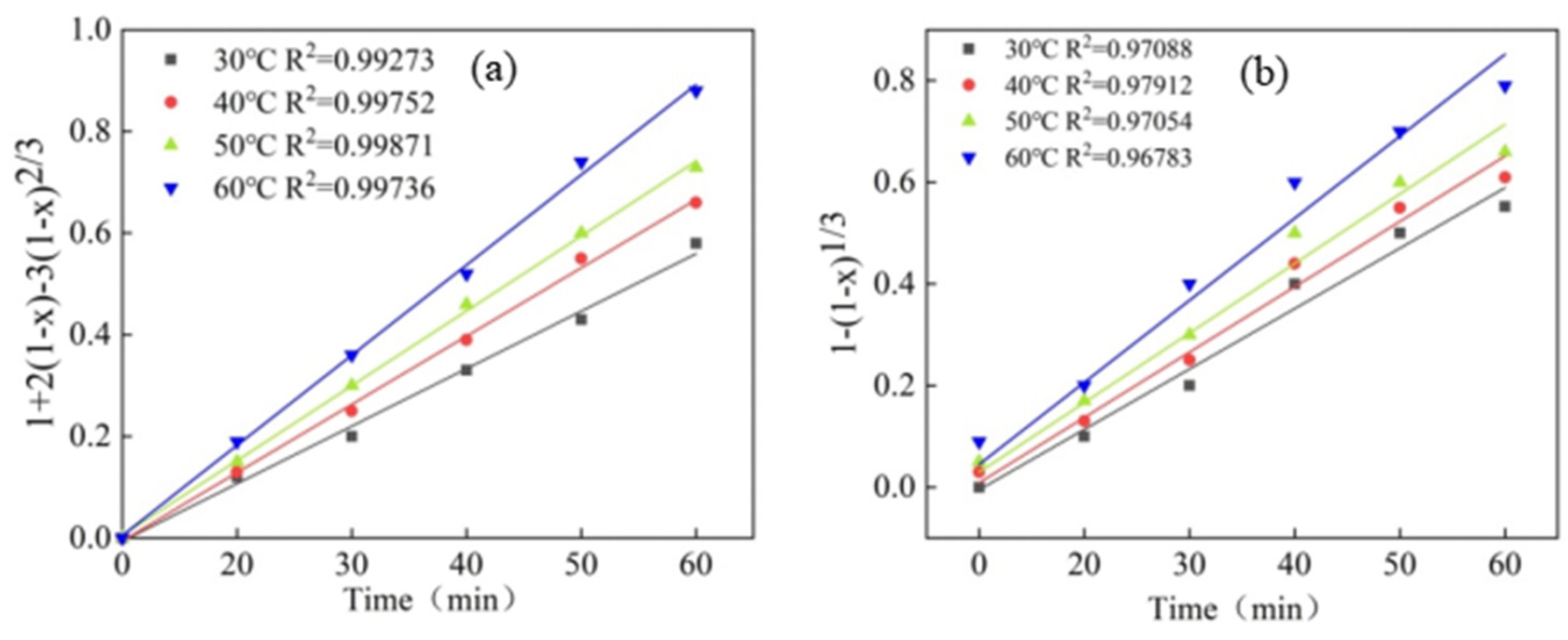
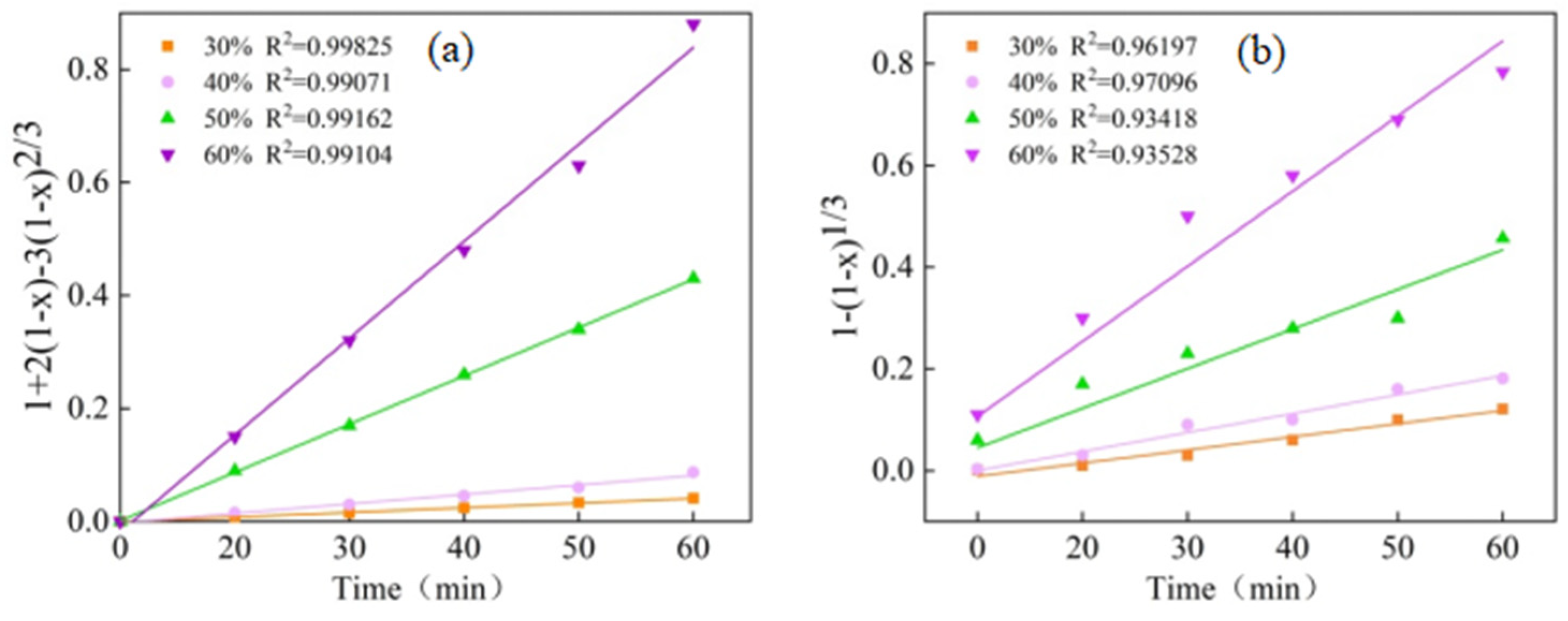
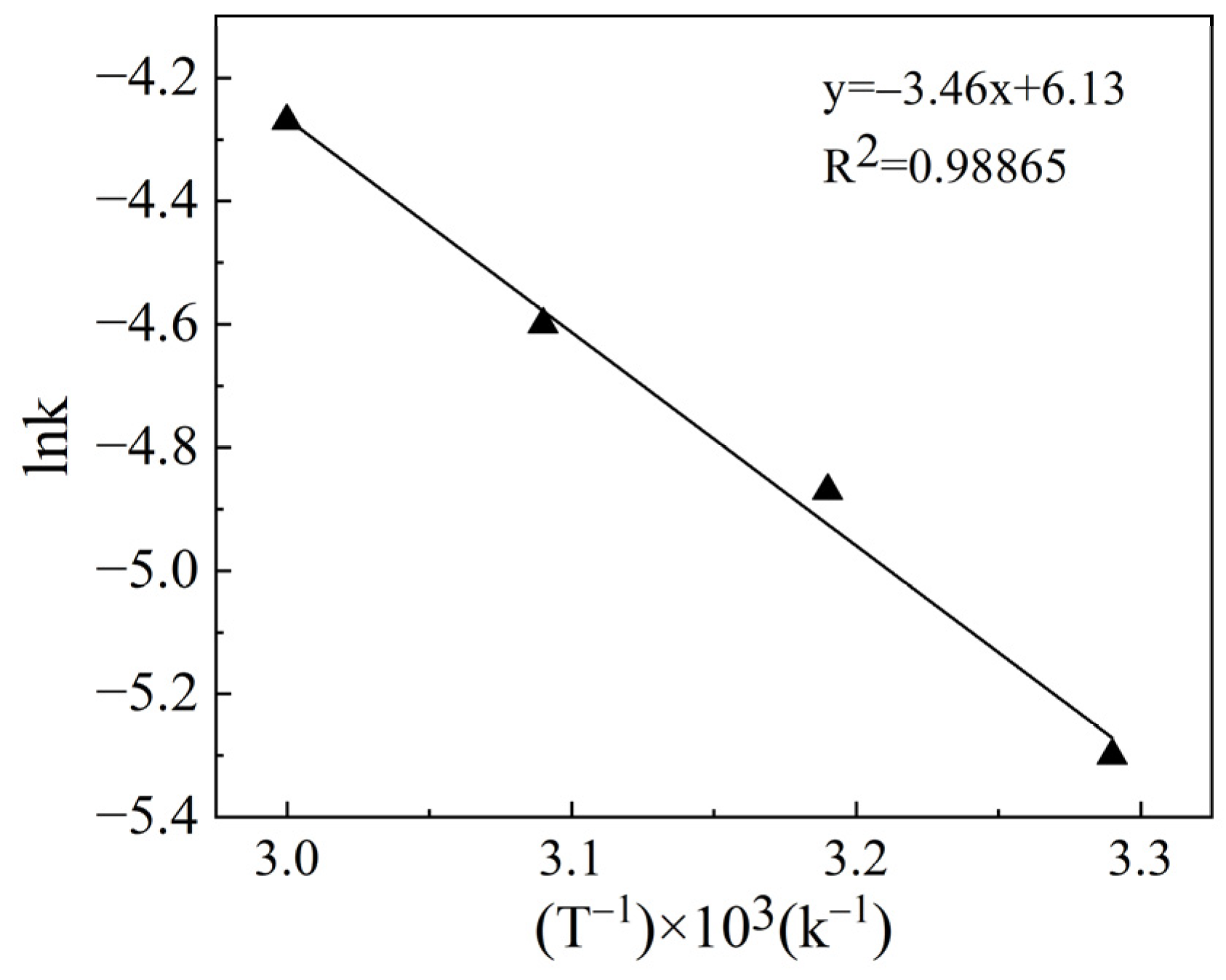
3.4. Kinetic Analysis of the Leaching Process
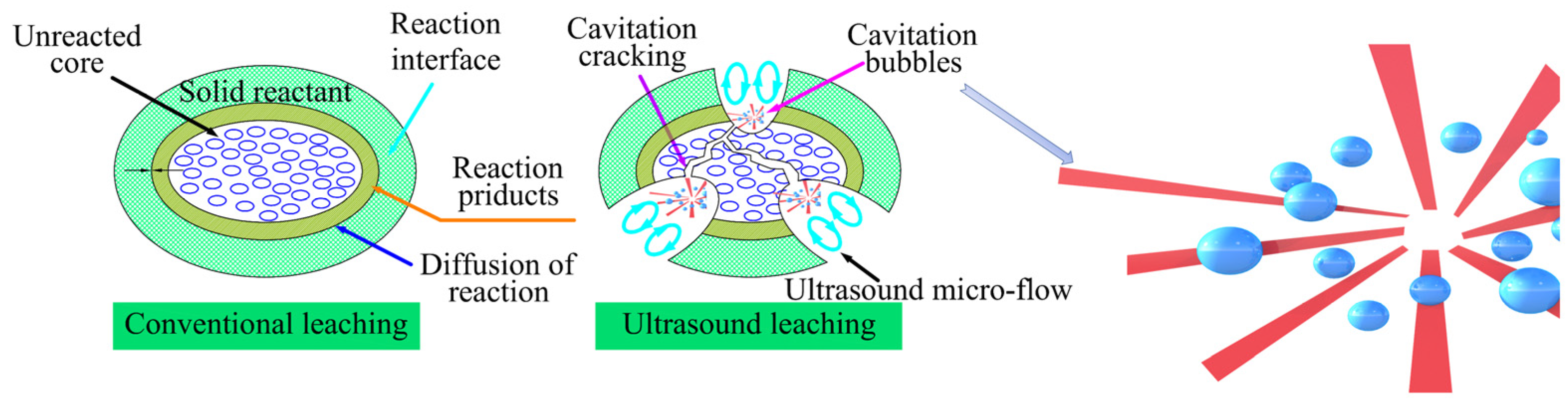
3.5. Mechanism of Ultrasonic-Enhanced Leaching
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xie, X.; Liu, G.Q.; Zhang, F. Research on Recovery of Palladium from the Spent Pd-Al2O3 Catalyst. Compr. Util. Resour. China 2020, 38, 22–24. [Google Scholar]
- Ding, Y.J.; Zhang, S.G. Status and research progress on recovery of platinum group metals from spent catalysts. J. Eng. Sci. 2020, 42, 257–269. [Google Scholar]
- Dong, H.; Zhao, J.; Chen, J. Recovery of platinum group metals from spent catalysts: A review. Int. J. Miner. Process. 2015, 145, 108–113. [Google Scholar] [CrossRef]
- Paiva, A.P.; Ortet, O.; Carvalho, G.I. Recovery of palladium from a spent industrial catalyst through leaching and solvent extraction. Hydrometallurgy 2017, 171, 394–401. [Google Scholar] [CrossRef]
- Matsumoto, K.; Sezaki, Y.; Hata, Y. Selective Recovery of Platinum (IV) from HCl Solutions Using 2-Ethylhexylamine as a Precipitant. Separations 2021, 8, 40. [Google Scholar] [CrossRef]
- De Corte, S.; Hennebel, T.; De Gusseme, B.; Verstraete, W.; Boon, N. Bio-palladium: From metal recovery to catalytic applications. Microb. Biotechnol. 2012, 5, 5–17. [Google Scholar] [CrossRef] [PubMed]
- Gürsel, I.V.; Noël, T.; Wang, Q. Separation/recycling methods for homogeneous transition metal catalysts in continuous flow. Green Chem. 2015, 17, 2012–2026. [Google Scholar] [CrossRef]
- Molnár, Á.; Papp, A. Catalyst recycling—A survey of recent progress and current status. Coord. Chem. Rev. 2017, 349, 1–65. [Google Scholar] [CrossRef]
