
Valorization of Vine Tendrils Resulted from Pruning as Densified Solid Biomass Fuel (Briquettes)

 ,
,  ,
,  , ,
, ,
Abstract
:1. Introduction
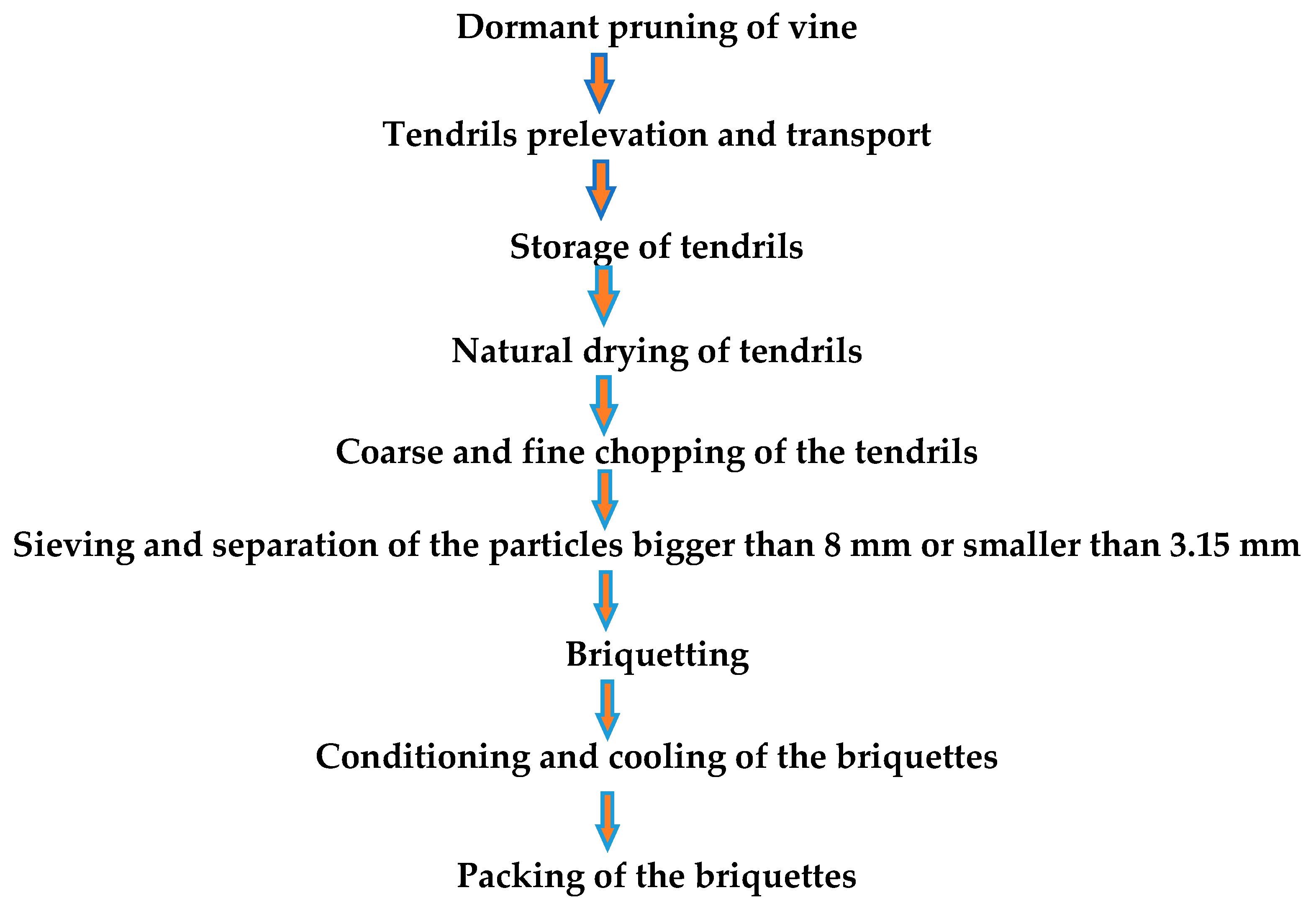
2. Materials and Methods
2.1. Collecting the Tendrils
2.2. Collecting and Transporting the Tendrils
