In this section, we first recall some known facts on the relation between design and control in conventional heat exchangers. Then, we extend the discussion to heat exchangers with bypassing, and we clarify how the choice of the design bypass flowrate impacts on that relation. Furthermore, we develop a simplified model representing the dynamics of a bypass heat exchanger.
2.1. Conventional Heat-Exchanger Configuration
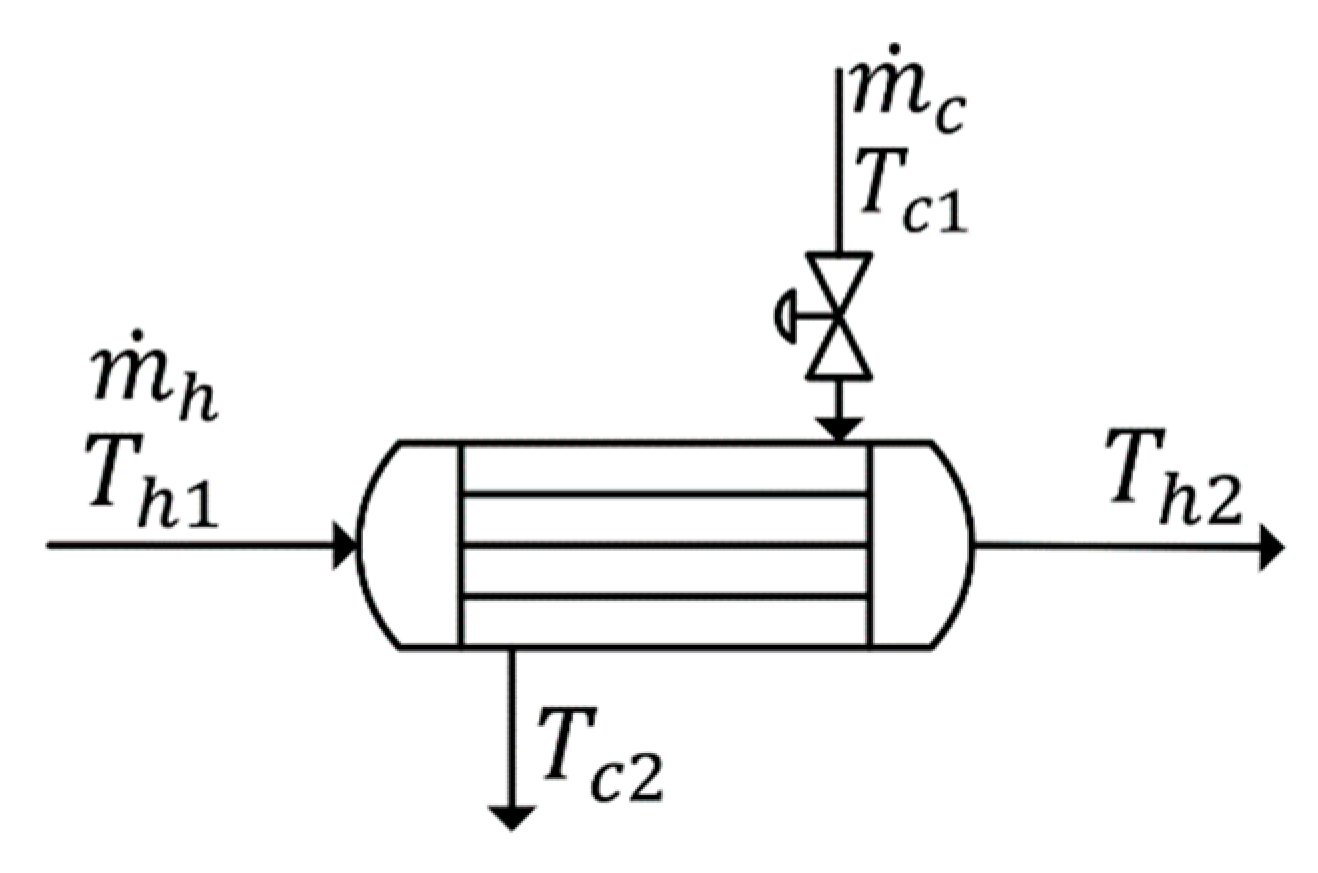
Figure 1 shows the sketch of a heat exchanger where a hot process fluid is cooled using a cold utility stream. We indicate with
and
the mass flows of the hot and cold fluids, respectively; with
and
the inlet and outlet temperatures of the hot fluid; and with
and
the inlet and outlet temperatures of the cold fluid. To simplify the discussion, we assume constant heat capacities (
and
for the hot and cold fluid, respectively), and perfect countercurrent flow in the heat exchanger.
