
Reused Plant Fried Oil: A Case Study with Home-Made Soaps

 ,
,  , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Soap Samples
2.2. Assessment of the Physicochemical Properties of the Soap
2.3. Assessment of the Antimicrobial Properties of the Soap
2.4. Statistics
3. Results and Discussion
3.1. Physicochemical Analysis
3.2. Antimicrobial Assessment
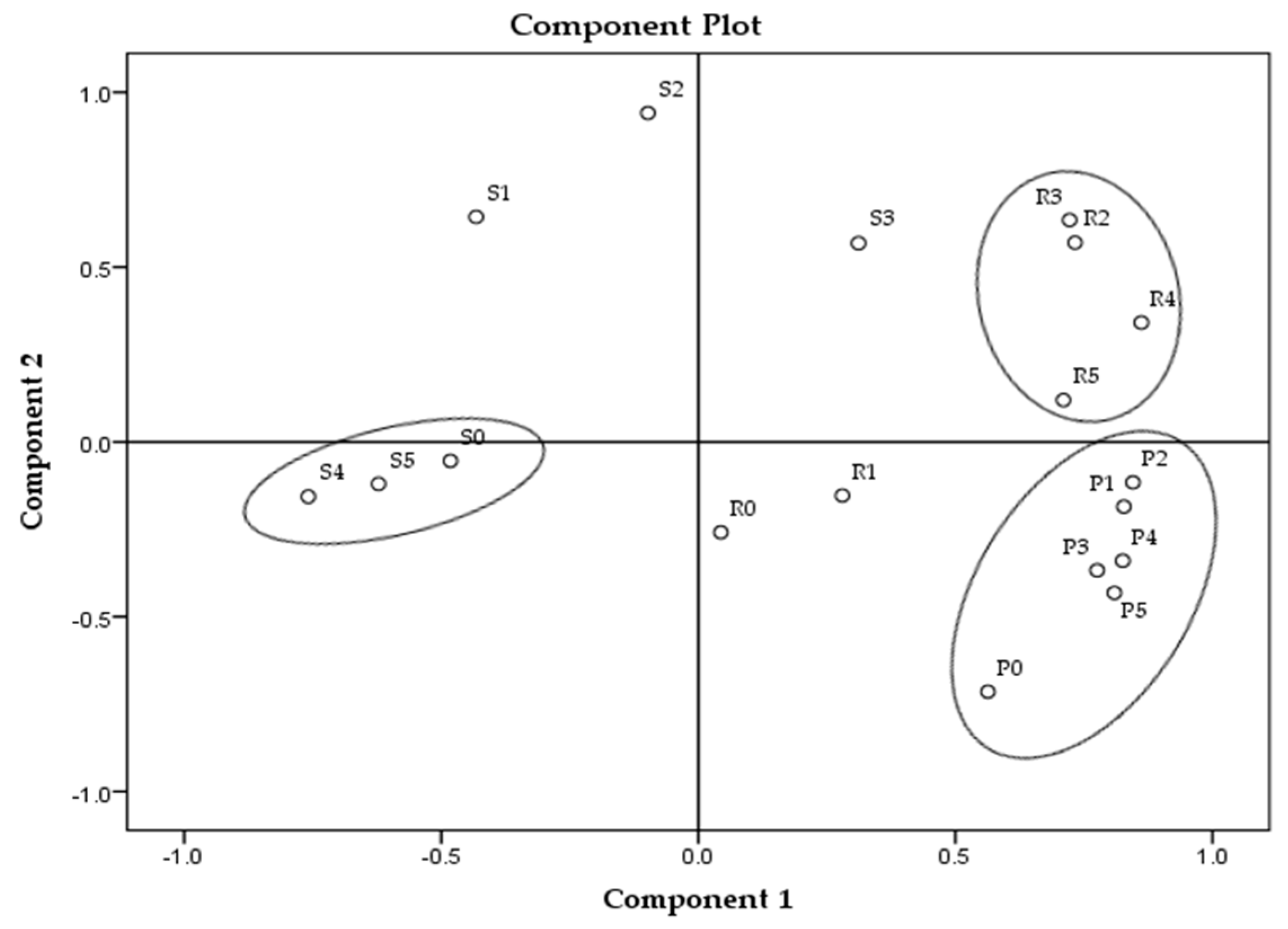
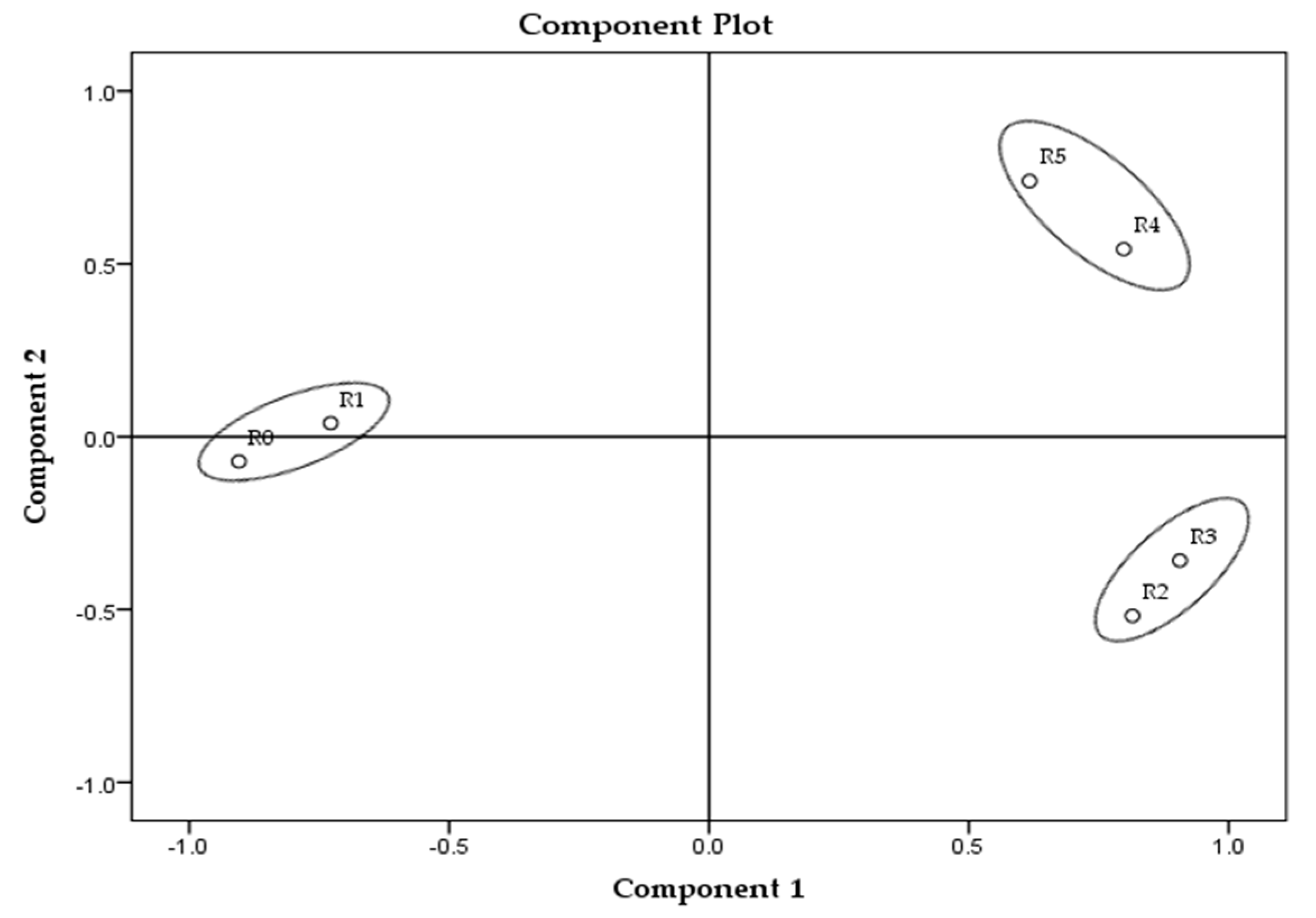
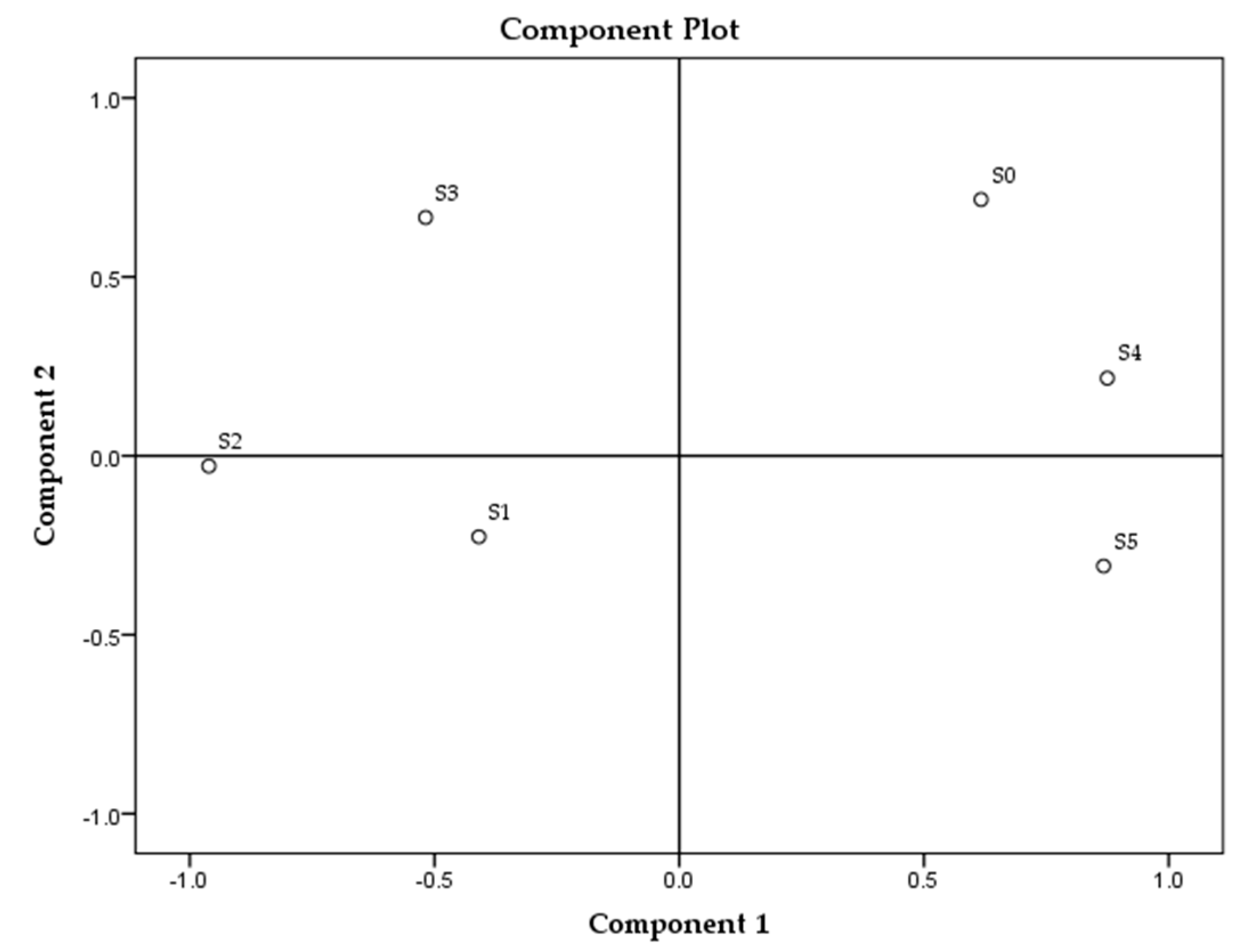
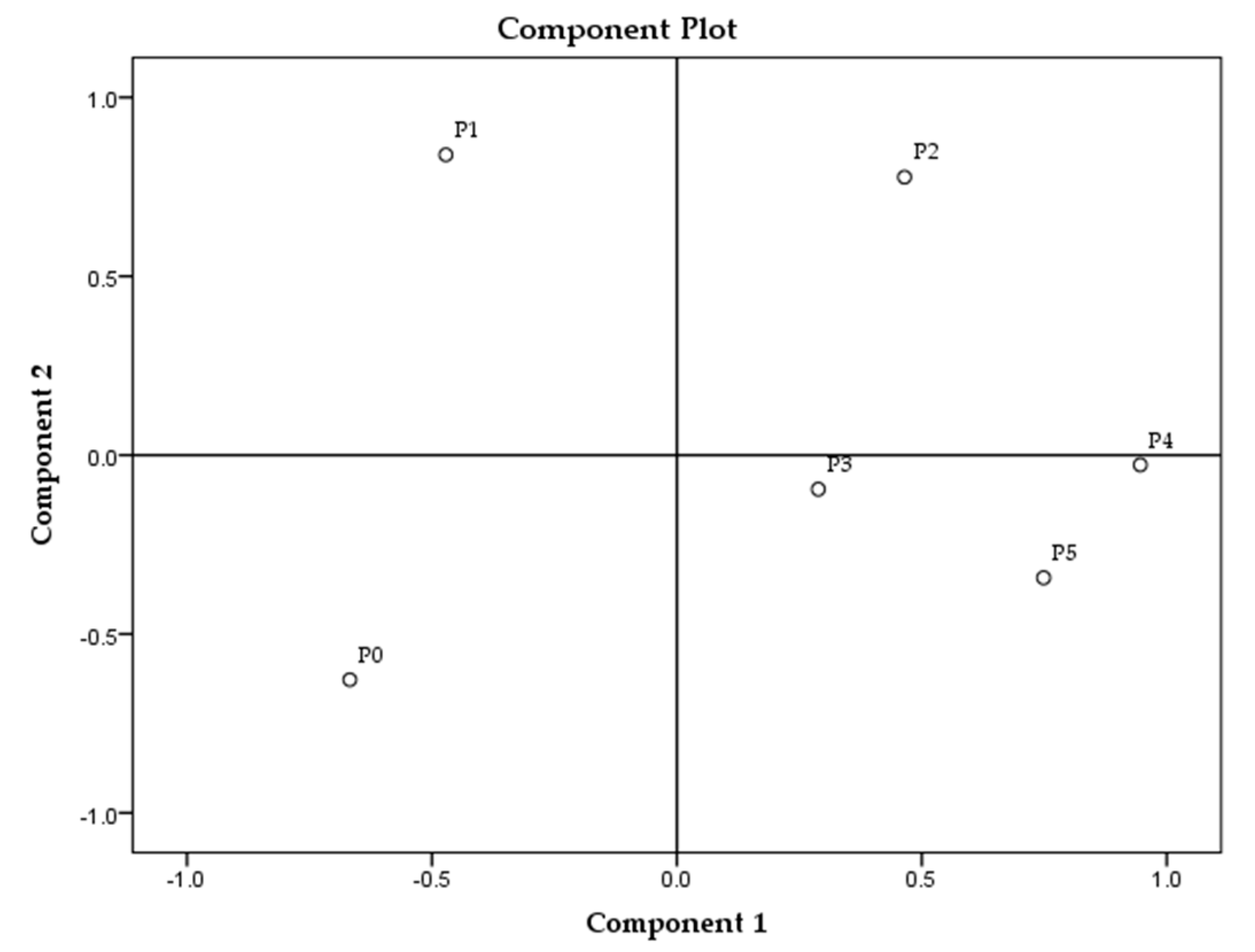
3.3. PCA Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nikolaou, I.E.; Evangelinos, K.I.; Allan, S. A reverse logistics social responsibility evaluation framework based on the triple bottom line approach. J. Clean. Prod. 2013, 56, 173–184. [Google Scholar] [CrossRef]
- Herva, M.; Neto, B.; Roca, E. Environmental assessment of the integrated municipal solid waste management system in Porto (Portugal). J. Clean. Prod. 2014, 70, 183–193. [Google Scholar] [CrossRef]
- Panadare, D.C. Applications of waste cooking oil other than biodiesel: A review. Iran. J. Chem. Eng. (IJChE) 2015, 12, 55–76. [Google Scholar]
- Mannu, A.; Garroni, S.; Ibanez Porras, J.; Mele, A. Available Technologies and Materials for Waste Cooking Oil Recycling. Processes 2020, 8, 366. [Google Scholar] [CrossRef]
- Statista.com. Available online: https://www.statista.com/statistics/263937/vegetable-oils-global-consumption/ (accessed on 5 May 2020).
