
Numerical Analysis and Optimization of Solar-Assited Heat Pump Drying System with Waste Heat Recovery Based on TRNSYS

Abstract
:1. Introduction
2. System Model and Research Method
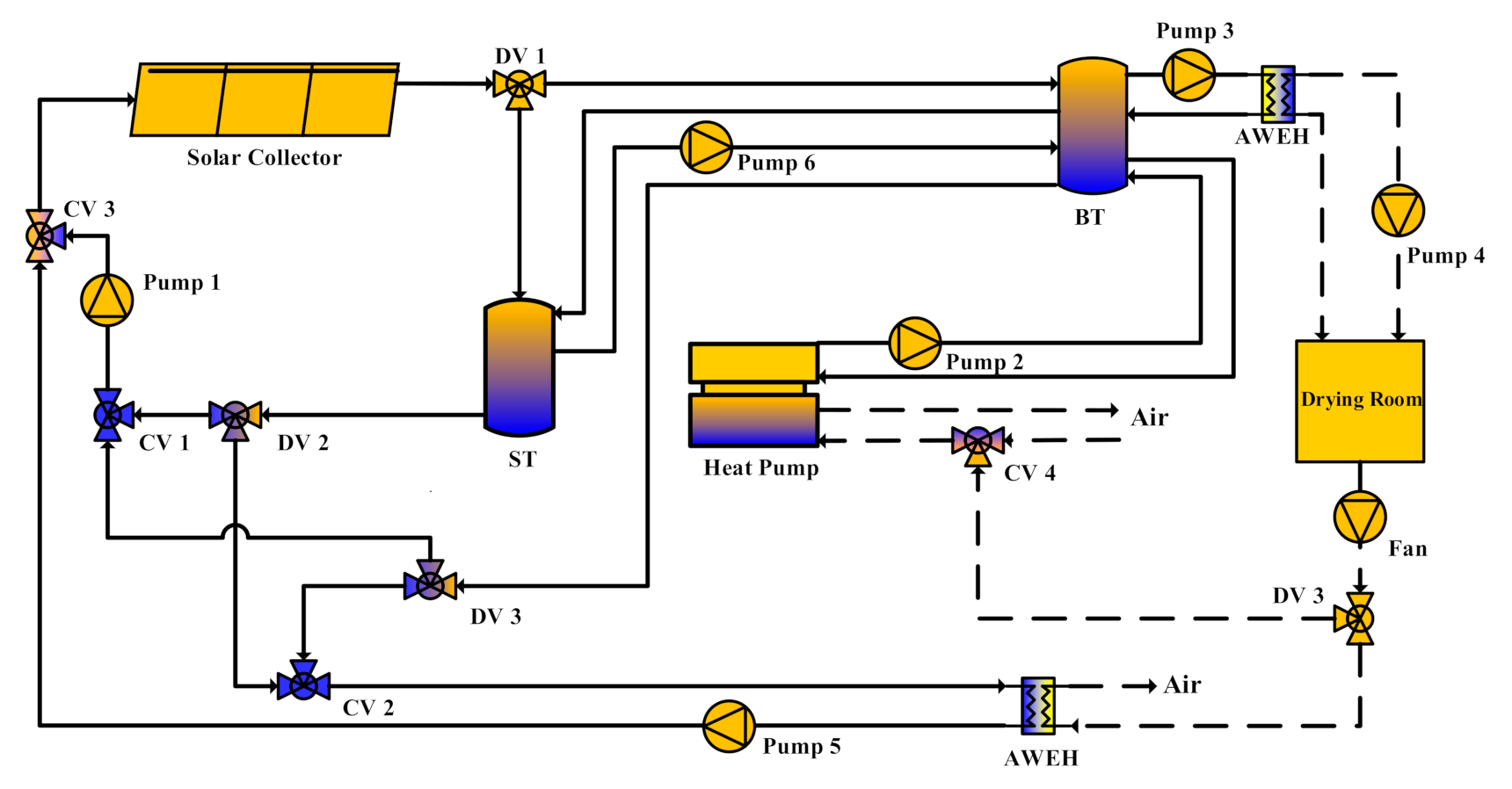
2.1. Introduction of SCAHP
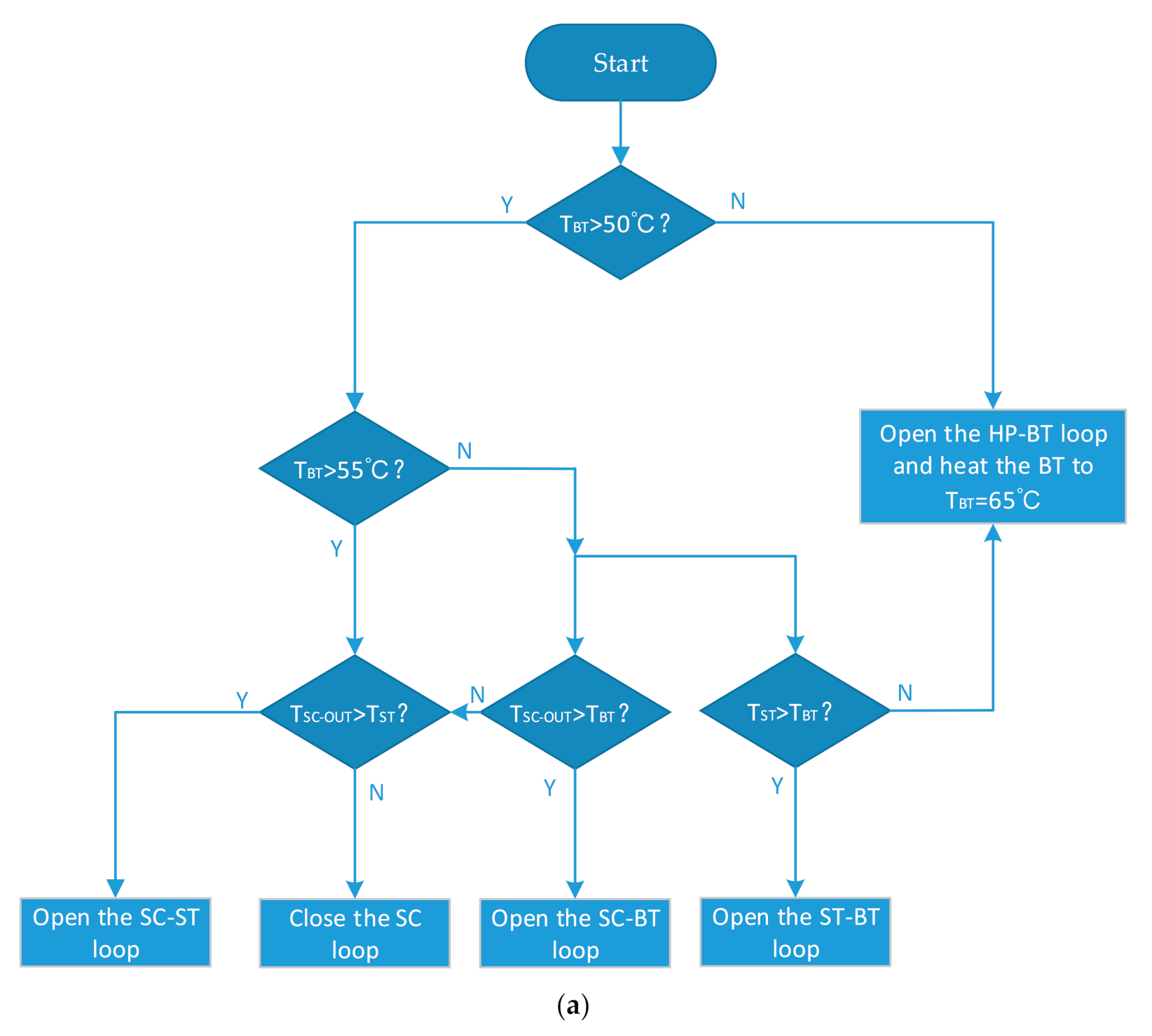