2.3. Storage of Tendrils
2.4. Natural Drying of Biomass
2.5. Coarse and Fine Grinding of the Tendrils
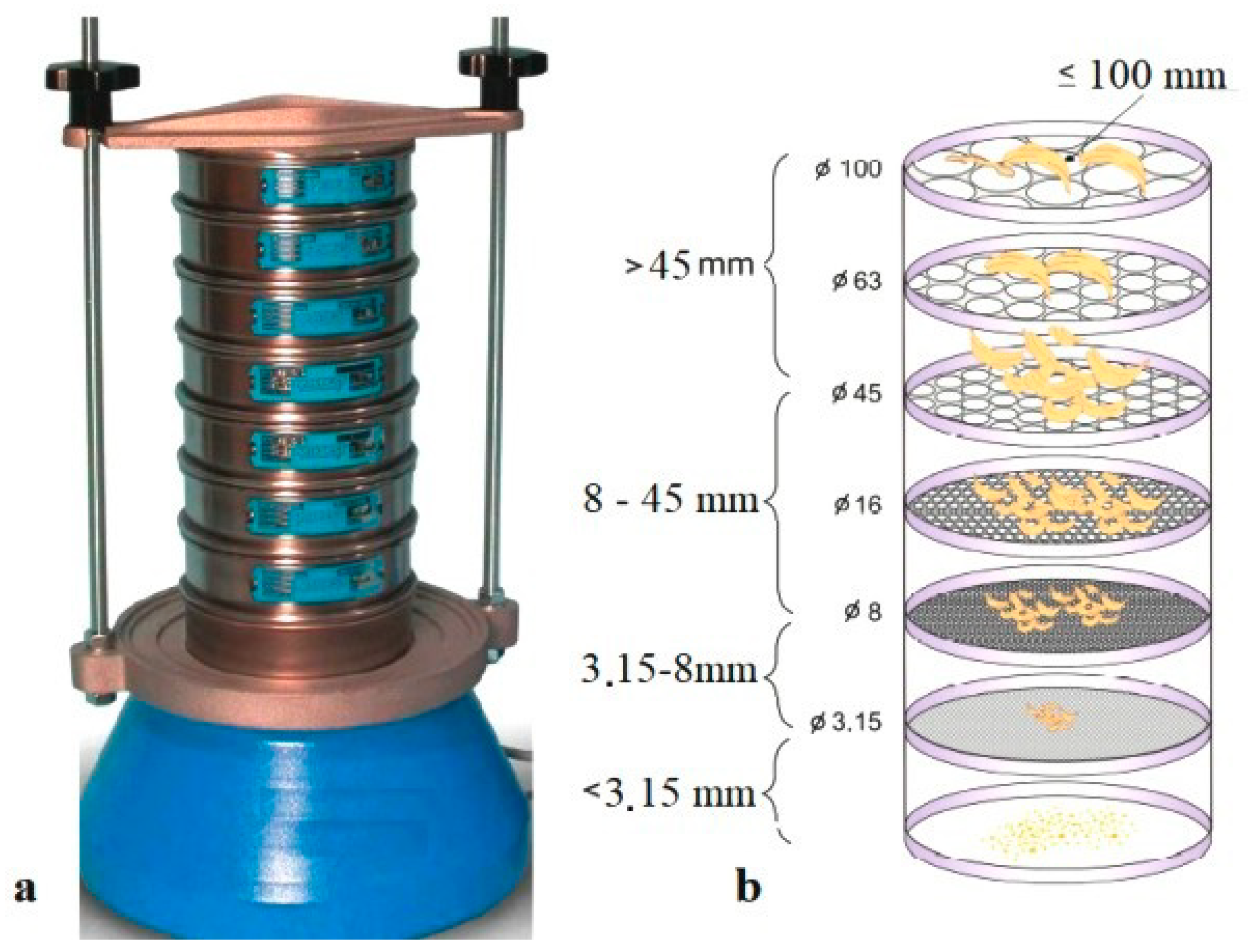
2.6. Sieving and Separation of the Particles Bigger Than 8 mm or Smaller Than 3.15 mm