- Lopes, M.; Miranda, S.M.; Belo, I. Microbial valorization of waste cooking oils for valuable compounds production—A review. Crit. Rev. Environ. Sci. Technol. 2019, 50, 2583–2616. [Google Scholar] [CrossRef]
- Hillairet, F.; Allemandou, V.; Golab, K. Analysis of the Current Development of Household UCO Collection Systems in the EU; GREENEA: Coivert, France, 2016. [Google Scholar]
- Maniak, B.; Szmigielski, M.; Piekarski, W.; Markowska, A. Physicochemical changes of post-frying sunflower oil. Int. Agrophys. 2009, 23, 243–248. [Google Scholar]
- Gökalp, İ.; Uz, V.E. Utilizing of Waste Vegetable Cooking Oil in bitumen: Zero tolerance aging approach. Constr. Build. Mater. 2019, 227, 116695. [Google Scholar] [CrossRef]
- Maotsela, T.; Danha, G.; Muzenda, E. Utilization of Waste Cooking Oil and Tallow for Production of Toilet “Bath” Soap. Procedia Manuf. 2019, 35, 541–545. [Google Scholar] [CrossRef]
- Félix, S.; Araújo, J.; Pires, A.M.; Sousa, A.C. Soap production: A green prospective. Waste Manag. 2017, 66, 190–195. [Google Scholar] [CrossRef]
- Lefebvre, X.; Paul, E.; Mauret, M.; Baptiste, P.; Capdeville, B. Kinetic characterization of saponified domestic lipid residues aerobic biodegradation. Water Res. 1998, 32, 3031–3038. [Google Scholar] [CrossRef]
- Antonić, B.; Dordević, D.; Jančíková, S.; Tremlova, B.; Kushkevych, I. Physicochemical Characterization of Home-Made Soap from Waste-Used Frying Oils. Processes 2019, 8, 1219. [Google Scholar] [CrossRef]
- Zhu, X.N.; Lyu, X.J.; Wang, Q.; Qiu, J.; Wang, S.S.; Liu, X.Y.; Li, L. Clean utilization of waste oil: Soap collectors prepared by alkaline hydrolysis for fluorite flotation. J. Clean. Prod. 2019, 240, 118179. [Google Scholar] [CrossRef]
- Sanaguano-Salguero, H.; Tigre-Leon, A.; Bayas-Morejon, I.F. Use of waste cooking oil in the manufacture of soaps. Int. J. Ecol. Dev. 2018, 33, 19–27. [Google Scholar]
- Adane, L. Preparation of Laundry Soap from Used Cooking Oils: Getting value out of waste. Sci. Res. Essays 2020, 15, 1–10. [Google Scholar]
- Adigun, O.; Manful, C.; Prieto Vidal, N.; Mumtaz, A.; Pham, T.H.; Stewart, P.; Nadeem, M.; Keough, D.; Thomas, R. Use of Natural Antioxidants from Newfoundland Wild Berries to Improve the Shelf Life of Natural Herbal Soaps. Antioxidants 2019, 8, 536. [Google Scholar] [CrossRef] [PubMed]
- Mendes, B.R.; Shimabukuro, D.M.; Uber, M.; Abagge, K.T. Critical assessment of the pH of children’s soap. Jornal de Pediatria (Versão em Português) 2016, 92, 290–295. [Google Scholar] [CrossRef][Green Version]
- ČSN 68 1148 Methods of Test for Surfactants and Detergents-Surfactants-Analysis of Soaps-Determination of Free Corrosive Alkalis; (Translated by Google Translate); Czech Standards Institute: Prague, Czech Republic, 1994.
- Vivian, O.P.; Nathan, O.; Osano, A.; Mesopirr, L.; Omwoyo, W.N. Assessment of the physicochemical properties of selected commercial soaps manufactured and sold in Kenya. Open J. Appl. Sci. 2014, 4, 433–440. [Google Scholar] [CrossRef]