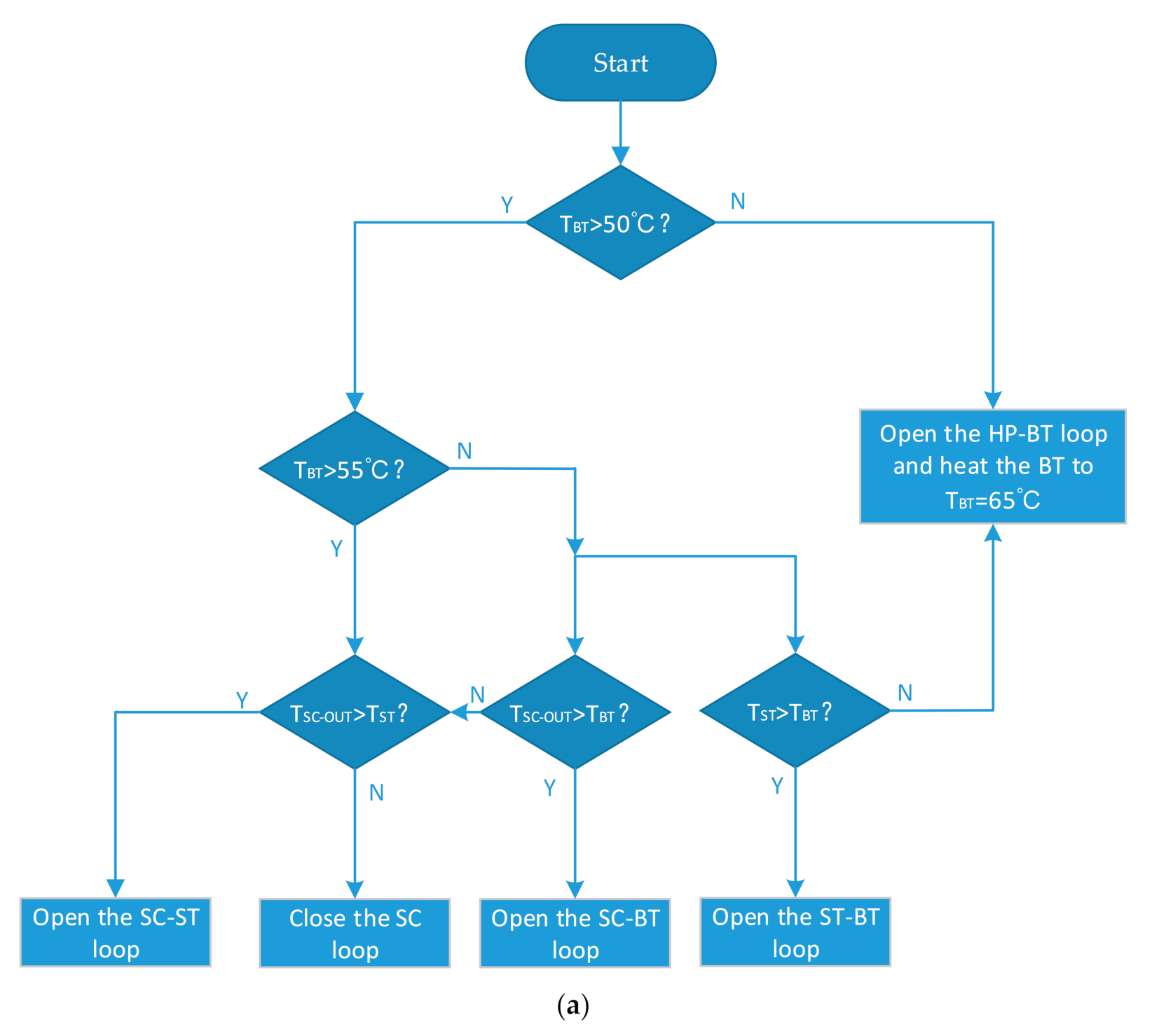
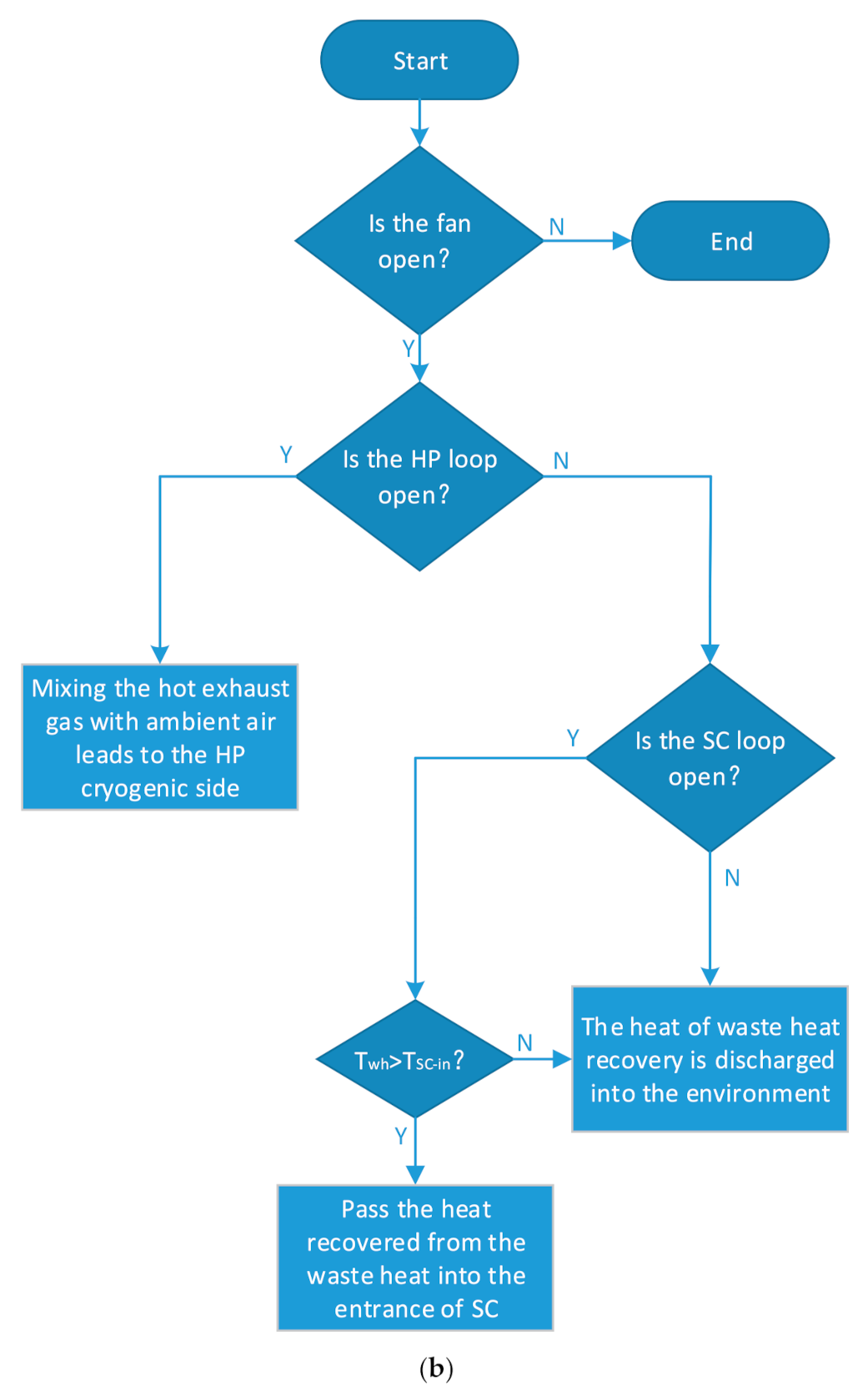
2.2. Control Logic of SCAHP
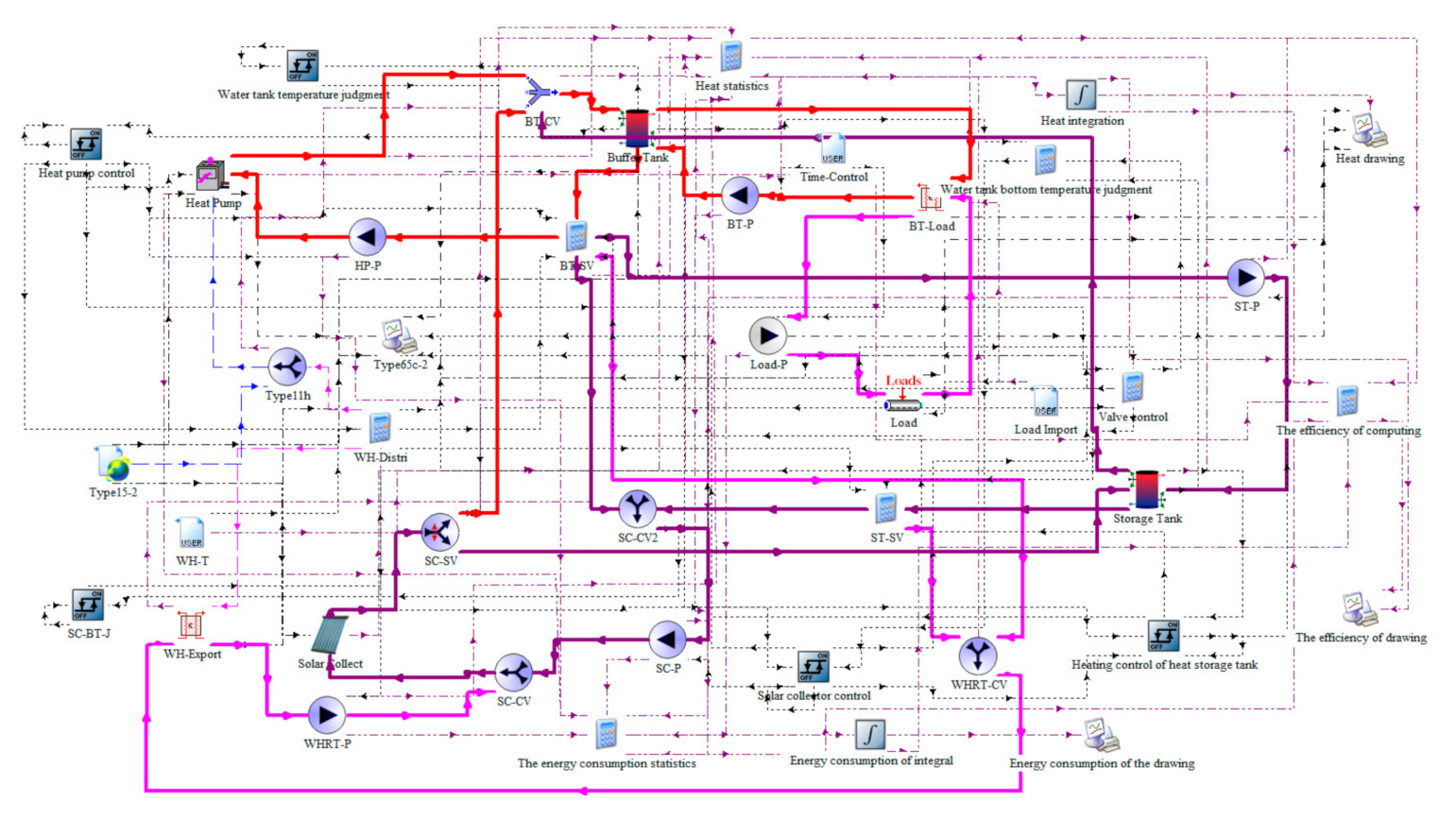
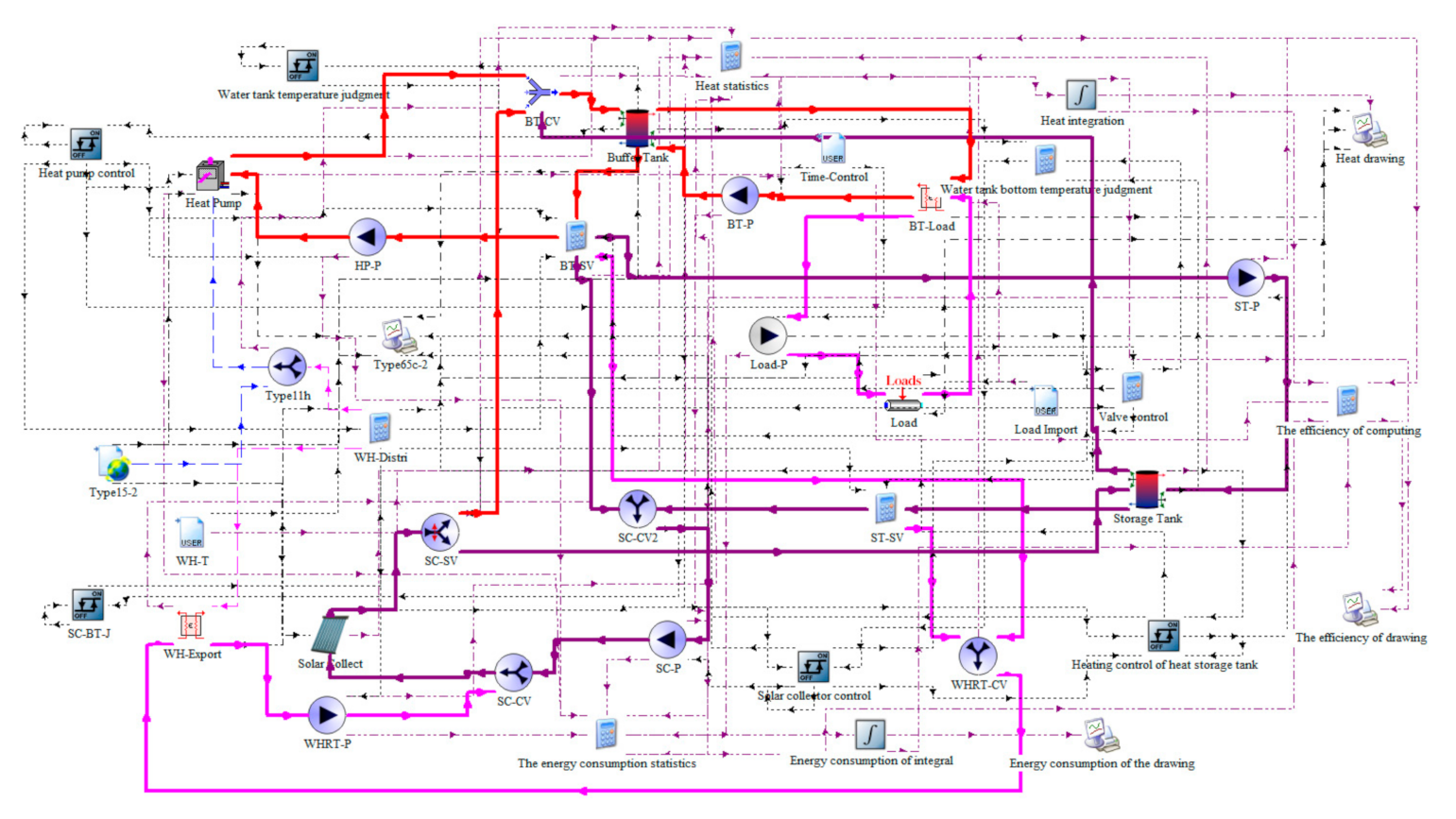
2.3. TRNSYS Simulation Model of SCAHP
2.4. Research Method
3. Mathematical Model
3.1. Total Heat Required for Drying Process
