
Feedback Control of Melt Pool Area in Selective Laser Melting Additive Manufacturing Process

 , , , , ,
, , , , ,
Abstract
:1. Introduction
2. Modelling
2.1. Analytical Lumped Parameter Model for Melt Pool Geometry
2.2. Energy Balance of Melt Pool Volume
2.3. Model Reduction
- a.
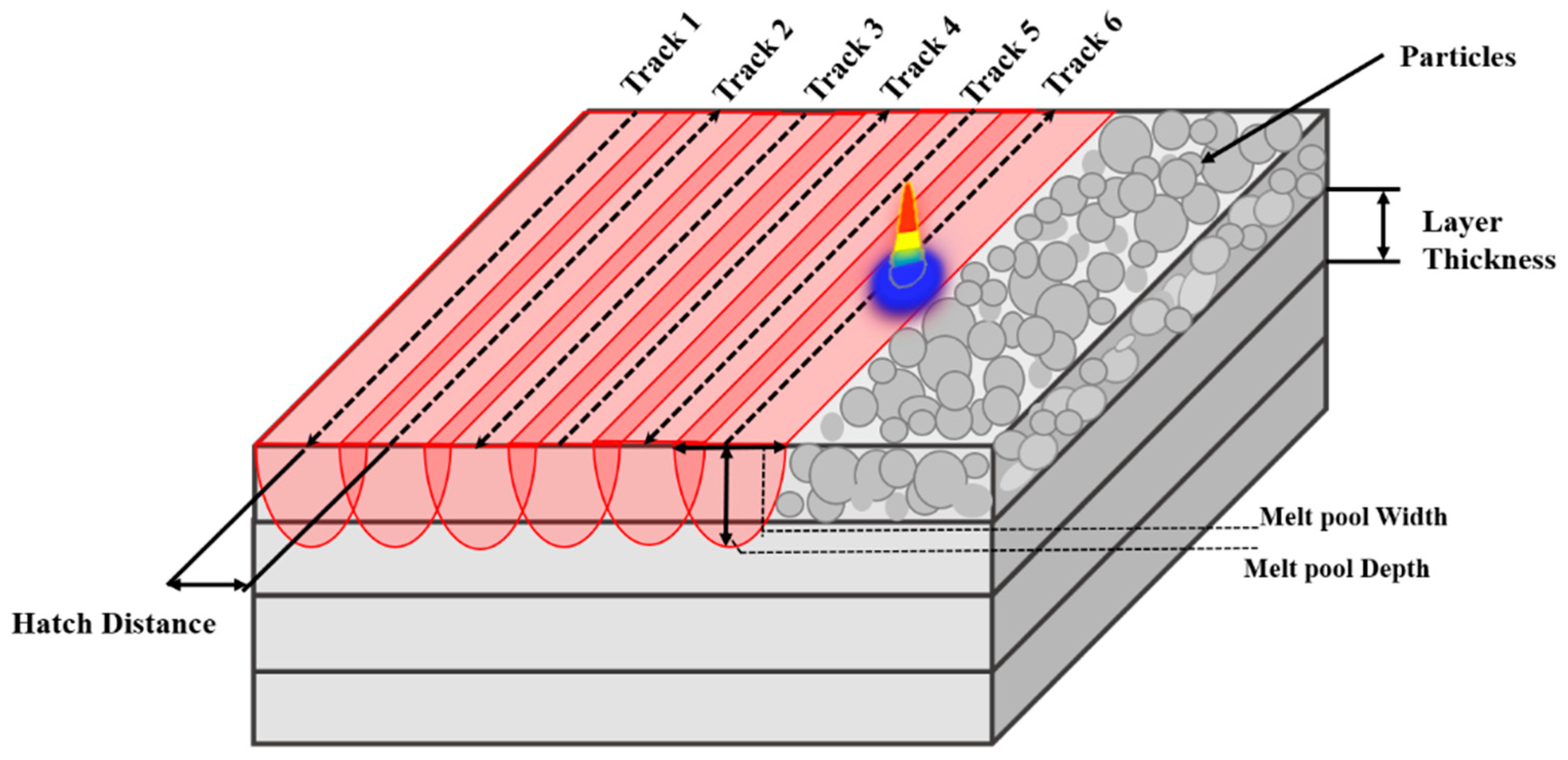
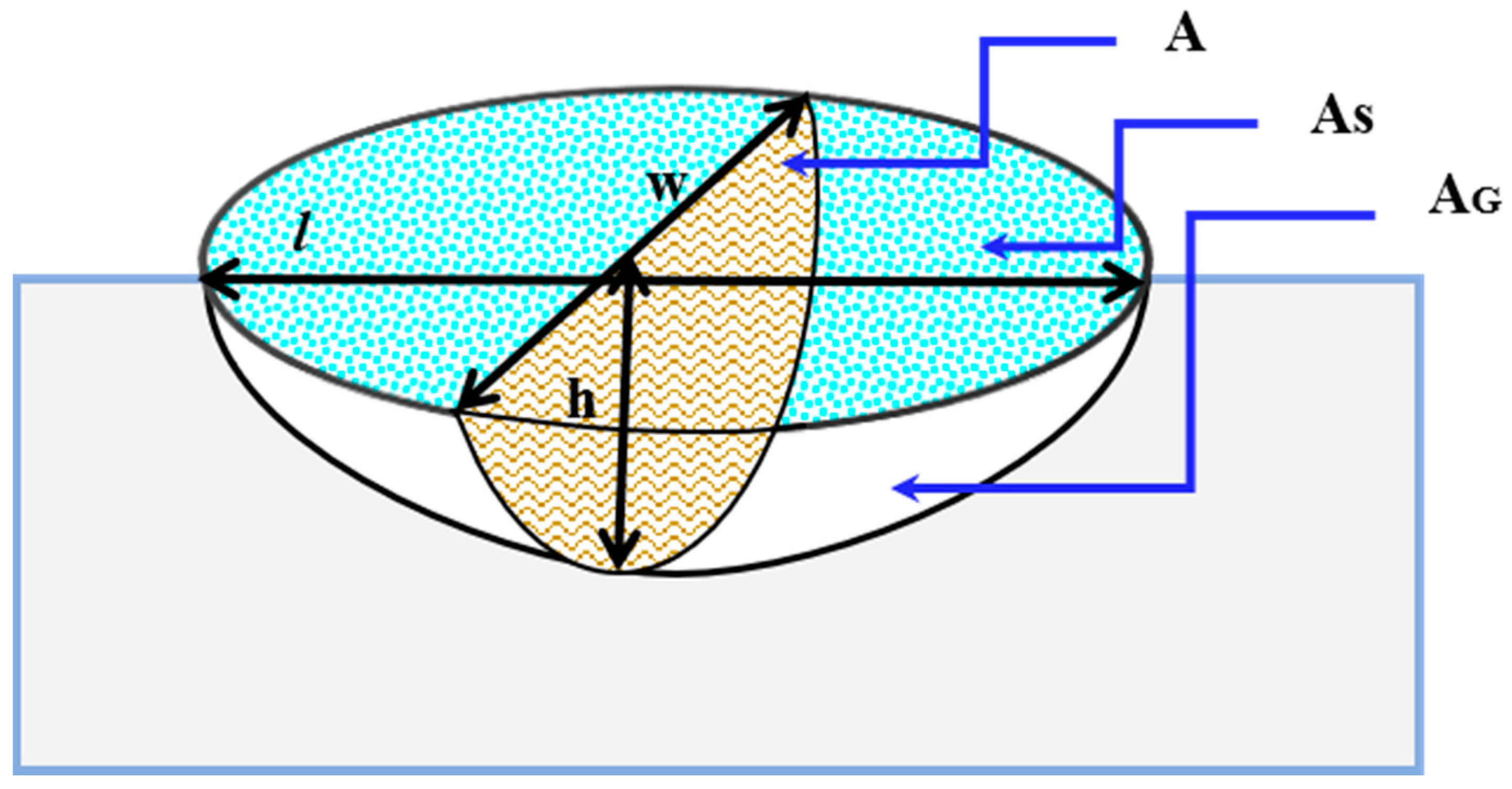
- The melt pool shape is assumed to be a half 3D ellipsoid as shown in Figure 2. If , and are the length, width, and depth of half ellipsoid, then the volume and cross-sectional area of the melt pool are given by and , respectively. The area of the melt pool interface with the substrate is given by and the area of the melt pool top surface is given by .