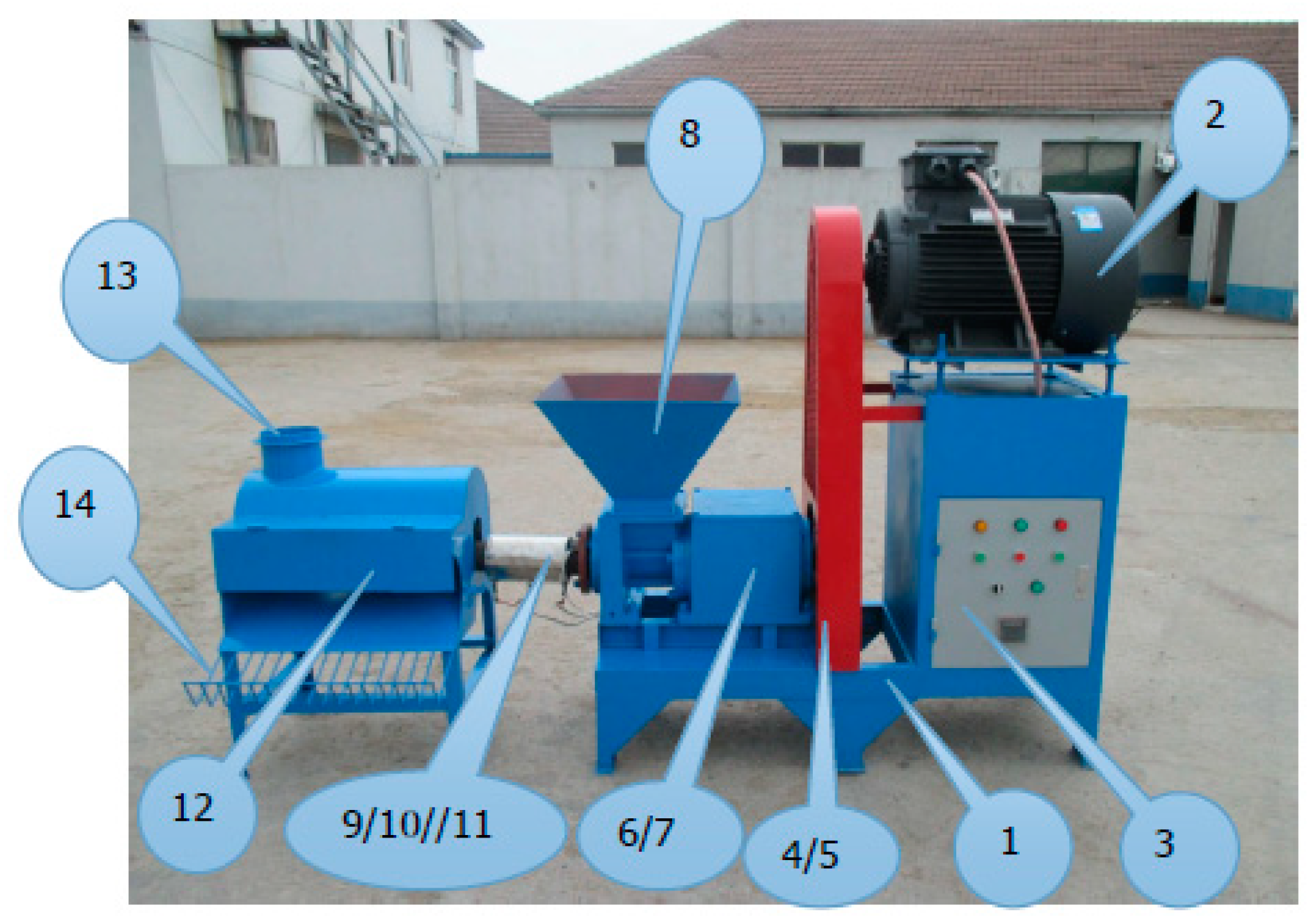
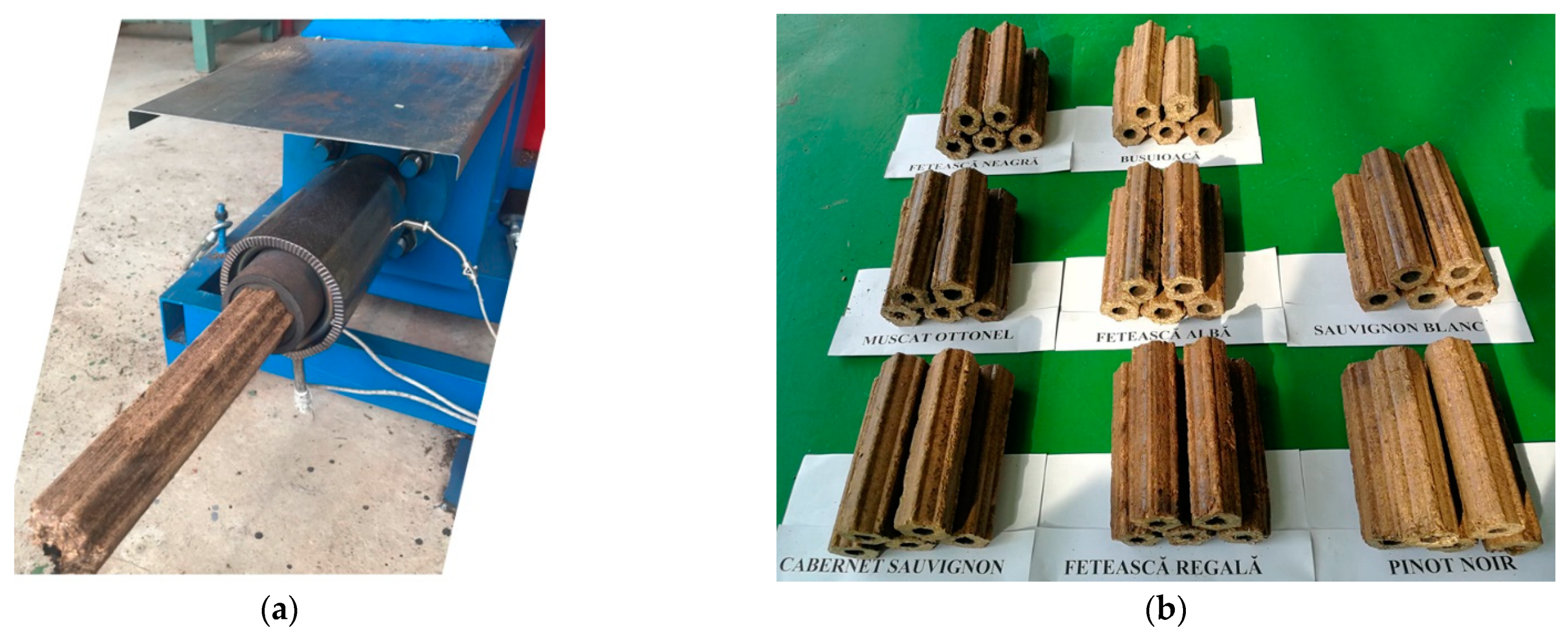
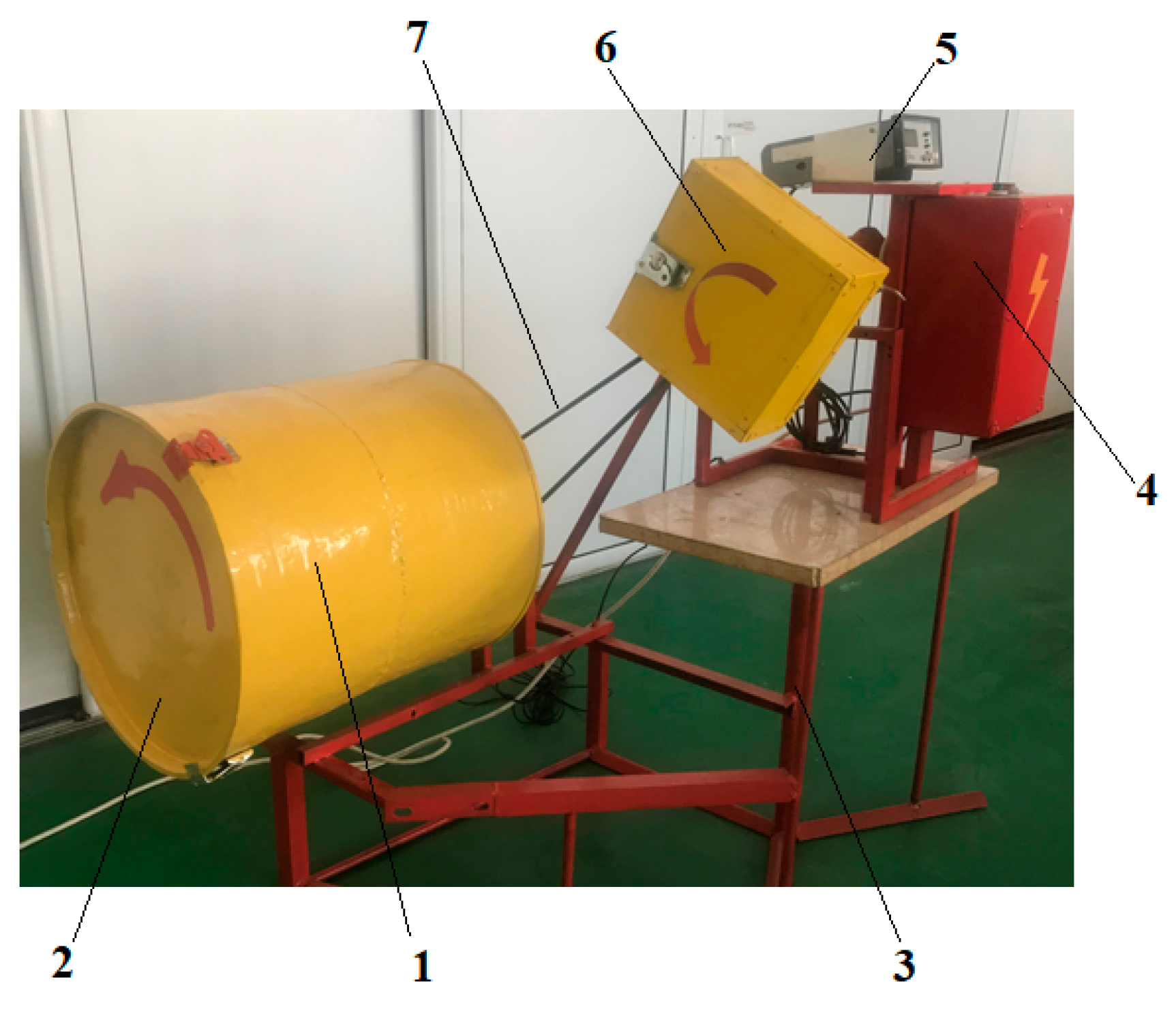
2.7. Briquetting of the Ground Tendrils
2.8. Methods and Equipment for the Assessment of Quality Indices
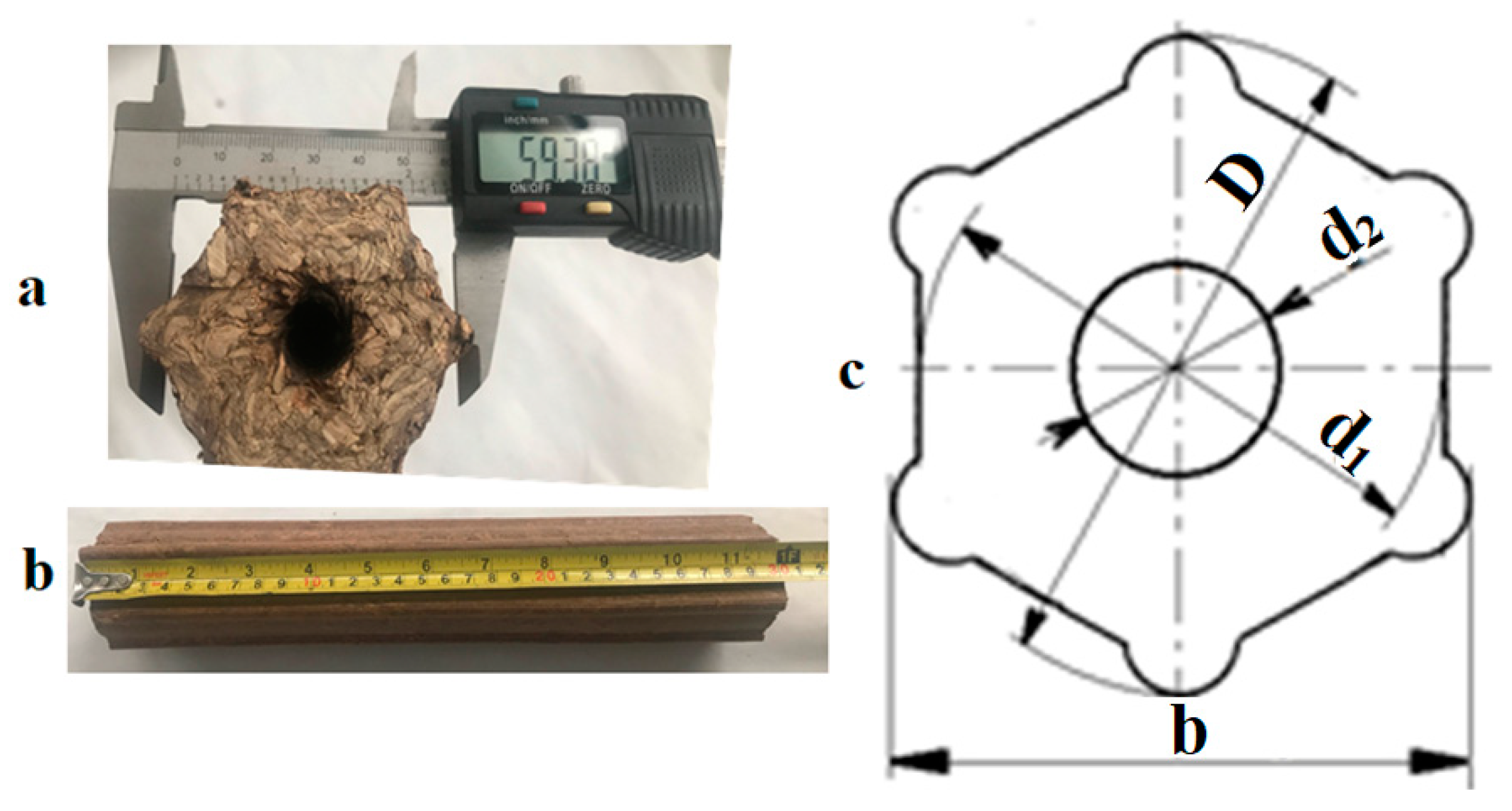
2.8.1. Dimensions of the Briquettes
2.8.2. Evaluation of Moisture Content
2.8.3. Coefficient of Briquetting
- sieved ground tendrils, with the dimensions of the particles comprised between 3.15 and 8 mm;
- non-sieved ground tendrils, containing particles smaller than 8 mm.
