
Role of Sparger Configuration in Determining Flotation Performance under Oscillatory Air Supply




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
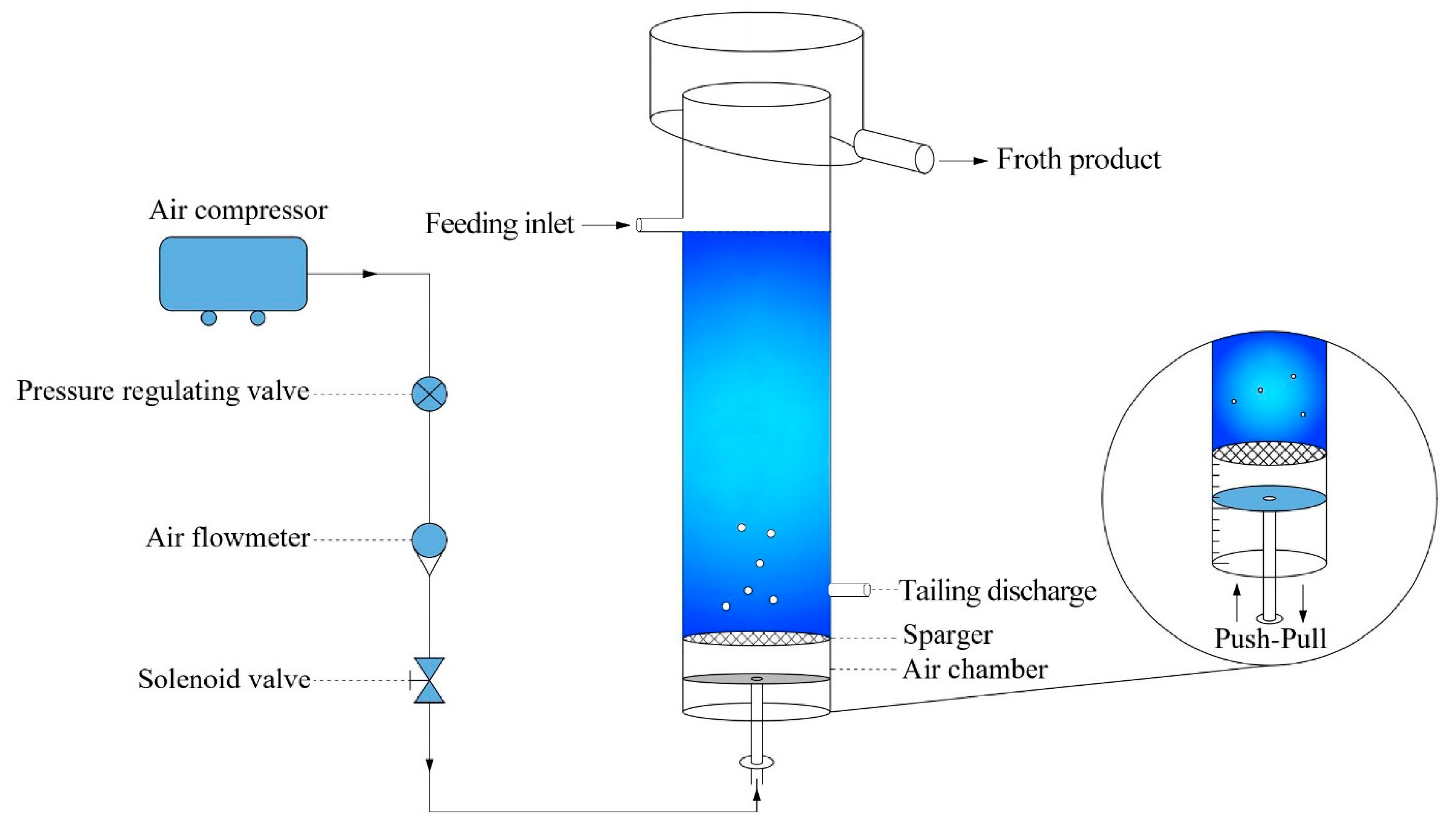
2.2. Experimental Set-Up
2.3. Experimental Procedure
3. Results and Discussion
3.1. Chamber Volume
3.2. Plate Thickness
3.3. Orifice Size
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Reis, A.S.; Barrozo, M.A.S. A study on bubble formation and its relation with the performance of apatite flotation. Sep. Purif. Technol. 2016, 161, 112–120. [Google Scholar] [CrossRef]
- Wang, G.C.; Nguyen, A.V.; Mitra, S.; Joshi, J.B.; Jameson, G.J.; Evans, G.M. A review of the mechanisms and models of bubble-particle detachment in froth flotation. Sep. Purif. Technol. 2016, 170, 155–172. [Google Scholar] [CrossRef]
- Zimmerman, W.B.; Tesař, V.; Butler, S.; Bandulasena, H.C.H. Microbubble generation. Recent Pat. Eng. 2008, 2, 1–8. [Google Scholar] [CrossRef]
- Song, A.J.; Ji, Y.M.; Li, C.; Cao, Y.J. Modeling and validation of the momentum force for bubble formation from submerged orifices with an oscillatory air supply. Chem. Eng. Sci. 2021, 233, 116387–116395. [Google Scholar] [CrossRef]
- Coward, T.; Lee, J.G.M.; Caldwell, G.S. The effect of bubble size on the efficiency and economics of harvesting microalgae by foam flotation. J. Appl. Phycol. 2015, 27, 733–742. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Park, H.; Ng, C.Y.; Wang, L. Use of oscillatory air supply for improving the through put and carrying capacity of column flotation. Powder Technol. 2019, 353, 41–47. [Google Scholar] [CrossRef]
- Wang, J.Y.; Park, H.; Ng, C.Y.; Wang, L.G. A sustainable and green process based on froth flotation for effective recovery of combustibles from coking coal fines. Int. J. Coal Prep. Util. 2020, 1–8. [Google Scholar] [CrossRef]
- Li, C.; Wang, L.G. Improved froth zone and collection zone recoveries of fine mineral particles in a flotation column with oscillatory air supply. Sep. Purif. Technol. 2018, 193, 311–316. [Google Scholar] [CrossRef]
- Li, C.; Dong, L.S.; Wang, L.G. Improvement of flotation recovery using oscillatory air supply. Miner. Eng. 2019, 131, 321–324. [Google Scholar] [CrossRef]