- b.
- These volumes and areas are further simplified by considering the constant width to length ratio of the melt pool defined as and the constant width to depth ratio of the melt pool defined as .Melt pool volume interfaces with the area of top free surface , and interfaces with the substrate are further expressed in terms of r and as:where , andwhere , andwhere .
- c.
- Melt pool temperature changes much faster than melt pool volume, so it is assumed that temperature reaches steady-state temperature and can be modelled with a constant percentage times the melting temperature as given in Equation (4).
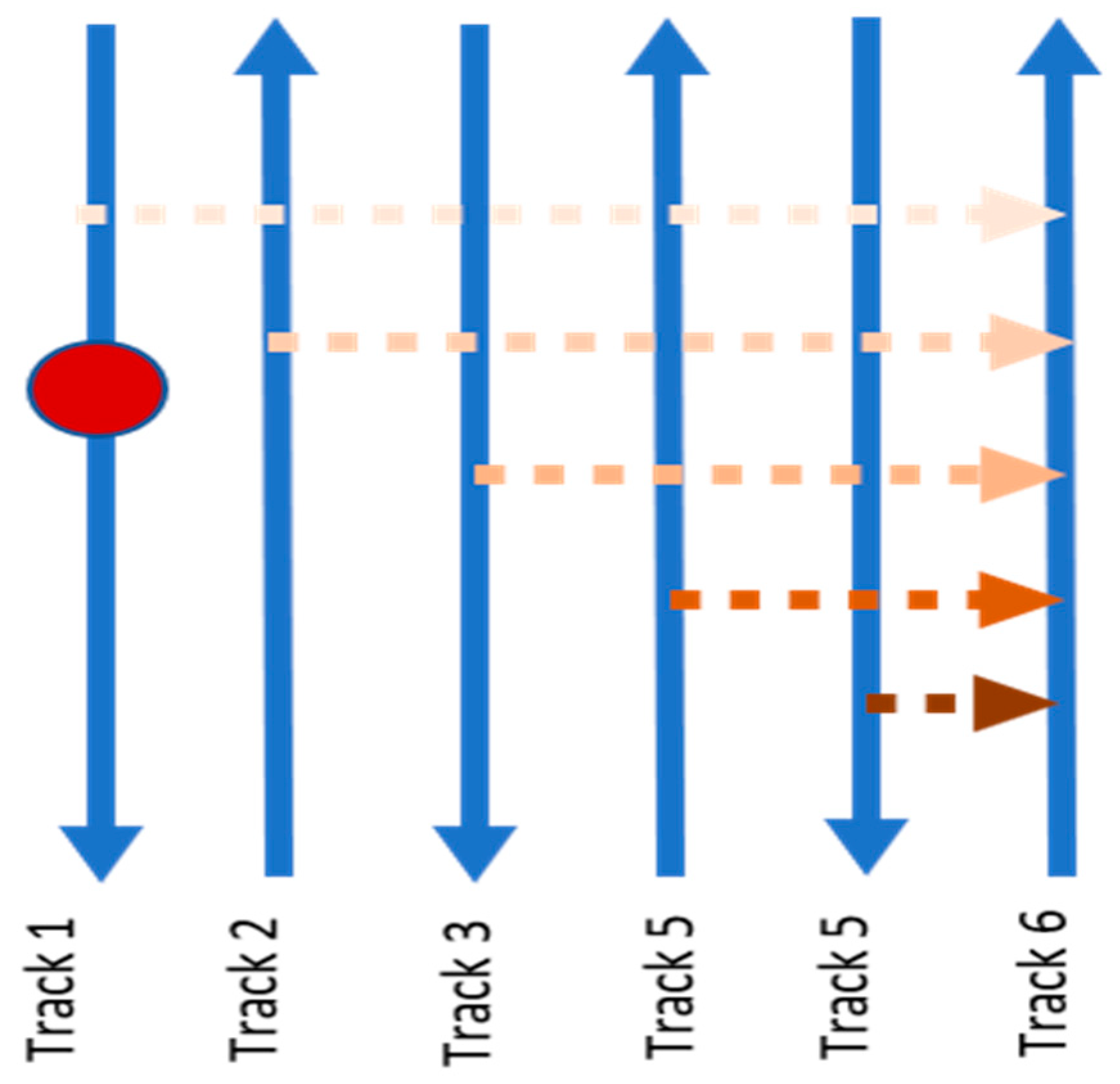
2.4. Disturbance Model
3. Controller Design
3.1. Problem Formulation
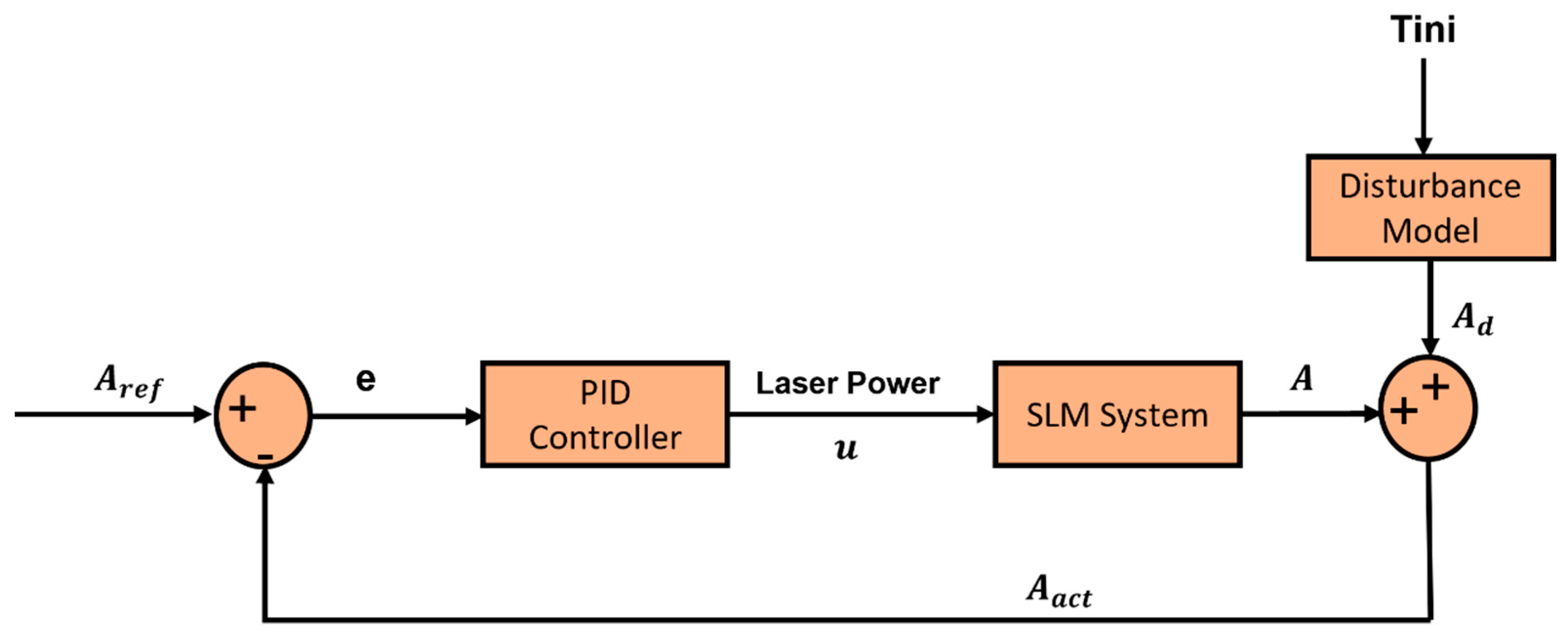
3.2. Control Scheme
4. Results and Discussion
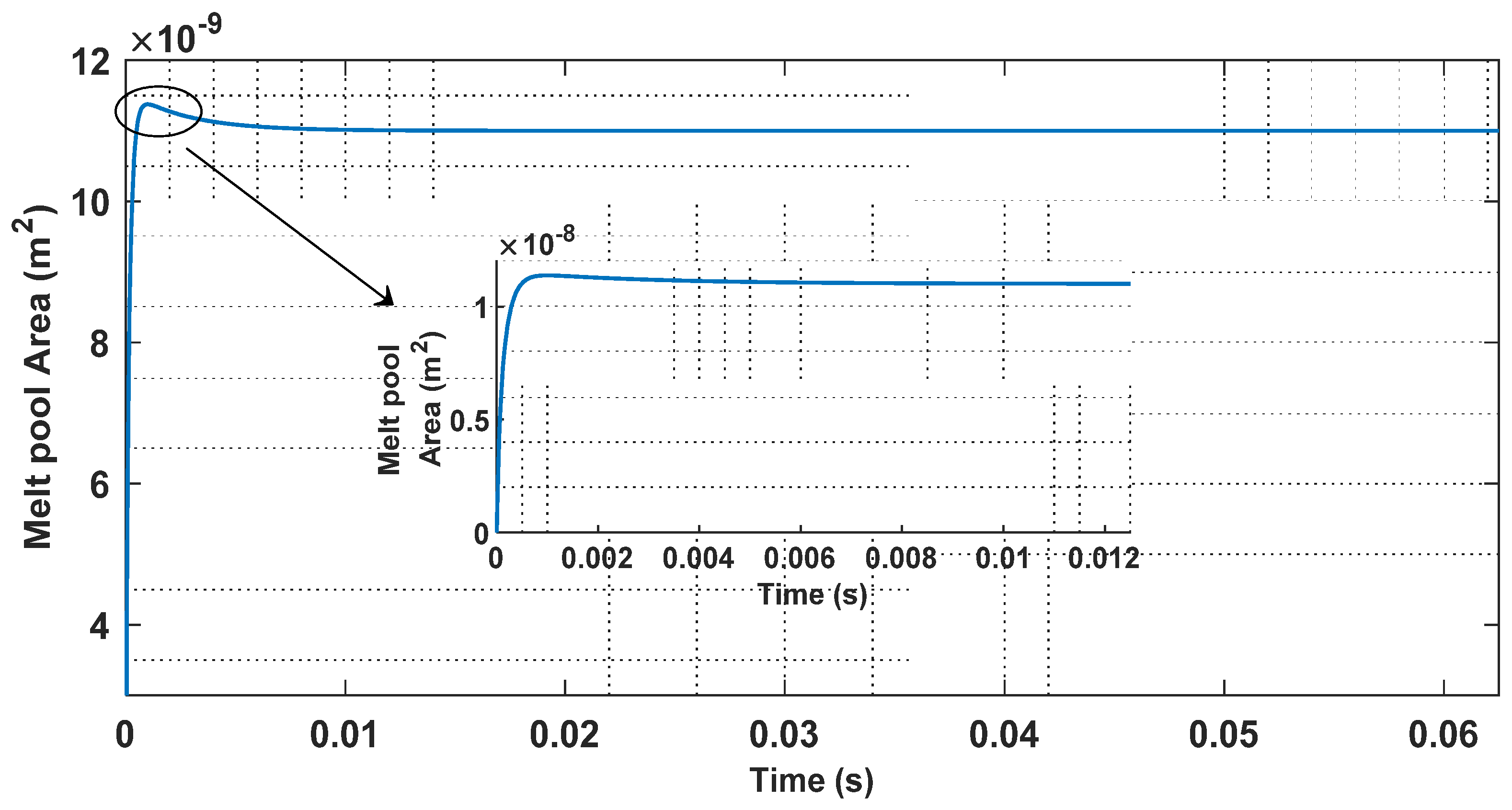
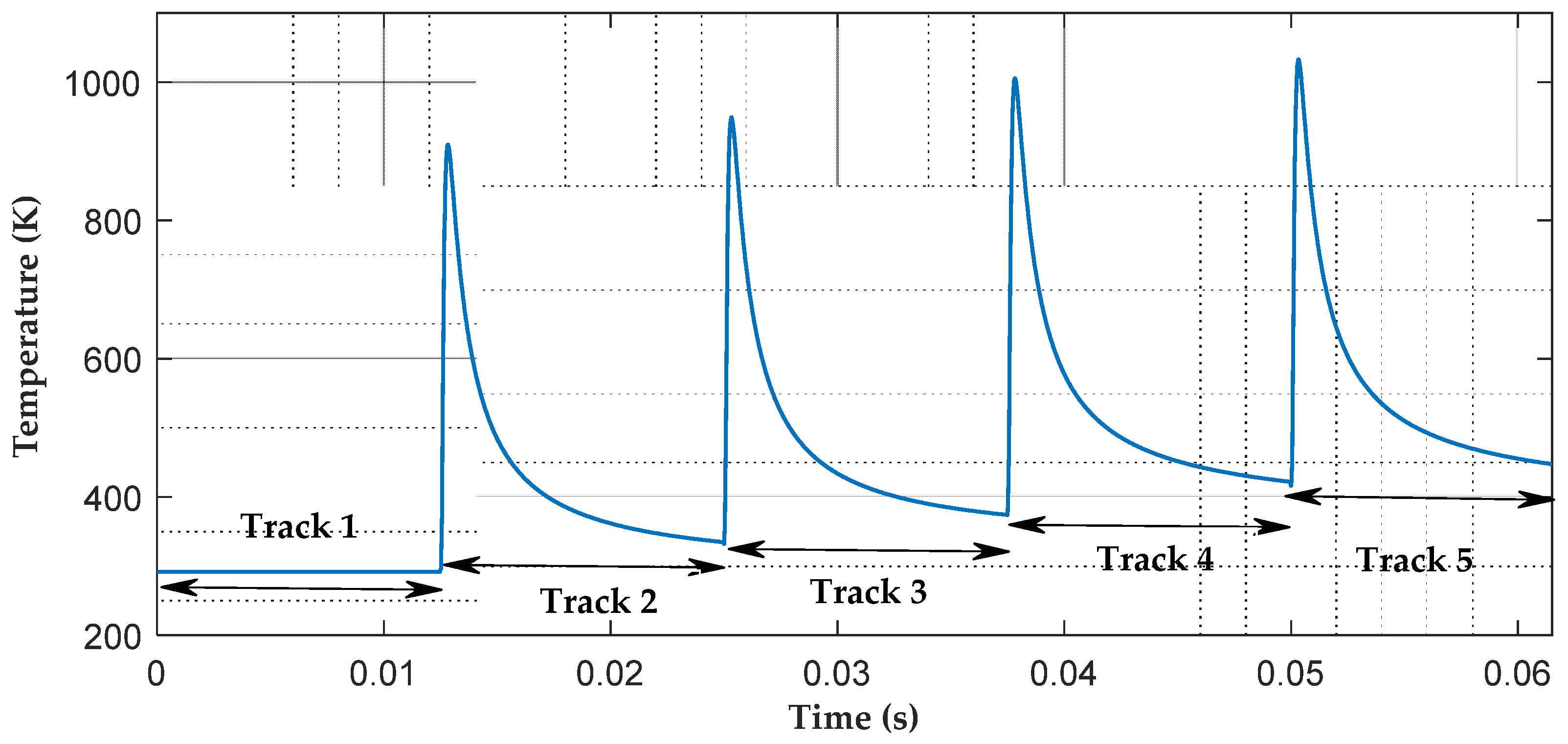
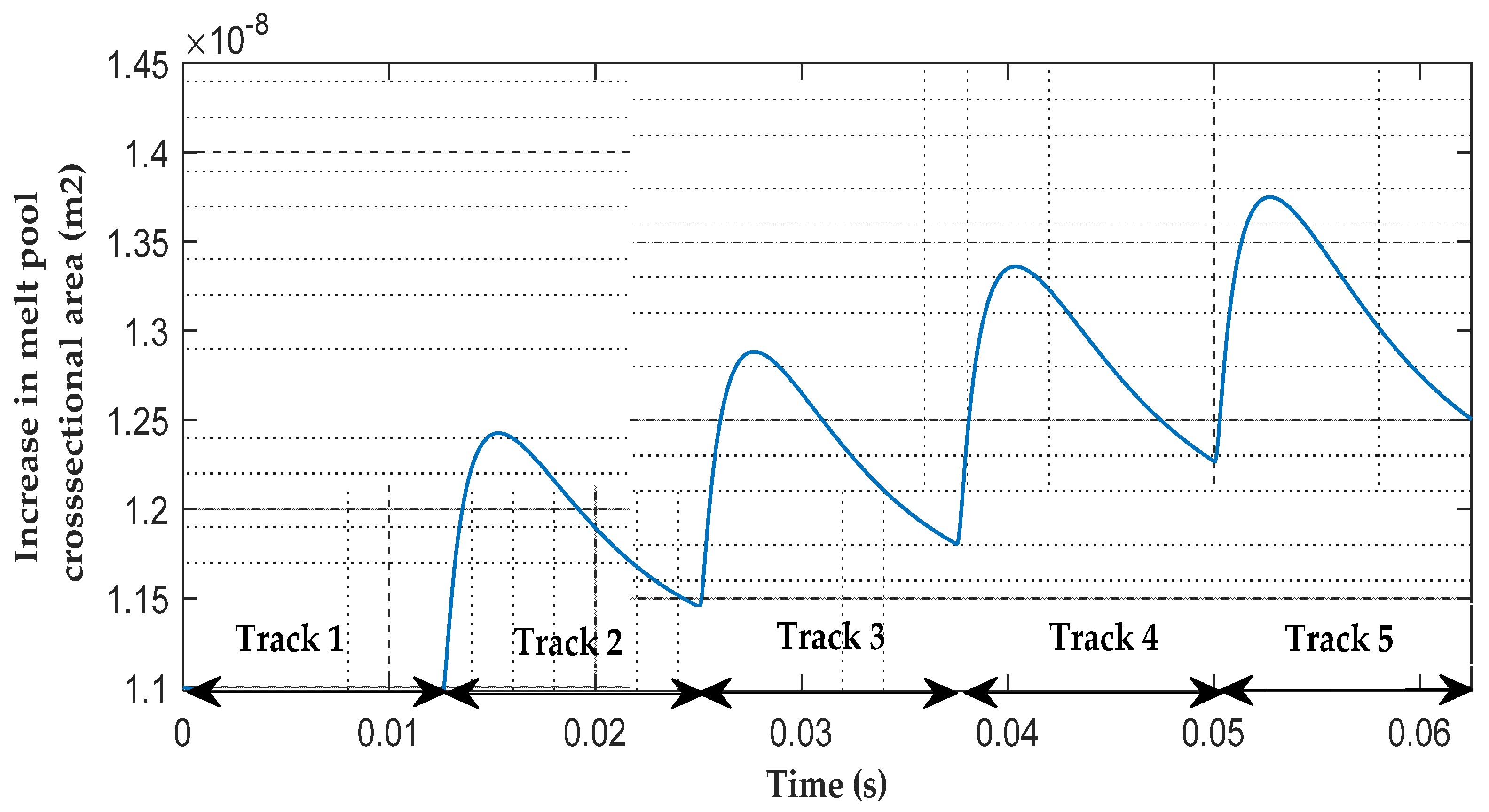
4.1. Open Loop Simulations Results
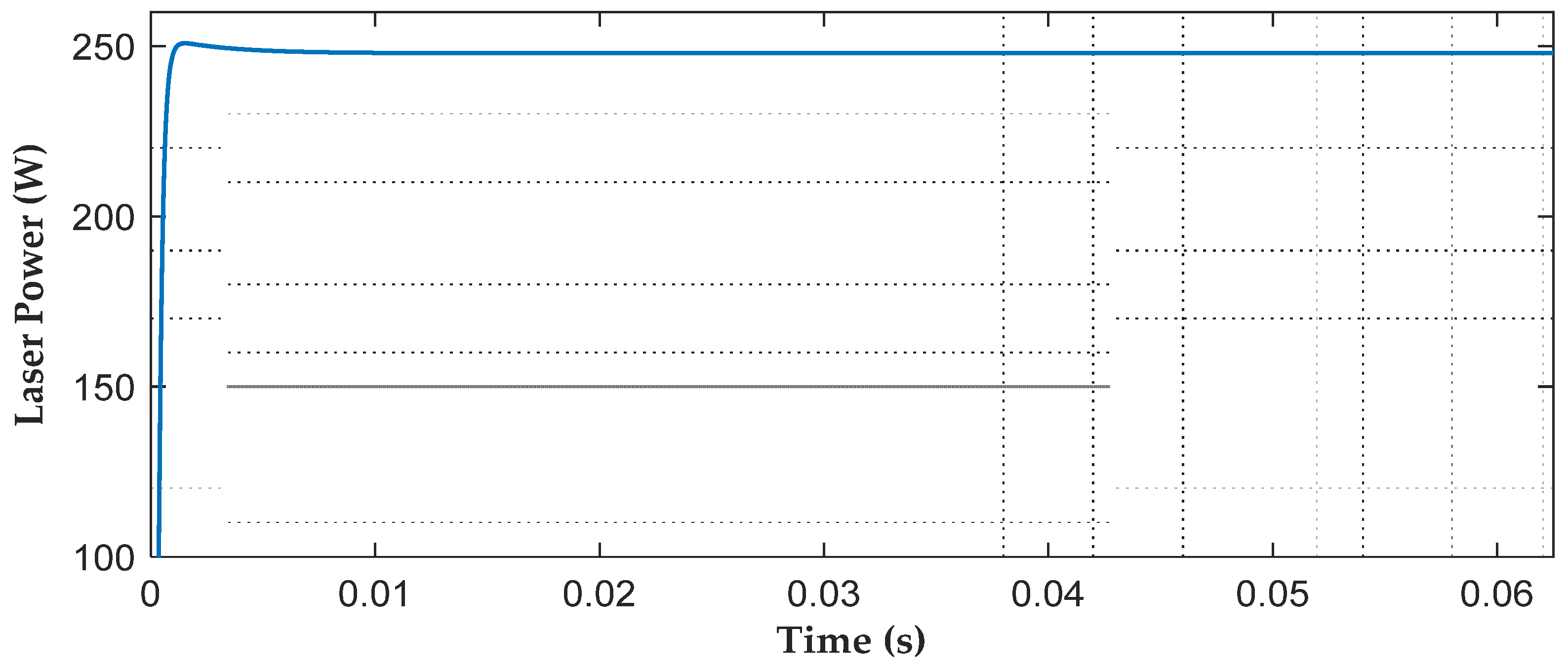
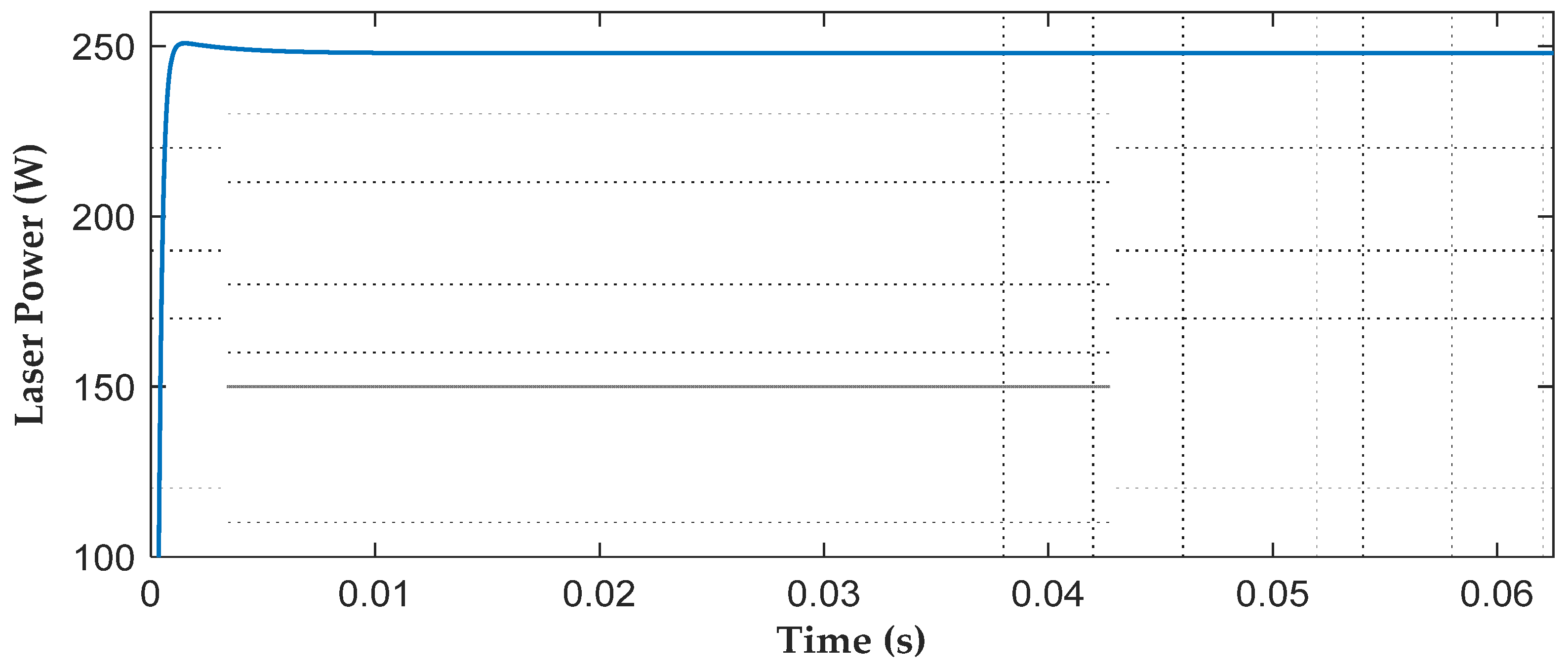
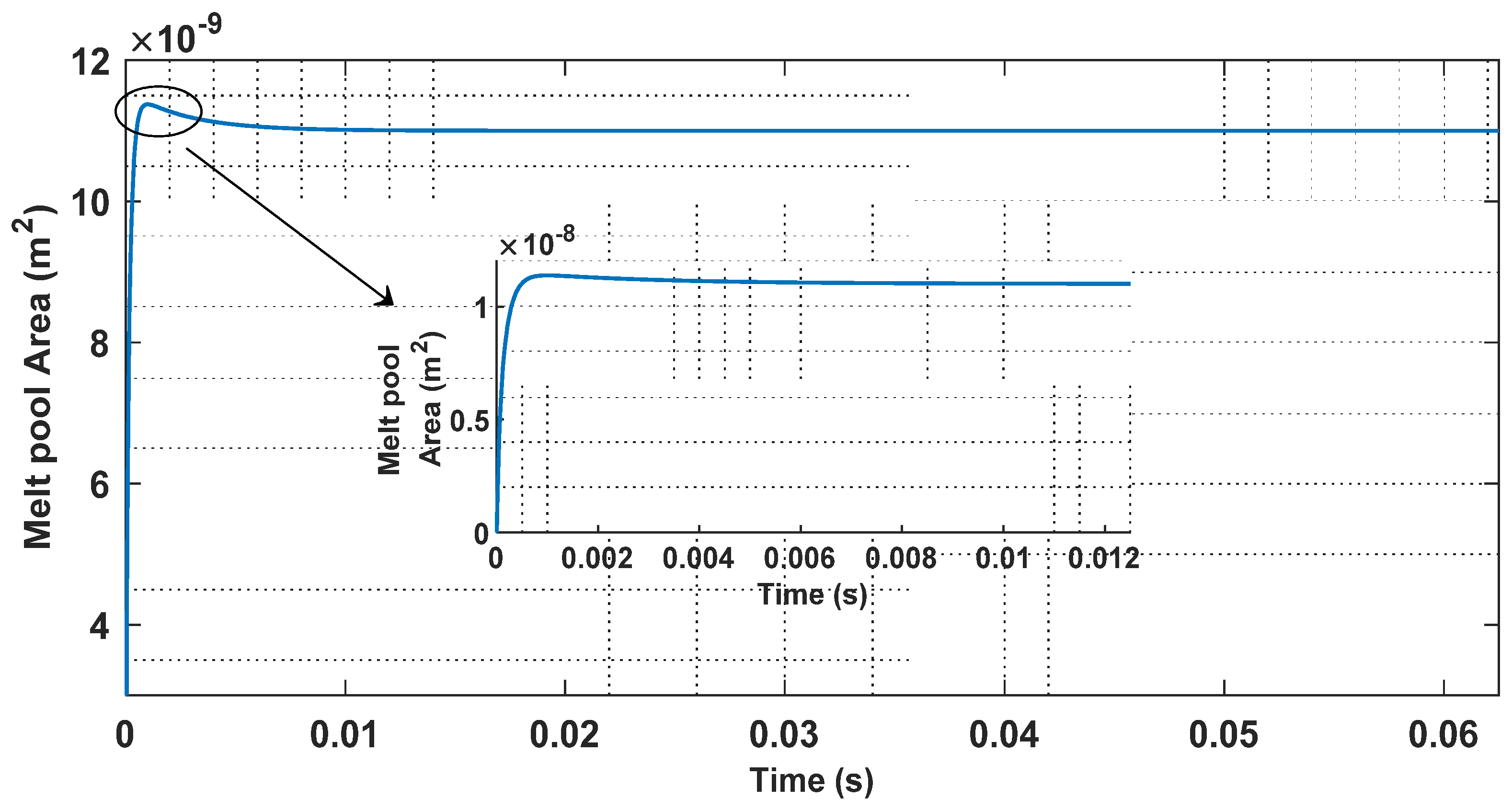
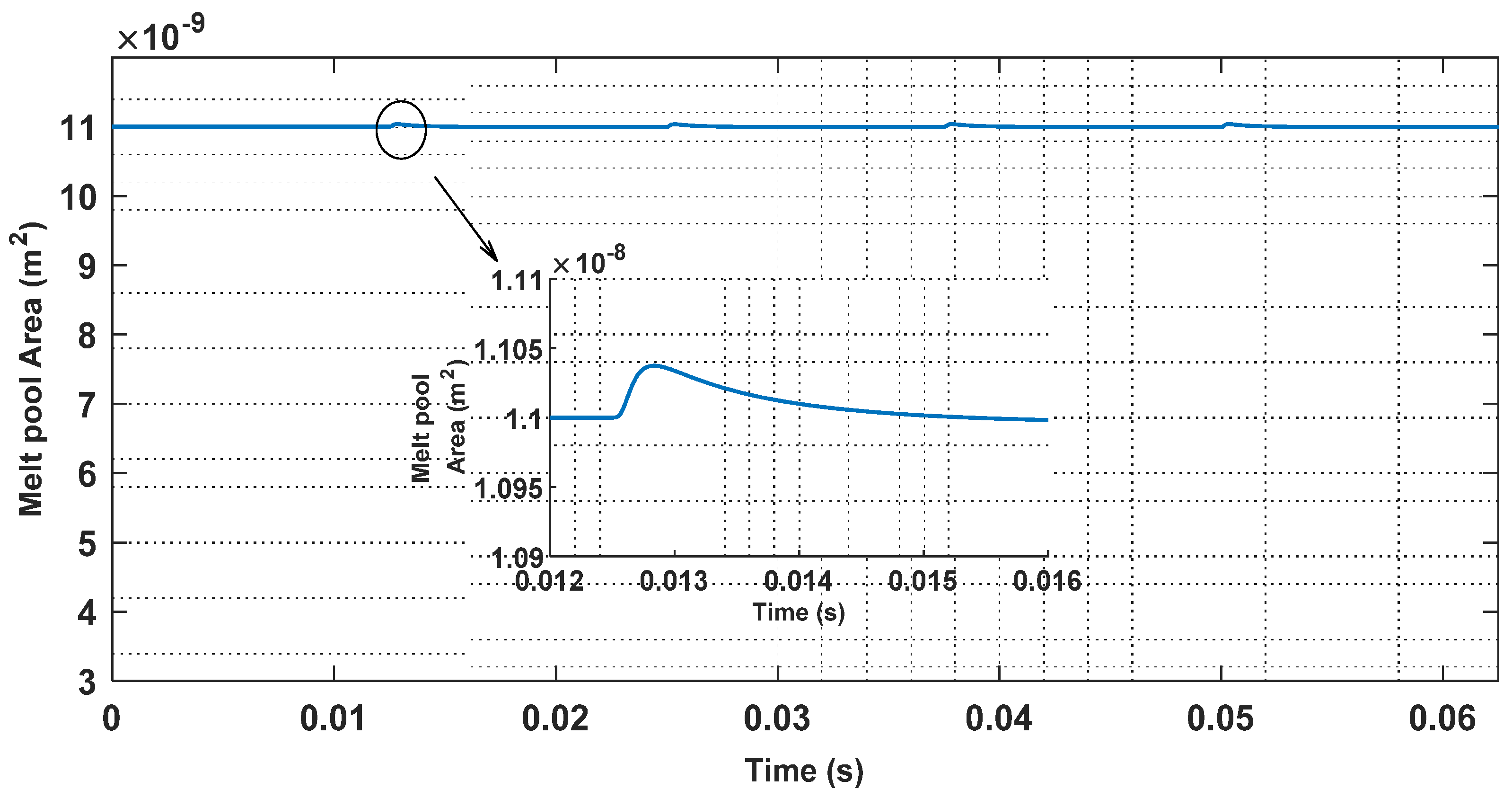
4.2. Closed Loop Simulations Results
4.2.1. Case 1: Disturbance due to Environment Temperature, Tini = 290 K
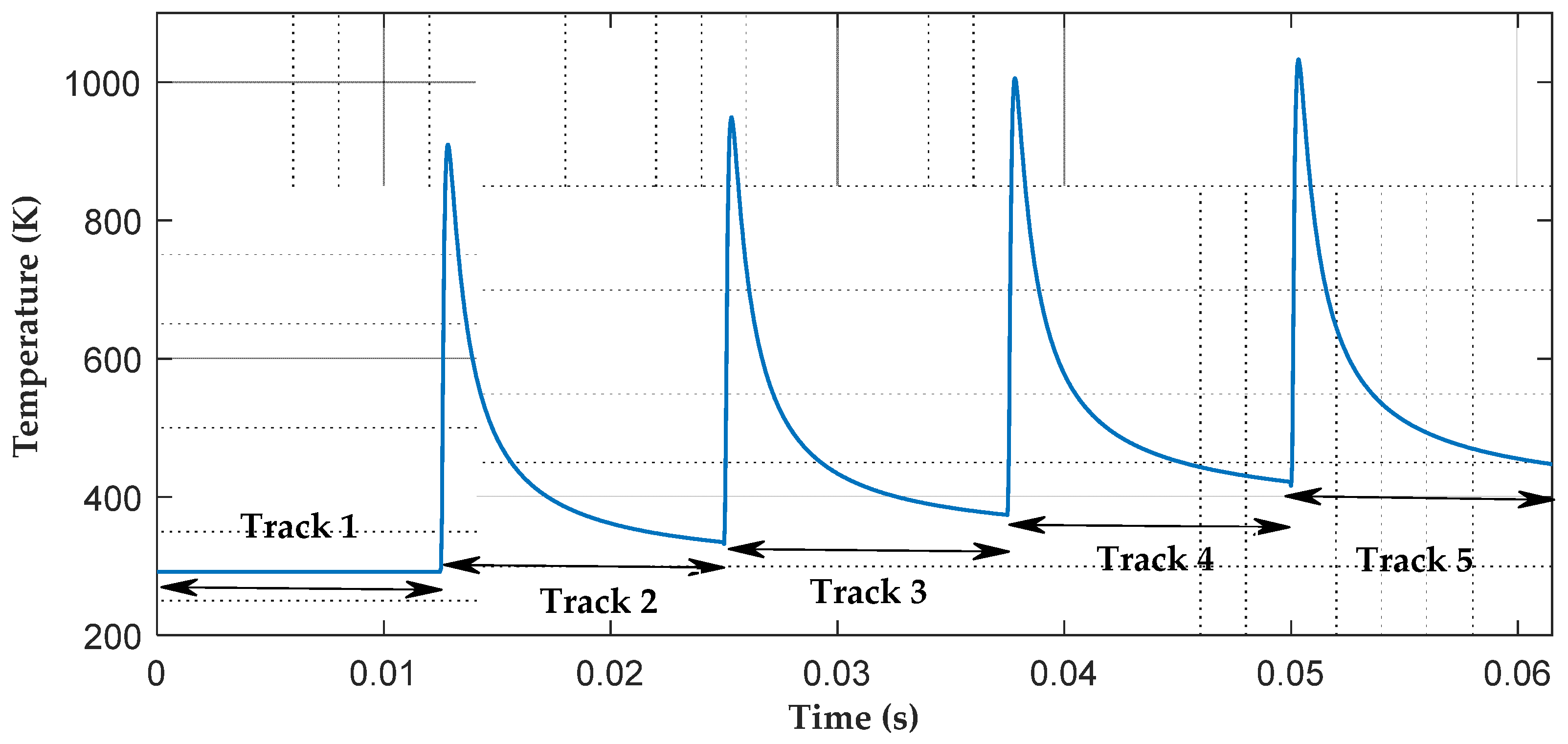
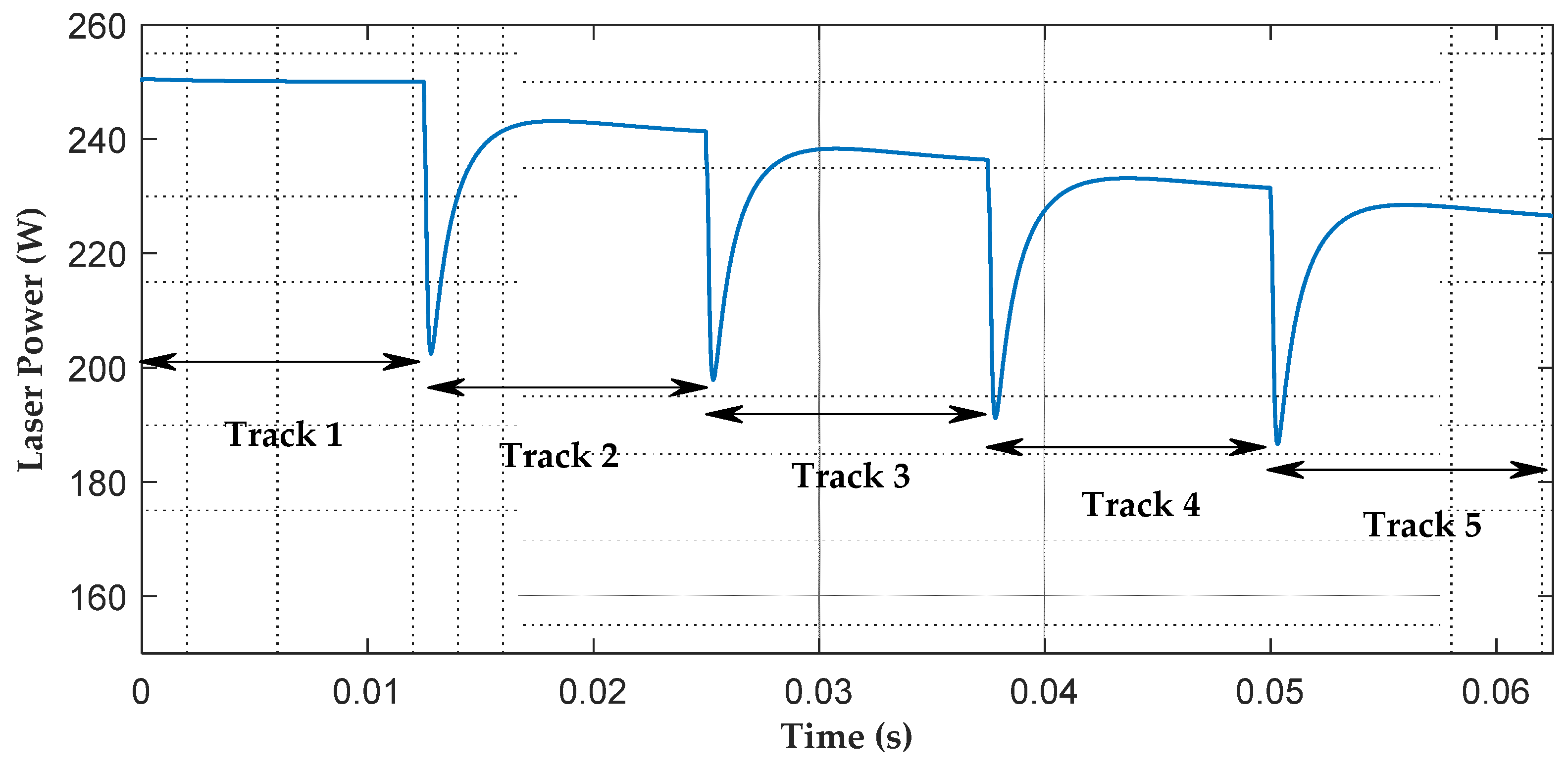
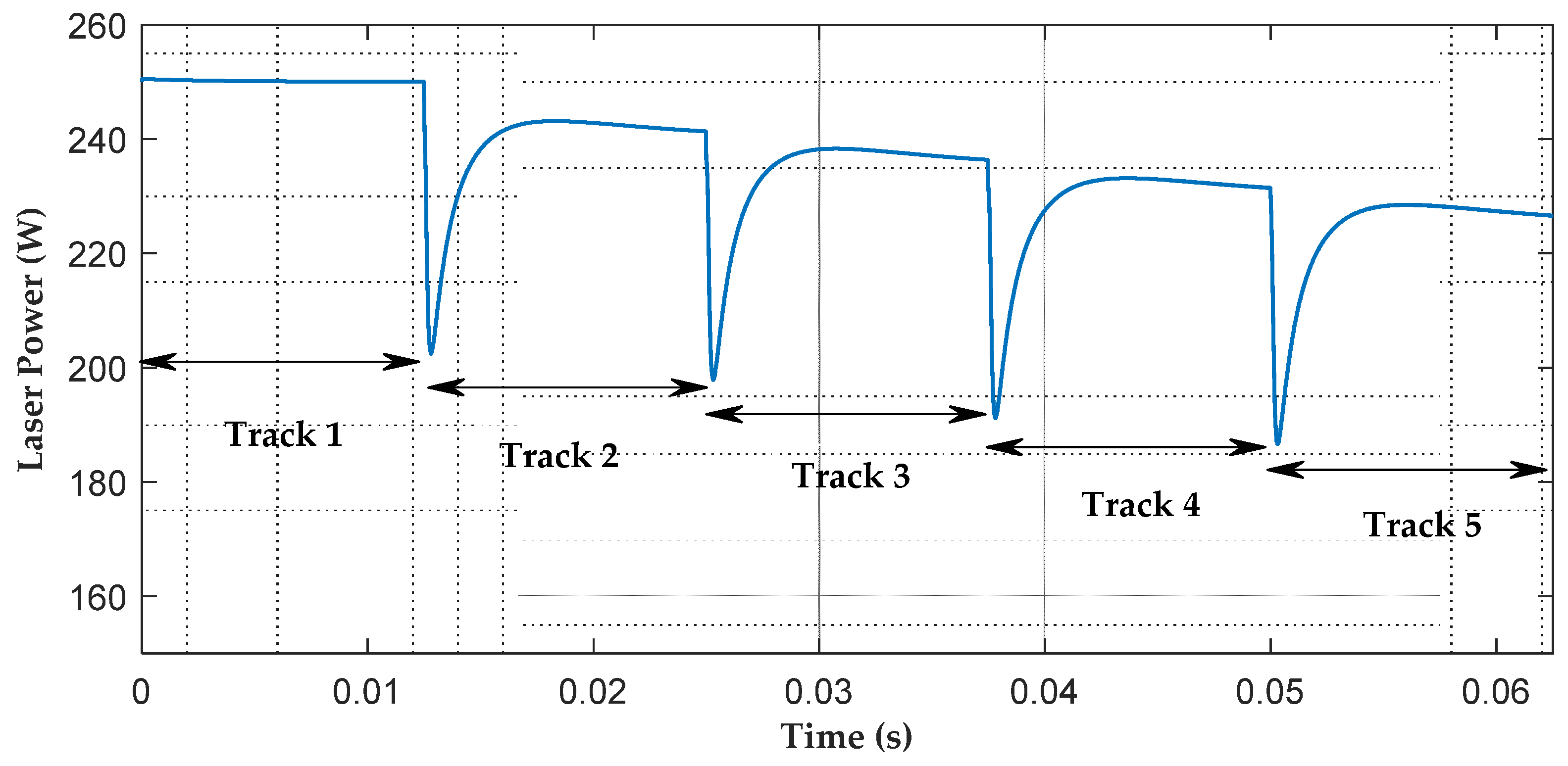
4.2.2. Case 2: Disturbance Due to Previous Tracks
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Symbol | Description |
|---|---|
| Volume of half ellipsoidal melt pool | |
| Melt pool interface with the substrate | |
| Melt pool interface with top free surface | |
| r | Constant melt pool width to depth ratio |