3.2. Solar Collector
3.3. Tank
3.4. Heat Pump
3.5. System
3.6. Material Drying Characteristics Analysis
3.7. System Economic Analysis
3.7.1. “Life Cycle” Method
3.7.2. Payback Cycle
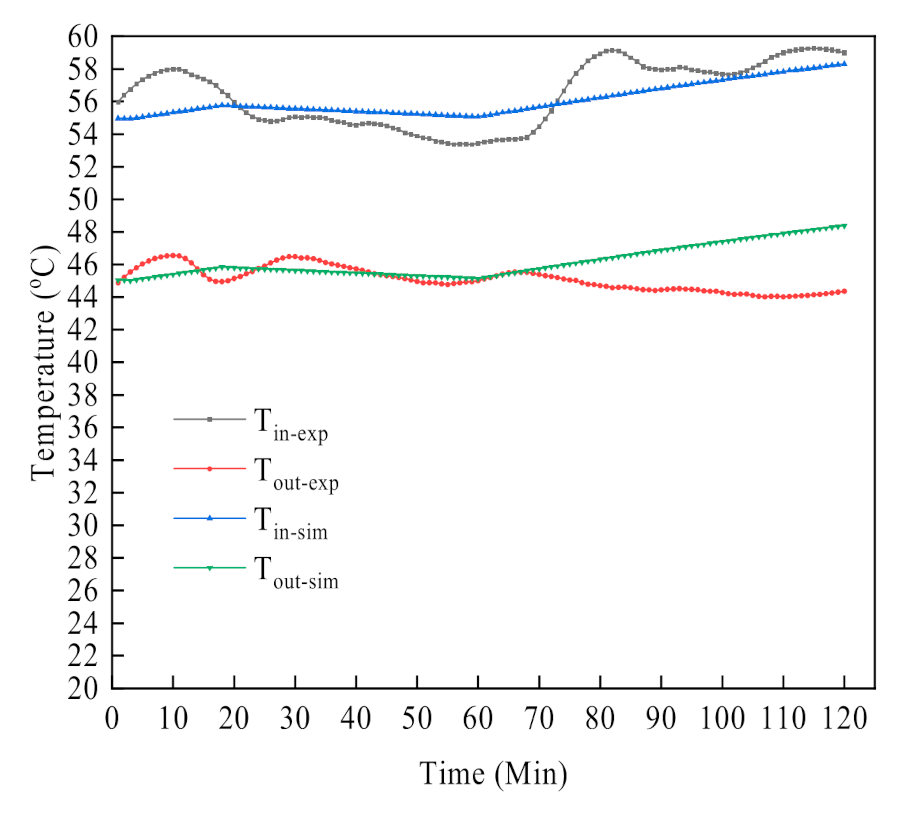
4. Simulation Model Verification
5. Results and Discussion
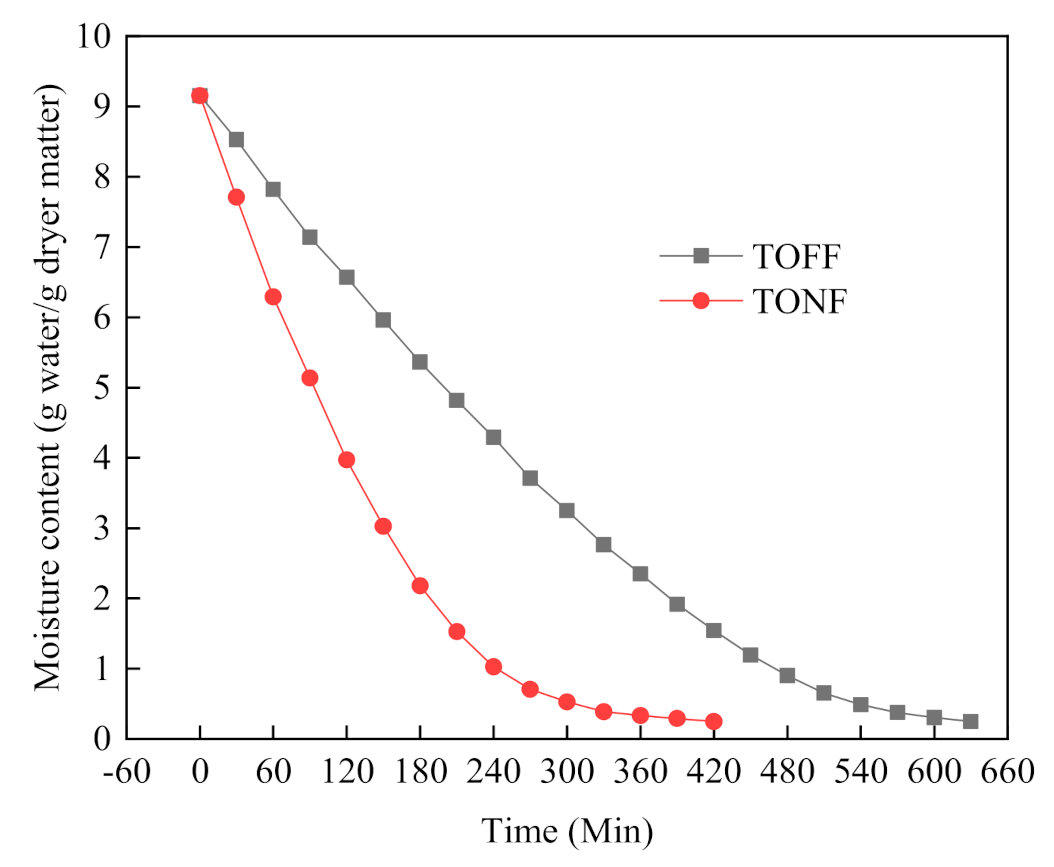