- Khalifa, I.; Barakat, H.; El-Mansy, H.A.; Soliman, S.A. Improving the shelf-life stability of apple and strawberry fruits applying chitosan-incorporated olive oil processing residues coating. Food Packag. Shelf Life 2016, 9, 10–19. [Google Scholar] [CrossRef]
- Kempka, A.P.; Horvath, F.J.; Fagundes, P.; Prestes, R.C. Foaming and emulsifying capacity, foam and emulsion stability of proteins of porcine blood: Determination at different values of pH and concentrations. Revista Brasileira de Tecnologia 2015, 9, 1797–1809. [Google Scholar] [CrossRef]
- Tarun, J.; Susan, J.; Jacob Suria, V.J.S.; Criton, S. Evaluation of pH of bathing soaps and shampoos for skin and hair care. Indian J. Dermatol. 2014, 59, 442. [Google Scholar] [CrossRef]
- Betsy, K.J.; Jilu, M.; Fathima, R.; Varkey, J.T. Determination of Alkali Content & Total Fatty Matter in Cleansing Agents. Asian J. Sci. Appl. Technol. 2012, 2, 8–12. [Google Scholar]
- Awang, R.; Ahmad, S.; Ghazali, R.A.Z.M.A.H. Properties of sodium soap derived from palm-based dihydroxystearic acid. J. Oil Palm Res. 2001, 13, 33–38. [Google Scholar]
- Gaweł, S.; Wardas, M.; Niedworok, E.; Wardas, P. Malondialdehyde (MDA) as a lipid peroxidation marker. Wiadomosci Lekarskie 2004, 57, 453–455. [Google Scholar] [PubMed]
- Oboh, G.; Falade, A.O.; Ademiluyi, A.O. Effect of thermal oxidation on the physico-chemical properties, malondialdehyde and carotenoid contents of palm oil. Rivista Italiana Delle Sostanze Grasse 2014, 91, 59–65. [Google Scholar]
- Akkaya, M.R. Prediction of fatty acid composition of sunflower seeds by near-infrared reflectance spectroscopy. J. Food Sci. Technol. 2018, 55, 2318–2325. [Google Scholar] [CrossRef]
- Jang, H.; Makita, Y.; Jung, K.; Ishizaka, S.; Karasawa, K.; Oida, K.; Takai, M.; Matsuda, H.; Tanaka, A. Linoleic acid salt with ultrapure soft water as an antibacterial combination against dermato-pathogenic Staphylococcus spp. J. Appl. Microbiol. 2016, 120, 280–288. [Google Scholar] [CrossRef]
- Kawahara, T.; Takita, M.; Masunaga, A.; Morita, H.; Tsukatani, T.; Nakazawa, K.; Go, D.; Akita, S. Fatty Acid Potassium Had Beneficial Bactericidal Effects and Removed Staphylococcus aureus Biofilms while Exhibiting Reduced Cytotoxicity towards Mouse Fibroblasts and Human Keratinocytes. Int. J. Mol. Sci. 2019, 20, 312. [Google Scholar] [CrossRef]
- Huang, C.B.; George, B.; Ebersole, J.L. Antimicrobial activity of n-6, n-7 and n-9 fatty acids and their esters for oral microorganisms. Arch. Oral Biol. 2010, 55, 555–560. [Google Scholar] [CrossRef] [PubMed]
- Matthaus, B.; Özcan, M.M.; Al Juhaimi, F. Some rape/canola seed oils: Fatty acid composition and tocopherols. Z. Naturforschung C 2016, 71, 73–77. [Google Scholar] [CrossRef]
- Aydınkaptan, E.; Mazı, I.B. Monitoring the physicochemical features of sunflower oil and French fries during repeated microwave frying and deep-fat frying. Grasas Aceites 2017, 68, 202. [Google Scholar] [CrossRef]
- Aung, W.P.; Bjertness, E.; Htet, A.S.; Stigum, H.; Chongsuvivatwong, V.; Soe, P.P.; Kjøllesdal, M.K.R. Fatty acid profiles of various vegetable oils and the association between the use of palm oil vs. peanut oil and risk factors for non-communicable diseases in Yangon region, Myanmar. Nutrients 2018, 10, 1193. [Google Scholar] [CrossRef] [PubMed]