| β | Constant melt pool length to width ratio |
References
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.; Neto, V. Metal additive manufacturing cycle in aerospace industry: A comprehensive review. J. Manuf. Mater. Process. 2019, 3, 52. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; He, B.; Lyu, T.; Zou, Y. A Review on Additive Manufacturing of Titanium Alloys for Aerospace Applications: Directed Energy Deposition and Beyond Ti-6Al-4V. JOM 2021, 73, 1804–1818. [Google Scholar] [CrossRef]
- Gupta, S.K.; Shahidsha, N.; Bahl, S.; Kedaria, D.; Singamneni, S.; Yarlagadda, P.K.D.V.; Suwas, S.; Chatterjee, K. Enhanced biomechanical performance of additively manufactured Ti-6Al-4V bone plates. J. Mech. Behav. Biomed. Mater. 2021, 119, 104552. [Google Scholar] [CrossRef]
- Jamshidi, P.; Aristizabal, M.; Kong, W.; Villapun, V.; Cox, S.C.; Grover, L.M.; Attallah, M.M. Selective Laser Melting of Ti-6Al-4V: The Impact of Post-processing on the Tensile, Fatigue and Biological Properties for Medical Implant Applications. Materials 2020, 13, 2813. [Google Scholar] [CrossRef]
- Singh, R.; Gupta, A.; Tripathi, O.; Srivastava, S.; Singh, B.; Awasthi, A.; Rajput, S.; Sonia, P.; Singhal, P.; Saxena, K.K. Powder bed fusion process in additive manufacturing: An overview. Mater. Today: Proc. 2020, 26, 3058–3070. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Bäßler, R. Additive Manufacturing of Metals–From Fundamental Technology to Rocket Nozzles, Medical Implants, and Custom Jewelry (Book Review); Wiley-VCH Verlag GmbH & Co. KgaA: Weinheim, Germany, 2018. [Google Scholar]