2.8.4. Evaluation of the Mechanical Durability of the Briquettes
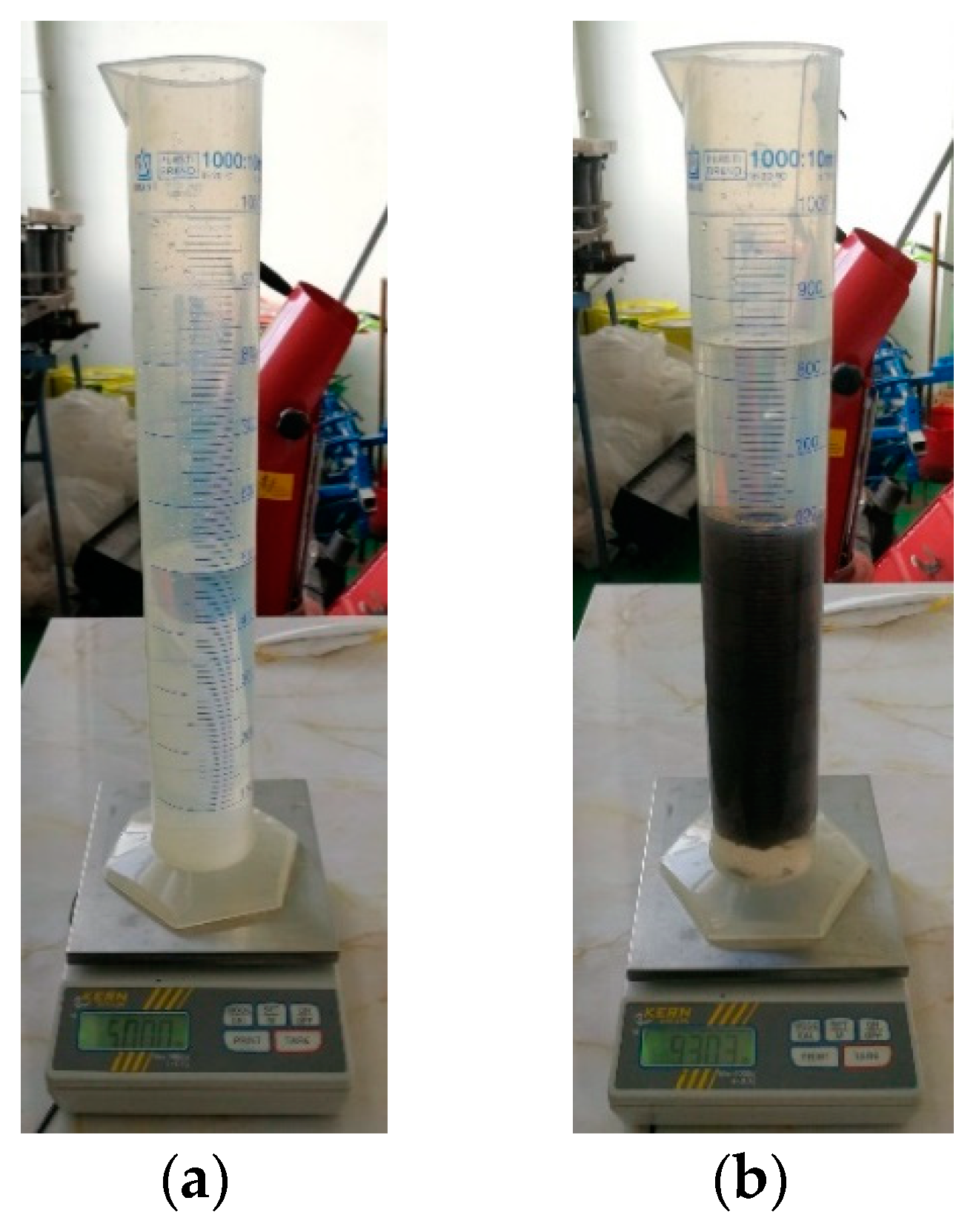
2.8.5. Evaluation of Briquettes Density
2.8.6. Determination of the Heating Value
3. Results and Discussion
3.1. Grinding of the Vine Tendrils
3.2. Briquetting of the Vine Tendrils
3.2.1. Briquetting Coefficient
3.2.2. Dimensions of the Briquettes
3.2.3. Moisture Content of the Ground Tendrils and Briquettes
3.2.4. Mechanical Durability, Bulk Density and Unit (Volume) Density of Briquettes
3.2.5. Operating Capacity of the Briquetting Machine
3.2.6. Heating Value of the Briquettes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Alegría, I.M.; Fernández-Sainz, A.; Alvarez, I.; Basañez, A.; Del-Río, B. Carbon prices: Were they an obstacle to the launching of emission abatement projects in Spain in the Kyoto Protocol period? J. Clean Prod. 2017, 148, 857–865. [Google Scholar] [CrossRef]
- Lima, M.A.; Mendes, L.F.R.; Mothé, G.A.; Linhares, F.G.; Castro, M.P.P.; Silva, M.G.; Sthel, M.S. Renewable energy in reducing greenhouse gas emissions: Reaching the goals of the Paris agreement in Brazil. Environ. Dev. 2020, 33, 100504. [Google Scholar] [CrossRef]
- Akdag, S.; Yıldırım, H. Toward a sustainable mitigation approach of energy efficiency to greenhouse gas emissions in the European countries. Heliyon 2020, 6, e03396. [Google Scholar] [CrossRef] [PubMed]
- Alola, A.A.; Bekun, F.V.; Sarkodie, S.A. Dynamic impact of trade policy, economic growth, fertility rate, renewable and non-renewable energy consumption on ecological footprint in Europe. Sci. Total Environ. 2019, 685, 702–709. [Google Scholar] [CrossRef] [PubMed]
- Shahzad, U.; Ferraz, D.; Doğan, B.; Rebelatto, D. Export product diversification and CO2 emissions: Contextual evidences from developing and developed economies. J. Clean Prod. 2020, 276, 124146. [Google Scholar] [CrossRef]
- Purohit, P.; Chaturvedi, V. Biomass pellets for power generation in India: A techno-economic evaluation. Environ. Sci. Pollut. Res. 2018, 25, 29614–29632. [Google Scholar] [CrossRef] [Green Version]
- Sarkodie, S.A.; Strezov, V.; Weldekidan, H.; Asamoah, E.F.; Owusu, P.A.; Doyi, I.N.Y. Environmental sustainability assessment using dynamic autoregressive-distributed lag simulations—Nexus between greenhouse gas emissions, biomass energy, food and economic growth. Sci. Total Environ. 2019, 668, 318–332. [Google Scholar] [CrossRef]
- Weldemichael, Y.; Assefa, G. Assessing the energy production and GHG (greenhouse gas) emissions mitigation potential of biomass resources for Alberta. J. Clean Prod. 2016, 112, 4257–4264. [Google Scholar] [CrossRef]
- Bonassa, G.; Schneider, L.T.; Canever, V.B.; Cremonez, P.A.; Frigo, E.P.; Dieter, J.; Teleken, J.G. Scenarios and prospects of solid biofuel use in Brazil. Renew. Sustain. Energy Rev. 2018, 82, 2365–2378. [Google Scholar] [CrossRef]
- Kaur, A.; Roy, M.; Kundu, K. Densification of biomass by briquetting: A review. Int. J. Recent Sci. Res. 2017, 8, 20561–20568. [Google Scholar]
- European Commission-Department: Energy-In Focus: Renewable Energy in Europe; Directorate-General Energy: Brussels, Belgium, 2020; pp. 1–3.
- EurObserv’ER, Solid Biomass Barometer 2020. Available online: https://www.eurobserv-er.org/pdf/solid-biomass-barometer-2020/ (accessed on 28 June 2021).