- Chen, J.P.; Wang, H.B.; Gong, W.X. Progress of Platinum Group Metals Recovery from Spent Catalystsin Petroleum and Chemical industries. Compr. Util. Resour. China 2017, 35, 69–71. [Google Scholar]
- Wang, L.; Chen, M. Policies and perspective on end-of-life vehicles in China. J. Clean. Prod. 2013, 44, 168–176. [Google Scholar] [CrossRef]
- Ueda, Y.; Morisada, S.; Kawakita, H. Selective Extraction of Platinum (IV) from the Simulated Secondary Resources Using Simple Secondary Amide and Urea Extractants. Separations 2021, 8, 139. [Google Scholar] [CrossRef]
- Fu, H.; Chen, Y.; Liu, T. Research on Hazardous Waste Removal Management: Identification of the Hazardous Characteristics of Fluid Catalytic Cracking Spent Catalysts. Molecules 2021, 26, 2289. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.N.; Xu, S.S.; Guo, S.K. National Hazardous Waste List. Shanghai Build. Mater. 2016, 194, 1–11. [Google Scholar]
- De Aberasturi, D.J.; Pinedo, R.; De Larramendi, I.R. Recovery by hydrometallurgical extraction of the platinum-group metals from car catalytic converters. Miner. Eng. 2011, 24, 505–513. [Google Scholar] [CrossRef]
- Ding, Y.J. An efficient leaching of palladium from spent catalysts through oxidation with Fe (III). Materials 2019, 12, 1205. [Google Scholar] [CrossRef]
- Hang, L.G. An integrated capture of copper scrap and electrodeposition process to enrich and prepare pure palladium for recycling of spent catalyst from automobile. Waste Manag. 2020, 108, 172–182. [Google Scholar]
- Chiang, K.C.; Chen, K.L.; Chen, C.Y. Recovery of spent alumina-supported platinum catalyst and reduction of platinum oxide via plasma sintering technique. J. Taiwan Inst. Chem. Eng. 2011, 42, 158–165. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, X.; Chu, W. Removal of vanadium from petroleum coke by microwave and ultrasonic-assisted leaching. Hydrometallurgy 2020, 191, 105–168. [Google Scholar] [CrossRef]