- Mani, M.; Lane, B.M.; Donmez, M.A.; Feng, S.C.; Moylan, S.P. A review on measurement science needs for real-time control of additive manufacturing metal powder bed fusion processes. Int. J. Prod. Res. 2017, 55, 1400–1418. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Malekipour, E.; El-Mounayri, H. Common defects and contributing parameters in powder bed fusion AM process and their classification for online monitoring and control: A review. Int. J. Adv. Manuf. Technol. 2018, 95, 527–550. [Google Scholar] [CrossRef]
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging features and the SLM/DMLS residual stresses problem: Review and future research need. Technologies 2017, 5, 15. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A. A review on process monitoring and control in metal-based additive manufacturing. J. Manuf. Sci. Eng. 2014, 136, 060801. [Google Scholar] [CrossRef]
- Vlasea, M.L.; Lane, B.; Lopez, F.; Mekhontsev, S.; Donmez, A. Development of powder bed fusion additive manufacturing test bed for enhanced real-time process control. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 13–15. [Google Scholar]
- Song, L.; Mazumder, J. Feedback control of melt pool temperature during laser cladding process. IEEE Trans. Control Syst. Technol. 2010, 19, 1349–1356. [Google Scholar] [CrossRef]
- Song, L.; Bagavath-Singh, V.; Dutta, B.; Mazumder, J. Control of melt pool temperature and deposition height during direct metal deposition process. Int. J. Adv. Manuf. Technol. 2012, 58, 247–256. [Google Scholar] [CrossRef]
- Wang, Q.; Li, J.; Gouge, M.; Nassar, A.R.; Reutzel, E.W. Physics-based multivariable modeling and feedback linearization control of melt-pool geometry and temperature in directed energy deposition. J. Manuf. Sci. Eng. 2017, 139, 021013. [Google Scholar] [CrossRef]
