Analysis of Diagnostic Methods and Energy of Production Systems Drives

 ,
,  , , and
, , and
Abstract
1. Introduction
- The degree of information content;
- Types of diagnostic information;
- Degree of utilization of technical means;
- Stages of operation;
- Depth of diagnostics.
- The time interval method used to analyze downtime, determine reliability indicators, monitor the operation of the control system, and obtain cyclograms;
- Reference module method based on comparison of experimental data or calculated values and quality indicators;
- Method of reference dependencies based on comparison of measured diagnostic parameters with reference diagnostic parameters;
- Spectral method based on measuring components of complex vibration or acoustic signals;
- The correlation method used to detect variations in the nature of the relationship between the diagnostic parameters (cross correlation) or the change of the diagnostic parameters over time (autocorrelation).
2. Methodology—Analysis of Diagnostic Methods for Drives of Technological Systems
3. Development of Diagnostic Models
- x(t) is a vector of diagnostic parameters;
- t is an elaborated resource;
- is the equation to calculate the trend diagnostic vector of the diagnostic parameters;
- ti is a set of moments of measurement of diagnostic parameters;
- Z(t) = H(x(t), D(t), t) is the equation for assessment of technical condition;
- R(t) = W(x(t), D(t), Z(t), t) is the equation for estimating residual life at time t;
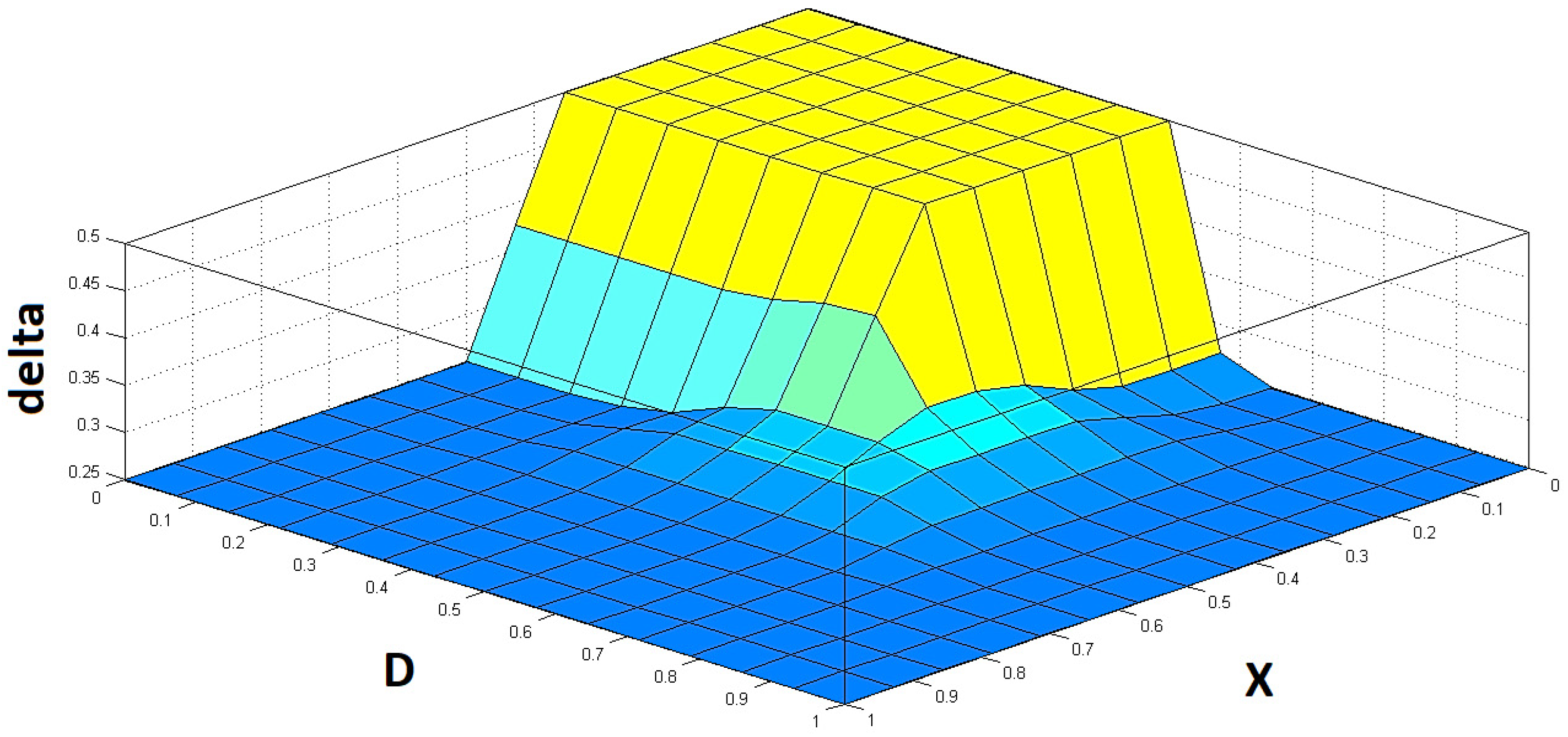
- Δt = V(x(t), D(t), R(t), t) is the equation to calculate diagnostic intervals.
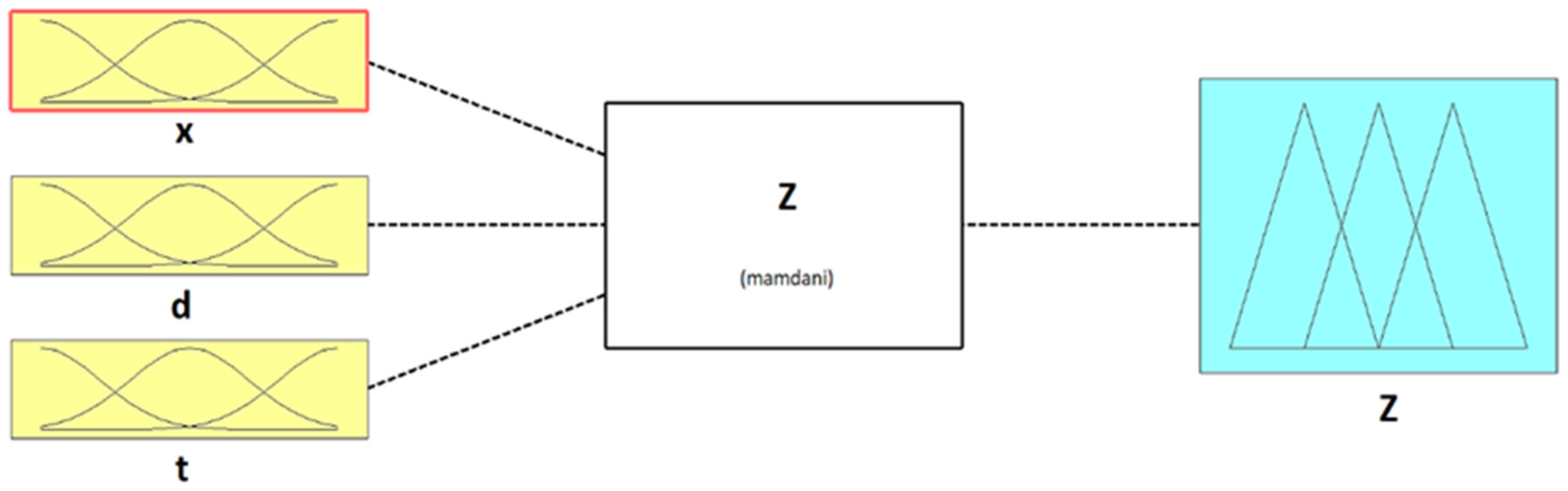
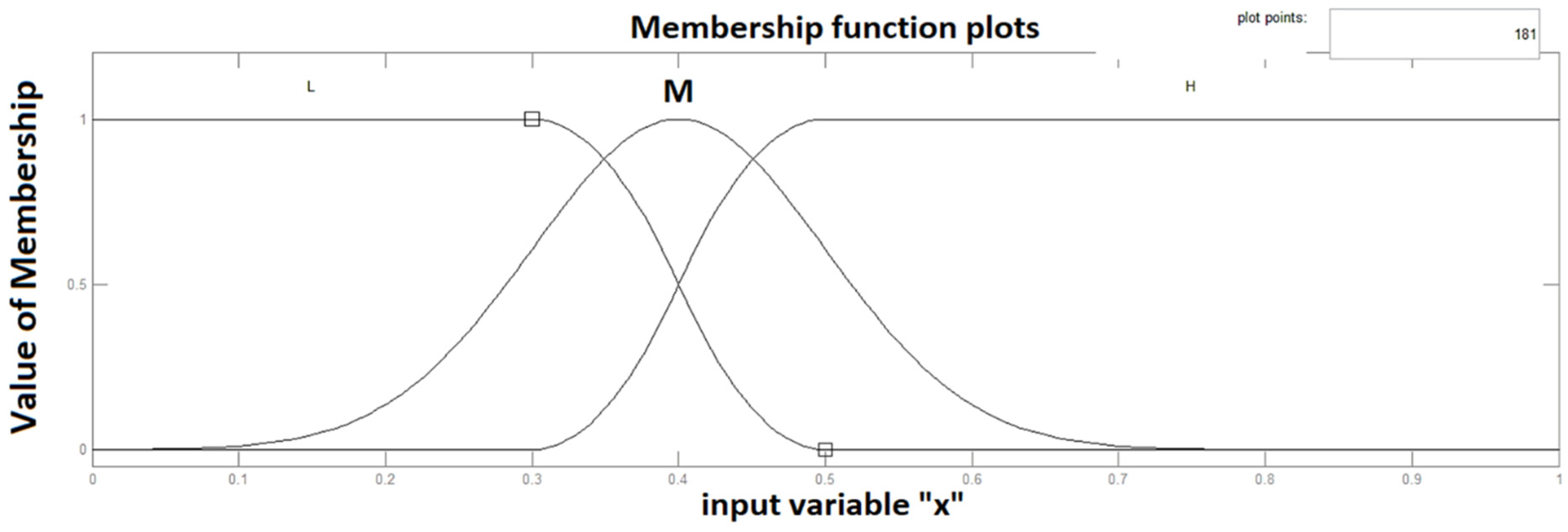
4. Development of a Fuzzy Inference System to Assess the Technical Condition of Drives
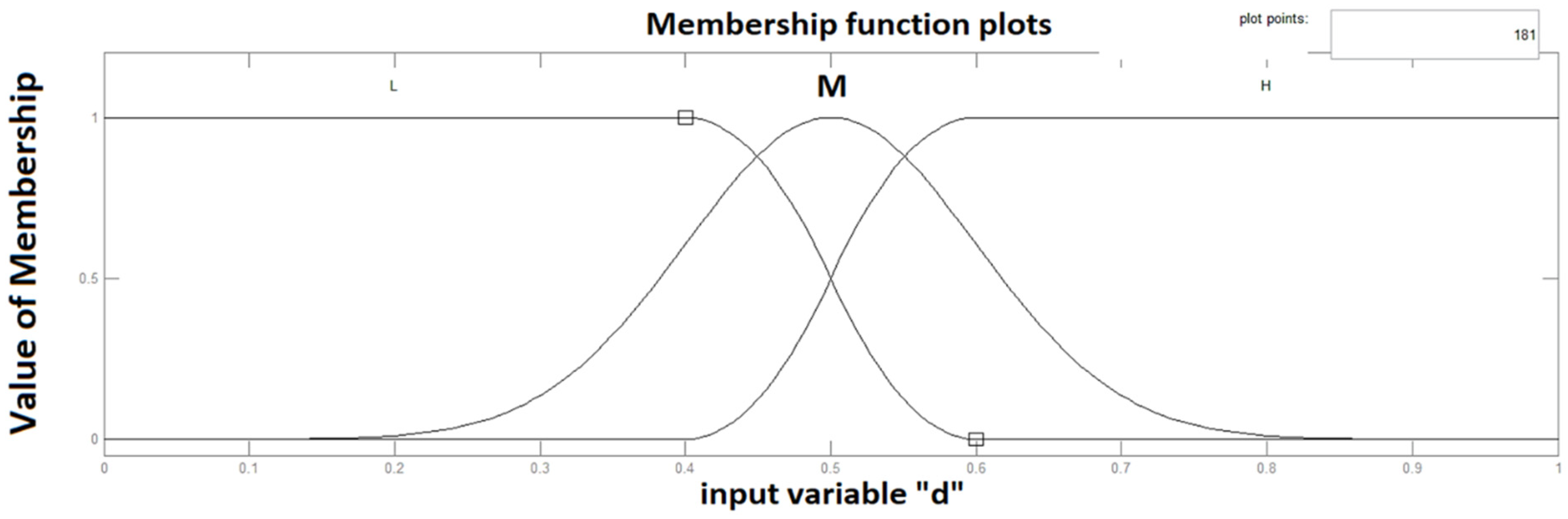
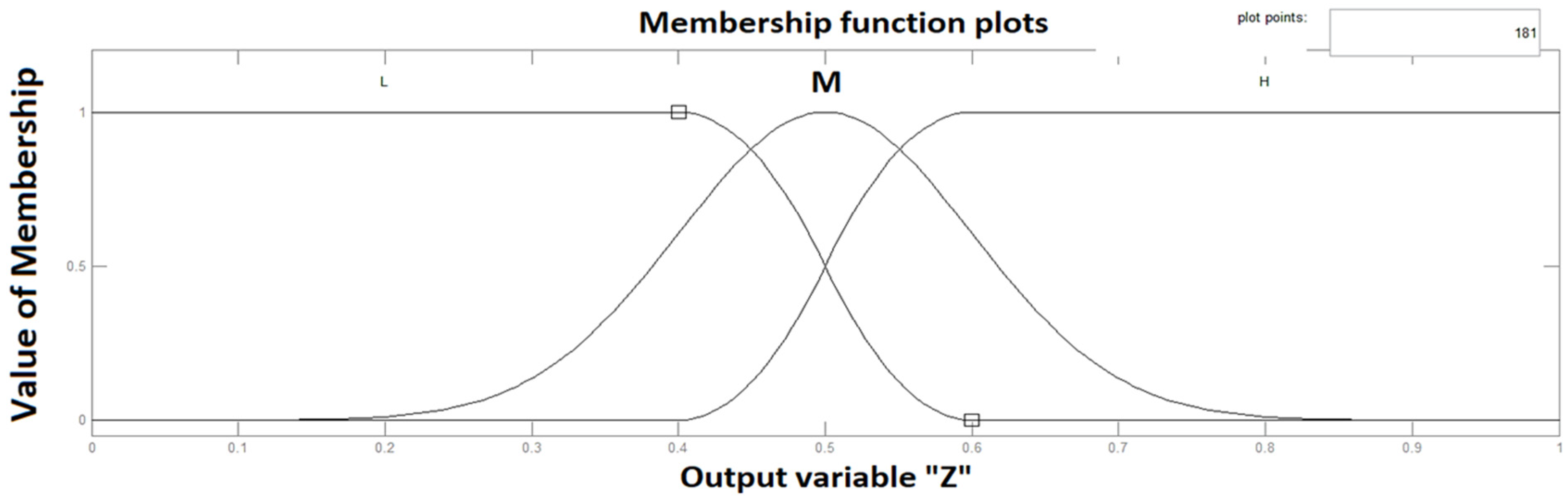
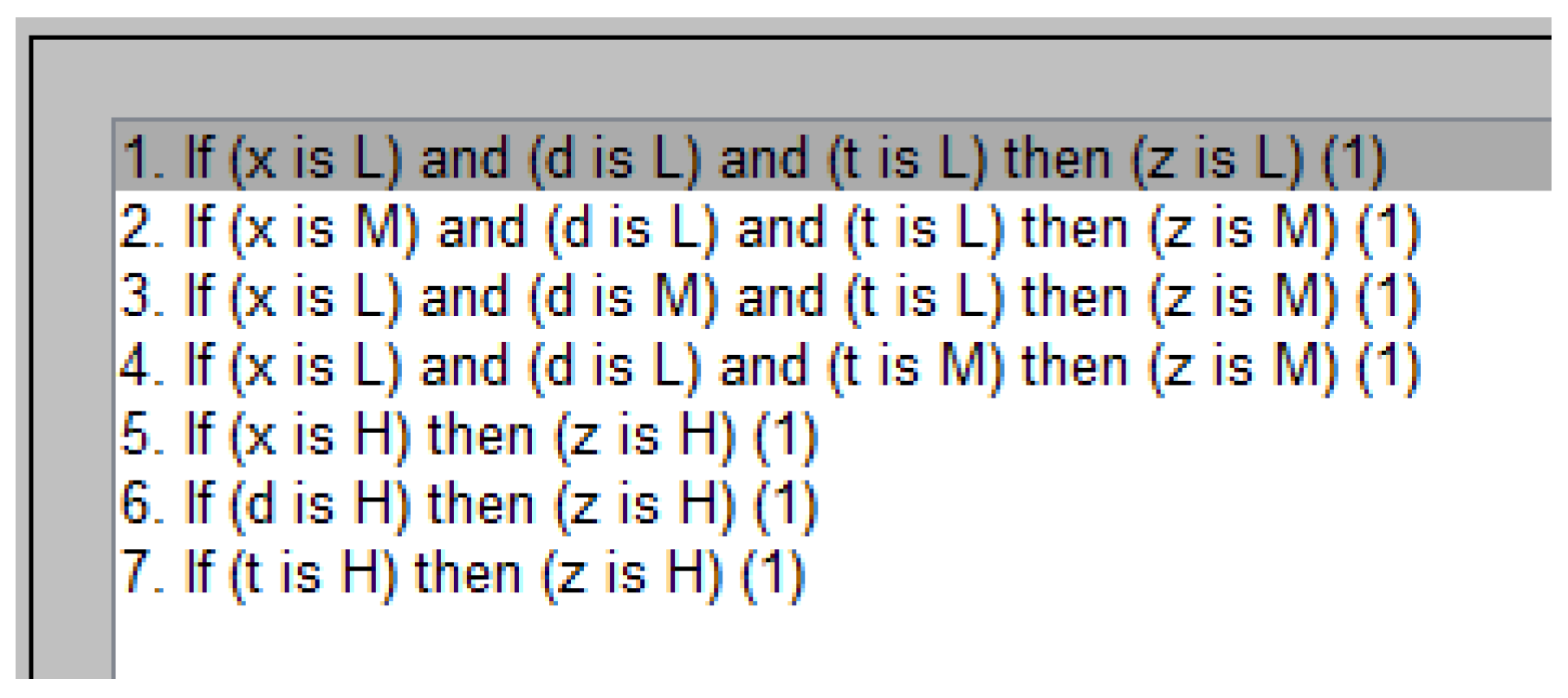
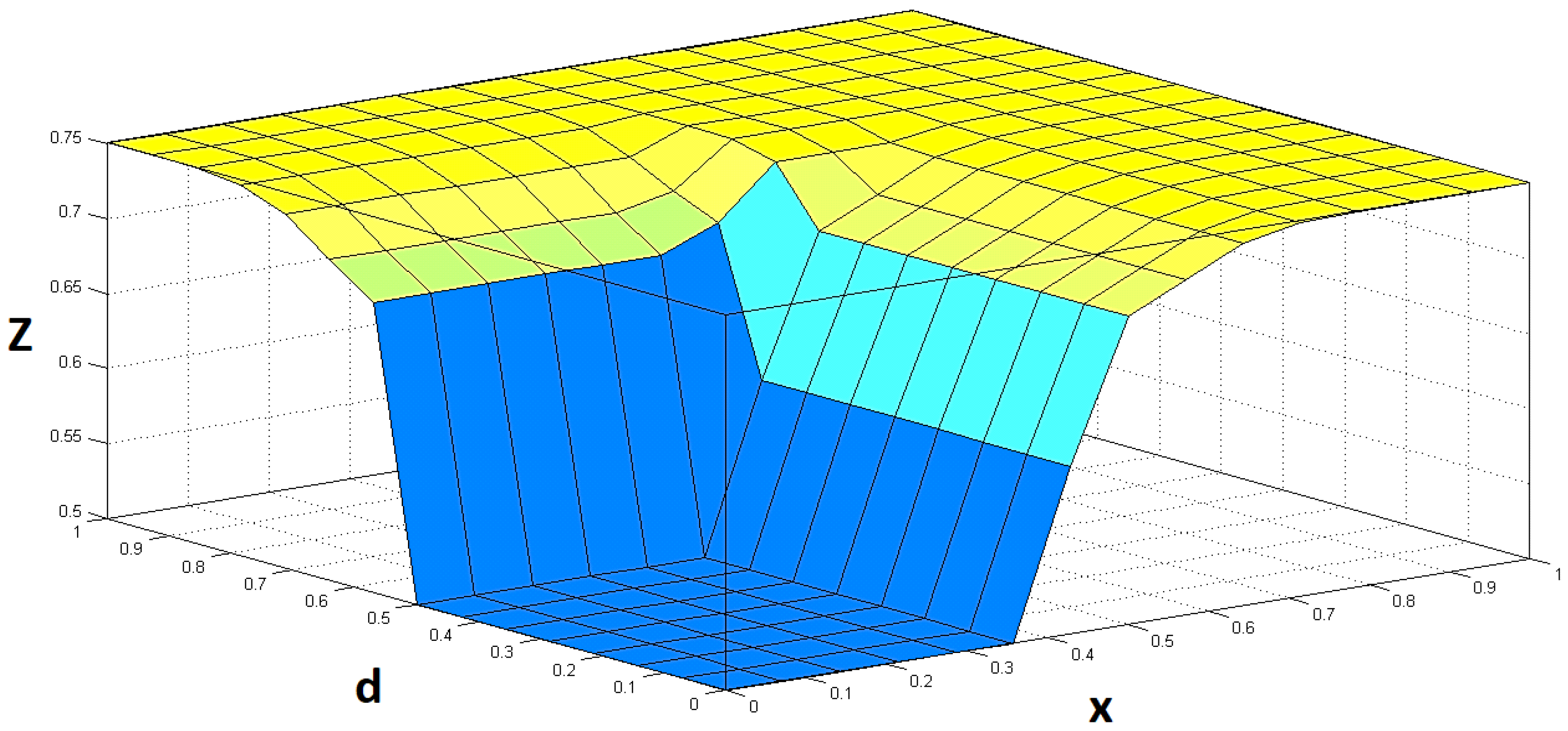
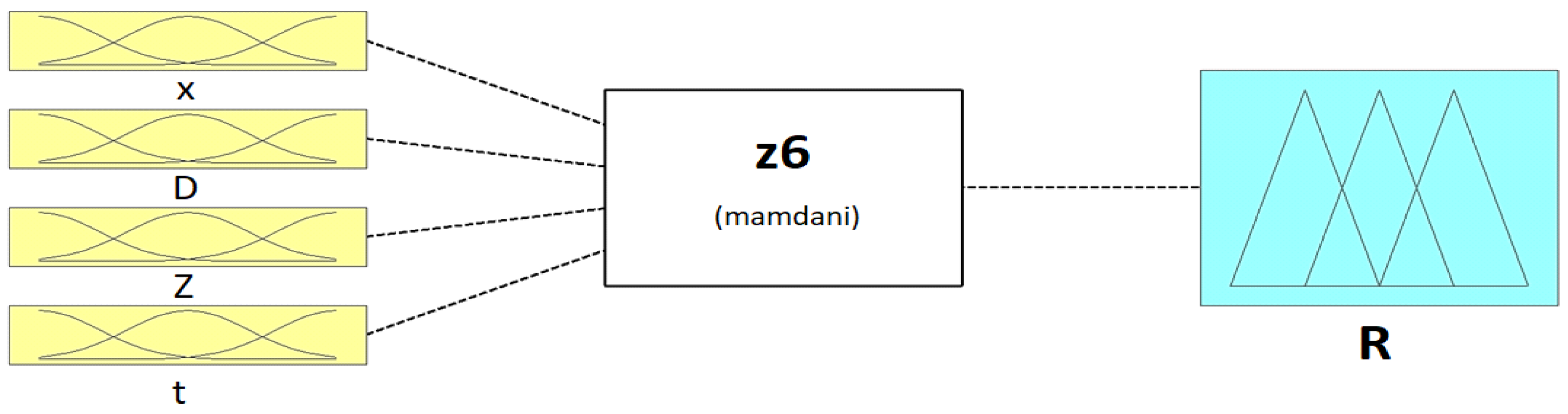
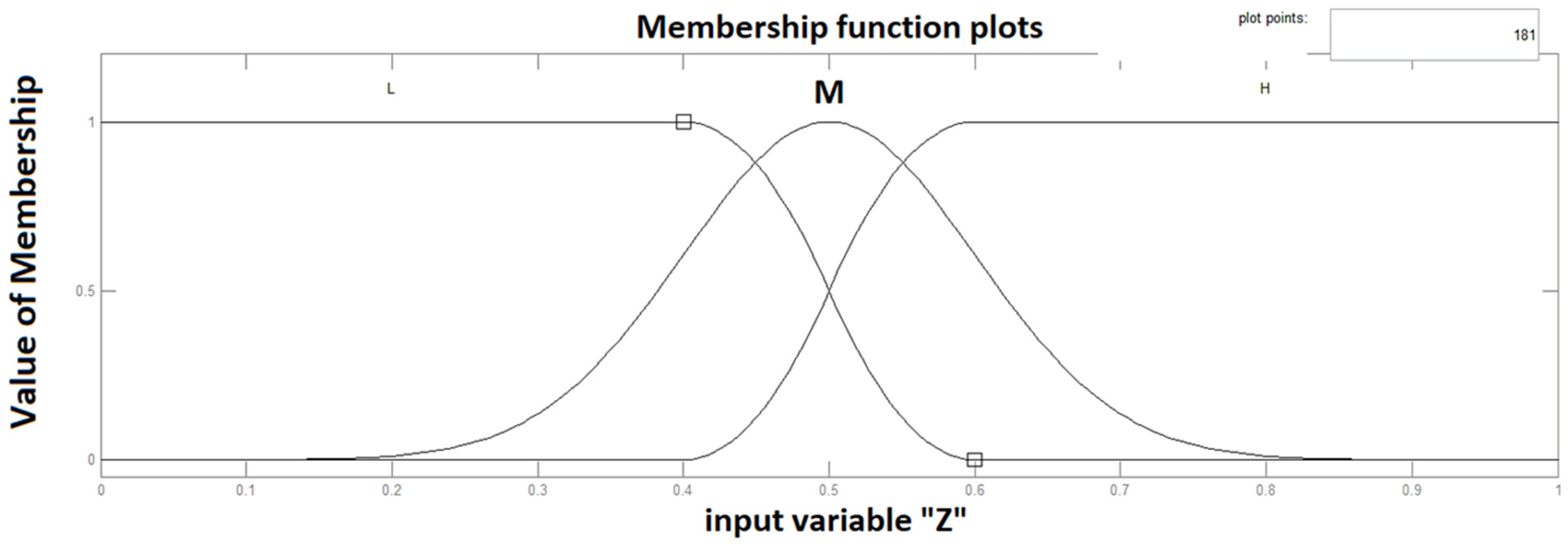
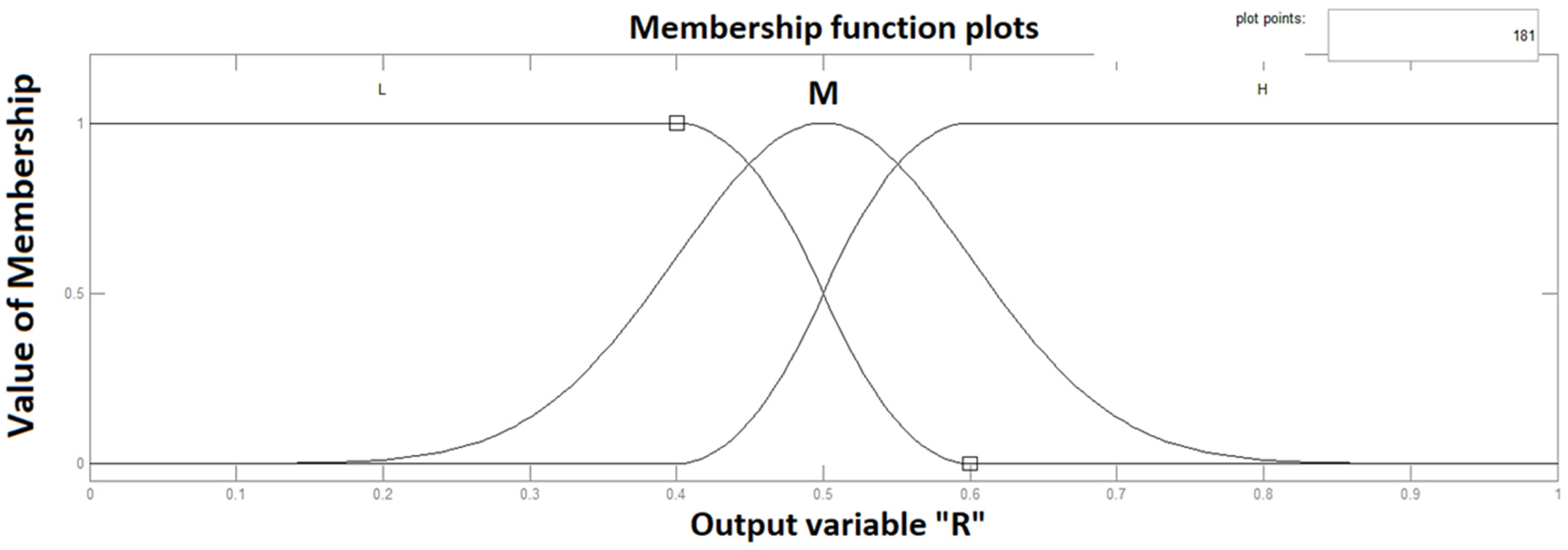
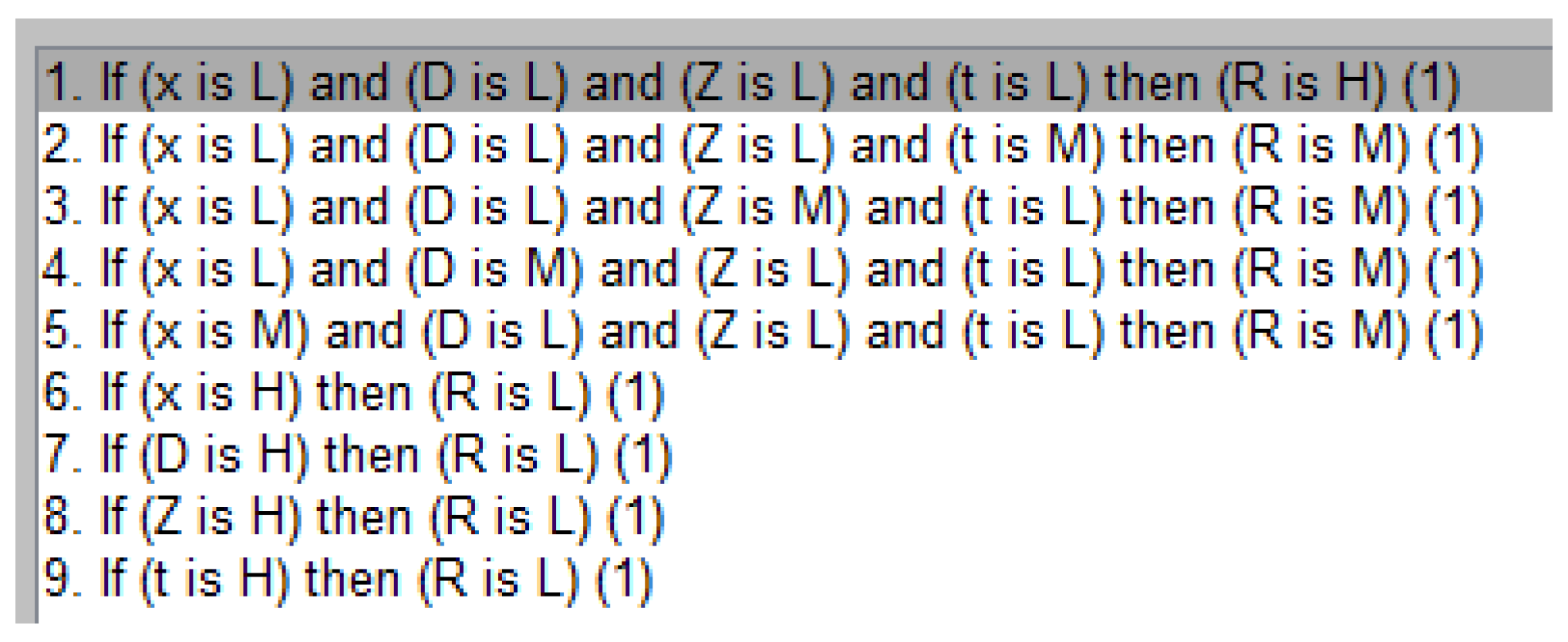
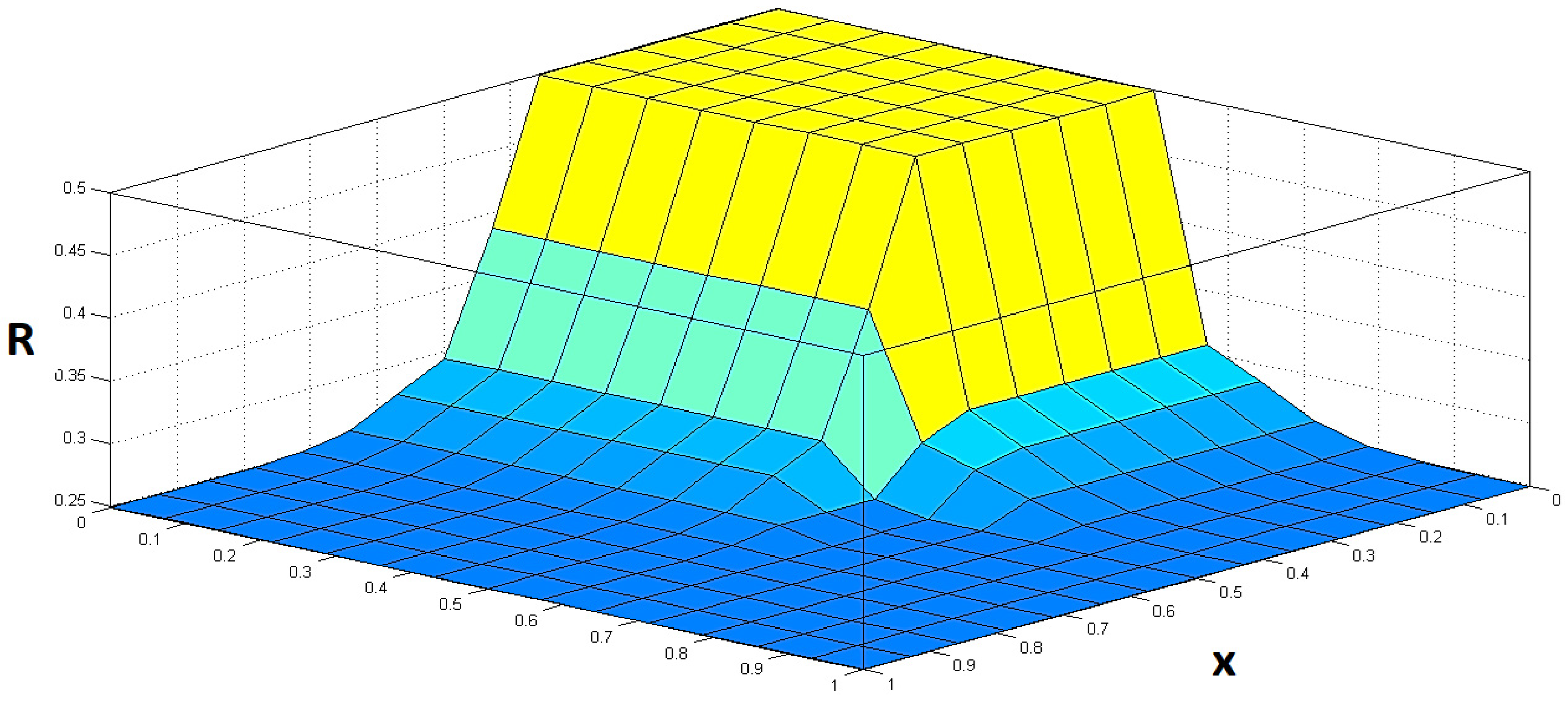
5. Development of a Fuzzy Inference System for Estimating the Residual Life
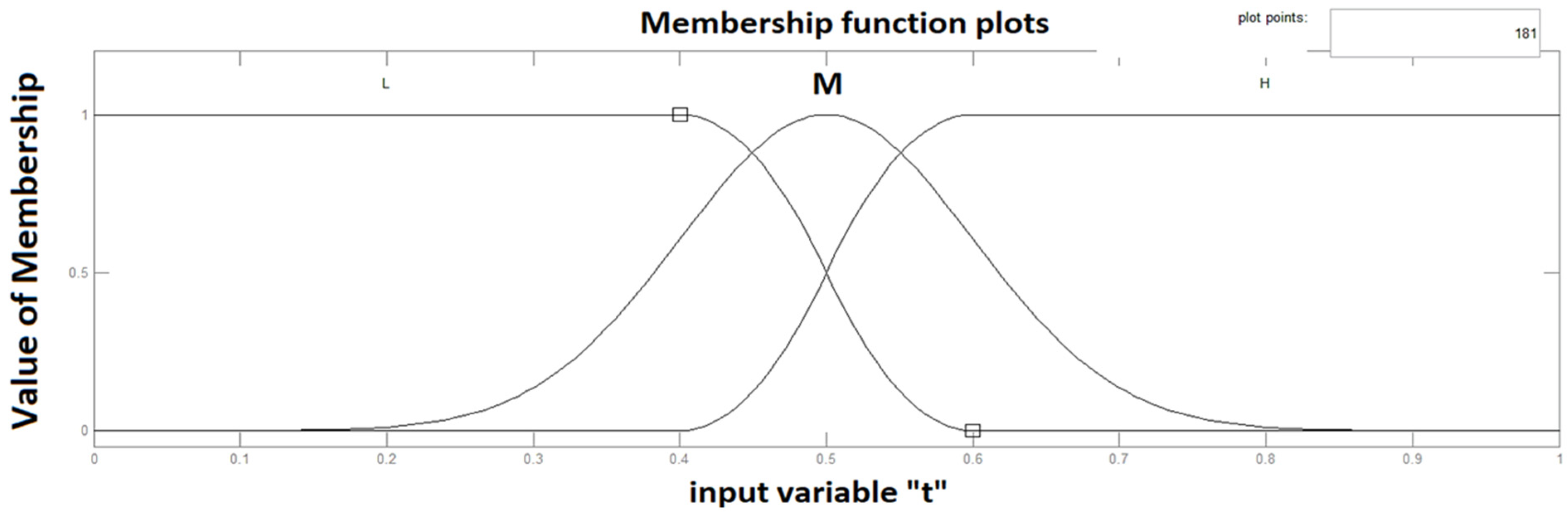
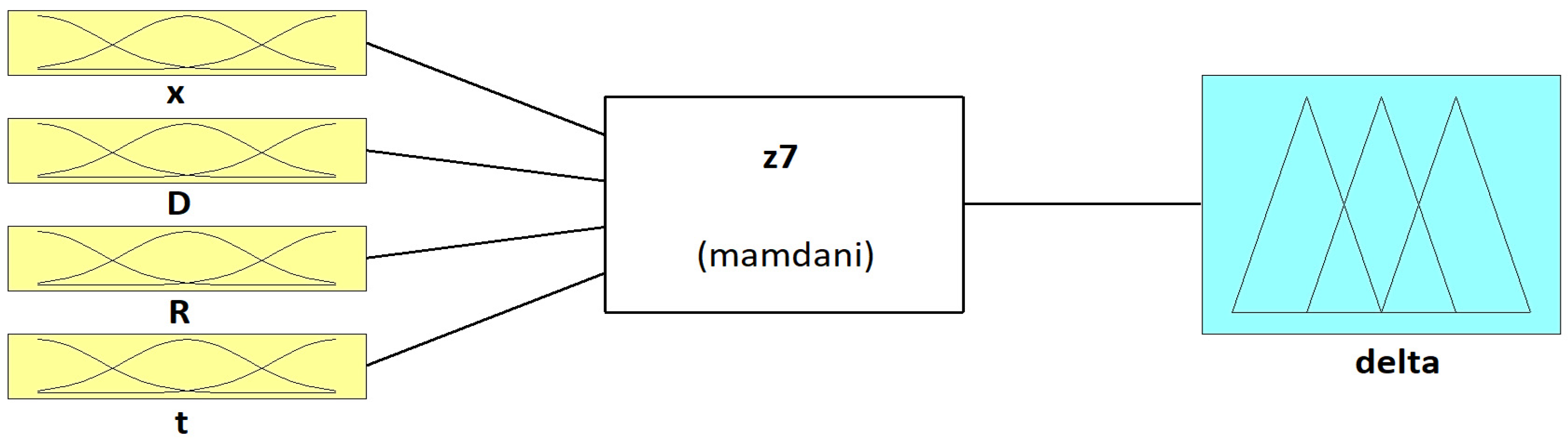
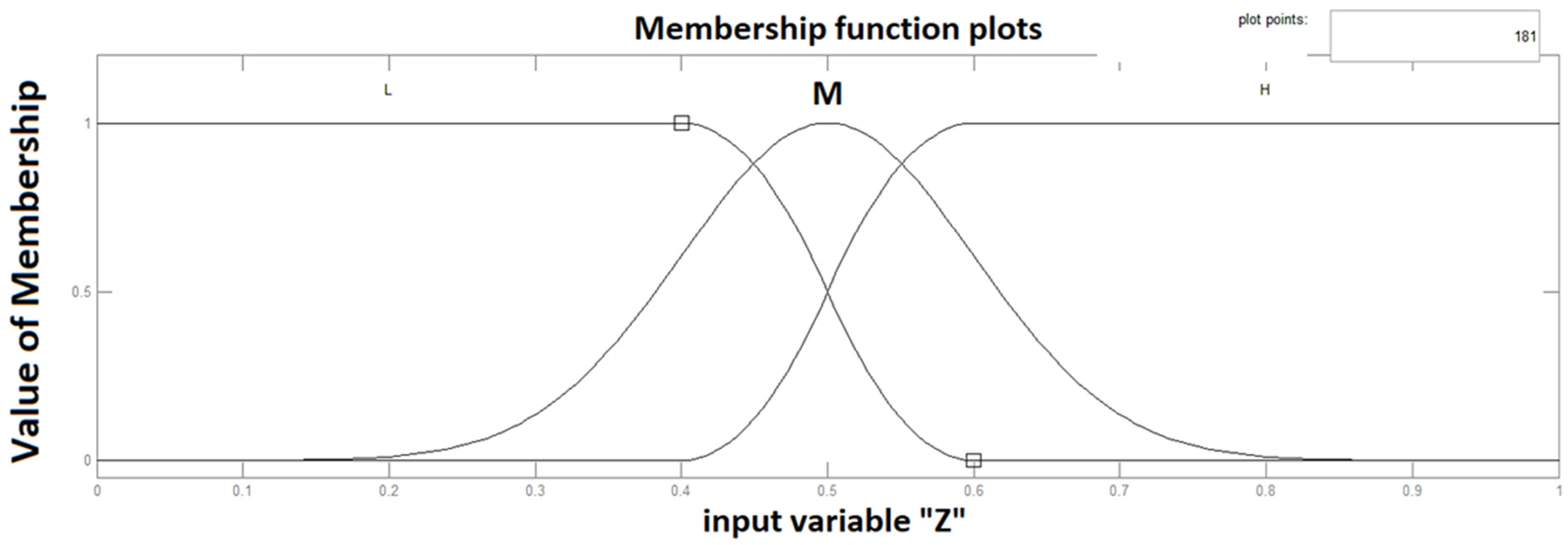
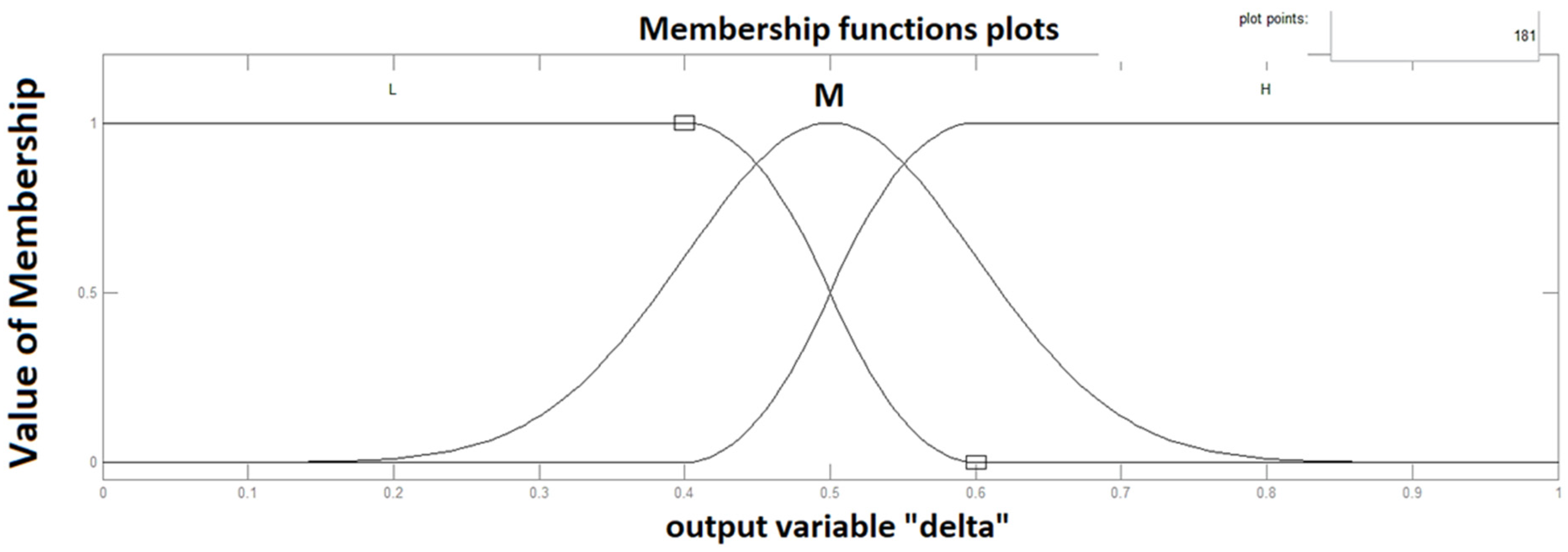
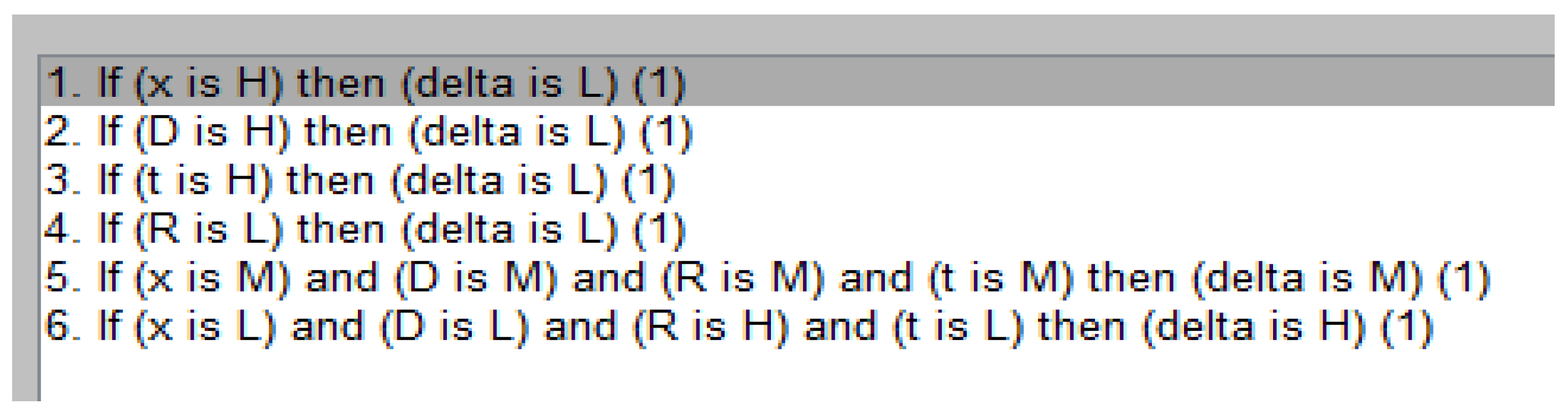
6. Development of a Fuzzy Inference System for Calculation of Drive Diagnostics Intervals
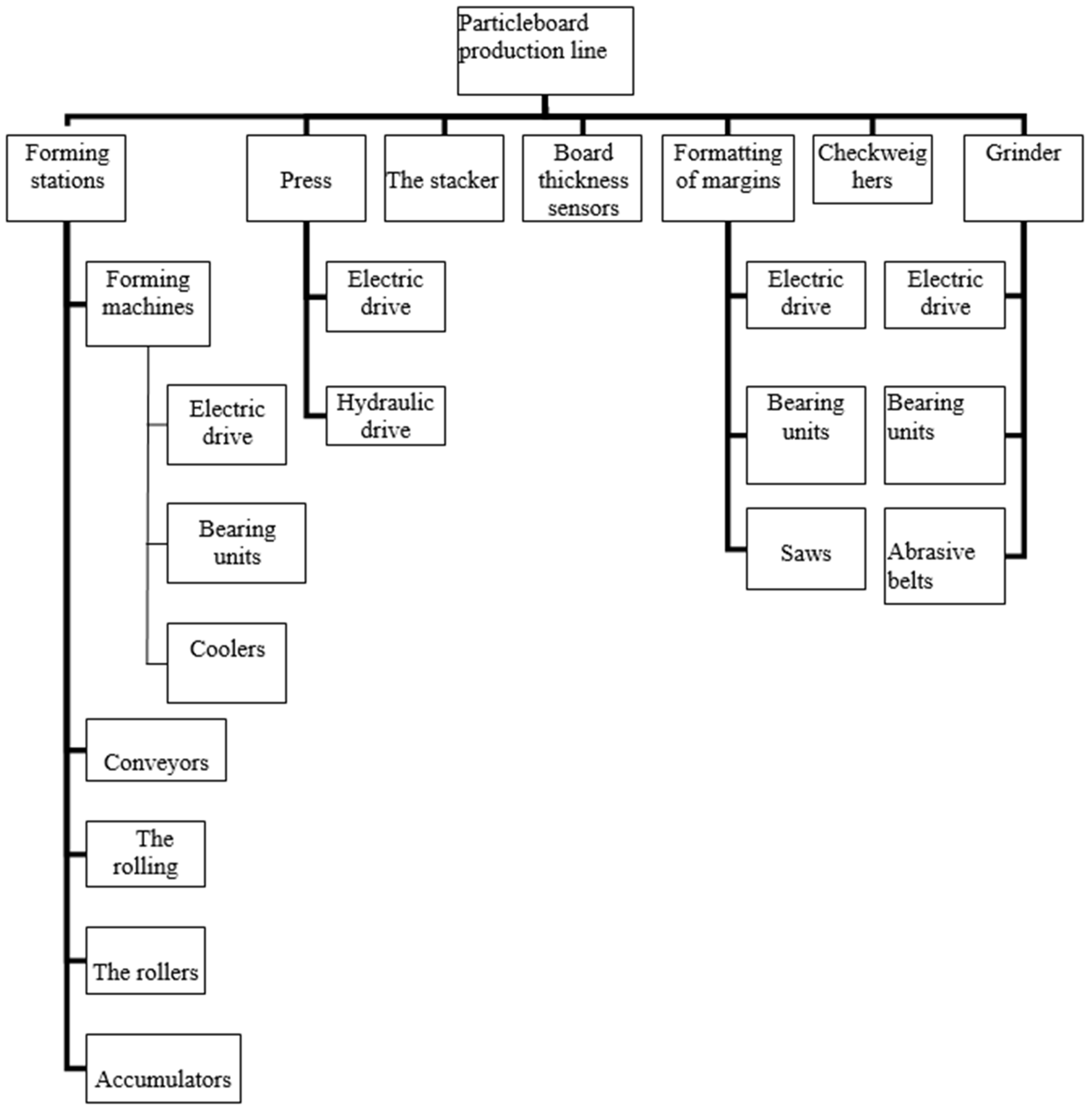
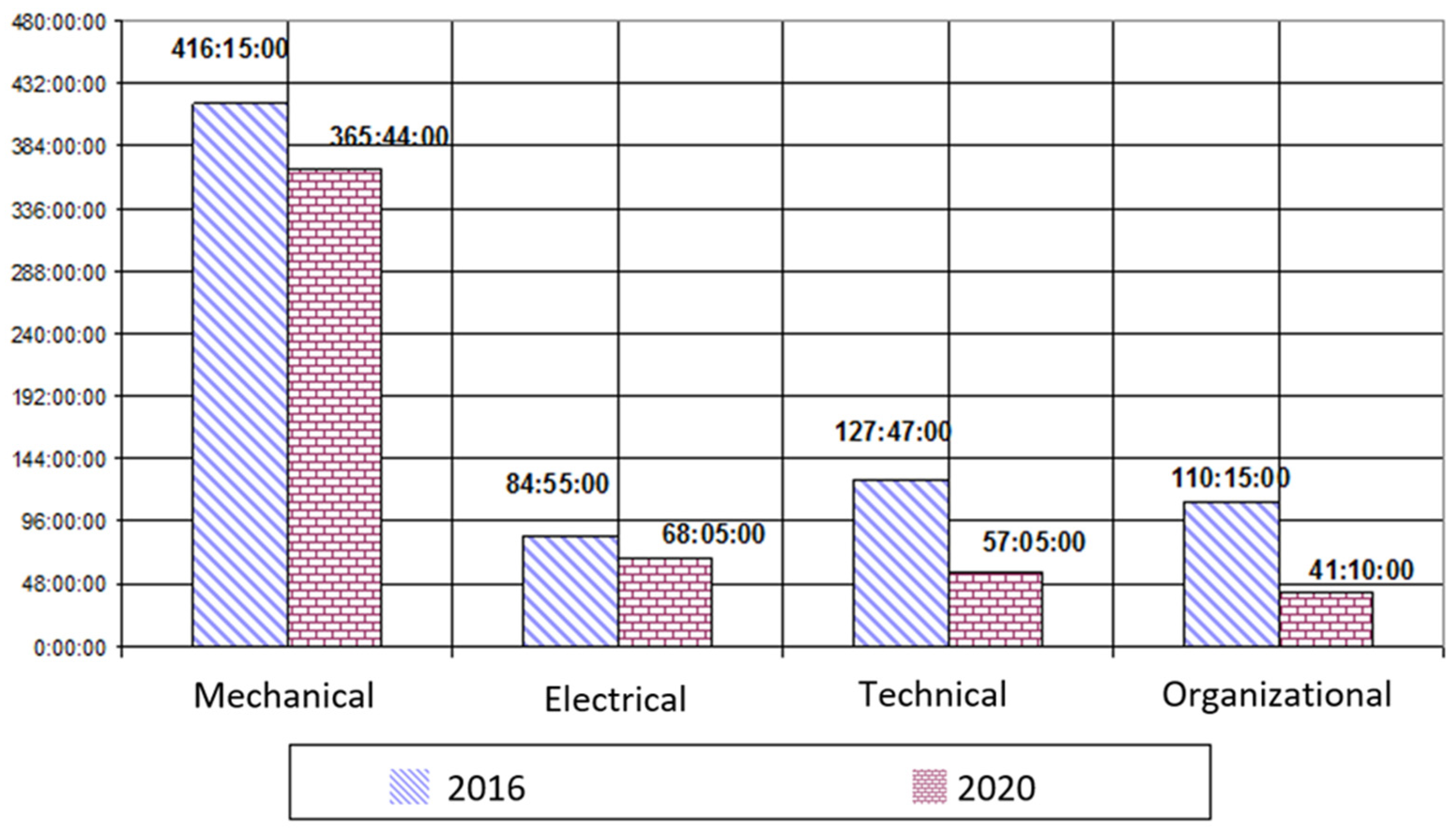
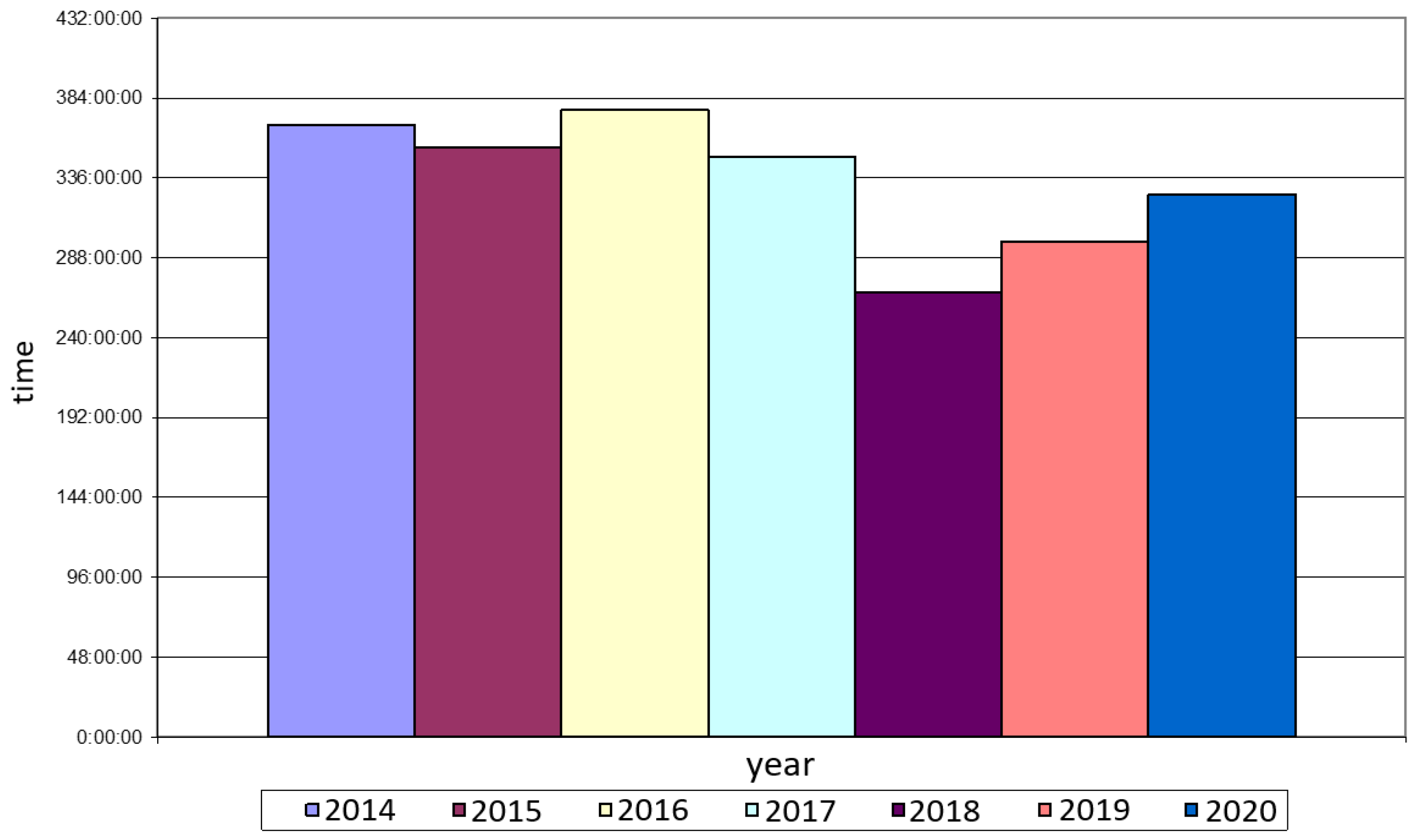
7. Experiments—Analysis of the Technological Equipment of the Line