- Montoya, C.; Cochard, B.; Flori, A.; Cros, D.; Lopes, R.; Cuellar, T.; Espeout, S.; Syaputra, I.; Villeneuve, P.; Pina, M.; et al. Genetic architecture of palm oil fatty acid composition in cultivated oil palm (Elaeis guineensis Jacq.) compared to its wild relative E. oleifera (HBK) Cortés. PLoS ONE 2014, 9, e95412. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Abbreviation | Oil TPM Level (%) | ||
|---|---|---|---|---|
| R | S | P | ||
| Controls | R0/S0/P0 | 6 | 7.5 | 5 |
| Sample 1 sets | R1/S1/P1 | 6.5 | 9 | 6.5 |
| Sample 2 sets | R2/S2/P2 | 10 | 10 | 10 |
| Sample 3 sets | R3/S3/P3 | 15 | 15 | 15 |
| Sample 4 sets | R4/S4/P4 | 20 | 20 | 20 |
| Sample 5 sets | R5/5S/P5 | 24 | 24 | 24 |
| Sample | pH | Moisture (%) | Total Fatty Matter (%) | Total Alkali (%) | Total Fat Content (%) | MDA (µg/g) |
|---|---|---|---|---|---|---|
| R0 | 9.67 ± 0.00 a | 7.43 ± 0.17 | 82.34 ± 1.34 | 0.00 ± 0.00 | 1.63 ± 0.10 | 2.09 ± 0.05 a |
| R1 | 9.80 ± 0.01 b | 7.06 ± 1.73 | 81.96 ± 1.56 | 0.00 ± 0.00 | 2.38 ± 0.11 | 2.58 ± 0.04 b |
| R2 | 10.08 ± 0.01 c | 9.91 ± 0.52 | 80.00 ± 2.20 | 0.00 ± 0.00 | 1.74 ± 0.27 | 0.68 ± 0.00 c |
| R3 | 10.08 ± 0.00 acd | 9.82 ± 1.48 | 81.61 ± 1.12 | 0.00 ± 0.00 | 1.43 ± 0.15 | 0.71 ± 0.00 d |
| R4 | 10.11 ± 0.01 d | 9.21 ± 1.44 | 83.31 ± 1.10 | 0.00 ± 0.00 | 1.37 ± 0.06 | 0.83 ± 0.00 e |
| R5 | 10.08 ± 0.01 c | 8.16 ± 0.87 | 84.33 ± 0.65 | 0.00 ± 0.00 | 0.95 ± 0.08 | 0.96 ± 0.00 f |
| S0 | 9.58 ± 0.01 x | 6.44 ± 0.67 | 85.98 ± 0.51 x | 0.00 ± 0.00 | 1.61 ± 0.15 | 4.66 ± 0.04 x |
| S1 | 9.85 ± 0.00 y | 8.28 ± 1.11 | 84.35 ± 0.84 | 0.00 ± 0.00 | 1.29 ± 0.04 | 4.46 ± 0.04 y |
| S2 | 10.06 ± 0.01 z | 9.32 ± 0.17 | 83.32 ± 0.14 y | 0.00 ± 0.00 | 1.30 ± 0.13 | 4.86 ± 0.02 z |
| S3 | 10.07 ± 0.01 z | 7.87 ± 0.82 | 84.67 ± 0.62 | 0.00 ± 0.00 | 1.37 ± 0.00 x | 2.91 ± 0.00 u |
| S4 | 9.48 ± 0.00 y | 6.26 ± 1.45 | 86.31 ± 1.09 | 0.00 ± 0.00 | 1.58 ± 0.08 | 5.73 ± 0.01 v |
| S5 | 9.59 ± 0.01 x | 6.83 ± 1.32 | 85.77 ± 0.99 | 0.00 ± 0.00 | 0.62 ± 0.02 y | 6.61 ± 0.02 w |
| P0 | 10.14 ± 0.01 op | 3.73 ± 0.18 | 88.53 ± 0.14 | 0.00 ± 0.00 o | 1.41 ± 0.01 o | 0.58 ± 0.00 o |
| P1 | 10.16 ± 0.01 p | 3.88 ± 0.13 | 88.35 ± 0.11 | 0.01 ± 0.01 | 1.01 ± 0.17 | 0.45 ± 0.00 p |
| P2 | 10.07 ± 0.00 opq | 3.90 ± 0.06 | 88.25 ± 0.14 | 0.00 ± 0.00 o | 2.20 ± 0.06 | 0.52 ± 0.01 o |
| P3 | 10.13 ± 0.01 op | 3.88 ± 0.25 | 88.25 ± 0.23 | 0.00 ± 0.00 o | 1.85 ± 0.14 | 0.78 ± 0.00 q |
| P4 | 10.00 ± 0.00 oq | 3.74 ± 0.29 | 88.22 ± 0.25 | 0.03 ± 0.01 p | 2.15 ± 0.02 p | 0.81 ± 0.00 r |
| P5 | 9.97 ± 0.01 q | 3.57 ± 0.17 | 88.71 ± 0.13 | 0.00 ± 0.00 o | 1.38 ± 0.10 | 0.94 ± 0.00 s |
| Parameter | Foaming Capacity (%) | Foam Stability (%) | Hardness (g) | Stickiness (g) |
|---|---|---|---|---|
| R0 | 320 ± 35 | 53 ± 7 a | 2320 ± 130 a | −622 ± 116 a |
| R1 | 285 ± 18 | 65 ± 3 | 2424 ± 257 a | −430 ± 34 bc |
| R2 | 340 ± 69 | 71 ± 3 | 1654 ± 235 b | −318 ± 59 b |
| R3 | 350 ± 66 | 67 ± 3 | 1256 ± 183 c | −326 ± 65 b |
| R4 | 262 ± 35 | 71 ± 8 | 1414 ± 128 bc | −405 ± 38 bc |
| R5 | 283 ± 13 | 74 ± 1 b | 1521 ± 185 bc | −457 ± 31 c |