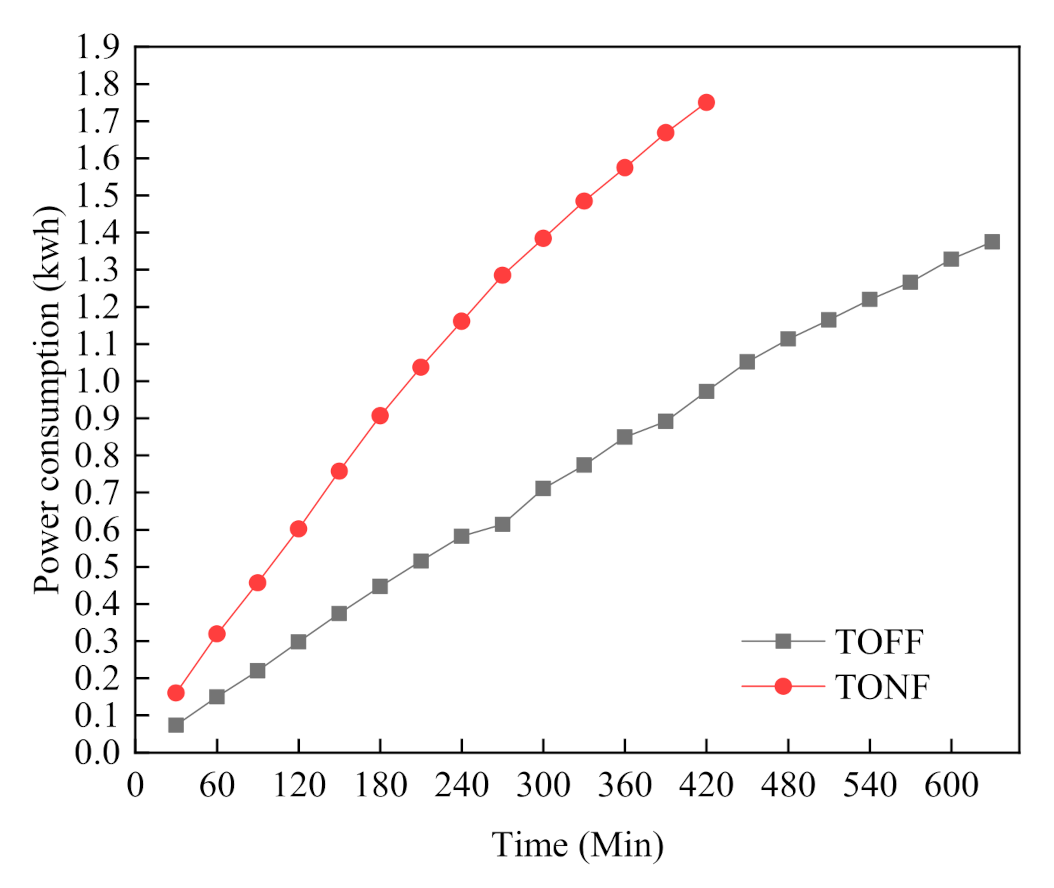
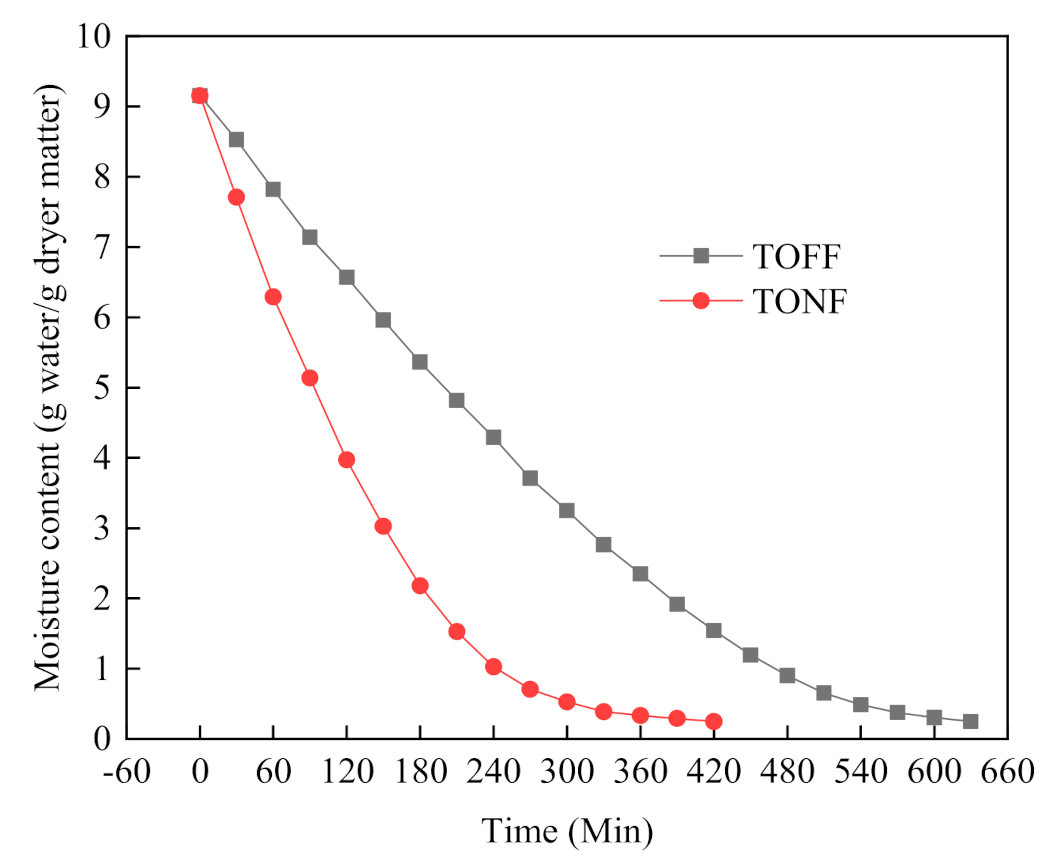
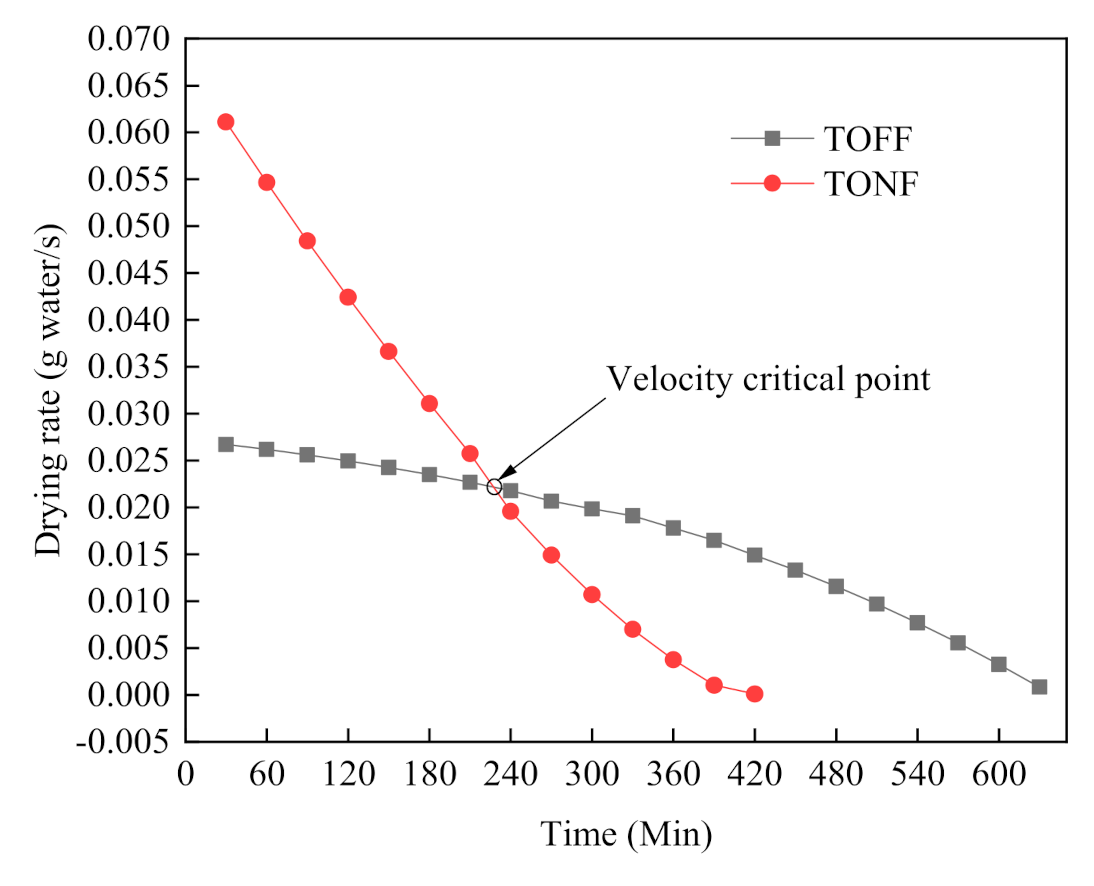
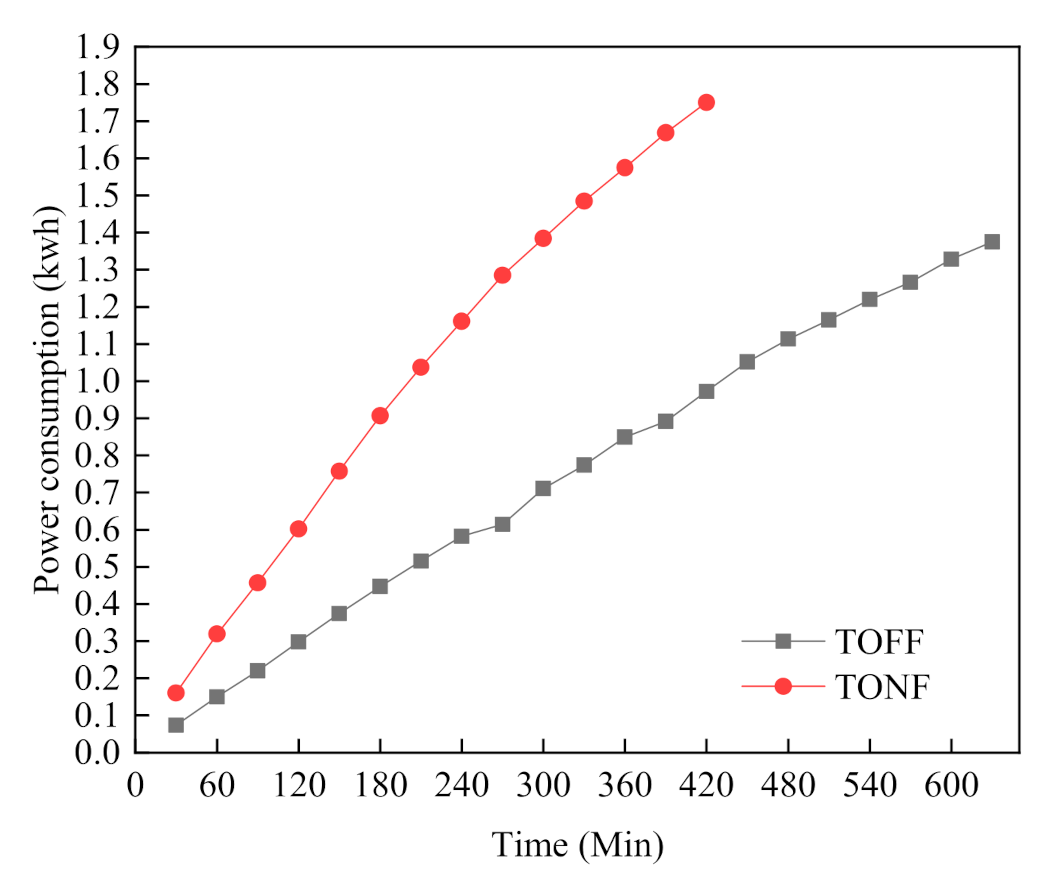
5.1. Variable Air Volume Experiment
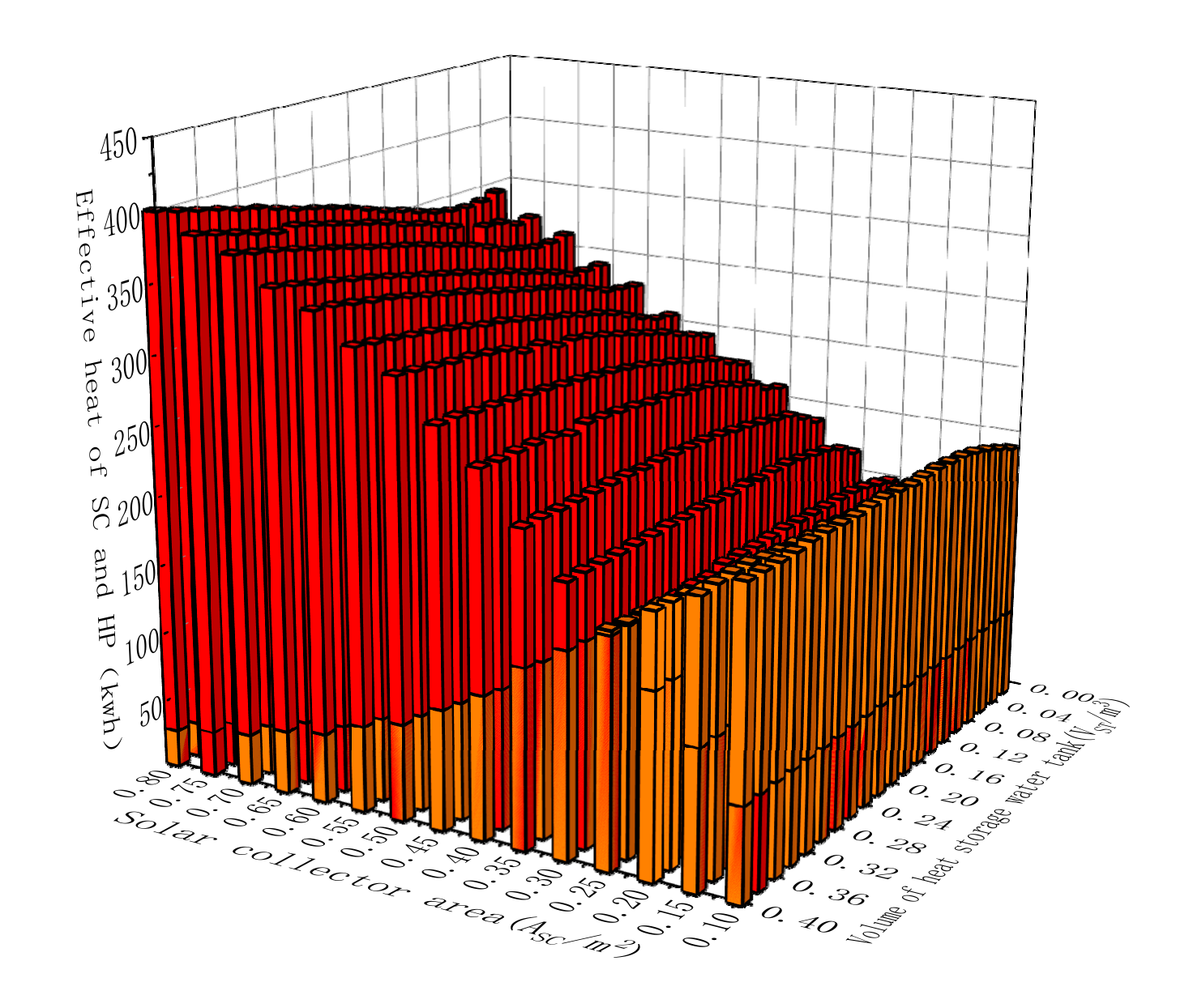
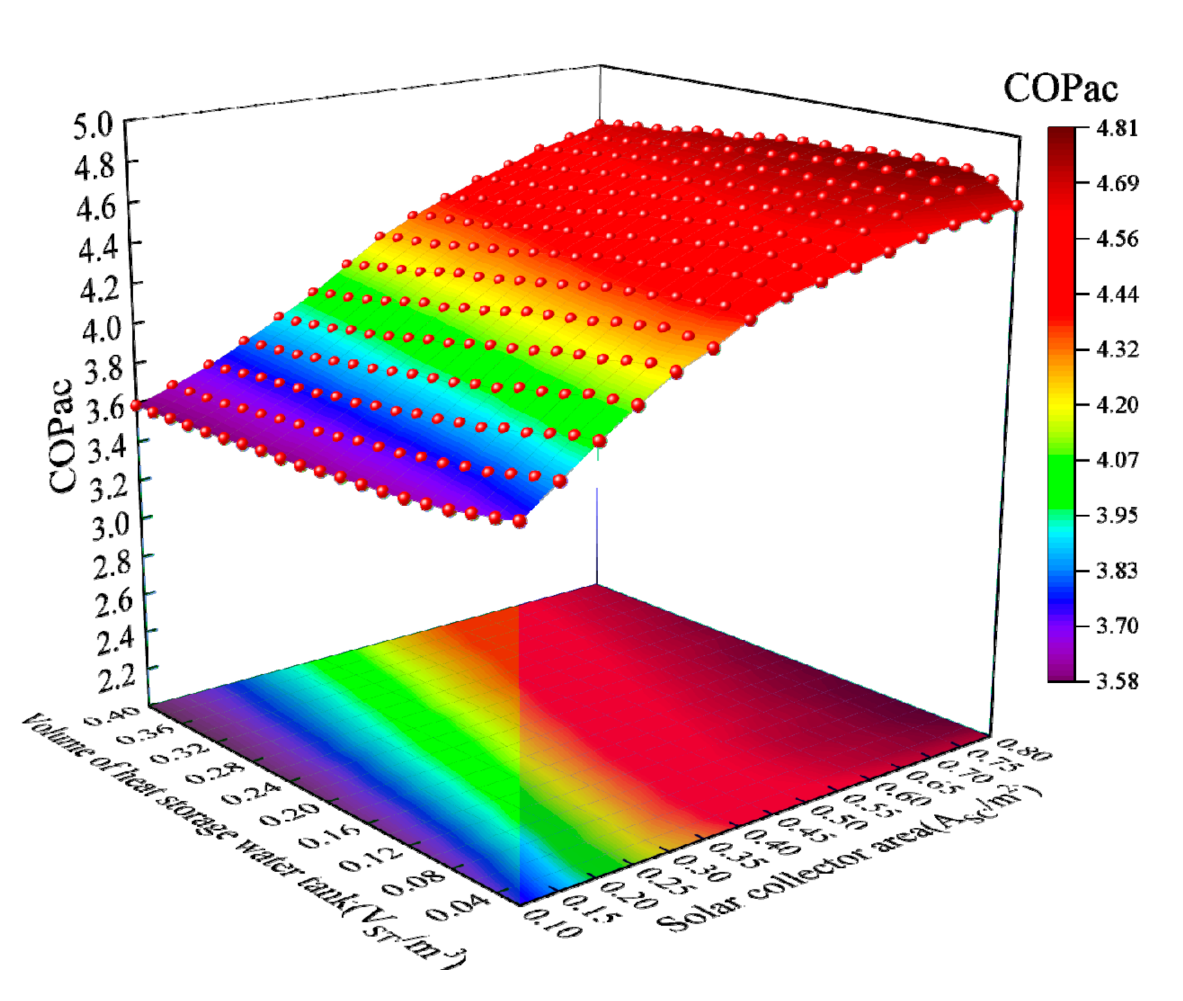
