
Thermal Analysis and Energy Efficiency Improvements in Tunnel Kiln for Sustainable Environment


 ,
,  ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
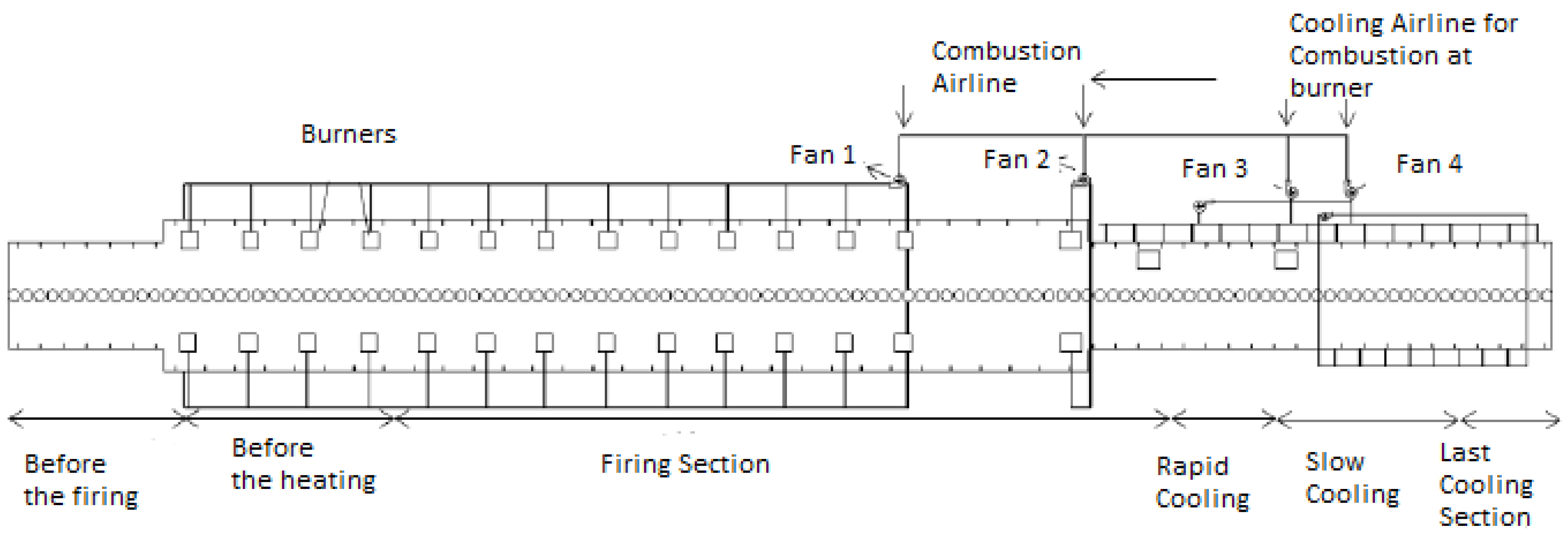
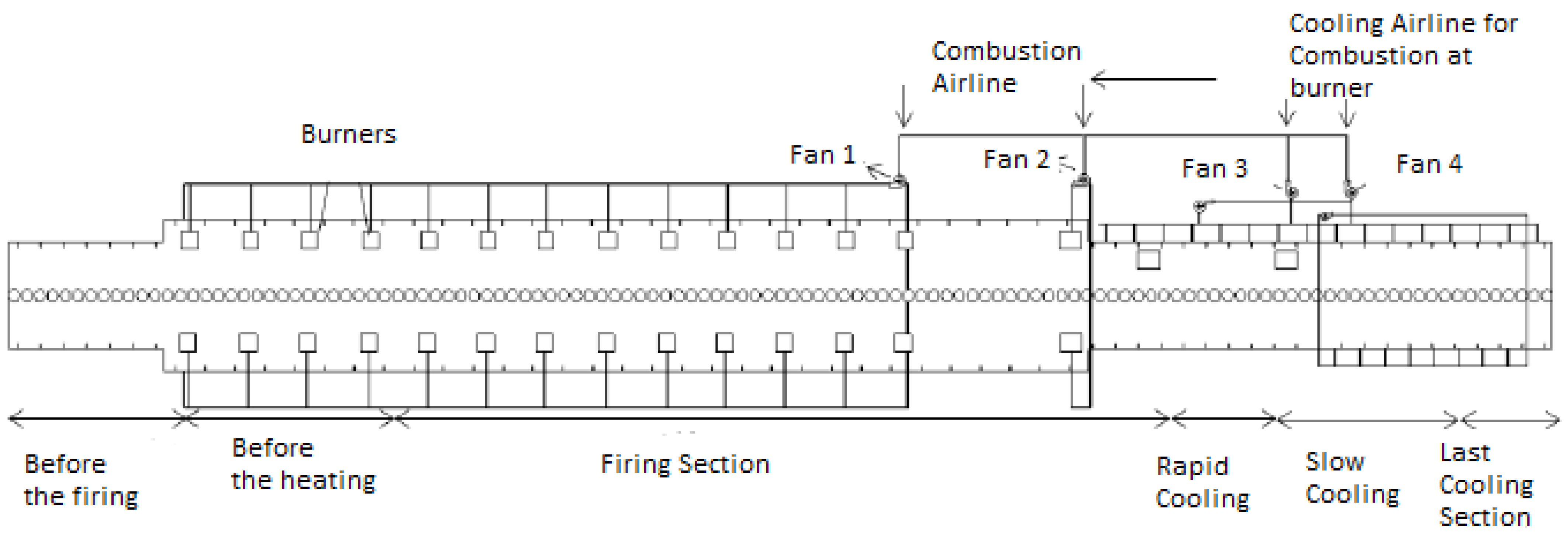
2.1. Experimental Setup
2.2. Experimental Procedure and Calculations
2.2.1. Conservation of Energy, Mass and Equation of Species in Preheating and Firing Zone
2.2.2. Air to Fuel Ratio in Preheating and Firing Zone
3. Results and Discussion
3.1. Thermal Analysis of Tunnel Kiln
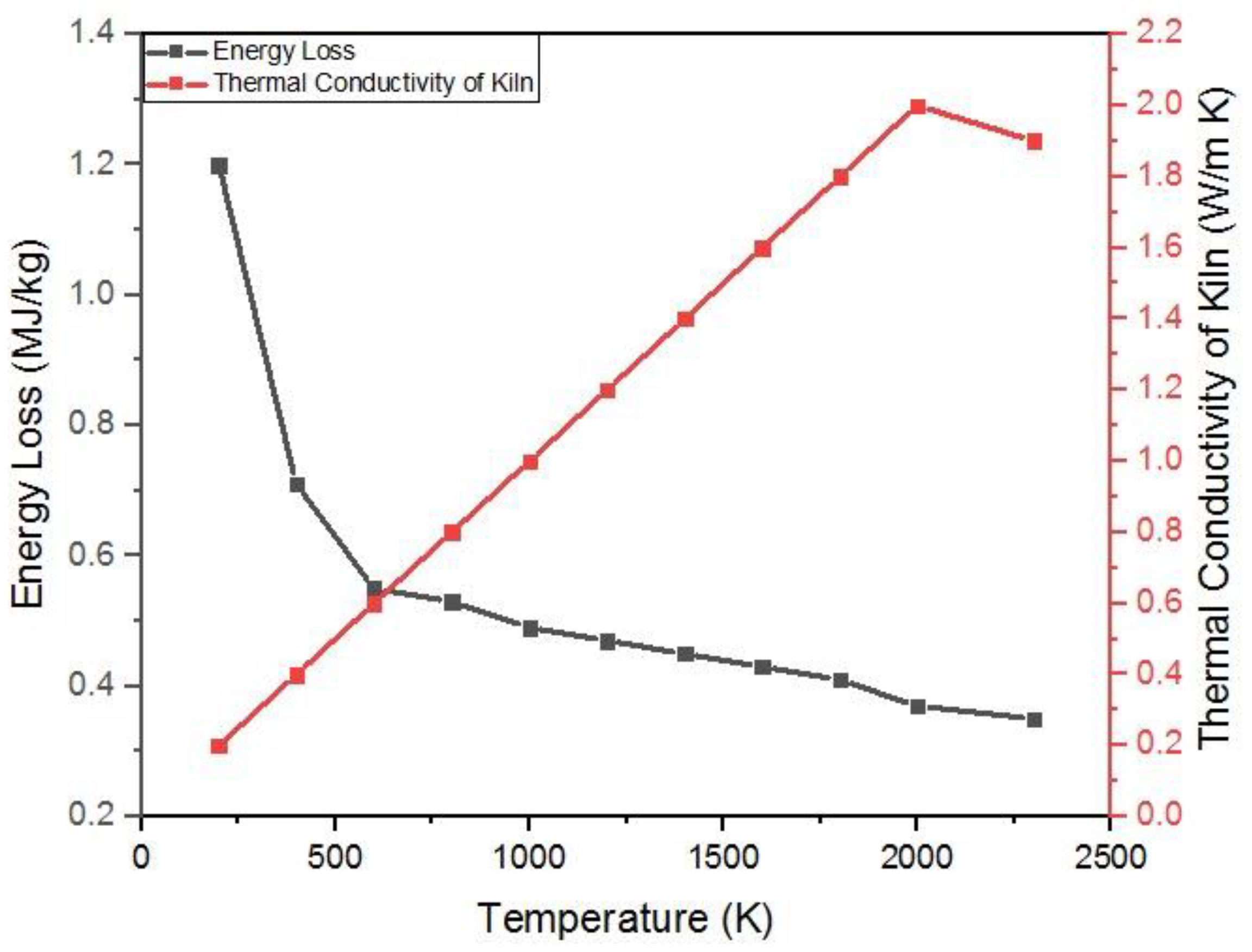
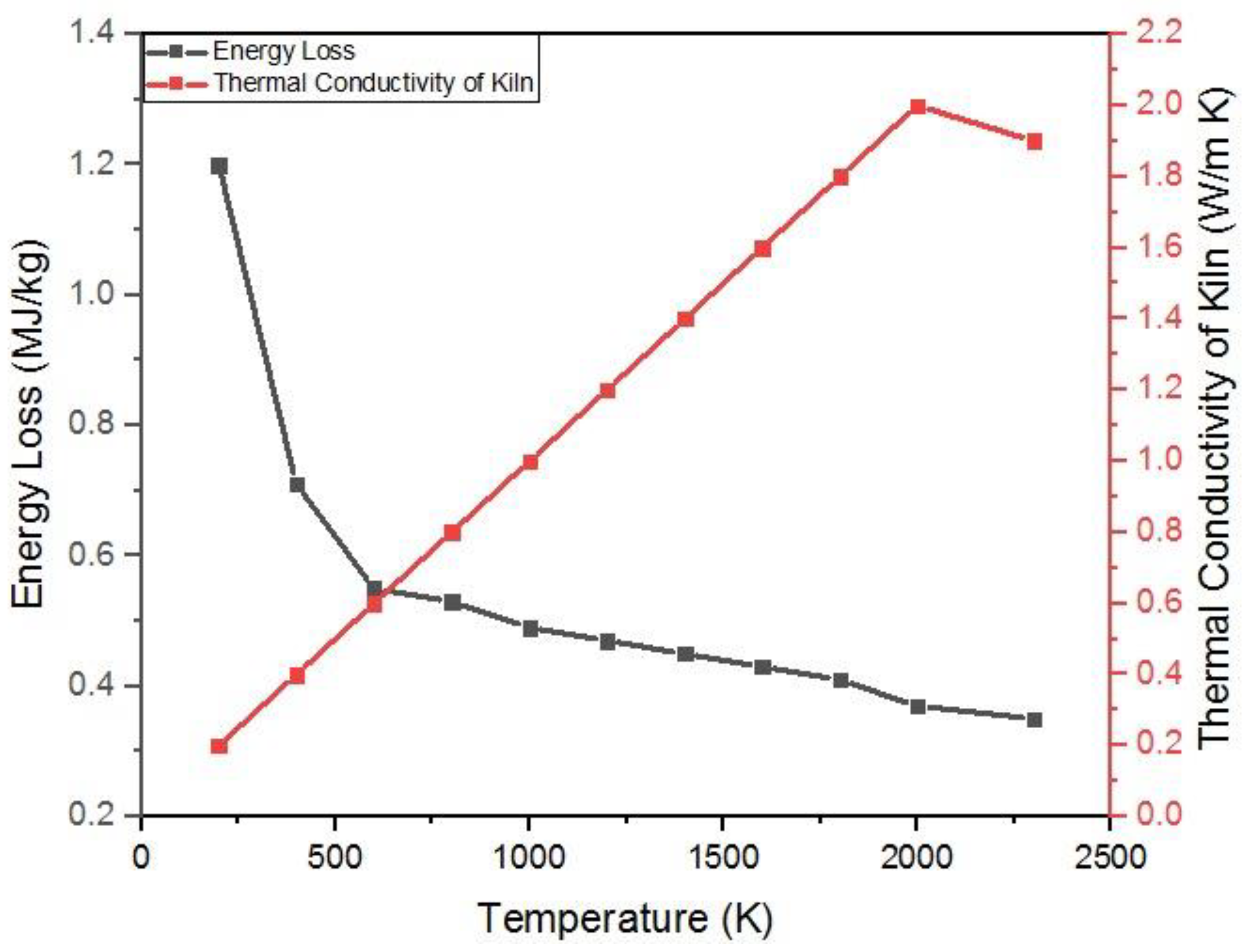
3.1.1. Effect of Thermal Conductivity and Energy Loss for different Temperature Profiles of Tunnel Kiln
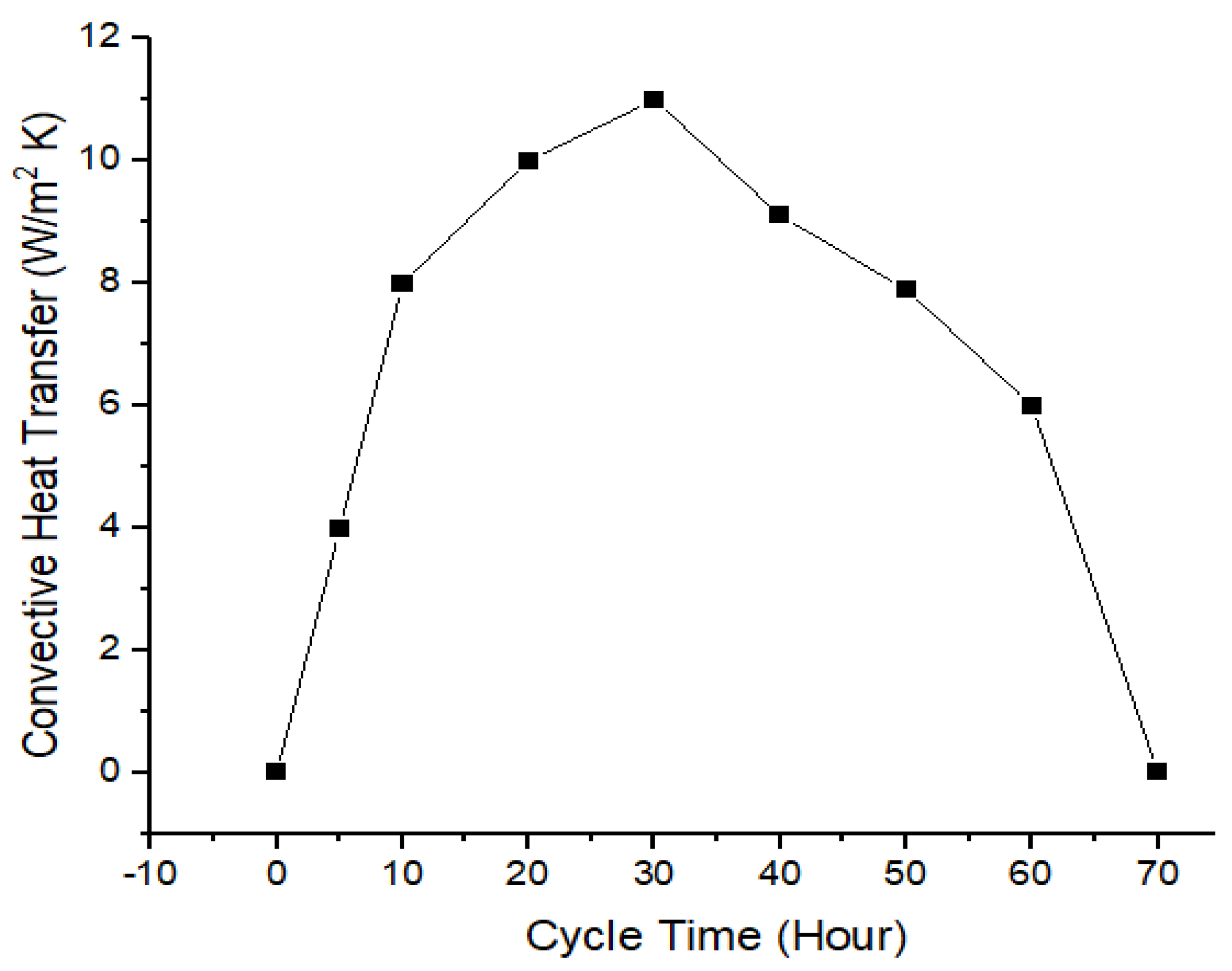
3.1.2. Effect of Heat Transfer for Different Cycle Times of Kiln
3.1.3. Effect of Pressure of Tunnel Kiln for Pre and Post Heat Recovery System
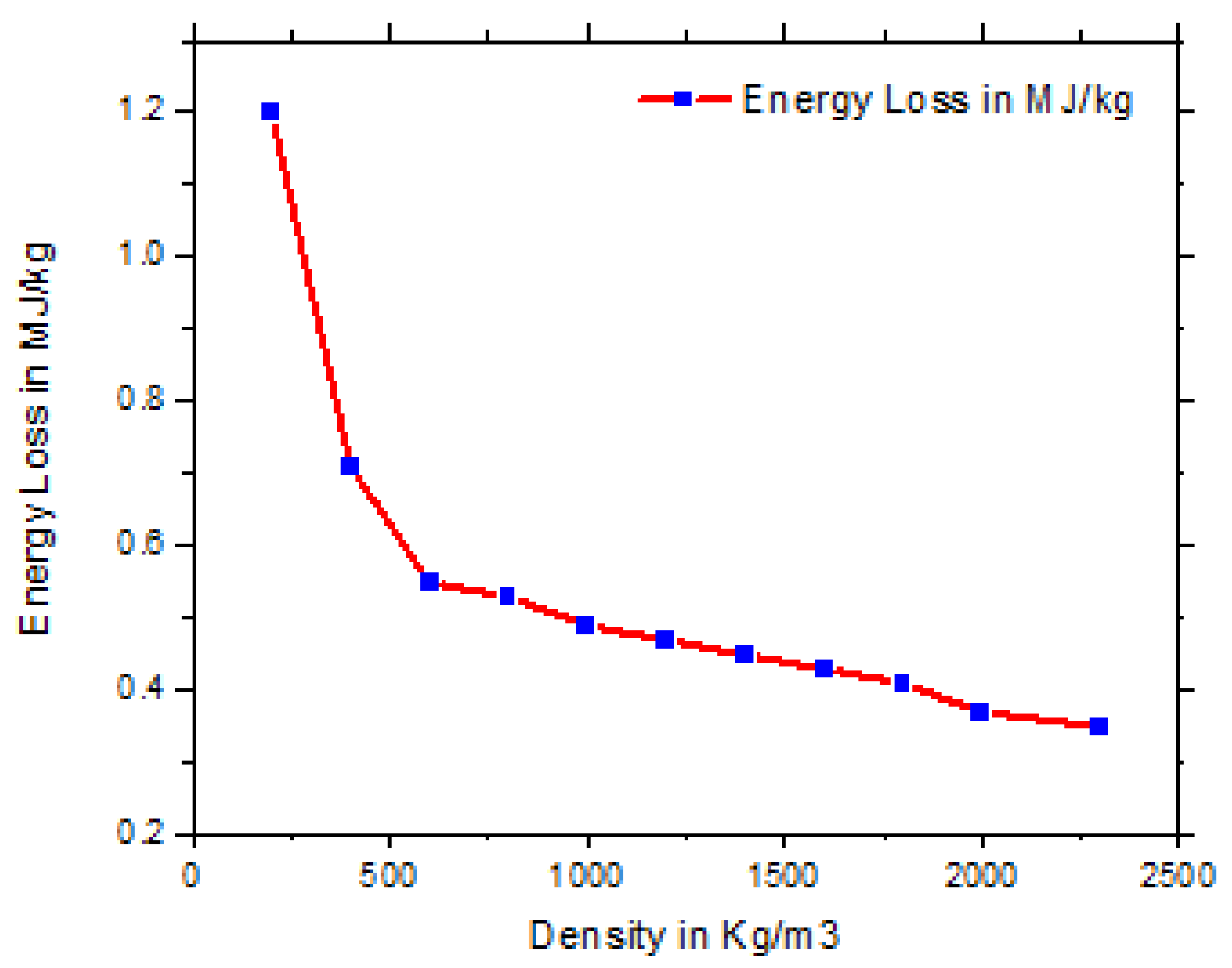
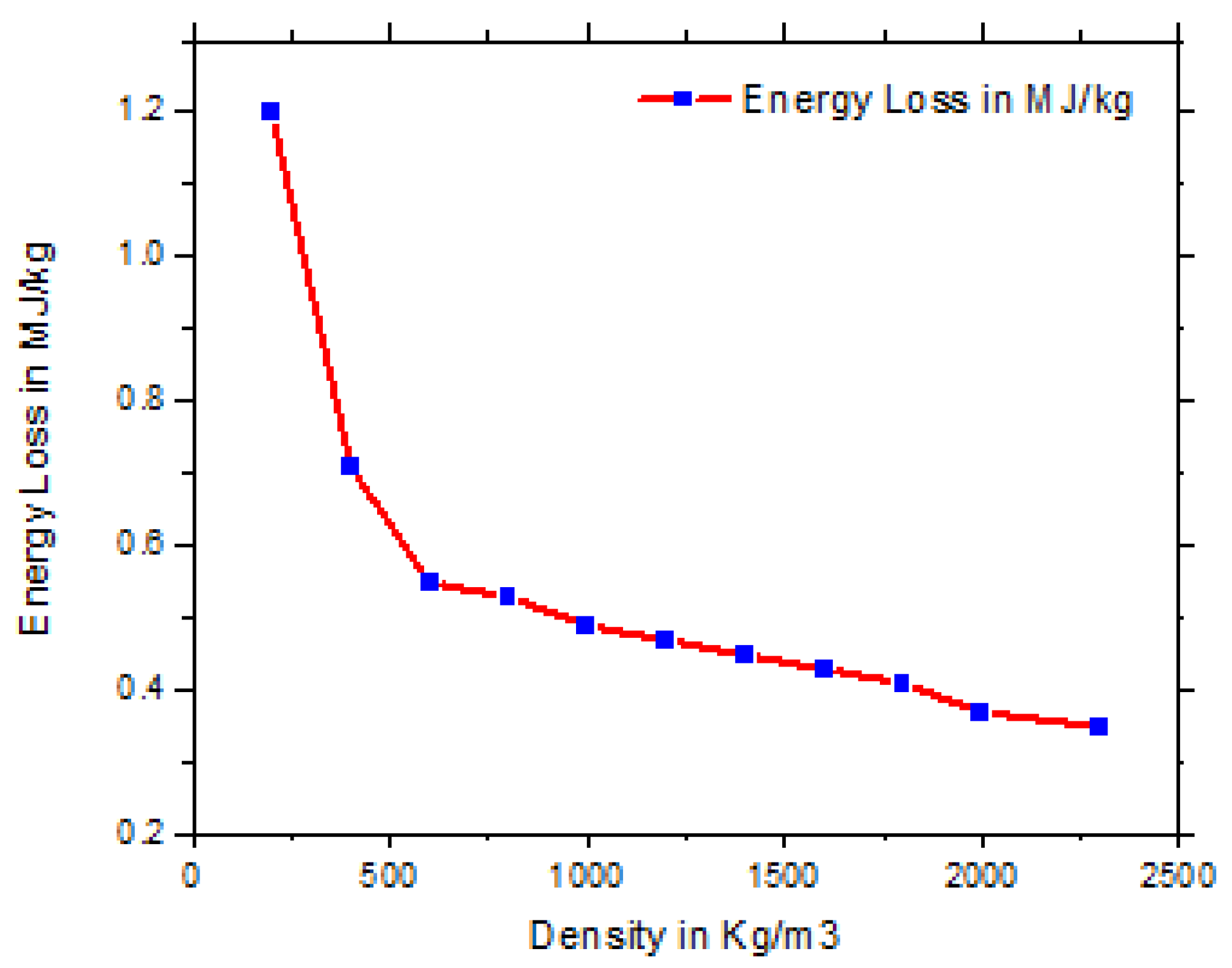
3.1.4. Effect of Density of Ceramics Material of Tunnel Kiln on Energy Loss
3.1.5. Effect of Temperature Profile and Natural Gas Consumption of Tunnel Kiln
3.1.6. Flu Gas Analysis in Pre-Heating and Firing Zone
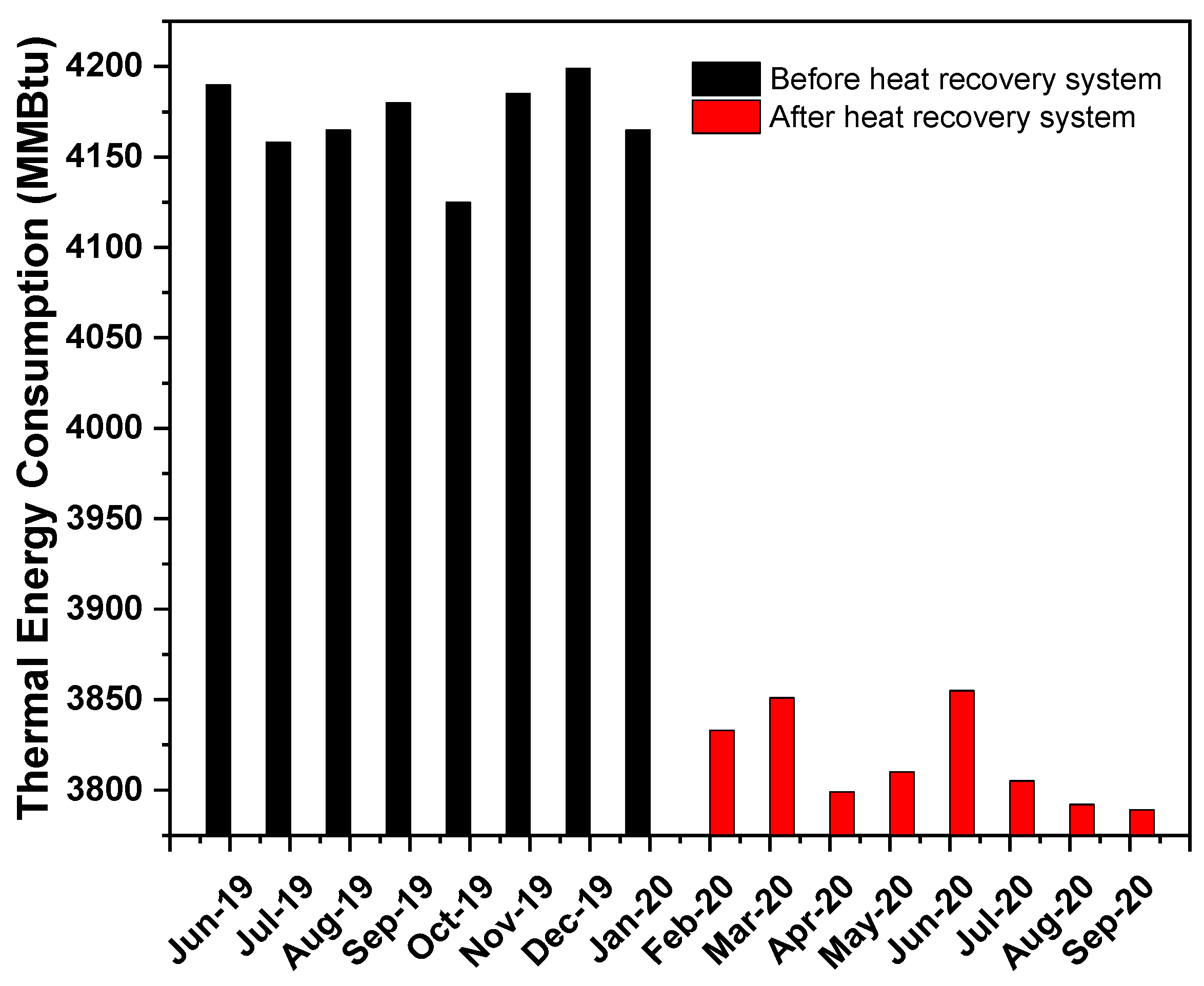
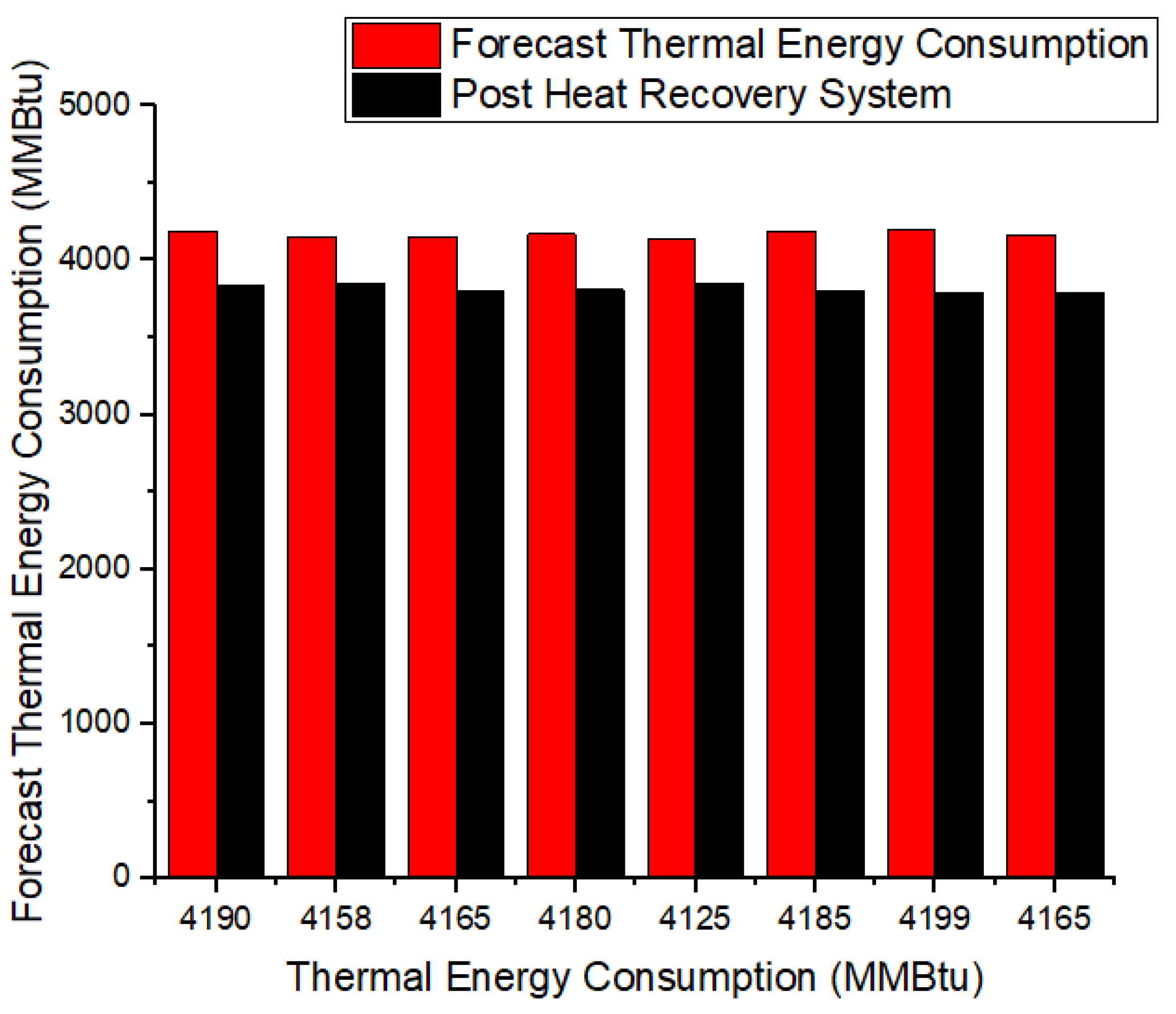
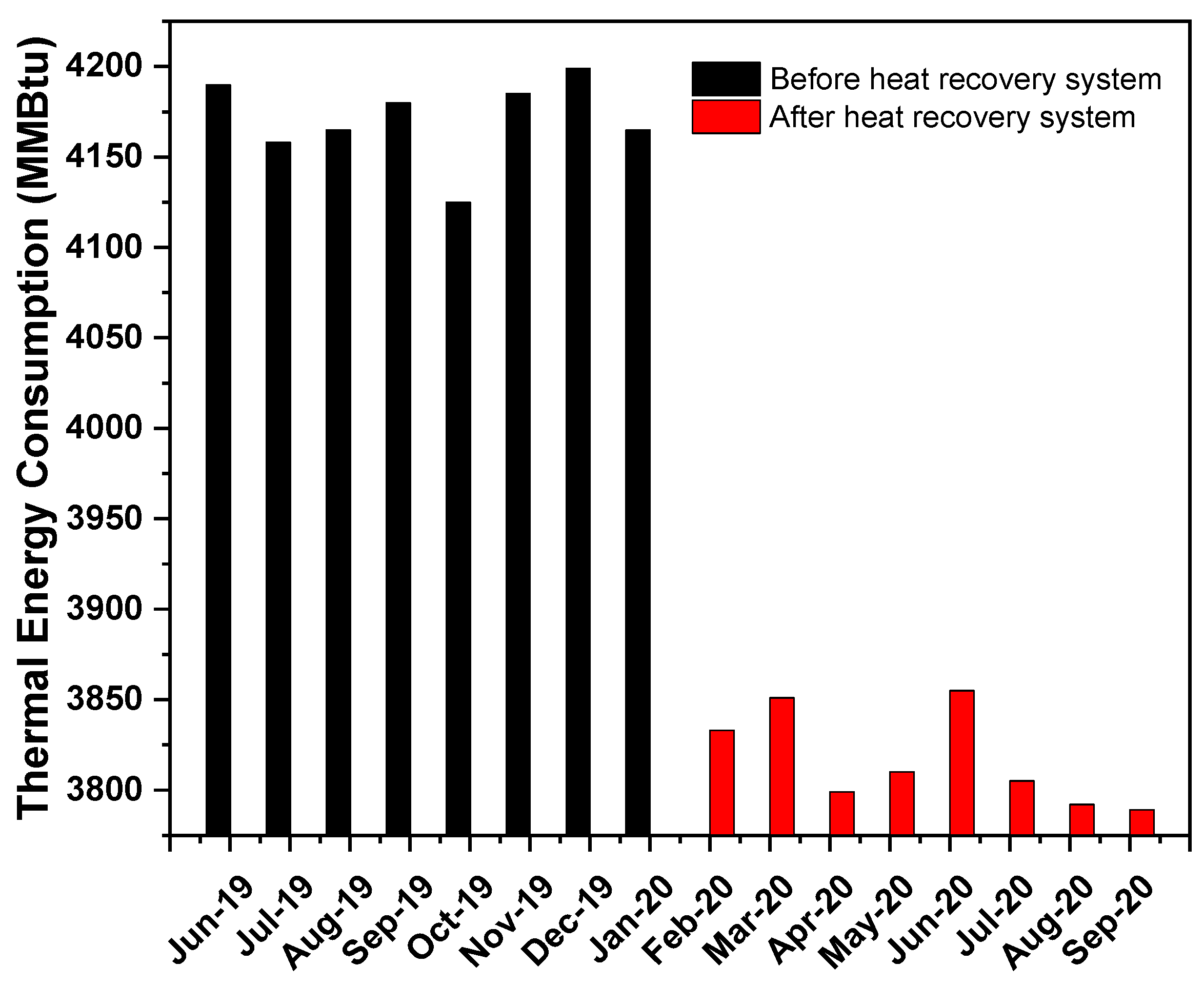
3.1.7. Thermal Analysis of Pre and Post Heat Recovery System
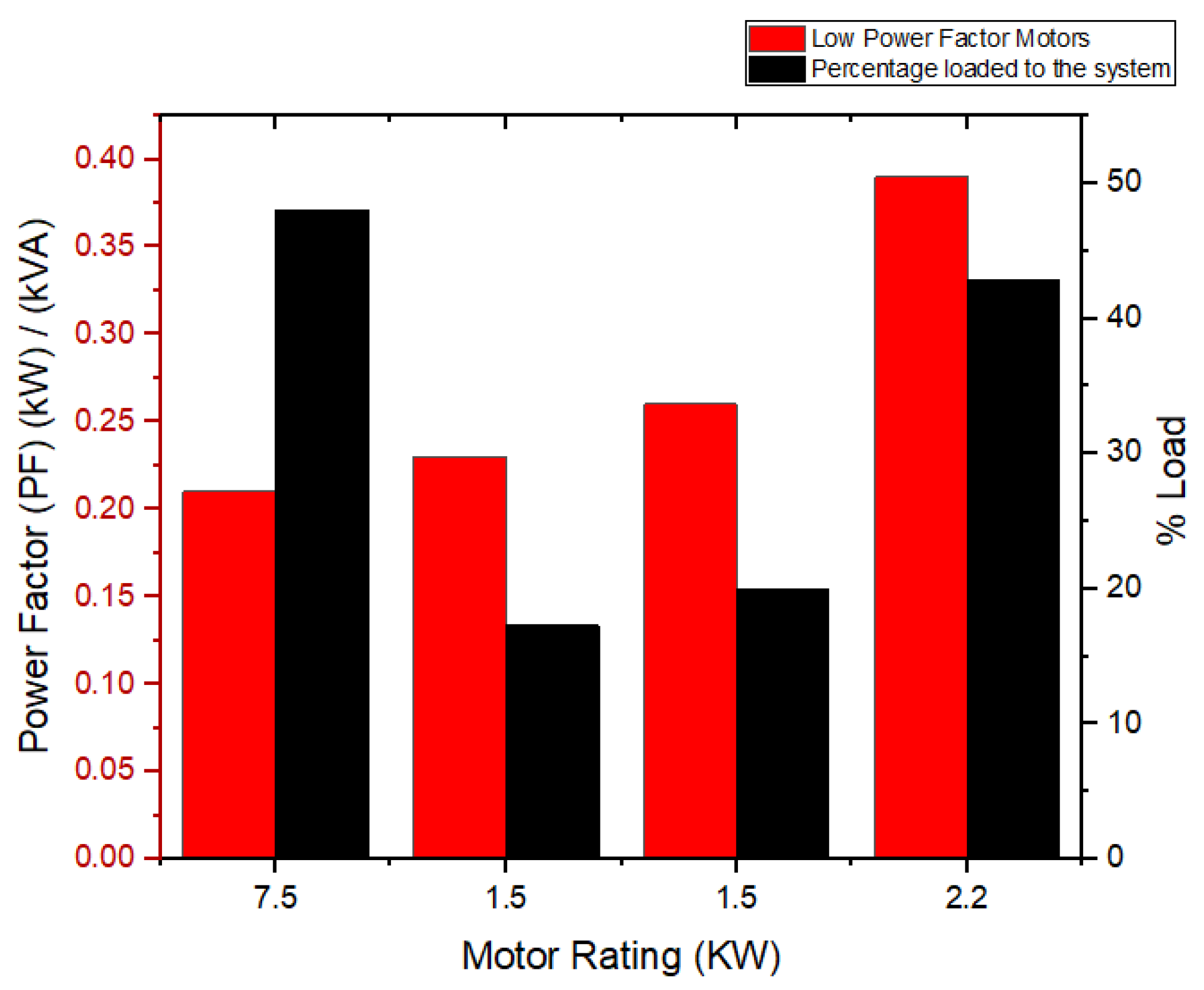
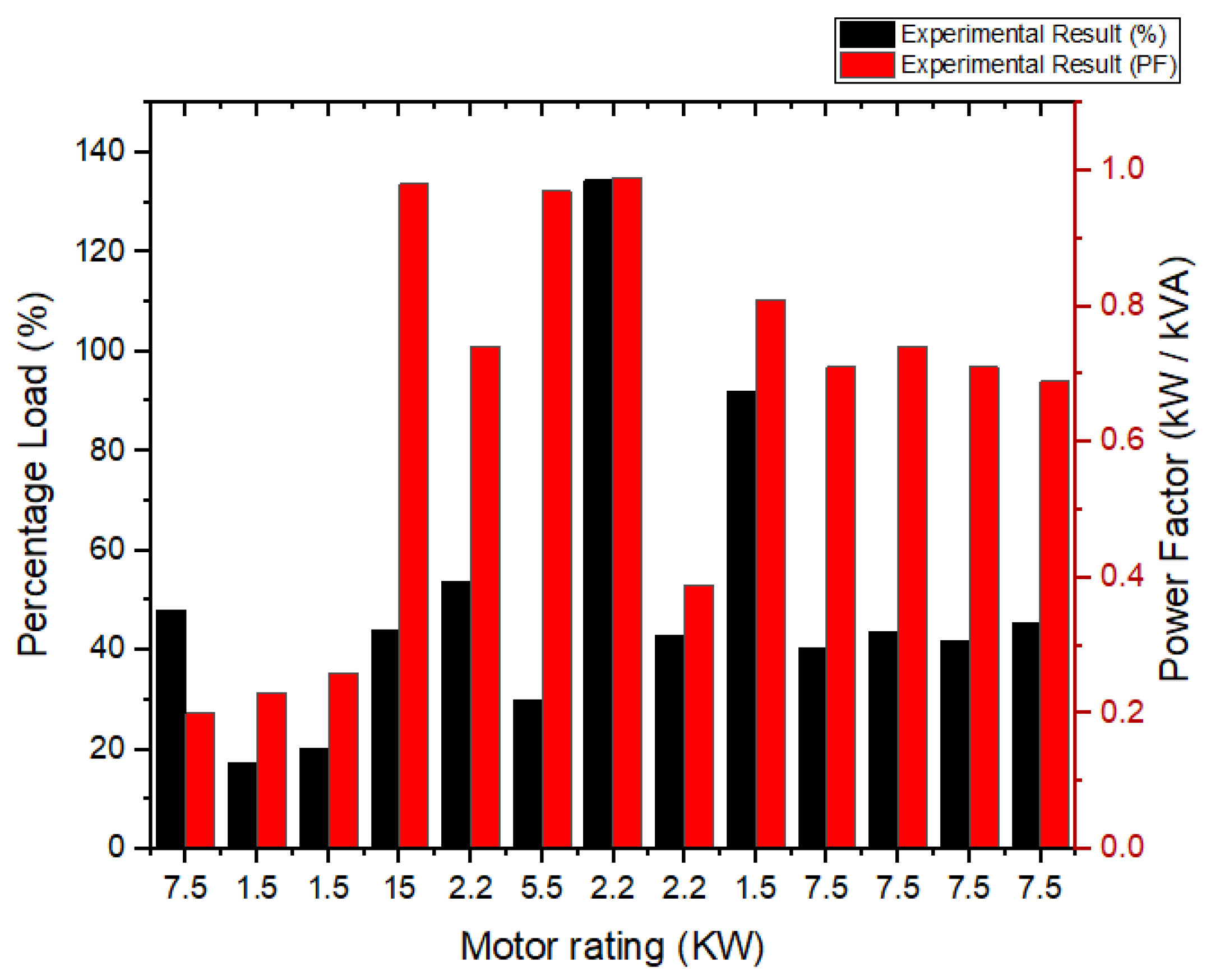
3.2. Power Quality Analysis of Tunnel Kiln Motors
3.3. Techno-Economic Analysis of Tunnel Kiln System
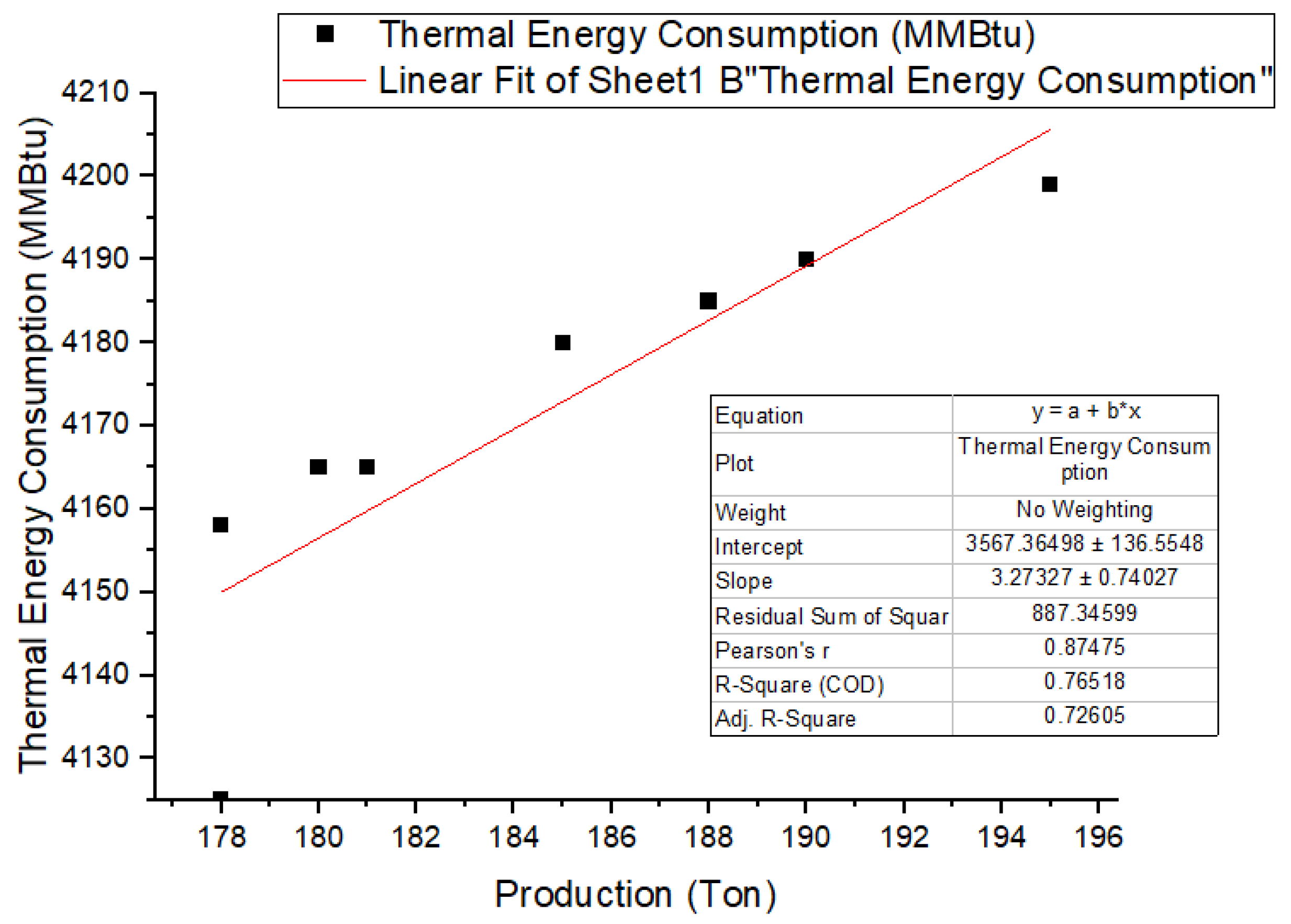
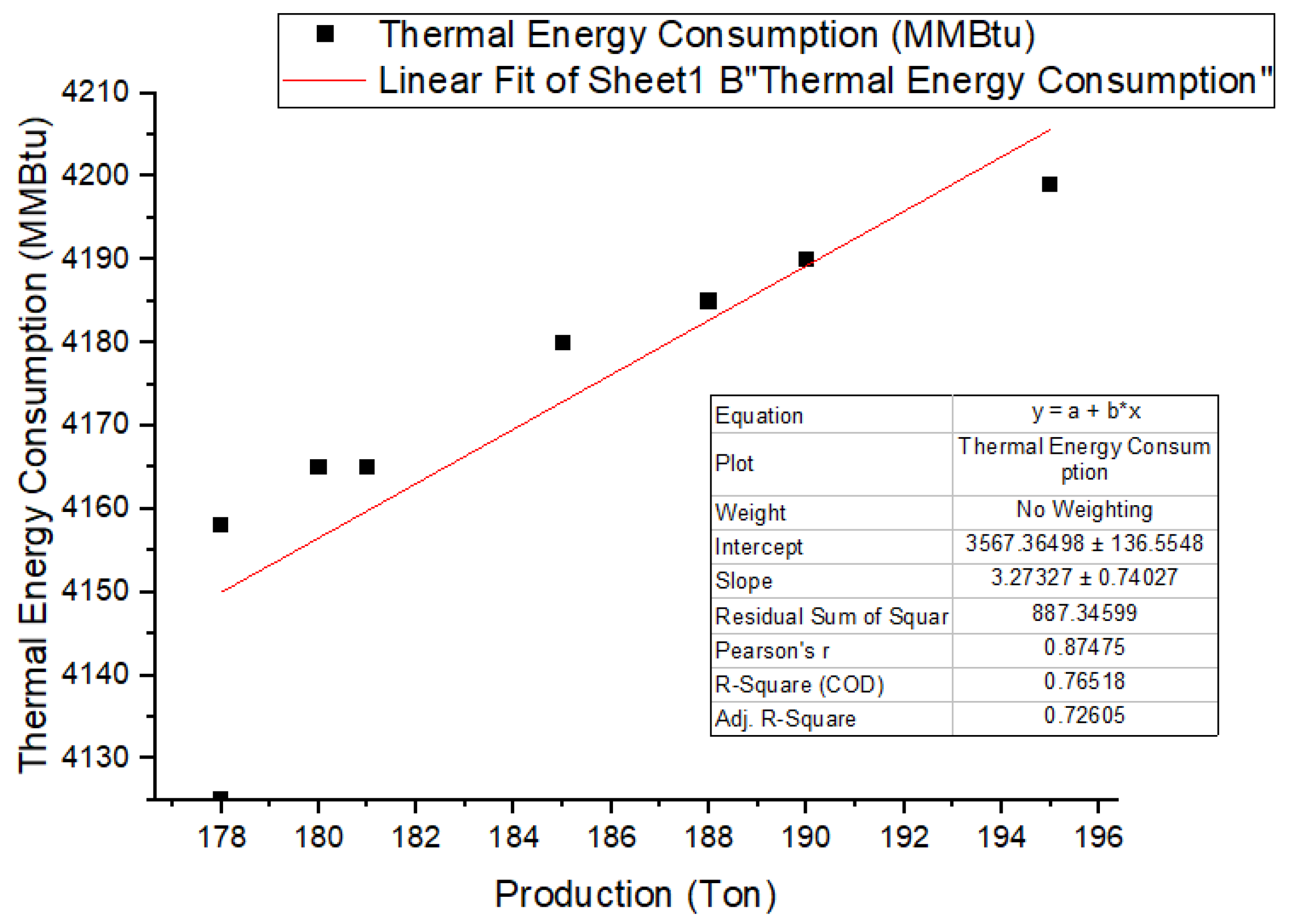
3.3.1. Regression Analysis of Thermal Consumption of Tunnel Kiln
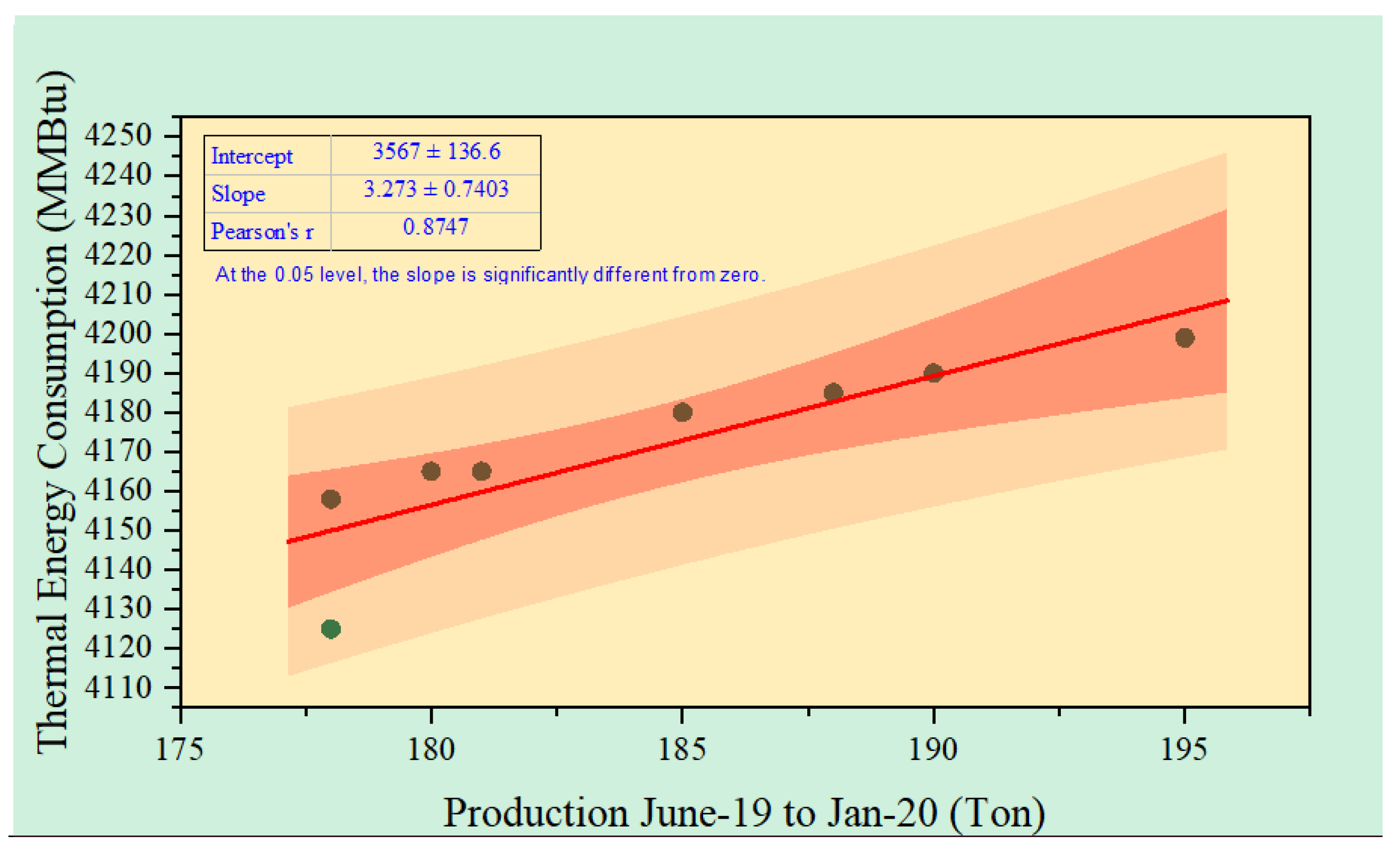
3.3.2. Regression of Production Data
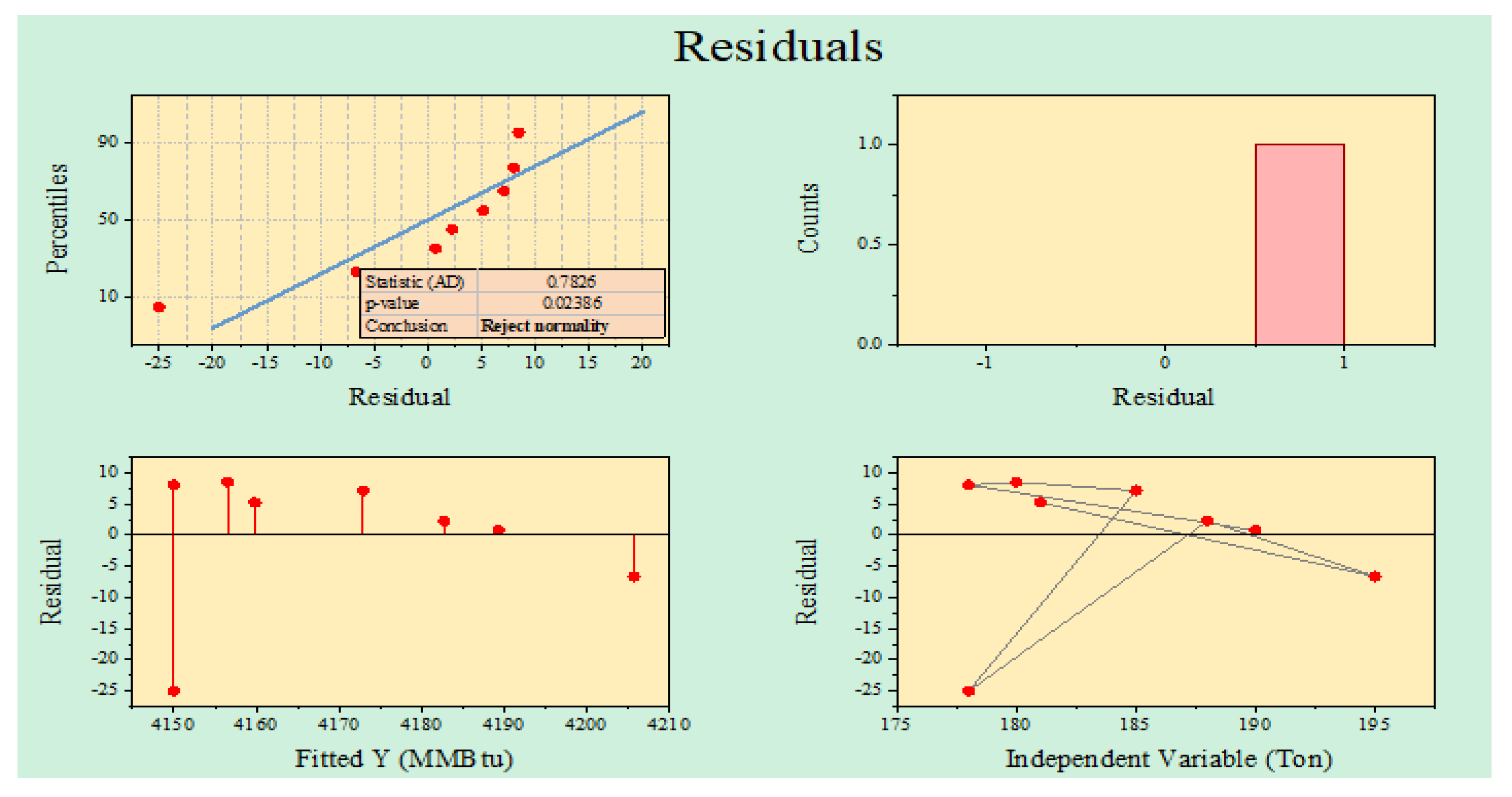
3.3.3. Residual Analysis of Regression
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Gabaldón-Estevan, D.; Mezquita, A.; Ferrer, S.; Monfort, E. Unwanted effects of European Union environmental policy to promote a post-carbon industry. The case of energy in the European ceramic tile sector. J. Clean. Prod. 2016, 117, 41–49. [Google Scholar] [CrossRef] [Green Version]
- Kaya, S.; Mançuhan, E.; Küçükada, K. Modelling and optimization of the firing zone of a tunnel kiln to predict the optimal feed locations and mass fluxes of the fuel and secondary air. Appl. Energy 2009, 86, 325–332. [Google Scholar] [CrossRef]