The steady-state response of the heat exchanger to a change in the manipulated utility flow is strongly related to the exchanger design. Shinskey [
1] showed that, by combination of the steady-state energy balance
with the heat-exchanger design equation
the following relation can be obtained
In the above equations,
is the rate at which heat is transferred between the two fluids in the heat exchanger,
is the overall heat exchange coefficient (which is assumed invariant with respect to the flows),
is the area available for heat exchange,
is the normalized (dimensionless) hot fluid outlet temperature, defined as
and
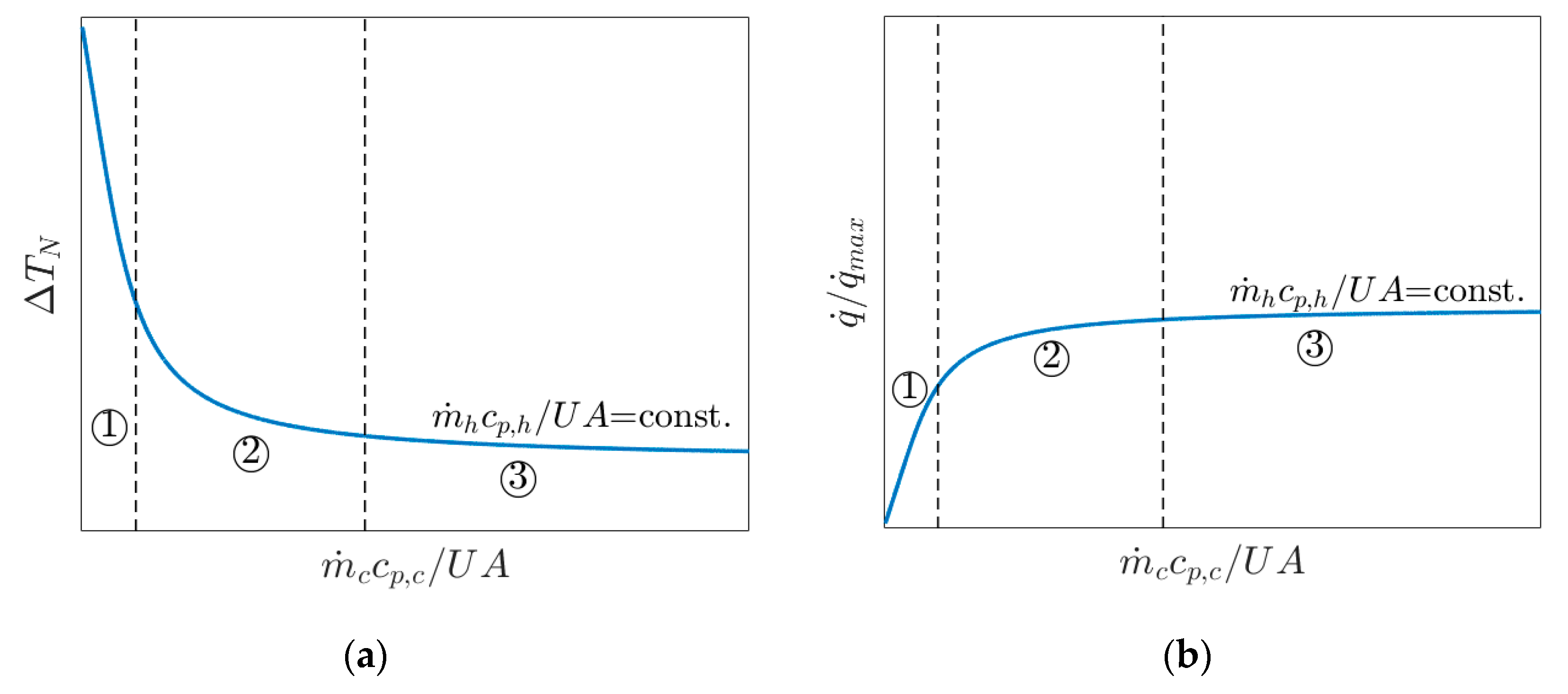
Equation (3) provides a dimensionless steady-state relation between the output to be controlled (
and the input to be manipulated (
) in the heat exchanger. This relation can be plotted as shown qualitatively in
Figure 2a for an assigned value of
, hence for an exchanger of assigned size.