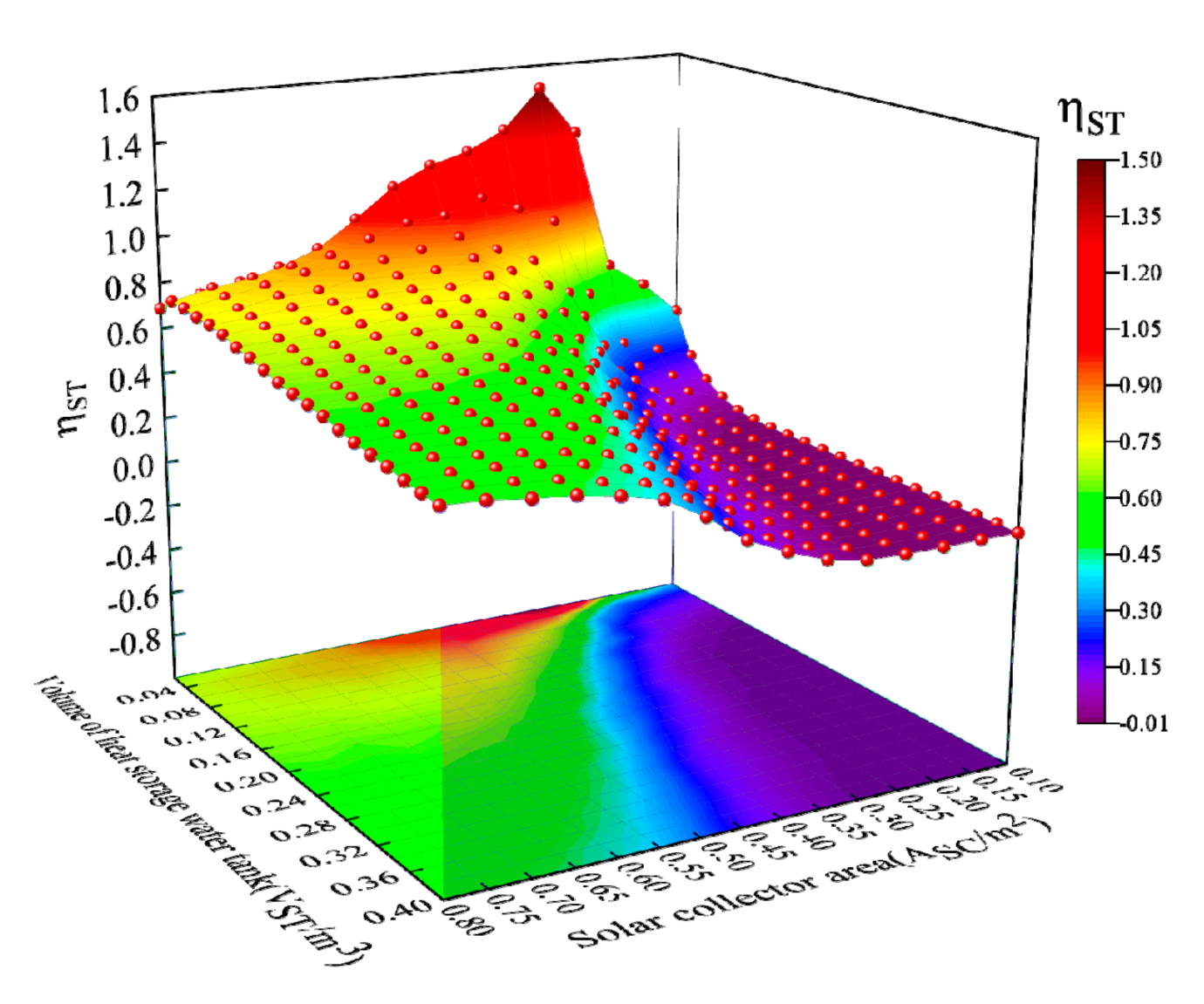
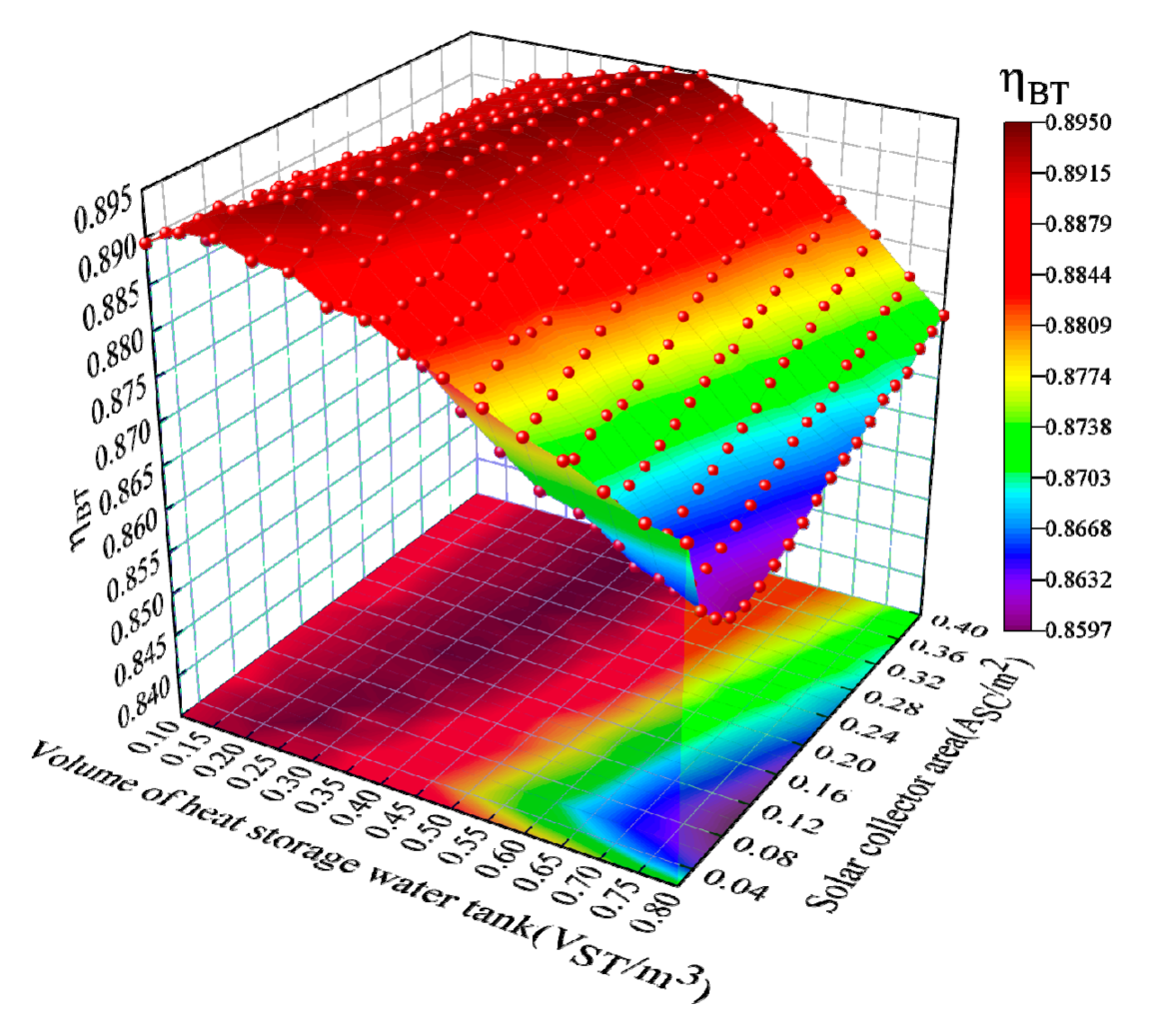
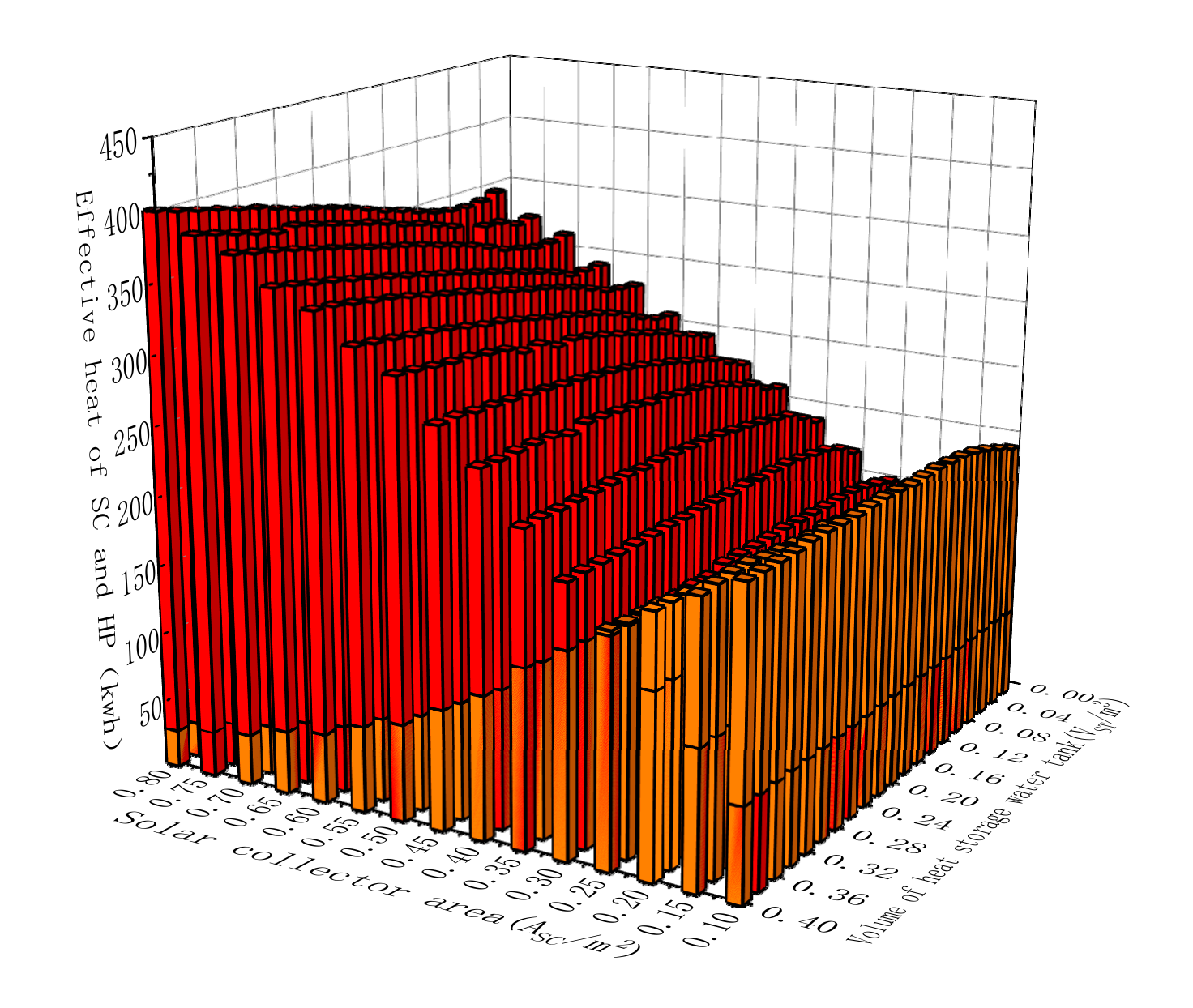
5.2. System Optimization
5.3. Economic Analysis
6. Conclusions
- (1)
- It is recommended to use the mixed variable air volume mode (TOCF mode) for drying, which can save about 20% of the drying time;
- (2)
- The system configuration to achieve the maximum system efficiency is not consistent with the system configuration to achieve the maximum water tank efficiency. It is suggested to choose a smaller after selecting to increase the heating efficiency of the ST and improve the system energy utilization rate.