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Turygin, Y.; Bozek, P.; Abaramov, I.; Nikitin, Y. Reliability Determination and Diagnostics of a Mechatronic System. Adv. Sci. Technol. 2018, 12, 274–290. [Google Scholar] [CrossRef]
- Pástor, M.; Živčák, J.; Púškár, M.; Lengvarský, P.; Klačková, I. Application of Advanced Measuring Methods for Identification of Stresses and Deformations of Automotive Structures. Appl. Sci. 2020, 10, 7510. [Google Scholar] [CrossRef]
- Božek, P.; Nikitin, Y.; Krenický, T. Diagnostics of Mechatronic Systems; Studies in Systems, Decision and Control; Springer Nature: Cham, Switzerland, 2021; 160p, ISBN 978-3-030-67055-9. [Google Scholar] [CrossRef]
- Nikitin, Y.R. Diagnostics of BLDC motor winding based on a model approach in the state space. IOP Conf. Ser. Mater. Sci. Eng. 2020, 971, 042101. [Google Scholar] [CrossRef]
- Nikitin, Y.; Božek, P.; Peterka, J. Logical-linguistic Model of Diagnostics of Electric Drivers with Sensors Support. Sensors 2020, 20, 4429. [Google Scholar] [CrossRef]
- Peterka, J.; Nikitin, Y.R.; Bozek, P. Diagnostics of automated technological devices. MM Sci. J. 2020, 2020, 4027–4034. [Google Scholar] [CrossRef]
- Kuric, I.; Císar, M.; Tlach, V.; Zajačko, I.; Gál, T.; Więcek, D. Technical Diagnostics at the Department of Automation and Production Systems. In Intelligent Systems in Production Engineering and Maintenance; Advances in Intelligent Systems and Computing; Springer: Cham, Switzerland, 2019; pp. 474–484. [Google Scholar]
- Sága, M.; Bulej, V.; Čuboňova, N.; Kuric, I.; Virgala, I.; Eberth, M. Case study: Performance analysis and development of robotized screwing application with integrated vision sensing system for automotive industry. Int. J. Adv. Robot. Syst. 2020, 17, 1–23. [Google Scholar] [CrossRef]
- Figiel, A.; Klačková, I. Safety requirements for mining complexes controlled in automatic mode. Acta Montan. Slovaca 2020, 25, 417–426. [Google Scholar]
- Ding, S.X.; Li, L.; Krüger, M. Application of randomized algorithms to assessment and design of observer-based fault detection systems. Automatica 2019, 107, 175–182. [Google Scholar] [CrossRef]
- Costa, B.S.J. Fuzzy Fault Detection and Diagnosis. In Handbook on Computational Intelligence: Volume 1: Fuzzy Logic, Systems, Artifical Neural Networks and Lerning Systems; World Scientific Publishing Co. Pte. Ltd.: Singapore, 2016; pp. 251–288. [Google Scholar]
- Kuric, I.; Tlach, V.; Císar, M.; Ságová, Z.; Zajačko, I. Examination of industrial robot performance parameters utilizing machine tool diagnostic methods. Int. J. Adv. Robot. Syst. 2020, 17. [Google Scholar] [CrossRef]
- Luo, H. Plug-and-Play Monitoring and Performance Optimization for Industrial Automation Processes; Springer Fachmedien Wiesbaden Gmb.: Wiesbaden, Germany, 2017; 158p. [Google Scholar]