| S0 | 325 ± 75 | 54 ± 8 x | 786 ± 51 x | −411 ± 92 xz |
| S1 | 293 ± 32 | 10 ± 2 y | 856 ± 133 x | −299 ± 31 x |
| S2 | 408 ± 24 x | 23 ± 2 yz | 457 ± 23 y | −148 ± 34 y |
| S3 | 318 ± 51 | 52 ± 10 x | 804 ± 105 x | −153 ± 69 y |
| S4 | 303 ± 25 | 33 ± 4 zw | 1352 ± 155 z | −442 ± 20 z |
| S5 | 250 ± 13 y | 50 ± 6 xw | 1272 ± 118 z | −471 ± 45 z |
| P0 | 215 ± 41 | 72 ± 0 o | 4990 ± 402 o | −794 ± 101 o |
| P1 | 123 ± 8 | 61 ± 2 p | 3866 ± 276 p | −346 ± 85 pq |
| P2 | 175 ± 48 | 68 ± 6 | 3243 ± 363 pq | −287 ± 96 q |
| P3 | 182 ± 51 | 71 ± 1 | 3023 ± 296 q | −427 ± 127 qr |
| P4 | 235 ± 87 | 78 ± 8 | 3037 ± 370 q | −568 ± 75 r |
| P5 | 205 ± 61 | 73 ± 2 | 3319 ± 348 pq | −496 ± 146 pr |
| Soap Concentration | Sample Name | Inhibition of E. coli (%) | Inhibition of MRSA (%) | Inhibition of C. albicans (%) | pH of Soap Solution |
|---|---|---|---|---|---|
| 0% | R0 | 100 | 100 | 100 | 10.0 |
| R5 | 100 | 100 | 100 | 10.2 | |
| 5% | R0 | 100 | 100 | 100 | 10.1 |
| R5 | 100 | 100 | 100 | 10.2 | |
| 2.50% | R0 | 80 | 100 | 100 | 10.1 |
| R5 | 65 | 100 | 100 | 10.2 | |
| 1.25% | R0 | 79 | 100 | 90 | 10.2 |
| R5 | 35 | 88 | 89 | 10.1 | |
| 0.63% | R0 | 75 | 100 | 76 | 8.1 |
| R5 | 29 | 85 | 84 | 8.3 | |
| 0.31% | R0 | 58 | 90 | 69 | 7.2 |
| R5 | 24 | 79 | 67 | 6.6 | |
| 10% | S0 | 100 | 100 | 100 | 9.9 |
| S5 | 100 | 100 | 100 | 9.8 | |
| 5% | S0 | 100 | 100 | 100 | 9.9 |
| S5 | 100 | 100 | 100 | 9.8 | |
| 2.50% | S0 | 100 | 100 | 100 | 10.0 |
| S5 | 63 | 100 | 100 | 9.8 | |
| 1.25% | S0 | 49 | 100 | 95 | 10.0 |
| S5 | 50 | 100 | 90 | 9.8 | |
| 0.63% | S0 | 41 | 100 | 39 | 8.5 |
| S5 | 38 | 100 | 53 | 8.5 | |
| 0.31% | S0 | 14 | 100 | 37 | 7.7 |
| S5 | 21 | 100 | 29 | 8.0 | |
| 10% | P0 | 100 | 100 | 100 | 10.5 |
| P5 | 100 | 100 | 100 | 10.3 | |
| 5% | P0 | 100 | 100 | 100 | 10.5 |
| P5 | 80 | 100 | 100 | 10.4 | |
| 2.50% | P0 | 78 | 100 | 100 | 10.5 |
| P5 | 71 | 100 | 100 | 10.3 | |
| 1.25% | P0 | 77 | 92 | 55 | 10.0 |
| P5 | 63 | 100 | 53 | 9.9 | |
| 0.63% | P0 | 54 | 83 | 47 | 8.3 |
| P5 | 49 | 80 | 29 | 8.2 | |
| 0.31% | P0 | 46 | 36 | 35 | 7.8 |
| P5 | 49 | 76 | 26 | 7.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antonic, B.; Dordevic, D.; Jancikova, S.; Tremlova, B.; Nejezchlebova, M.; Goldová, K.; Treml, J. Reused Plant Fried Oil: A Case Study with Home-Made Soaps. Processes 2021, 9, 529. https://doi.org/10.3390/pr9030529
Antonic B, Dordevic D, Jancikova S, Tremlova B, Nejezchlebova M, Goldová K, Treml J. Reused Plant Fried Oil: A Case Study with Home-Made Soaps. Processes. 2021; 9(3):529. https://doi.org/10.3390/pr9030529
Chicago/Turabian StyleAntonic, Bojan, Dani Dordevic, Simona Jancikova, Bohuslava Tremlova, Marcela Nejezchlebova, Kristýna Goldová, and Jakub Treml. 2021. "Reused Plant Fried Oil: A Case Study with Home-Made Soaps" Processes 9, no. 3: 529. https://doi.org/10.3390/pr9030529
APA StyleAntonic, B., Dordevic, D., Jancikova, S., Tremlova, B., Nejezchlebova, M., Goldová, K., & Treml, J. (2021). Reused Plant Fried Oil: A Case Study with Home-Made Soaps. Processes, 9(3), 529. https://doi.org/10.3390/pr9030529