- Imran, M.; Muhammad, H.A.; Sher, F.; Farooq, M.; Baik, Y.-J.; Rehman, Z. Exergoeconomic optimization of a binary geothermal power plant. In Thermodynamic Analysis and Optimization of Geothermal Power Plants; Elsevier: Amsterdam, The Netherlands, 2021; pp. 315–326. [Google Scholar] [CrossRef]
- Arslan, M.; Farooq, M.; Naqvi, M.; Sultan, U.; Tahir, Z.-U.-R.; Nawaz, S.; Waheed, N.; Naqvi, S.R.; Ali, Q.; Tariq, M.S.; et al. Impact of varying load conditions and cooling energy comparison of a double-inlet pulse tube refrigerator. Processes 2020, 8, 352. [Google Scholar] [CrossRef] [Green Version]
- Imran, S.; Korakianitis, T.; Shaukat, R.; Farooq, M.; Condoor, S.; Jayaram, S. Experimentally tested performance and emissions advantages of using natural-gas and hydrogen fuel mixture with diesel and rapeseed methyl ester as pilot fuels. Appl. Energy 2018, 229, 1260–1268. [Google Scholar] [CrossRef]
- Ashraf, H.; Sultan, M.; Shamshiri, R.; Abbas, F.; Farooq, M.; Sajjad, U.; Md-Tahir, H.; Mahmood, M.; Ahmad, F.; Taseer, Y.; et al. CDynamic Evaluation of Desiccant Dehumidification Evaporative Cooling Options for Greenhouse Air-Conditioning Application in Multan (Pakistan). Energies 2021, 14, 1097. [Google Scholar] [CrossRef]
- Hassan, Z.U.; Usman, M.; Asim, M.; Kazim, A.H.; Farooq, M.; Umair, M.; Imtiaz, M.U.; Asim, S.S. Use of diesel and emulsified diesel in CI engine: A comparative analysis of engine characteristics. Sci. Prog. 2021, 104, 00368504211020930. [Google Scholar] [CrossRef]
- Farooq, M.; Almustapha, M.; Imran, M.; Saeed, M.; Andresen, J.M. In-situ regeneration of activated carbon with electric potential swing desorption (EPSD) for the H2S removal from biogas. Bioresour. Technol. 2018, 249, 125–131. [Google Scholar] [CrossRef] [Green Version]
- Peng, J.; Zhao, Y.; Jiao, L.; Zheng, W.; Zeng, L. CO2 emission calculation and reduction options in ceramic tile manufacture-the Foshan case. Energy Procedia 2012, 16, 467–476. [Google Scholar] [CrossRef] [Green Version]
- Mezquita, A.; Boix, J.; Monfort, E.; Mallol, G. Energy saving in ceramic tile kilns: Cooling gas heat recovery. Appl. Therm. Eng. 2014, 65, 102–110. [Google Scholar] [CrossRef]
- Wu, X.; Yang, Y.; Wu, G.; Mao, J.; Zhou, T. Simulation and optimization of a coking wastewater biological treatment process by activated sludge models (ASM). J. Environ. Manag. 2016, 165, 235–242. [Google Scholar] [CrossRef]