- (3)
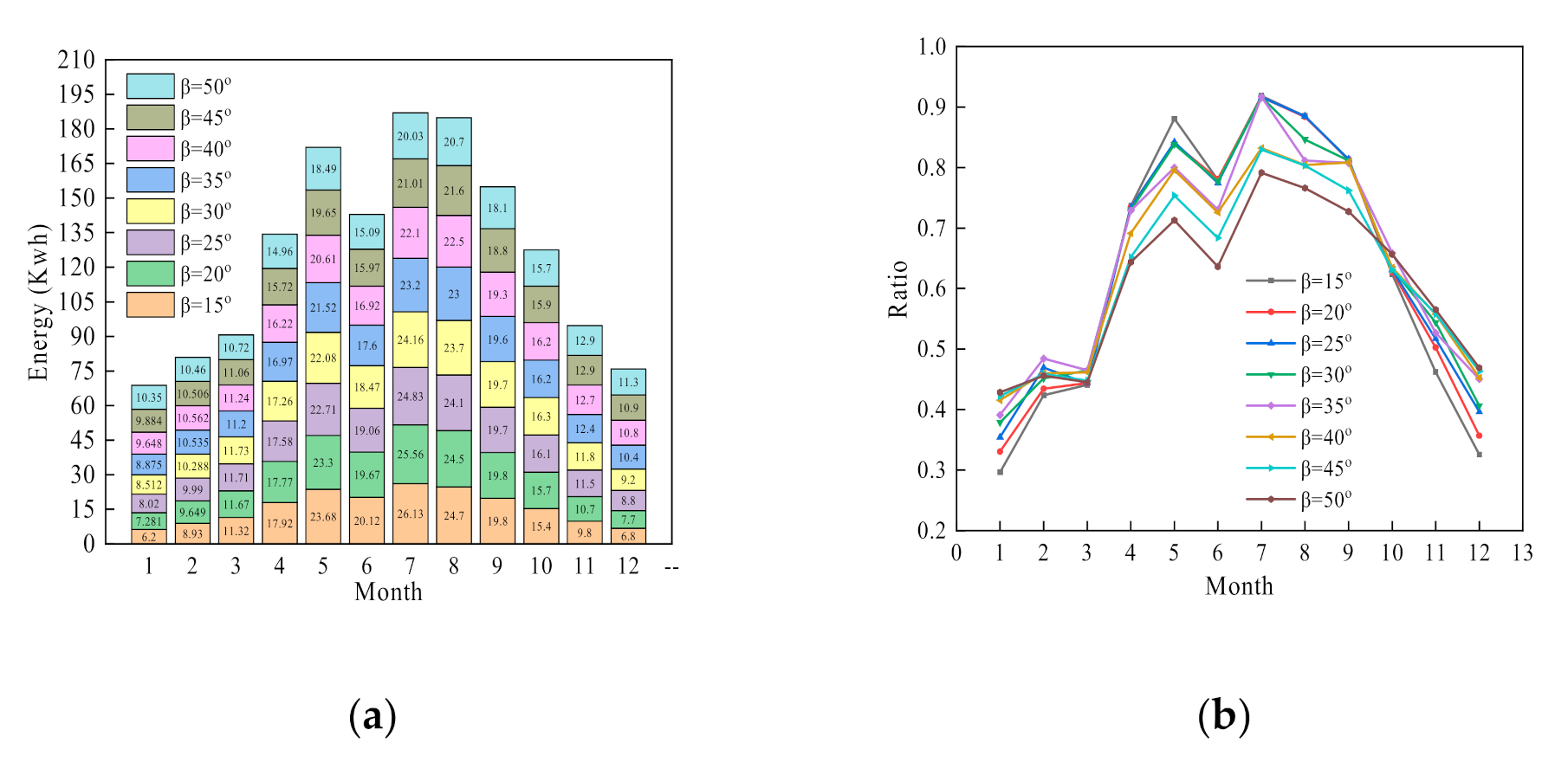
- It is suggested that the SBR of SCAHP in Nanjing should be between 3.182 and 4.091, and should be changed twice a year. In March, should be changed to , and in November, should be changed to until the following March. The configuration parameter recommendations for the other cities are shown in Table 5.
- (4)
- Taking Nanjing as an example to analyze the economy of SCAHP, it can be concluded that the recovery cycle is 5 years, and the system is economically feasible.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| SCAHP | solar assisted heat pump drying system with waste heat recovery |
| SC | solar collector |
| BT | buffer tank |
| ST | hot water storage tank |
| HP | air-water heat pump |
| DR | drying room |
| AWEH | air-water heat exchanger |
| TONF | the turn on fan mode |
| TOFF | the turn off fan mode |
| SBR | surface-to-body ratio, m−1 |
| COPac | the annual cumulative efficiency of the system |
| ηBT | buffer tank heating efficiency |
| ηST | hot water storage tank heating efficiency |
| qDR | hot air volume, kg/h |
| ASC | area of solar collector, m2 |
| ISC | inclination angle of solar collector, o |
| VST | volume of heat storage water tank, m3 |
| TBT | the average temperature of buffer tank, °C |
| TST | the outlet temperature of hot water storage tank, °C |
| TSC-IN | the inlet temperature of solar collector, °C |
| TSC-OUT | the outlet temperature of solar collector, °C |
| Tin-exp | The inlet temperature of the drying room obtained from the Qiu experiment |
| Tout-exp | The outlet temperature of the drying room obtained from the Qiu experiment |
| Tin-sim | The inlet temperature of the drying room obtained by simulation |
| Tout-sim | The outlet temperature of the drying room obtained by simulation |
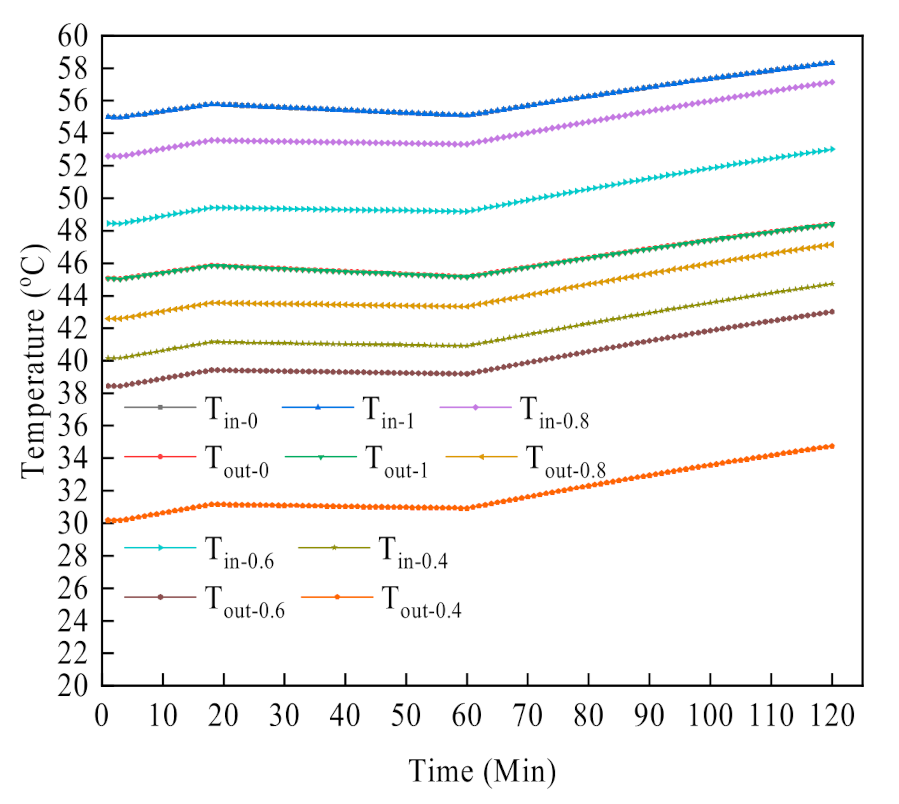
| Tin-1/0.8/··· | When the heat exchanger efficiency is 1, 0.8, 0.6, ···, the simulated drying room inlet temperature |
| Tout-1/0.8/··· | When the heat exchanger efficiency is 1, 0.8, 0.6, ···, the simulated drying room outlet temperature |
References
- Mohanraj, M.; Belyayev, Y.; Jayaraj, S.; Kaltayev, A. Research and developments on solar assisted compression heat pump systems—A comprehensive review (part-B: Applications). Renew. Sustain. Energy Regen. 2018, 83, 124–155. [Google Scholar] [CrossRef]
- Hao, W. Theoretical and Experimental Research on the Dual Working Medium Drying System Based on Solar Energy Thermal Utilization. Ph.D. Thesis, Shandong University, Jinan, China, 2020. [Google Scholar]
- Mujumdar, A.S. Handbook of Industrial Drying, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2006; pp. 2–29. [Google Scholar]
- Colak, N.; Hepbasli, A. A review of heat pump drying: Part 1—Systems, models and studies. Energy Convers. Manag. 2009, 50, 2180–2186. [Google Scholar] [CrossRef]
- Lawton, J. Drying: The role of heat pumps and electromagnetic fields. Phys. Technol. 1978, 9, 214–220. [Google Scholar] [CrossRef]
- Queiroz, R.; Gabas, A.L.; Telis, V.R.N. Drying kinetics of tomato by using electric resistance and heat pump dryers. Dry Technol. 2004, 22, 1603–1620. [Google Scholar] [CrossRef]
- Claussen, I.C.; Ustad, T.S.; Strmmen, I.; Walde, P.M. Atmospheric freeze drying—A review. Dry Technol. 2007, 25, 947–957. [Google Scholar] [CrossRef]
- Krokida, M.K.; Kiranoudis, C.T.; Maroulis, Z.B.; Marinos-Kouris, D. Drying related properties of apple. Dry Technol. 2000, 18, 1251–1267. [Google Scholar] [CrossRef]
- Perera, C.O.; Rahman, M.S. Heat pump dehumidifier drying of food. Trends Food Sci. Technol. 1997, 8, 75–79. [Google Scholar] [CrossRef]
- Prasertsan, S.; Saen-saby, P. Heat pump drying of agricultural materials. Dry Technol. 1998, 16, 235–250. [Google Scholar] [CrossRef]
- Rossi, S.; Neues, L.; Kicokbusch, T. Thermodynamic and energetic evaluation of a heat pump applied to the drying of vegetables. Drying 1992, 92, 1475–1478. [Google Scholar]
- Hodgett, D. Efficient drying using heat pumps. Chem. Energy 1976, 311, 510–512. [Google Scholar]
- Geeraert, B. Air drying by heat pumps with special reference to timber drying. In Heat Pumps and Their Contribution to Energy Conservation, 1st ed.; Camatini, E., Kester, T., Eds.; Springer: Berlin/Heidelberg, Germany, 1976; pp. 219–246. [Google Scholar]
- Hawlader, M.N.A.; Perera, C.O.; Tian, M.; Yeo, K.L. Drying of guava and papaya: Impact of different drying methods. Dry Technol. 2006, 24, 77–87. [Google Scholar] [CrossRef]
- Sun, Z.; Wang, Q.; Xie, Z.; Liu, S.; Su, D.; Cui, Q. Energy and exergy analysis of low GWP refrigerants in cascade refrigeration system. Energy 2019, 170, 1170–1180. [Google Scholar] [CrossRef]
- Wang, N.; Ye, Q.; Chen, L.; Zhang, H.; Zhong, J. Improving the economy and energy efficiency of separating water/acetonitrile/isopropanol mixture via triple-column pressure-swing distillation with heat-pump technology. Energy 2021, 215, 119–126. [Google Scholar] [CrossRef]
- Li, X.; Wang, D. Study on thermodynamic characteristics of multi-unit parallel heat pump drying System. Chin. J. Refrig. Technol. 2018, 38, 61–67. [Google Scholar]
- Hasan Ismaeel, H.; Yumrutaş, R. Investigation of a solar assisted heat pump wheat drying system with underground thermal energy storage tank. Sol. Energy 2020, 199, 538–551. [Google Scholar] [CrossRef]