- Zhang, J.; Wu, A.X.; Wang, Y.M. Experimental research in leaching of copper-bearing tailings enhanced by ultrasonic treatment. J. China Univ. Min. Technol. 2008, 18, 98–102. [Google Scholar] [CrossRef]
- Chang, J.; Zhang, E.; Zhang, L. A comparison of ultrasound-augmented and conventional leaching of silver from sintering dust using acidic thiourea. Ultrason. Sonochem. 2017, 34, 222–231. [Google Scholar] [CrossRef]
- Jiang, F.; Chen, Y.; Ju, S. Ultrasound-assisted leaching of cobalt and lithium from spent lithium-ion batteries. Ultrason. Sonochem. 2018, 48, 88–95. [Google Scholar] [CrossRef]
- Li, L.; Zhai, L.; Zhang, X. Recovery of valuable metals from spent lithium-ion batteries by ultrasonic-assisted leaching process. J. Power Sources 2014, 262, 380–385. [Google Scholar] [CrossRef]
- Yin, S.; Pei, J.; Jiang, F. Ultrasound-assisted leaching of rare earths from the weathered crust elution-deposited ore using magnesium sulfate without ammonia-nitrogen pollution. Ultrason. Sonochem. 2018, 41, 156–162. [Google Scholar] [CrossRef]
- Zhang, R.L.; Zhang, X.F.; Tang, S.Z. Ultrasound-assisted HCl-NaCl leaching of lead-rich and antimony-rich oxidizing slag. Ultrason. Sonochem. 2015, 27, 187–191. [Google Scholar] [CrossRef]
- Marafi, M.; Stanislaus, A. Waste catalyst utilization: Extraction of valuable metals from spent hydroprocessing catalysts by ultrasonic-assisted leaching with acids. Ind. Eng. Chem. Res. 2011, 50, 9495–9501. [Google Scholar] [CrossRef]
- Juanqin, X.U.E.; Xi, L.U.; Yewei, D.U. Ultrasonic-assisted oxidation leaching of nickel sulfide concentrate. Chin. J. Chem. Eng. 2010, 18, 948–953. [Google Scholar]