- Milani, M.; Montorsi, L.; Stefani, M. An integrated approach to energy recovery from biomass and waste: Anaerobic digestion–gasification–water treatment. Waste Manag. Res. 2014, 32, 614–625. [Google Scholar] [CrossRef] [PubMed]
- Almeida, G.D.S.; da Silva, J.B.; e Silva, C.J.; Swarnakar, R.; Neves, G.A.; de Lima, A.G.B. Heat and mass transport in an industrial tunnel dryer: Modeling and simulation applied to hollow bricks. Appl. Therm. Eng. 2013, 55, 78–86. [Google Scholar] [CrossRef]
- Oba, R.; Possamai, T.S.; Nunes, A.T.; Nicolau, V.P. Numerical simulation of tunnel kilns applied to white tile with natural gas. In Proceedings of the 21st Brazilian Congress of Mechanical Engineering, Natal, Brazil, 24–28 October 2011. [Google Scholar]
- Han, J.; Sun, Q.; Xing, H.; Zhang, Y.; Sun, H. Experimental study on thermophysical properties of clay after high temperature. Appl. Therm. Eng. 2017, 111, 847–854. [Google Scholar] [CrossRef]
- Sun, R.; Ismail, T.M.; Ren, X.; El-Salam, M.A. Numerical simulation of gas concentration and dioxin formation for MSW combustion in a fixed bed. J. Environ. Manag. 2015, 157, 111–117. [Google Scholar] [CrossRef]
- Refaey, H.; Abdel-Aziz, A.A.; Ali, R.; Abdelrahman, H.; Salem, M. Augmentation of convective heat transfer in the cooling zone of brick tunnel kiln using guide vanes: An experimental study. Int. J. Therm. Sci. 2017, 122, 172–185. [Google Scholar] [CrossRef]
- Mercati, S.; Milani, M.; Montorsi, L.; Paltrinieri, F. Design of the steam generator in an energy conversion system based on the aluminum combustion with water. Appl. Energy 2012, 97, 686–694. [Google Scholar] [CrossRef]
- Redemann, T.; Specht, E. Mathematical model to investigate the influence of circulation systems on the firing of ceramics. Energy Procedia 2017, 120, 620–627. [Google Scholar] [CrossRef]
- Araújo, M.V.; Santos, R.; Da Silva, R.M.; De Lima, A.B. Drying of industrial hollow ceramic brick: Analysis of the moisture content and temperature parameters. Defect Diffus. Forum 2017, 380, 72–78. [Google Scholar] [CrossRef]
- Al-Hasnawi AG, T.; Refaey, H.; Redemann, T.; Attalla, D.M.; Specht, E. CFD simulation of flow mixing in tunnel kilns by air side injection. ASME J. Therm. Sci. Eng. Appl. 2017, 10, 031007. [Google Scholar] [CrossRef]