- Paist, A.; Kask, Ü.; Kask, L.; Muiste, P.; Padari, A.; Vrager, A.; Pärn, L. Potential of biomass fuels to substitute for oil shale in energy balance in Estonian energy sector. Oil Shale 2005, 22, 369–379. [Google Scholar]
- Raju, C.A.; Prem, K.; Sunil, K.; Bhimareddy, K.S.; Ramya, C. Studies on densification and conversion of wastes as fuel briquettes for power generation. Mater. Today Proc. 2021, 44, 1090–1107. [Google Scholar] [CrossRef]
- Niemiczyk, M.; Bachilava, M.; Wrobel, M.; Jewiarz, M.; Kavtaradze, G.; Goginashvili, N. Productivity and biomass properties of poplar clones managed in short-rotation culture as a potential fuelwood source in Georgia. Energies 2021, 14, 3016. [Google Scholar] [CrossRef]
- International Energy Agency. Executive Summary World. In World Energy Outlook; Technical Report; International Energy Agency: Paris, France, 2011; p. 45. [Google Scholar]
- Akolgo, G.A.; Awafo, E.A.; Essandoh, E.O.; Owusu, P.A.; Uba, F.; Adu-Poku, K.A. Assessment of the potential of charred briquettes of sawdust, rice and coconut husks: Using water boiling and user acceptability tests. Sci. Afr. 2021, 12, e00789. [Google Scholar]
- Hamedani, S.R.; Colantoni, A.; Galluci, F.; Salerno, M.; Silvestri, C.; Villarini, M. Comparative energy and environmental analysis of agro-pellet production from orchard woody biomass. Biomass Bioenergy 2019, 129, 105334. [Google Scholar] [CrossRef]
- Solano, D.; Vinyes, P.; Arranz, P. Biomass Briquetting Process; UNDP-CEDRO Publication: Beirut, Lebanon, 2016. [Google Scholar]
- Santana, D.A.R.; Scatolino, M.V.; Lima, M.D.R.; Oliveira, U.B.J.; Garcia, D.P.; Andrade, C.R.; Carneiro, A.C.O.; Trugilho, P.F.; Protaiso, T.P. Pelletizing of lignocellulosic wastes as an environmentally friendly solution for the energy supply: Insights on the properties of pellets from Brazilian biomasses. Environ. Sci. Pollut. Res. 2021, 28, 11598–11617. [Google Scholar] [CrossRef]
- Oladeji, J. Theoretical Aspects of Biomass Briquetting: A Review Study. J. Energy Technol. Policy 2015, 5, 72–82. [Google Scholar]
- Scatolino, M.V.; Cabral, N.L.F.; Protásio, T.P.; Carneiro, A.C.O.; Andrade, C.R.; Guimarães, J.J.B.; Mendes, L.M. Options for generation of sustainable energy: Production of pellets based on combinations between lignocellulosic biomasses. Waste Biomass Valor. 2018, 9, 479–489. [Google Scholar] [CrossRef]
- Matúš, M.; Križan, P.; Šooš, Ľ.; Beniak, J. Effects of initial moisture content on the physical and mechanical properties of Norway Spruce briquettes. Int. J. Environ. Ecol. Eng. 2015, 9, 1227–1233. [Google Scholar]
- Sánchez, J.; Curt, M.D.; Robert, N.; Fernández, J. The Role of Bioenergy in the Emerging Bioeconomy. Resources, Technologies, Sustainability and Policy, 1st ed.; Elsevier: CIEMAT, Madrid, Spain, 2019; pp. 25–111. [Google Scholar]
- Ungureanu, N.; Valentin, V.; Voicu, G.; Dinca, M.N.; Zăbavă, B.S. Influence of Biomass Moisture Content on Pellet Properties-Review. In Proceedings of the 17th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 25 May 2018. [Google Scholar]
- Gilvari, H.; Cutz, L.; Tiringer, U.; Mol, A.; de Jong, W.; Schott, D.L. The Effect of Environmental Conditions on the Degradation Behavior of Biomass Pellets. Polymers 2020, 12, 970. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Styks, J.; Knapczyk, A.; Ľapczyńska-Kordon, B. Effect of compaction pressure and moisture content on post-agglomeration elastic spingback of pellets. Materials 2021, 14, 879. [Google Scholar] [CrossRef]
- Lisý, M.; Lisá, H.; Jecha, D.; Baláš, M.; Križan, P. Characteristic properties of alternative biomass fuels. Energies 2020, 13, 1448. [Google Scholar] [CrossRef] [Green Version]
- Saeed, A.A.H.; Yub Harun, N.; Bilad, M.R.; Afzal, M.T.; Parvez, A.M.; Roslan, F.A.S.; Abdul Rahim, S.; Vinayagam, V.D.; Afolabi, H.K. Moisture Content Impact on Properties of Briquette Produced from Rice Husk Waste. Sustainability 2021, 13, 3069. [Google Scholar] [CrossRef]
- Rentizelas, A.A. Biomass Supply Chains for Bioenergy and Biorefining; Elsevier: Glasgow, UK, 2016; pp. 127–146. [Google Scholar]
- SAF-Sustainable Agribusiness Forum. Available online: https://saf.org.ua/en/news/842/ (accessed on 13 April 2021).