- Fudholi, A.; Sopian, K.; Ruslan, M.H.; Alghoul, M.A.; Sulaiman, M.Y. Review of solar dryers for agricultural and marine products. Renew. Sustain. Energy Regen. 2010, 14, 1–30. [Google Scholar] [CrossRef]
- El-Sebaii, A.A.; Shalaby, S.M. Solar drying of agricultural products: A review. Renew. Sustain. Energy Regen. 2012, 16, 37–43. [Google Scholar] [CrossRef]
- Huilong, L.; Jinhui, P.; Libo, Z.; Shenghui, G. Performance analysis of a solar energy drying system in conjunction with air source heat pump. Acta Energy Sol. Sin. 2012, 33, 963–967. [Google Scholar]
- Rahman, S.M.A.; Saidur, R.; Hawlader, M.N.A. An economic optimization of evaporator and air collector area in a solar assisted heat pump drying system. Renew. Sustain. Energy Regen. 2013, 76, 377–384. [Google Scholar] [CrossRef]
- Koşan, M.; Demirtaş, M.; Aktaş, M.; Dişli, E. Performance analyses of sustainable PV/T assisted heat pump drying system. Sol. Energy 2020, 199, 657–672. [Google Scholar] [CrossRef]
- Laszlo, L. Solar drying. In Handbook of Industrial Drying, 3rd ed.; Mujumdar, A.S., Ed.; CRC Press: Boca Raton, FL, USA, 2006; Volume 2, pp. 304–346. [Google Scholar]
- Qiu, Y.; Li, M.; Hassanien, R.H.E.; Wang, Y.; Luo, X.; Yu, Q. Performance and operation mode analysis of a heat recovery and thermal storage solar-assisted heat pump drying system. Sol. Energy 2016, 137, 225–235. [Google Scholar] [CrossRef]
- Wang, Y.; Li, M.; Qiu, Y.; Yu, Q.; Luo, X.; Li, G. Performance analysis of a secondary heat recovery solar-assisted heat pump drying system for mango. Energy Explor. Exploit. 2019, 37, 1377–1387. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Reference Value | Range |
|---|---|---|
| ISC | 30° | 15°~50° |
| ASC | 0.3 m2 | 0.1 m2~0.8 m2 |
| SC Efficiency | Optional efficency: 0.8, heat loss coefficient: 0.78 W/(m2·°C) | – |
| VBT | 0.05 m3 | – |
| VST | 0.04 m3 | 0.2 m3~0.4 m3 |
| HP | Output = 1.5 kW | – |
| Pump 1 flow | 21 kg/h | – |
| Pump 3 flow | 250 kg/h | – |
| Name | Component Type | Descriptions |
|---|---|---|
| Weather data | This component serves the purpose of reading data at regular time intervals from an external weather data file | |
| Tank | Thermal storage device | |
| Heat pump | This component models a single-stage air to water heat pump | |
| pump | Type114 models a single (constant) speed pump that is able to maintain a constant fluid outlet mass flow rate | |
| Flow diverter | Two inlet liquid flows are mixed into a single liquid outlet flow | |
| Flow mixer | A single inlet liquid outlet flow is divided into two outlet liquids | |
| Temperature judgement | The on/off differential controller generates a control function which can have a value of 1 or 0. | |
| Drying room | This model simply imposes a user-specified load (cooling = positive load, heating = negative load) on a flow stream and calculates the resultant outlet fluid conditions. |
| Name | Climate Region | ||||
|---|---|---|---|---|---|
| Harbin | Severe cold area | 126.77 | 45.75 | −16.9 | 23.8 |
| Tianjin | Cold area | 117.17 | 39.93 | −2.9 | 27.1 |
| Nanjing | Hot summer and cold winter area | 118.80 | 32.00 | 3.1 | 28.3 |
| Guangzhou | Hot summer and warm winter area | 113.33 | 23.17 | 14.3 | 28.8 |
| Kunming | Temperate area | 102.65 | 25.00 | 9.4 | 20.3 |
| Equipment | Measuring Range | Accuracy |
|---|---|---|
| Electronic scale | ||
| Electrical parameter tester | ||
| Anemometer | ||
| Temperature Sensor | °C | 0.1 °C |
| Humidity Sensor |
| Name | Recommended SBR | ||
|---|---|---|---|
| Harbin | 1.43~2.78 | 40 | 50/40 1 |
| Tianjin | 1.43~3.57 | 35 | 50/30 1 |
| Guangzhou | 2.14~3.33 | 20 | 40/15 1 |
| Kunming | 1.43~2.86 | 25 | 45/20 1 |
| Year | Annual Net Present Worth | Cumulative Net Present Worth |
|---|---|---|
| 1 | 808.17 | 808.17 |
| 2 | 793.48 | 1601.65 |
| 3 | 779.05 | 2380.7 |
| 4 | 764.88 | 3145.58 |
| 5 | 750.98 | 3896.56 |
| 6 | 737.32 | 4633.88 |
| 7 | 723.91 | 5357.79 |
| 8 | 710.76 | 6068.55 |
| 9 | 697.83 | 6766.38 |
| 10 | 685.14 | 7451.52 |
| 11 | 672.69 | 8124.21 |
| 12 | 660.46 | 8784.67 |
| 13 | 648.45 | 9433.12 |
| 14 | 636.66 | 10,069.78 |
| 15 | 625.08 | 10,694.86 |
| 16 | 613.71 | 11,308.57 |
| 17 | 602.56 | 11,911.13 |
| 18 | 591.6 | 12,502.73 |
| 19 | 580.84 | 13,083.57 |
| 20 | 570.28 | 13,653.85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, Z.; Gong, Y.; Ye, C.; Yao, Y.; Liu, Y. Numerical Analysis and Optimization of Solar-Assited Heat Pump Drying System with Waste Heat Recovery Based on TRNSYS. Processes 2021, 9, 1118. https://doi.org/10.3390/pr9071118
Xie Z, Gong Y, Ye C, Yao Y, Liu Y. Numerical Analysis and Optimization of Solar-Assited Heat Pump Drying System with Waste Heat Recovery Based on TRNSYS. Processes. 2021; 9(7):1118. https://doi.org/10.3390/pr9071118
Chicago/Turabian StyleXie, Zhiyuan, Yulie Gong, Cantao Ye, Yuan Yao, and Yubin Liu. 2021. "Numerical Analysis and Optimization of Solar-Assited Heat Pump Drying System with Waste Heat Recovery Based on TRNSYS" Processes 9, no. 7: 1118. https://doi.org/10.3390/pr9071118
APA StyleXie, Z., Gong, Y., Ye, C., Yao, Y., & Liu, Y. (2021). Numerical Analysis and Optimization of Solar-Assited Heat Pump Drying System with Waste Heat Recovery Based on TRNSYS. Processes, 9(7), 1118. https://doi.org/10.3390/pr9071118