- Fathi, A.; Khajepour, A.; Toyserkani, E.; Durali, M. Clad height control in laser solid freeform fabrication using a feedforward PID controller. Int. J. Adv. Manuf. Technol. 2007, 35, 280–292. [Google Scholar] [CrossRef]
- Devesse, W.; De Baere, D.; Guillaume, P. Design of a model-based controller with temperature feedback for laser cladding. Phys. Procedia 2014, 56, 211–219. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Li, J.; Nassar, A.R.; Reutzel, E.W.; Mitchell, W.F. Model-Based Feedforward Control of Part Height in Directed Energy Deposition. Materials 2021, 14, 337. [Google Scholar] [CrossRef]
- Wang, D.; Chen, X. Synthesis and Analysis of Multirate Repetitive Control for Fractional-Order Periodic Disturbance Rejection in Powder Bed Fusion. In Proceedings of the International Symposium on Flexible Automation, Kanazawa, Japan, 15–19 July 2018; pp. 30–38. [Google Scholar]
- Shkoruta, A.; Caynoski, W.; Mishra, S.; Rock, S. Iterative learning control for power profile shaping in selective laser melting. In Proceedings of the 2019 IEEE 15th International Conference on Automation Science and Engineering (CASE), Vancouver, BC, Canada, 22–26 August 2019; pp. 655–660. [Google Scholar]
- Wang, Q.; Michaleris, P.P.; Nassar, A.R.; Irwin, J.E.; Ren, Y.; Stutzman, C.B. Model-based feedforward control of laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 31, 100985. [Google Scholar] [CrossRef]
- Spector, M.J.; Guo, Y.; Roy, S.; Bloomfield, M.O.; Maniatty, A.; Mishra, S. Passivity-based iterative learning control design for selective laser melting. In Proceedings of the 2018 Annual American Control Conference (ACC), Milwaukee, WI, USA, 27–29 June 2018; pp. 5618–5625. [Google Scholar]