- Nemeth, M.; Peterkova, A. Proposal of data acquisition method for industrial processes in automotive industry for data analysis according to Industry 4.0. In Proceedings of the 2018 IEEE 22nd International Conference on Intelligent Engineering Systems (INES), Las Palmas de Gran Canaria, Spain, 21–23 June 2018; pp. 157–161. [Google Scholar]
- Nemeth, M.; Nemethova, A.; Michalconok, G. Determination issues of data mining process of failures in the production systems. In Artificial Intelligence Methods in Intelligent Algorithms; Advance in Intelligent Systems and Computing; Springer: Cham, Switzerland, 2019; Volume 985, pp. 200–207. [Google Scholar]
- Qiu, C.; Wu, X.; Xu, C.; Qiu, X.; Xue, Z. An Approximate Estimation Approach of Fault Size for Spalled Ball Bearing in Induction Motor by Tracking Multiple Vibration Frequencies in Current. Sensors 2020, 20, 1631. [Google Scholar] [CrossRef]
- Iheukwumere-Esotu, L.; Yunusa-Kaltungo, A. Knowledge Criticality Assessment and Codification Framework for Major Maintenance Activities: A Case Study of Cement Rotary Kiln Plant. Sustainability 2021, 13, 4619. [Google Scholar] [CrossRef]
- Sivák, P.; Frankovský, P.; Delyová, I.; Bocko, J.; Kostka, J.; Schurger, B. Influence of Different Strain Hardening Models on the Behavior of Materials in the Elastic-Plastic Regime under Cyclic Loading. Materials 2020, 13, 5323. [Google Scholar] [CrossRef]
- Lekomtsev, P.V.; Nikitin, Y.R.; Trefilov, S.A. Simulation of Hybrid Step Motor by State Space at Variable Torque of Load]. Intellektual’nye sistemy v proizvodstve. Intell. Syst. Manuf. 2020, 18, 58–63. (In Russian) [Google Scholar] [CrossRef]
- Shaytor, N.M.; Gorpinchenko, A.V. Dynamic Modes of Asynchronous Motors in Drives of Power Systems and Complexes. Vestnik IzGTU Imeni MT Kalasnikova 2020, 23, 95–101. (In Russian) [Google Scholar] [CrossRef]
- Lekomtsev, P.V. Prediction of residual life of complex electromechanical systems based on small training samples. IOP Conf. Ser. Mater. Sci. Eng. 2020, 971, 052019. [Google Scholar] [CrossRef]
- Zhou, D.; Zhao, Y.; Wang, Z.; He, X.; Gao, M. Review on diagnosis techniques for intermittent faults in dynamic systems. IEEE Trans. Ind. Electron. 2019, 67, 2337–2347. [Google Scholar] [CrossRef]
- Zhang, Q.; Jiang, T.; Yan, J.D. Phase Synchrony Analysis of Rolling Bearing Vibrations and Its Application to Failure Identification. Sensors 2020, 20, 2964. [Google Scholar] [CrossRef] [PubMed]
- Burduk, A.; Wiecek, D.; Zajačko, I.; Jurdziak, L.; Blažej, R. Analysis and risk assessment of the supply of coper ore in the belt conveyor system in an underground mine. J. Acta Montan. Slovaca 2020, 25, 236–249. [Google Scholar]
- Nikitin, Y.R.; Lekomtsev, P.V.; Trefilov, S.A. Influence of Diagnostic Stepper Motor Parameters on Criterion of Identifiability for Nonlinear Discrete Model by State Space. Bull. Kalashnikov ISTU 2020, 23, 52–59. (In Russian) [Google Scholar] [CrossRef]