- Aamiri, O.B.; Thilakaratne, R.; Tumuluru, J.S.; Satyavolu, J. An “In-situ binding” approach to produce torrefied biomass briquettes. Bioengineering 2019, 6, 87. [Google Scholar] [CrossRef] [Green Version]
- Kpalo, S.Y.; Zainuddin, M.F.; Manaf, L.A.; Roslan, A.M. Production and characterization of hybrid briquettes from corncobs and oil palm trunk bark under a low pressure densification technique. Sustainability 2020, 12, 2468. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.; Xu, Y.; Sun, Y. Review of briquette binders and briquetting mechanism. Renew. Sustain. Energy Rev. 2018, 82, 477–487. [Google Scholar] [CrossRef]
- Spirchez, C.; Lunguleasa, A.; Matei, M. Particularities of hollow-core briquettes obtained out of spruce and oak wooden waste. Maderas Cienc. Y Tecnología 2018, 20, 139–152. [Google Scholar] [CrossRef] [Green Version]
- Kpalo, S.; Zainuddin, M. Briquettes from Agricultural Residues; an alternative clean and sustainable fuel for domestic cooking in Nasarawa state, Nigeria. Energy Power 2020, 10, 40–47. [Google Scholar] [CrossRef]
- Asamoah, B.; Nikiema, J.; Gebrezgabher, S.; Odonkor, E.; Njenga, M. A Review on Production, Marketing and Use of Fuel Briquettes; A Resource Recovery and Reuse, Series; International Water Management Institute (IWMI): Colombo, Sri Lanka; CGIAR Research program on Water, Land and Ecosystems (WLE): Kampala, Uganda, 2016; pp. 1–33. [Google Scholar]
- Senila, L.; Neag, E.; Torok, I.; Cadar, O.; Kovacs, E.; Ţenu, I.; Roman, C. Vine shoots waste—New resources for bioethanol production. Rom. Biotech. Lett. 2020, 25, 1253–1259. [Google Scholar] [CrossRef]
- Senila, L.; Tenu, I.; Carlescu, P.; Corduneanu, O.R.; Dumitrachi, E.P.; Kovacs, E.; Scurtu, D.A.; Cadar, O.; Becze, A.; Senila, M.; et al. Sustainable biomass pellets production using vineyard wastes. Agriculture 2020, 10, 501. [Google Scholar] [CrossRef]
- Senila, L.; Kovacs, E.; Scurtu, D.A.; Cadar, O.; Becze, A.; Senila, M.; Levei, E.A.; Dumitras, D.E.; Tenu, I.; Roman, C. Bioethanol production from vineyardwaste byautohydrolysis pretreatment and chlorite delignification via simultaneous saccharification and fermentation. Molecules 2020, 25, 2606. [Google Scholar] [CrossRef] [PubMed]
- Tenu, I.; Dumitrachi, P.E.; Rosca, R.; Cârlescu, P.M.; Naghiu, A.; Roman, C. Researches regarding the evaluation of the biomass potential resulted from the dormant pruningof some vine varieties. Ann. Fac. Eng. Hunedoara 2019, 17, 141–144. [Google Scholar]
- International Organisation of Vine and Wine. Available online: https://www.oiv.int/en/oiv-life/current-situation-of-the-vitivinicultural-sector-at-a-global-level (accessed on 9 April 2021).
- Picchio, R.; Latterini, F.; Venanzi, R.; Stefanoni, W.; Suardi, A.; Tocci, D.; Pari, L. Pellet production from woody and non-woody feedstocks: A review on biomass quality evaluation. Energies 2020, 13, 2937. [Google Scholar] [CrossRef]
- Pradhan, P.; Mahajani, S.M.; Arora, A. Production and utilization of fuel pellets from biomass: A review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- ISO 18135. Solid Biofuels—Sampling; International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- ISO 3310-2. Test Sieves—Technical Requirements and Testing; International Organization for Standardization: Geneva, Switzerland, 2013. [Google Scholar]
- ISO 17225-7. Solid Biofuels—Fuel Specifications and Classes—Part 7: Graded Non-Woody Briquettes; International Organization for Standardization: Geneva, Switzerland, 2014. [Google Scholar]
- ISO 17829. Solid Biofuels—Determination of Length and Diameter of Pellets; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 17831-2. Solid Biofuels—Determination of Mechanical Durability of Pellets and Briquettes—Part 2: Briquettes; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 18125. Solid Biofuels—Determination of Calorific Value; International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- ISO 18134-1. Solid Biofuels—Determination of Moisture Content—Oven Dry Method—Part 1: Total Moisture—Reference Method; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 18134-2. Solid Biofuels—Determination of Moisture Content—Oven Dry Method—Part 2: Total Moisture—Simplified Method; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- ISO 18847. Solid Biofuels—Determination of Particle Density of Pellets and Briquettes; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- ISO 17225-3:2014. Solid Biofuels—Fuel Specifications and Classes—Part 3: Graded Wood Briquettes; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Vine Variety | Moisture Content of Tendrils (%) | Grinding Operation | Fractions (%) | |||
|---|---|---|---|---|---|---|
| >45 (mm) | 45–8 (mm) | 8–3.15 (mm) | ˂3.15 (mm) | |||
| Pinot Noir | 9.48 | Coarse grinding | 18.7 | 32.9 | 46.80 | 1.60 |
| Fine grinding | - | 2.33 | 93.89 | 3.78 | ||
| Muscat Ottonel | 8.76 | Coarse grinding | 17.63 | 34.72 | 45.78 | 1.87 |
| Fine grinding | - | 3.52 | 92.86 | 3.62 | ||
| Feteasca Neagra | 9.05 | Coarse grinding | 18.12 | 32.93 | 52.78 | 1.73 |
| Fine grinding | - | 3.36 | 93.46 | 3.18 | ||