- Craeghs, T.; Bechmann, F.; Berumen, S.; Kruth, J.-P. Feedback control of Layerwise Laser Melting using optical sensors. Phys. Procedia 2010, 5, 505–514. [Google Scholar] [CrossRef] [Green Version]
- Renken, V.; Albinger, S.; Goch, G.; Neef, A.; Emmelmann, C. Development of an adaptive, self-learning control concept for an additive manufacturing process. CIRP J. Manuf. Sci. Technol. 2017, 19, 57–61. [Google Scholar] [CrossRef]
- Renken, V.; Lübbert, L.; Blom, H.; von Freyberg, A.; Fischer, A. Model assisted closed-loop control strategy for selective laser melting. Procedia CIRP 2018, 74, 659–663. [Google Scholar] [CrossRef]
- Renken, V.; von Freyberg, A.; Schünemann, K.; Pastors, F.; Fischer, A. In-process closed-loop control for stabilising the melt pool temperature in selective laser melting. Prog. Addit. Manuf. 2019, 4, 411–421. [Google Scholar] [CrossRef]
- Doumanidis, C.; Kwak, Y.-M. Geometry modeling and control by infrared and laser sensing in thermal manufacturing with material deposition. J. Manuf. Sci. Eng. 2001, 123, 45–52. [Google Scholar] [CrossRef]
- Carslaw, H.; Jaeger, J. Heat Conduction in Solids; Oxford University Press: Oxford, UK, 1959. [Google Scholar]
- Sammons, P.M.; Gegel, M.L.; Bristow, D.A.; Landers, R.G. Repetitive process control of additive manufacturing with application to laser metal deposition. IEEE Trans. Control Syst. Technol. 2018, 27, 566–575. [Google Scholar] [CrossRef]