- Gomez, R.S.; Porto, T.R.N.; Magalhães, H.L.F.; Moreira, G.; André, A.M.M.C.N.; Melo, R.B.F.; Lima, A.G.B. Natural gas intermittent kiln for the ceramic industry: A transient thermal analysis. Energies 2019, 12, 1568. [Google Scholar] [CrossRef] [Green Version]
- Soussi, N.; Kriaa, W.; Mhiri, H.; Bournot, P. Reduction of the energy consumption of a tunnel kiln by optimization of the recovered air mass flow from the cooling zone to the firing zone. Appl. Therm. Eng. 2017, 124, 1382–1391. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, J.; Redemann, T.; Specht, E. Thermal behavior of kiln cars while traveling through a tunnel kiln. Adv. Mech. Eng. 2015, 7, 1687814015588468. [Google Scholar] [CrossRef] [Green Version]
- Mancuhan, E.; Kucukada, K.; Alpman, E. Mathematical modeling and simulation of the preheating zone of a tunnel kiln. J. Therm. Sci. Technol. 2011, 31, 79–86. [Google Scholar]
- Agamloh, E.B. The partial-load efficiency of induction motors. IEEE Trans. Ind. Appl. 2009, 45, 332–340. [Google Scholar] [CrossRef]
- Hurst, J.; Dominguez, H. Raising the standard for electric motor efficiency. Intech-Res. Triangle Park NC- 2007, 54, 30. [Google Scholar]
- Challenge, M. Determining electric motor load and efficiency. Program of the US Department of Energy. 1997.
- Parihar, V.R.; Thakare, S.; Ghanode, A. Improving Power Quality of Induction Motors using Capacitor Bank. Int. J. Innov. Res. Electr. Electron. Instrum. Control Eng. 2018, 6, 37–45. [Google Scholar] [CrossRef]
- Gnacinski, P.; Tarasiuk, T. Energy-efficient operation of induction motors and power quality standards. Electr. Power Syst. Res. 2016, 135, 10–17. [Google Scholar] [CrossRef]
- Dmytrochenkova, E.; Tadlya, K. Analysis of aerodynamic characteristics in the tunnel kiln channel when changing the geometric characteristics of the channel. Innov. Solut. Mod. Sci. 2019, 6, 37–47. [Google Scholar] [CrossRef]
- Ferrer, S.; Mezquita, A.; Aguilella, V.; Monfort, E. Beyond the energy balance: Exergy analysis of an industrial roller kiln firing porcelain tiles. Appl. Therm. Eng. 2019, 150, 1002–1015. [Google Scholar] [CrossRef]
- Chuenwong, K.; Chiarakorn, S.; Sajjakulnukit, B. Specific energy consumption and carbon intensity of ceramic tablewares: Small enterprises (SEs) in Thailand. J. Clean. Prod. 2017, 147, 395–405. [Google Scholar] [CrossRef]