- Stanovsky, P.; Ruzicka, M.C.; Martins, A.; Teixeira, J.A. Meniscus dynamics in bubble formation: A parametric study. Chem. Eng. Sci. 2011, 66, 3258–3267. [Google Scholar] [CrossRef][Green Version]
- Hanotu, J.O.; Bandulasena, H.; Zimmerman, W.B. Aerator design for microbubble generation. Chem. Eng. Res. Des. 2017, 123, 367–376. [Google Scholar] [CrossRef]
- Wen, J.; Sun, Q.; Sun, Z.; Gu, H. The effect of multi-orifice plate configuration on bubble de tachment volume. Chin. J. Chem. Eng. 2019, 27, 72–84. [Google Scholar] [CrossRef]
- Araujo, A.C.; Viana, P.R.M.; Peres, A.E.C. Reagents in iron ores flotation. Miner. Eng. 2005, 18, 219–224. [Google Scholar] [CrossRef]
- Sadhal, S.S.; Ayyaswamy, P.S.; Chung, J.N. Transport Phenomena with Drops and Bubbles; Springer: New York, NY, USA, 1997. [Google Scholar]
- Kupferberg, A. Bubble formation at a submerged orifice above a gas chamber of finite volume. Trans. Inst. Chem. Eng. 1969, 47, 241–250. [Google Scholar]
- Park, Y.; Tyler, A.L.; De Nevers, N. The chamber orifice interaction in the formation of bubbles. Chem. Eng. Sci. 1977, 32, 907–916. [Google Scholar] [CrossRef]
- Mohseni, E.; Jose Kalayathine, J.; Reinecke, S.F.; Hampel, U. Dynamics of bubble formation at micro-orifices under constant gas flow conditions. Int. J. Multiphase Flow. 2020, 132, 103407–103422. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Passing (%) | 10 | 30 | 50 | 70 | 90 |
| Size (μm) | 3.1 | 9.8 | 16.7 | 27.4 | 45.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, Y.; Song, A.; Li, C.; Cao, Y. Role of Sparger Configuration in Determining Flotation Performance under Oscillatory Air Supply. Processes 2021, 9, 638. https://doi.org/10.3390/pr9040638
Ji Y, Song A, Li C, Cao Y. Role of Sparger Configuration in Determining Flotation Performance under Oscillatory Air Supply. Processes. 2021; 9(4):638. https://doi.org/10.3390/pr9040638
Chicago/Turabian StyleJi, Yiming, Ajuan Song, Chao Li, and Yijun Cao. 2021. "Role of Sparger Configuration in Determining Flotation Performance under Oscillatory Air Supply" Processes 9, no. 4: 638. https://doi.org/10.3390/pr9040638
APA StyleJi, Y., Song, A., Li, C., & Cao, Y. (2021). Role of Sparger Configuration in Determining Flotation Performance under Oscillatory Air Supply. Processes, 9(4), 638. https://doi.org/10.3390/pr9040638