- Božek, P.; Lozhkin, A. The precision calculating method of robots moving by plane trajectories. Int. J. Adv. Robot. Syst. 2019, 16. [Google Scholar] [CrossRef]
- Toroková, M.; Pollak, M.; Torok, J.; Kočiško, M.; Kaščák, J. Augmented Reality as a Support Tool in Machining Process. TEM J. Technol. Educ. Manag. Inform. 2020, 9, 407–411. [Google Scholar]
- Ojaghi, M.; Sabouri, M.; Faiz, J. Analytic model for induction motors under localized bearing faults. IEEE Trans. Energy Convers. 2018, 33, 617–626. [Google Scholar] [CrossRef]
- Cui, L.; Huang, J.; Zhang, F. Quantitative and localization diagnosis of a defective ball bearing based on vertical–horizontal synchronization signal analysis. IEEE Trans. Ind. Electron. 2017, 64, 8695–8706. [Google Scholar] [CrossRef]
- Ahmadi, A.M.; Howard, C.Q.; Petersen, D. The path of rolling elements in defective bearings: Observations, analysis and methods to estimate spall size. J. Sound Vib. 2016, 366, 277–292. [Google Scholar] [CrossRef]
- Kuc, A.; Grubov, V.V.; Maksimenko, V.A.; Shusharina, N.; Pisarchik, A.N.; Hramov, A.E. Sensor-Level Wavelet Analysis Reveals EEG Biomarkers of Perceptual Decision-Making. Sensors 2021, 21, 2461. [Google Scholar] [CrossRef]
- Klačková, I.; Zajačko, I.; Lenhard, R.; Gritsuk, I.; Wiecek, D. Simulation of wood biomass combustion in hot water boiler. Mater. Sci. Eng. 2019, 776, 5. [Google Scholar]
- Ryaskov, Y.I.; Shaitor, N.M.; Gorpinchenko, A.V. Overview of Types of Protection of Asynchronous Motors Used in Power Systems and Complexes. Bull. Kalashnikov ISTU 2019, 22, 107–115. (In Russian) [Google Scholar] [CrossRef]
- Kutaj, M.; Boros, M. Development of a new generation of magnetic contact based on hall-effect sensor. In Proceedings of the International Conference of Central-Bohemia-University (CBUIC)—Innovations in Science and Education, Prague, Czech Republic, 22–24 March 2017; Volume 5, pp. 1154–1158. [Google Scholar]
- Boros, M.; Kutaj, M.; Maris, L.; Vel’as, A. Development of security at the local level through practical students training. In Proceedings of the 12th International Technology, Education and Development Conference (INTED), Valencia, Spain, 5–7 March 2018; pp. 725–729. [Google Scholar]
- Akatov, N.; Klačková, I.; Mingaleva, Z.; Galieva, G.; Shaidurova, N. Expert technology for risk management in the implementation of QRM in a high-tech industrial enterprise. Manag. Syst. Prod. Eng. 2019, 27, 250–254. [Google Scholar] [CrossRef]
- Nosek, R.; Bačka, A.; Ďurčanský, P.; Holubčík, M.; Jandačka, J. Effect of Paper Sludge and Dendromass on Properties of Phytomass Pellets. Appl. Sci. 2021, 11, 65. [Google Scholar] [CrossRef]