- Damrongsak, D.; Wongsapai, W.; Thinate, N. Factor impacts and target setting of energy consumption in Thailand’s hospital building. Chem. Eng. Trans. 2018, 70, 1585–1590. [Google Scholar] [CrossRef]
- Salminen, E.; Mjöberg, J.; Anhava, J. Nordic Ceramics Industry: Best Available Technique (BAT); Nordic Council of Ministers: Copenhagen, Denmark, 2019. [Google Scholar]
- Abou-Ziyan, H.Z.; Almesri, I.F.; Alrahmani, M.A.; Almutairi, J.H. Convective heat transfer coefficients of multifaceted longitudinal and transversal bricks of lattice setting in tunnel kilns. J. Therm. Sci. Eng. Appl. 2018, 10, 051014. [Google Scholar] [CrossRef]
- Pal, M.; Bharati, P. Introduction to Correlation and Linear Regression Analysis. In Applications of Regression Techniques; Springer: Singapore, 2019; pp. 1–18. [Google Scholar] [CrossRef]
- Kaisan, M.; Anafi, F.; Nuszkowski, J.; Kulla, D.; Umaru, S. Exhaust emissions of biodiesel binary and multi-blends from Cotton, Jatropha and Neem oil from stationary multi cylinder CI engine. Transp. Res. Part D Transp. Environ. 2017, 53, 403–414. [Google Scholar] [CrossRef]
- Siddiqi, M.H.; Liu, X.-M.; Hussain, M.A.; Qureshi, T.; Waqas, M.; Farooq, M.; Iqbal, T.; Nawaz, S.; Nawaz, S. Evolution of kinetic and hydrothermal study of refused derived fuels: Thermo-gravimetric analysis. Energy Rep. 2021, 7, 1757–1764. [Google Scholar] [CrossRef]
- Riaz, F.; Farooq, M.; Imran, M.; Lee, P.S.; Chou, S.K. CEnergy analysis of a new combined cooling and power system for low-temperature heat utilization. In Energy Sustainability; American Society of Mechanical Engineers: New York, NY, USA, 2020. [Google Scholar] [CrossRef]
- Ijaz, M.; Farhan, M.; Farooq, M.; Moeenuddin, G.; Nawaz, S.; Soudagar, M.E.M.; Saqib, H.M.; Ali, Q. Numerical investigation of particles characteristics on cyclone performance for sustainable environment. Part. Sci. Technol. 2021, 39, 495–503. [Google Scholar] [CrossRef]
- Sattar, A.; Farooq, M.; Amjad, M.; Saeed, M.A.; Nawaz, S.; Mujtaba, M.; Anwar, S.; El-Sherbeeny, A.M.; Soudagar, M.E.M.; Filho, E.P.B.; et al. Performance Evaluation of a Direct Absorption Collector for Solar Thermal Energy Conversion. Energies 2020, 13, 4956. [Google Scholar] [CrossRef]
- Mumtaz, H.; Farhan, M.; Amjad, M.; Riaz, F.; Kazim, A.H.; Sultan, M.; Farooq, M.; Mujtaba, M.; Hussain, I.; Imran, M.; et al. Biomass waste utilization for adsorbent preparation in CO2 capture and sustainable environment applications. Sustain. Energy Technol. Assess. 2021, 46, 101288. [Google Scholar] [CrossRef]