| Feteasca Alba | 7.99 | Coarse grinding | 16.92 | 33.69 | 52.73 | 2.12 |
| Fine grinding | - | 2.33 | 94.05 | 3.62 | ||
| Feteasca Regala | 9.25 | Coarse grinding | 19.21 | 33.2 | 46.07 | 1.52 |
| Fine grinding | - | 2.46 | 93.58 | 3.96 | ||
| Cabernet Sauvignon | 8.04 | Coarse grinding | 17.80 | 34.56 | 46.32 | 1.32 |
| Fine grinding | - | 3.21 | 93.82 | 2.97 | ||
| Sauvignon Blanc | 7.54 | Coarse grinding | 19.29 | 32.13 | 46.5 | 2.08 |
| Fine grinding | - | 3.27 | 93.06 | 3.67 | ||
| Busuioaca de Bohotin | 8.03 | Coarse grinding | 17.69 | 31.37 | 48.96 | 1.98 |
| Fine grinding | - | 3.14 | 93.4 | 3.46 | ||
| Vine Variety | Ground and Seived Tendrils, Size of Particles Between 3.15 mm and 8.0 mm | Ground, Non-Seived Tendrils, Size of Particles Lower Than 8.0 mm | ||||
|---|---|---|---|---|---|---|
| Moisture Content (%) | ||||||
| 6–10 | 10–12 | 12–15 | 6–10 | 10–12 | 12–15 | |
| Sauvignon Blanc | 98.46 | 94.56 | 84.51 * | 93.36 | 94.56 | 76.23 * |
| Pinot Noir | 98.67 | 93.58 | 83.88 * | 92.43 | 93.58 | 75.37 * |
| Feteasca Alba | 98.89 | 93.83 | 83.78 * | 92.86 | 93.83 | 75.12 * |
| Feteasca Regala | 98.53 | 94.15 | 84.65 * | 93.55 | 94.15 | 76.37 * |
| Feteasca Neagra | 98.46 | 94.64 | 85.32 * | 93.31 | 94.64 | 75.69 * |
| Busuioaca de Bohotin | 98.24 | 94.12 | 84.51 * | 93.21 | 94.12 | 76.62 * |
| Cabernet Sauvignon | 98.41 | 93.88 | 83.29 * | 92.98 | 93.88 | 74.93 * |
| Muscat Ottonel | 98.35 | 93.93 | 84.21 * | 91.32 | 93.93 | 74.88 * |
| Variety | Dimensions of the Briquettes | Shape | |||
|---|---|---|---|---|---|
| D (mm) | d1 (mm) | d2 (mm) | L1 (mm) | ||
| Pinot Noir | 58.0 ± 0.32 | 49.5 ± 0.28 | 16.1 ± 0.28 | 200.2 ± 2.0 | 3 |
| Muscat Ottonel | 58.1 ± 0.45 | 49.2 ± 0.36 | 15.8 ± 0.36 | 200.0 ± 1.5 | 3 |
| Feteasca Neagra | 58.2 ± 0.32 | 48.1 ± 0.45 | 15.6 ± 0.42 | 199.8 ± 1.7 | 3 |
| Feteasca Alba | 58.6 ± 0.54 | 48.7 ± 0.53 | 15.8 ± 0.21 | 199.7 ± 1.6 | 3 |
| Feteasca Regala | 58.5 ± 0.36 | 49.5 ± 0.62 | 16.0 ± 0.18 | 199.3 ± 1.8 | 3 |
| Cabernet Sauvignon | 57.9 ± 0.37 | 48.2 ± 0.72 | 16.1 ± 0.41 | 199.2 ± 1.8 | 3 |
| Sauvignon Blanc | 57.6 ± 0.68 | 49.8 ± 0.83 | 16.6 ± 0.57 | 200.0 ± 2.0 | 3 |
| Busuioaca de Bohotin | 58.6 ± 0.75 | 48.2 ± 0.34 | 16.2 ± 0.62 | 200.1 ± 2.5 | 3 |
| Vine variety | Moisture Content of Ground Tendrils (%) | Moisture Content of Briquettes (%) |
|---|---|---|
| Pinot Noir | 9.48 ±0.14 | 7.98 ± 0.12 |
| Muscat Ottonel | 8.76 ± 0.12 | 7.10 ±0.11 |
| Feteasca Neagra | 9.05 ± 0.15 | 7.25 ± 0.14 |
| Feteasca Alba | 7.99 ± 0.20 | 5.63 ± 0.15 |
| Feteasca Regala | 9.25 ± 0.11 | 7.39 ± 0.23 |
| Cabernet Sauvignon | 8.04 ± 0.19 | 5.98 ± 0.10 |
| Sauvignon Blanc | 7.54 ± 0.21 | 5.42 ± 0.20 |
| Busuioaca de Bohotin | 8.03 ± 0.20 | 6.25 ± 0.16 |
| Vine Variety | Bulk Density (kg/m3) | Unit Density (kg/m3) | Mechanical Durability (%) |
|---|---|---|---|
| Pinot Noir | 682.24 ± 2.5 | 1312.0 ± 0.12 | 99.13 ± 0.10 |
| Muscat Ottonel | 722.28 ± 3.9 | 1389.0 ± 0.10 | 98.17 ± 0.11 |
| Feteasca Neagra | 693.68 ± 1.9 | 1334.0 ±0.09 | 97.34 ± 0.21 |
| Feteasca Alba | 658.04 ± 2.0 | 1227.0 ± 0.10 | 99.14 ± 0.20 |
| Feteasca Regala | 681.20 ± 1.8 | 1310.3 ±0.13 | 97.97 ± 0.18 |
| Cabernet Sauvignon | 708.50 ± 1.0 | 1362.5 ± 0.11 | 99.00 ± 0.14 |
| Sauvignon Blanc | 702.00 ± 1.6 | 1370.3 ± 0.08 | 99.02 ± 0.15 |
| Busuioaca de Bohotin | 700.26 ± 1.8 | 1349.0 ± 0.10 | 98.85 ± 0.16 |
| Vine Variety | Higher Heating Value (MJ/kg) | Lower Heating Value (MJ/kg) |
|---|---|---|
| Pinot Noir | 18.89 ± 1.2 | 17.45 ± 1.1 |
| Muscat Ottonel | 18.35 ± 1.3 | 16.92 ± 1.0 |
| Fetească Neagra | 19.06 ± 1.5 | 17.63 ± 1.5 |
| Feteasca Alba | 19.01 ± 1.7 | 17.62 ± 1.6 |
| Feteasca Regala | 19.12 ± 1.3 | 17.77 ± 1.5 |
| Cabernet Sauvignon | 18.99 ± 1.4 | 17.62 ± 1.2 |
| Sauvignon Blanc | 19.27 ± 1.2 | 17.95 ± 1.1 |
| Busuioacă de Bohotin | 19.04 ± 1.1 | 17.71 ± 1.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ţenu, I.; Roman, C.; Senila, L.; Roşca, R.; Cârlescu, P.; Băetu, M.; Arsenoaia, V.; Dumitrachi, E.P.; Corduneanu, O.-R. Valorization of Vine Tendrils Resulted from Pruning as Densified Solid Biomass Fuel (Briquettes). Processes 2021, 9, 1409. https://doi.org/10.3390/pr9081409
Ţenu I, Roman C, Senila L, Roşca R, Cârlescu P, Băetu M, Arsenoaia V, Dumitrachi EP, Corduneanu O-R. Valorization of Vine Tendrils Resulted from Pruning as Densified Solid Biomass Fuel (Briquettes). Processes. 2021; 9(8):1409. https://doi.org/10.3390/pr9081409
Chicago/Turabian StyleŢenu, Ioan, Cecilia Roman, Lacrimioara Senila, Radu Roşca, Petru Cârlescu, Marius Băetu, Vlad Arsenoaia, Emanuel Petru Dumitrachi, and Oana-Raluca Corduneanu. 2021. "Valorization of Vine Tendrils Resulted from Pruning as Densified Solid Biomass Fuel (Briquettes)" Processes 9, no. 8: 1409. https://doi.org/10.3390/pr9081409
APA StyleŢenu, I., Roman, C., Senila, L., Roşca, R., Cârlescu, P., Băetu, M., Arsenoaia, V., Dumitrachi, E. P., & Corduneanu, O.-R. (2021). Valorization of Vine Tendrils Resulted from Pruning as Densified Solid Biomass Fuel (Briquettes). Processes, 9(8), 1409. https://doi.org/10.3390/pr9081409