- Kuric, I. New methods and trends in product development and planning. In Proceedings of the 1st International Conference on Quality and Innovation in Engineering and Management (QIEM), Cluj Napoca, Romania, 17–19 March 2011; pp. 453–456. [Google Scholar]
- Dodok, T.; Čuboňová, N.; Císar, M.; Kuric, I.; Zajačko, I. Utilization of strategies to generate and optimize machining sequences in CAD/CAM. Procedia Eng. 2017, 192, 113–118. [Google Scholar] [CrossRef]
- Tlach, V.; Císar, M.; Kuric, I.; Zajačko, I. Determination of the Industrial Robot Positioning Performance. In Modern Technologies in Manufacturing. MATEC Web Conf. 2017, 137, 01004. [Google Scholar] [CrossRef]
- Holubčík, M.; Klačková, I.; Ďurčanský, P. Pyrolysis Conversion of Polymer Wastes to Noble Fuels in Conditions of the Slovak Republic. Energies 2020, 13, 4849. [Google Scholar] [CrossRef]
- Kopas, P.; Sága, M.; Baniari, V.; Vaško, M.; Handrik, M. A plastic strain and stress analysis of bending and torsion fatigue specimens in the low-cycle fatigue region using the finite element methods. Procedia Eng. 2017, 177, 526–531. [Google Scholar] [CrossRef]
- Jančárik, V.; Harťanský, R.; Slížik, J.; Mierka, M.; Halgoš, J.; Hallon, J.; Hricko, J. Autonomous sensor of electromagnetic field. Rev. Sci. Instrum. 2019, 90, 064705. [Google Scholar] [CrossRef]
- Glowacz, A. Fault diagnosis of electric impact drills using thermal imaging. Measurement 2021, 171, 108815. [Google Scholar] [CrossRef]
- Harťanský, R.; Smieško, V.; Rafaj, M. Modifying and accelerating the method of moments calculation. Comput. Inform. 2017, 36, 664–682. [Google Scholar] [CrossRef]
- Harťanský, R.; Mierka, M.; Bittera, M.; Hallon, J.; Halgoš, J.; Hricko, J.; Andok, R.; Rafaj, M. Novel method of contactless sensing of mechanical quantities. Meas. Sci. Rev. 2020, 20, 150–156. [Google Scholar] [CrossRef]
- Lei, Y.; Yang, B.; Jiang, X.; Jia, F.; Li, N.; Nandi, A.K. Applications of machine learning to machine fault diagnosis: A review and roadmap. Mech. Syst. Signal Process. 2020, 138, 1–39. [Google Scholar] [CrossRef]
- Li, L.; Ding, S.X.; Qiu, J.; Yang, Y.; Xu, D. Fuzzy observer-based fault detection design approach for nonlinear processes. IEEE Trans. Syst. Man Cybern. Syst. 2017, 47, 1941–1952. [Google Scholar] [CrossRef]
- Li, L.; Ding, S.X.; Qiu, J.; Yang, Y. Real-time fault detection approach for nonlinear systems and its asynchronous T-S fuzzy observer-based implementation. IEEE Trans. Cybern. 2017, 47, 283–294. [Google Scholar] [CrossRef] [PubMed]
- Luo, H.; Yin, S.; Liu, T.; Khan, A.Q. A data-driven realization of the control-performance oriented process monitoring system. IEEE Trans. Ind. Electron. 2019, 67, 521–530. [Google Scholar] [CrossRef]