- Shahzad, K.; Sultan, M.; Bilal, M.; Ashraf, H.; Farooq, M.; Miyazaki, T.; Sajjad, U.; Ali, I.; Hussain, M. Experiments on Energy-Efficient Evaporative Cooling Systems for Poultry Farm Application in Multan (Pakistan). Sustainability 2021, 13, 2836. [Google Scholar] [CrossRef]
- Kashif, M.; Awan, M.; Nawaz, S.; Amjad, M.; Talib, B.; Farooq, M.; Nizami, A.; Rehan, M. Untapped renewable energy potential of crop residues in Pakistan: Challenges and future directions. J. Environ. Manag. 2020, 256, 109924. [Google Scholar] [CrossRef]
- Imran, M.; Pambudi, N.A.; Farooq, M. Thermal and hydraulic optimization of plate heat exchanger using multi objective genetic algorithm. Case Stud. Therm. Eng. 2017, 10, 570–578. [Google Scholar] [CrossRef]
- Chatterjee, S.; Hadi, A.S. Regression Analysis by Example; John Wiley & Sons: Hoboken, NJ, USA, 2015. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Batch No | Mechanical Strength | Thermal Expansion | Density Fired Material | Shrinkage | |||
|---|---|---|---|---|---|---|---|
| Green | Unglazed | Glazed | Dia | Length | |||
| Units | kg/cm2 | kg/cm2 | kg/cm2 | mm | g/cm3 | % | % |
| 1 | 58 | 927 | 1428 | 0.39 | 2.25 | 10.0 | 8.3 |
| 2 | 58 | 853 | 1394 | 0.37 | 2.28 | 9.8 | 8.0 |
| 3 | 59 | 847 | 1366 | 0.38 | 2.26 | 9.2 | 7.8 |
| 4 | 59 | 847 | 1403 | 0.37 | 2.3 | 10.0 | 8.0 |
| 5 | 58 | 864 | 1420 | 0.38 | 2.36 | 9.4 | 7.9 |
| 6 | 60 | 833 | 1370 | 0.38 | 2.29 | 9.9 | 7.8 |
| Gas Fuel | Air | ||||||
|---|---|---|---|---|---|---|---|
| Formula | Volume (%) | Mass (%) | Lower Heating Value MJ/kg | ɣf | Formula | Volume (%) | Mass (%) |
| CH4 | 91.94 | 84.44 | 50.05 | 1.0308 | N2 | 77.48 | 75.75 |
| C2H6 | 3.53 | 6.08 | 47.52 | 1.0488 | O2 | 20.59 | 23.01 |
| C3H8 | 0.90 | 2.27 | 46.34 | 1.0548 | H2O (g) | 1.90 | 1.19 |
| C4H10 | 0.38 | 1.26 | 45.37 | 1.0578 | CO2 | 0.03 | 0.05 |
| C6H12 | 0.11 | 0.45 | 44.91 | 1.0596 | |||
| N2 | 2.66 | 4.26 | |||||
| CO2 | 0.48 | 1.21 | |||||
| Zone | Position | Pre Heat Recovery System % | Post Heat Recovery System % | International Standard ISO-90001 (Quality), and Standard Operating Manual of Tunnel Kiln |
|---|---|---|---|---|
| Pre-heating | Top | 11 | 8.6 | ≥8% |
| Bottom | 9.9 | 8.4 | ≥8% | |