- Zhang, K.H.; Li, B.; Wu, Y.F. Recycling of indium from waste LCD: A promising noncrushing leaching with the aid of ultrasonicwave. Waste Manag. 2017, 64, 236–243. [Google Scholar] [CrossRef]
- Shirsath, S.R.; Bhanvase, B.A.; Sonawane, S.H.; Gogate, P.R.; Pandit, A. A novel approach for continuous synthesis of calcium carbonate using sequential operation of two sonochemical reactors. Ultrason. Sonochem. 2017, 35, 124–133. [Google Scholar] [CrossRef]
- Zhang, L.B.; Guo, W.; Peng, J.H. Comparison of ultrasonic-assisted and regular leaching of germanium from by-product of zinc metallurgy. Ultrason. Sonochem. 2016, 31, 143–149. [Google Scholar] [CrossRef]
- Wen, J.; Jiang, T.; Gao, H. Comparison of ultrasound-assisted and regular leaching of vanadium and chromium from roasted high chromium vanadium slag. JOM 2018, 70, 155–160. [Google Scholar] [CrossRef]
- Yan, J.W.; Pan, D.A.; Li, B. Application of ultrasonic enhancement in wet leaching process. Chin. J. Process Eng. 2020, 20, 1241–1247. [Google Scholar]
- Zhang, J.X.; Zou, X.; Niu, F.S. Kinetics Research of Sulfuric Acid Leaching from Blast Furnace Flue Dust Containing Zinc. Met. Mines 2017, 6, 80–84. [Google Scholar]
- Dong, X.L. Study on the Clean Leaching Process from Ag-Contained and the Regeneration of the Leaching Reagent Ce(IV). Master’s Thesis, University of Chinese Academy of Sciences, Beijing, China, 2018. [Google Scholar]
- Li, H.; Li, S.; Srinivasakannan, C. Efficient cleaning extraction of silver from spent symbiosis lead-zinc mine assisted by ultrasound in sodium thiosulfate system. Ultrason. Sonochem. 2018, 49, 118–127. [Google Scholar] [CrossRef] [PubMed]