- Wang, D.; Fu, F.Z.; Liu, C.R.; Li, W.B.; Liu, W.J.; He, Y.Z.; Xing, Y. Connotation and research status of diagnosability of control systems: A review. Acta Autom. Sin. 2018, 44, 1537–1553. [Google Scholar]
- Xue, T.; Zhong, M.; Ding, S.X.; Ye, H. Stationary wavelet transform aided design of parity space vectors for fault detection in LDTV systems. IET Control Theory Appl. 2018, 12, 857–864. [Google Scholar] [CrossRef]
- Yang, Y.; Ding, S.X.; Li, L. Parametrization of nonlinear observer-based fault detection systems. IEEE Trans. Autom. Control 2016, 61, 3687–3692. [Google Scholar] [CrossRef]
- Zhong, M.; Ding, S.X.; Zhou, D. A new scheme of fault detection for linear discrete time-varying systems. IEEE Trans. Autom. Control 2016, 61, 2597–2602. [Google Scholar] [CrossRef]
- Zhong, M.; Zhang, L.; Ding, S.X.; Zhou, D. A probabilistic approach to robust fault detection for a class of nonlinear systems. IEEE Trans. Ind. Electron. 2016, 64, 3930–3939. [Google Scholar] [CrossRef]
- Zhong, M.; Xue, T.; Ding, S.X. A survey on model-based fault diagnosis for linear discrete time varying systems. Neurocomputing 2018, 306, 51–60. [Google Scholar] [CrossRef]
- Yin, S.; Xiao, B.; Ding, S.X.; Zhou, D. A Review on Recent Development of Spacecraft Attitude Fault Tolerant Control System. IEEE Trans. Ind. Electron. 2016, 63, 3311–3320. [Google Scholar] [CrossRef]
- Zhou, J.; Yang, Y.; Zhao, Z.; Ding, S.X. A fault detection scheme for ship propulsion systems using randomized algorithm techniques. Control Eng. Pract. 2018, 81, 65–72. [Google Scholar] [CrossRef]
- Leite, V.C.M.N.; Da Silva, J.G.B.; Veloso, G.F.C.; Da Silva, L.E.B.; Lambert-Torres, G.; Bonaldi, E.L.; Oliveira, L.E.D.L.D. Detection of Localized Bearing Faults in Induction Machines by Spectral Kurtosis and Envelope Analysis of Stator Current. IEEE Trans. Ind. Electron. 2014, 62, 1855–1865. [Google Scholar] [CrossRef]
- Xu, L.; Chatterton, S.; Pennacchi, P. A Novel Method of Frequency Band Selection for Squared Envelope Analysis for Fault Diagnosing of Rolling Element Bearings in a Locomotive Powertrain. Sensors 2018, 18, 4344. [Google Scholar] [CrossRef] [PubMed]
- Sohaib, M.; Kim, C.-H.; Kim, J.-M. A Hybrid Feature Model and Deep-Learning-Based Bearing Fault Diagnosis. Sensors 2017, 17, 2876. [Google Scholar] [CrossRef]
- Ruiz-Arenas, S.; Rusák, Z.; Mejía-Gutiérrez, R.; Horváth, I. Implementation of System Operation Modes for Health Management and Failure Prognosis in Cyber-Physical Systems. Sensors 2020, 20, 2429. [Google Scholar] [CrossRef]
- Ou, J.; Li, H.; Huang, G.; Zhou, Q. A Novel Order Analysis and Stacked Sparse Auto-Encoder Feature Learning Method for Milling Tool Wear Condition Monitoring. Sensors 2020, 20, 2878. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of drive | Device Name | Facility Name | Availability of Mechanical Gears and Sensors |