| Oxidation | Top | 10.5 | 8.9 | ≥8% |
| Bottom | 11.2 | 8.2 | ≥8% | |
| Firing | Top | 4.2 | 3.1 | 3% |
| Bottom | 3.9 | 2.9 | 3% |
| Sr # | Motor Rating | Real Power | Apparent Power | Reactive Power | Current Power Factor | Desired Power Factor | S (Revised) | Q (Revised) | Qc | Required C(f) |
|---|---|---|---|---|---|---|---|---|---|---|
| kW | P (kW) | S2 (kVA) | Q2 (kVAR) | cosθ2 | cosθ1 | S1 (kVA) | Q1 (kVAR) | Qc (kVAR) | uF | |
| 1 | 7.5 | 0.06 | 2.47 | 2.47 | 0.02 | 0.95 | 0.06 | 0.20 | 2.45 | 49.47 |
| 2 | 1.5 | 0.25 | 1.07 | 1.10 | 0.23 | 0.95 | 0.27 | 0.09 | 1.01 | 20.53 |
| 3 | 1.5 | 0.30 | 1.10 | 1.14 | 0.26 | 0.95 | 0.32 | 0.10 | 1.04 | 37.32 |
| 4 | 2.2 | 0.94 | 2.18 | 2.37 | 0.39 | 0.95 | 0.99 | 0.31 | 2.06 | 40.73 |
| Pre Heat Recovery System | Post Heat Recovery System | Forecast Techno- Economic (Regression) | ||
|---|---|---|---|---|
| Month | Thermal Energy Consumption | Month | Thermal Energy Consumption | Thermal Energy Consumption |
| (MMBtu) | (MMBtu) | (MMBtu) | ||
| June 2019 | 4190 | February 2020 | 3833 | 4189 |
| July 2019 | 4158 | March 2020 | 3851 | 4150 |
| August 2019 | 4165 | April 2020 | 3799 | 4154 |
| September 2019 | 4180 | May 2020 | 3810 | 4169 |
| October 2019 | 4125 | June 2020 | 3855 | 4139 |
| November 2019 | 4185 | July 2020 | 3805 | 4183 |
| December 2019 | 4199 | August 2020 | 3792 | 4199 |
| January 2020 | 4165 | September 2020 | 3789 | 4163 |
| Statistics of Regression | ||||||||
| Multiple Regression | 0.121283 | |||||||
| Square Regression | 0.014709 | |||||||
| Adjusted Square Regression | −0.05566 | |||||||
| Observed Standard Error | 189.4868 | |||||||
| Observations | 16 | |||||||
| ANOVA (Analysis of Variation) | ||||||||
| df | SS | MS | F | Significance F | ||||
| Regression | 1 | 7504.580 | 7504.58 | 0.209010 | 0.654557 | |||
| Residual | 14 | 502673.857 | 35905.27 | |||||
| Total | 15 | 510178.437 | ||||||
| Coefficients | Standard Error | t Stat | P-value | Lower 95% | Upper 95% | Lower 95.0% | Upper 95.0% | |
| Intercept | 4732.18 | 1615.763 | 2.928759 | 0.010998 | 1266.71566 | 8197.653 | 1266.71 | 8197. |
| Production (Tons) | −3.91449 | 8.562328 | −0.457176 | 0.654557 | −22.2788663 | 14.4498 | −22.278 | 14.44 |
| RESIDUAL OUTPUT | PROBABILITY OUTPUT | ||||
|---|---|---|---|---|---|
| Observation | Predicted Thermal Energy Consumption (mmBTU) | Residuals | Standard Residuals | Percentile | Thermal Energy Consumption (mmBTU) |