- Wang, Q.; Li, J.; Nassar, A.R.; Reutzel, E.W.; Mitchell, W. Build height control in directed energy deposition using a model-based feed-forward controller. In Proceedings of the ASME 2018 Dynamic Systems and Control Conference, Atlanta, GA, USA, 30 September–3 October 2018. [Google Scholar]
- Dillkötter, D.; Mönnigmann, M. Design of a model based feedforward controller for additive manufacturing by laser metal deposition. In Proceedings of the 2019 18th European Control Conference (ECC), Naples, Italy, 25–28 June 2019; pp. 3842–3847. [Google Scholar]
- Egan, D.S.; Jones, K.; Dowling, D.P. Selective laser melting of Ti-6Al-4V: Comparing μCT with in-situ process monitoring data. CIRP J. Manuf. Sci. Technol. 2020, 31, 91–98. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C. Influence of scanning length and energy input on residual stress reduction in metal additive manufacturing: Numerical and experimental studies. J. Manuf. Process. 2020, 49, 247–259. [Google Scholar] [CrossRef]
- Lu, X.; Chiumenti, M.; Cervera, M.; Tan, H.; Lin, X.; Wang, S. Warpage Analysis and Control of Thin-Walled Structures Manufactured by Laser Powder Bed Fusion. Metals 2021, 11, 686. [Google Scholar] [CrossRef]
- Wang, Q. A control-oriented model for melt-pool volume in laser powder bed fusion additive manufacturing. In Proceedings of the Dynamic Systems and Control Conference, Park City, UT, USA, 8–11 October 2019; p. V001T010A002. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Density: ρ | 8840 kg/m3 |
| Thermal Conductivity: k | 9.8 W/m·K |
| Thermal Diffusivity: a | 30,914 mm2/s |
| Melting Temperature: Tm | 1568 K |
| Specific Heat of Solid Inconel: Cp | 550 J/kg·K |
| Specific Heat of Molten Inconel: Cp | 680 J/kg·K |
| Solidus Temperature: Ts | 1290 K |