|---|---|---|---|
| 231M1—geared motor (asynchronous motor with frequency converter) | Belt conveyor for a large chips | Belt conveyor for a large chips | Rotary encoder, capacitive level sensors for mold filling (8 pcs.) |
| 231M2, 231M3—gear motor (asynchronous motor with frequency converter) | Conveyor cleaning screw drive | Conveyor cleaning screws | Speed sensor |
| 231M4—gear motor (asynchronous motor with frequency converter) | Large bristle cleaning belt | Large brush cleaning belt | Speed sensor |
| 233M1—geared motor (asynchronous motor with frequency converter) | Worm drive with coarse chips | Tip drill with thick chips | Speed sensor |
| 234M1—geared motor (induction motor with frequency converter) | Belt conveyor of large chips | Belt conveyor of large chips | Speed sensor |
| 235 M1—gear motor (asynchronous motor with frequency converter) | Oscillation of large chip conveyor belt | Belt conveyor of large chips | Chain transfer. Extreme position sensors, rotation sensor |
| 236M1, 237M1, 238M1—geared motor (asynchronous motor with frequency converter) | Chips drive “rake” | Pressing machine | Chain drive. Rotation sensors |
| 251M1—gear motor (asynchronous motor with frequency converter) | Belt conveyor for fine chips | Belt conveyor for small chips | Rotary encoder, capacitive level sensors for mold filling (8 × 2 pcs.) |
| 251M2, 251M3—gear motor (asynchronous motor with frequency converter) | Conveyor cleaning screw drive | Cleaning screw conveyor | Speed sensor |
| 251M4—geared motor (asynchronous motor with frequency converter) | Cleaning of small particles using a brush conveyor belt cleaning small particles using a brush conveyor belt | Cleaning of small particles using a brush conveyor belt | Speed sensor |
| 252—pneumatic cylinder | Partition damper drive (fine chip flow distribution) Machine face. Capacitive level sensors for mold filling (8 × 2 pcs.) | Forming machine | Capacitive level sensor for filling forms (8 × 2 pcs.) |
| 253M1, 254M1—geared motor (asynchronous motor with frequency converter) | Drive of fine chip feeding screws | Forming machine | Speed sensor |
| 255M1, 256M1—geared motor (asynchronous motor with frequency converter) | Distributor screw drive | Forming machine | Speed sensor |
| 257M1, 258M1—geared motor (asynchronous motor with frequency converter) | Switchgear drive | Forming machine | Chain drive. Extreme position sensors |
| 302M1,312M1, 322M1 gear motors (asynchronous motors with frequency inverters) | Needle shaft drive | Forming machine | Drive belts. Speed sensors for each shaft |
| 303M1, 313M1, 323M1—gearmotors (asynchronous motors with frequency converters) | Lower belt drive | Forming machine | Chain drive. Speed sensors for each belt |