- Luque-Garcıa, J.L.; De Castro, M.D.L. Ultrasound: A powerful tool for leaching. TrAC Trends Anal. Chem. 2003, 22, 41–47. [Google Scholar] [CrossRef]
- Liu, H.; Wang, S.; Fu, L. Mechanism and kinetics analysis of valuable metals leaching from copper-cadmium slag assisted by ultrasound cavitation. J. Clean. Prod. 2022, 379, 134775. [Google Scholar] [CrossRef]
- Ma, R.J.; Ma, Y.W. Recycling Utilization of Secondary Resource Metals in Circular Economy. Min. Metall. Eng. 2014, 34, 68–72. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al2O3 | SiO2 | Pt |
|---|---|---|---|
| Content (wt.%) | 99.23 | 0.42 | 0.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Zhu, X.; Fan, J.; Xue, K.; Ma, S.; Zhao, R.; Wu, H.; Gao, Q. Improved Palladium Extraction from Spent Catalyst Using Ultrasound-Assisted Leaching and Sulfuric Acid–Sodium Chloride System. Separations 2023, 10, 355. https://doi.org/10.3390/separations10060355
Wang J, Zhu X, Fan J, Xue K, Ma S, Zhao R, Wu H, Gao Q. Improved Palladium Extraction from Spent Catalyst Using Ultrasound-Assisted Leaching and Sulfuric Acid–Sodium Chloride System. Separations. 2023; 10(6):355. https://doi.org/10.3390/separations10060355
Chicago/Turabian StyleWang, Jinjiao, Xiaoping Zhu, Jiale Fan, Ke Xue, Shengyu Ma, Ruiming Zhao, Hao Wu, and Qin Gao. 2023. "Improved Palladium Extraction from Spent Catalyst Using Ultrasound-Assisted Leaching and Sulfuric Acid–Sodium Chloride System" Separations 10, no. 6: 355. https://doi.org/10.3390/separations10060355
APA StyleWang, J., Zhu, X., Fan, J., Xue, K., Ma, S., Zhao, R., Wu, H., & Gao, Q. (2023). Improved Palladium Extraction from Spent Catalyst Using Ultrasound-Assisted Leaching and Sulfuric Acid–Sodium Chloride System. Separations, 10(6), 355. https://doi.org/10.3390/separations10060355