| liquidus Temperature: Ts | 1350 K |
| Latent Heat: Hf | 22,700 J/kg |
| Absorption: η | 40% |
| Convection Coefficient: αs | 2 × 105 W/m2·K |
| Heat Transfer Coefficient: αG | 20 W/m2·K |
| Temperature Ratio: μ | 0.2 |
| Melt Pool Width to Depth Ratio: r | 1.75 |
| Melt Pool Length to Width Ratio: β | 10 |
| Case | Settling Time (s) | Rise Time (s) | Kp | Ki | Kd |
|---|---|---|---|---|---|
| Tini = 0 | |||||
| Tini = 290 | |||||
| Tini by Disturbance Model |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussain, S.Z.; Kausar, Z.; Koreshi, Z.U.; Sheikh, S.R.; Rehman, H.Z.U.; Yaqoob, H.; Shah, M.F.; Abdullah, A.; Sher, F. Feedback Control of Melt Pool Area in Selective Laser Melting Additive Manufacturing Process. Processes 2021, 9, 1547. https://doi.org/10.3390/pr9091547
Hussain SZ, Kausar Z, Koreshi ZU, Sheikh SR, Rehman HZU, Yaqoob H, Shah MF, Abdullah A, Sher F. Feedback Control of Melt Pool Area in Selective Laser Melting Additive Manufacturing Process. Processes. 2021; 9(9):1547. https://doi.org/10.3390/pr9091547
Chicago/Turabian StyleHussain, Syed Zahid, Zareena Kausar, Zafar Ullah Koreshi, Shakil R. Sheikh, Hafiz Zia Ur Rehman, Haseeb Yaqoob, Muhammad Faizan Shah, Ahmad Abdullah, and Farooq Sher. 2021. "Feedback Control of Melt Pool Area in Selective Laser Melting Additive Manufacturing Process" Processes 9, no. 9: 1547. https://doi.org/10.3390/pr9091547
APA StyleHussain, S. Z., Kausar, Z., Koreshi, Z. U., Sheikh, S. R., Rehman, H. Z. U., Yaqoob, H., Shah, M. F., Abdullah, A., & Sher, F. (2021). Feedback Control of Melt Pool Area in Selective Laser Melting Additive Manufacturing Process. Processes, 9(9), 1547. https://doi.org/10.3390/pr9091547