| 1 | 4000.173558 | 189.8264421 | 1.036953275 | 3.125 | 3789 |
| 2 | 4043.233027 | 114.7669729 | 0.626930512 | 9.375 | 3792 |
| 3 | 4031.489535 | 133.5104645 | 0.729319435 | 15.625 | 3799 |
| 4 | 4000.173558 | 179.8264421 | 0.982326888 | 21.875 | 3805 |
| 5 | 3976.686575 | 148.3134252 | 0.810182662 | 28.125 | 3810 |
| 6 | 3972.772078 | 212.2279224 | 1.15932447 | 34.375 | 3833 |
| 7 | 3957.114089 | 241.8859112 | 1.321335348 | 40.625 | 3851 |
| 8 | 3988.430066 | 176.5699336 | 0.964537759 | 46.875 | 3855 |
| 9 | 4004.088055 | −171.088055 | −0.934592237 | 53.125 | 4125 |
| 10 | 4011.91705 | −160.917049 | −0.879031708 | 59.375 | 4158 |
| 11 | 3992.344564 | −193.344563 | −1.056171502 | 65.625 | 4165 |
| 12 | 3976.686575 | −166.686574 | −0.91054854 | 71.875 | 4165 |
| 13 | 3996.259061 | −141.259060 | −0.771647217 | 78.125 | 4180 |
| 14 | 3984.515569 | −179.515569 | −0.980628702 | 84.375 | 4185 |
| 15 | 3996.259061 | −204.259060 | −1.115793457 | 90.625 | 4190 |
| 16 | 3968.85758 | −179.857580 | −0.982496986 | 96.875 | 4199 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussnain, S.A.; Farooq, M.; Amjad, M.; Riaz, F.; Tahir, Z.U.R.; Sultan, M.; Hussain, I.; Shakir, M.A.; Qyyum, M.A.; Han, N.; et al. Thermal Analysis and Energy Efficiency Improvements in Tunnel Kiln for Sustainable Environment. Processes 2021, 9, 1629. https://doi.org/10.3390/pr9091629
Hussnain SA, Farooq M, Amjad M, Riaz F, Tahir ZUR, Sultan M, Hussain I, Shakir MA, Qyyum MA, Han N, et al. Thermal Analysis and Energy Efficiency Improvements in Tunnel Kiln for Sustainable Environment. Processes. 2021; 9(9):1629. https://doi.org/10.3390/pr9091629
Chicago/Turabian StyleHussnain, Syed Ali, Muhammad Farooq, Muhammad Amjad, Fahid Riaz, Zia Ur Rehman Tahir, Muhammad Sultan, Ijaz Hussain, Muhammad Ali Shakir, Muhammad Abdul Qyyum, Ning Han, and et al. 2021. "Thermal Analysis and Energy Efficiency Improvements in Tunnel Kiln for Sustainable Environment" Processes 9, no. 9: 1629. https://doi.org/10.3390/pr9091629
APA StyleHussnain, S. A., Farooq, M., Amjad, M., Riaz, F., Tahir, Z. U. R., Sultan, M., Hussain, I., Shakir, M. A., Qyyum, M. A., Han, N., & Bokhari, A. (2021). Thermal Analysis and Energy Efficiency Improvements in Tunnel Kiln for Sustainable Environment. Processes, 9(9), 1629. https://doi.org/10.3390/pr9091629