| 304M1, 314M1, 324M1—gearmotors (asynchronous motors with frequency converters) | Lower brush drive | Forming machine | Sensor of weight gain 1 on the shaft |
| 305M1, 306M1, 315M1, 316M1—low voltage electric motors | “Vibrator” on the filter grid | Forming machine | Balancing, adjustable plates |
| 325M1, 326MH, 327MH, 328MH, 329MH, 330MH1—geared motors (asynchronous motors with frequency converters) Conventional drive shaft drive | The drive of the classic drive shaft | Forming machine | Timing belt, speed sensor |
| 308M1, 318M1—geared motors (asynchronous motors with frequency converters) | Conveyor belt drive | Forming machine | Speed sensor |
| 331M1, 332M1 | The drive of the conveyor belt | Forming machine | Speed sensor |
| 321M1—geared motor (asynchronous motor with frequency converter) | Forming machine—drive of height adjustable secondary drive | Forming machine | Shaft with asterisk at the end, connector adapter based on the two-row chain, gear |
| 364M1—gear motor (asynchronous motor with frequency converter) | Drive main conveyor | The main conveyor | Chain transmission (two-row chain). Rotation sensor, pallet availability sensor |
| 365M1—geared motor (asynchronous motor with frequency converter) | Pallet brush drive | The main conveyor | Speed sensor |
| Name of Engine | Power kW | The Synchronous Frequency of rpm |
|---|---|---|
| Coarse chip mixing motor | 90 | 1000 |
| Fine motor for mixing chips | 30 | 1500 |
| Electric motor of the first grinder | 90 | 1500 |
| Electric motor of second grinder | 90 | 1500 |
| Electric motor of the third grinder | 90 | 1500 |
| Electric motor of the first molding machine | 22 | 1500 |
| Electric motor of the third forming machine | 22 | 1500 |
| Electric motor shredder | 75 | 1500 |
| Electric motor of pneumatic sorting machine | 45 | 1500 |
| Self-cutting machine with electric motor | 45 | 1500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuric, I.; Klačková, I.; Nikitin, Y.R.; Zajačko, I.; Císar, M.; Tucki, K. Analysis of Diagnostic Methods and Energy of Production Systems Drives. Processes 2021, 9, 843. https://doi.org/10.3390/pr9050843
Kuric I, Klačková I, Nikitin YR, Zajačko I, Císar M, Tucki K. Analysis of Diagnostic Methods and Energy of Production Systems Drives. Processes. 2021; 9(5):843. https://doi.org/10.3390/pr9050843
Chicago/Turabian StyleKuric, Ivan, Ivana Klačková, Yury Rafailovich Nikitin, Ivan Zajačko, Miroslav Císar, and Karol Tucki. 2021. "Analysis of Diagnostic Methods and Energy of Production Systems Drives" Processes 9, no. 5: 843. https://doi.org/10.3390/pr9050843
APA StyleKuric, I., Klačková, I., Nikitin, Y. R., Zajačko, I., Císar, M., & Tucki, K. (2021). Analysis of Diagnostic Methods and Energy of Production Systems Drives. Processes, 9(5), 843. https://doi.org/10.3390/pr9050843