In the heat-exchanger design task, we assume that the following variables are assigned:
,
,
and
; hence, the nominal heat-exchanger duty
is set. This leaves the designer with the possibility of assigning one (and only one) of the following three variables: exchanger area, nominal utility flowrate, nominal utility outlet temperature. Setting one variable automatically determines the other two, and the resulting nominal operating condition of the heat exchanger can then be represented in the curve of
Figure 2a. For example, for an assigned exchanger area (i.e., for a given curve in
Figure 2a), a horizontal line through the nominal value of
allows one to identify on the curve the nominal operation point of the heat exchanger, from which the required value of
is found. The nominal operation point may fall in one of the three regions highlighted in the figure: region ① is characterized by small utility flows (along with high utility outlet temperatures); region ③ is characterized by large utility flows (along with low utility outlet temperatures); region ② is in between. In several practical cases, the designer assigns
because a maximum allowed value may exist for it (e.g., maximum allowed temperature for cooling water, CW). This sets
, and consequently the required area, as well as the exchanger nominal operation region.
The slope of the tangent to the curve in
Figure 2a at each value of
represents the steady-state gain
of the input-output pair
[
1,
2]. Therefore, the resulting heat-exchanger operation region impacts on heat-transfer control. A heat exchanger designed within region ① results in a fairly constant value of
at different values of
, a desirable situation for control. A design in region ② is characterized by a steady-state gain that changes significantly with
, which is not very favorable. Finally, if the heat exchanger is designed to operate within region ③, the steady-state gain is constant but very small, which can limit the achievable control performance.
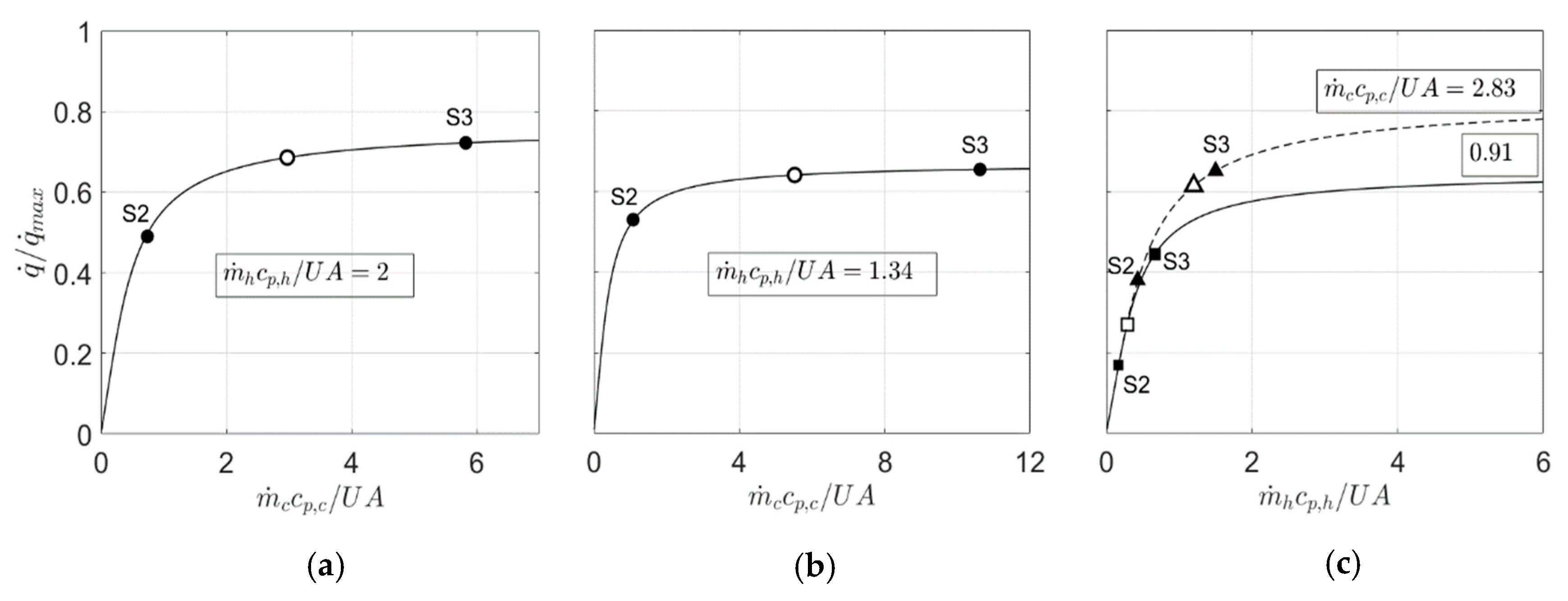
Shinskey [
1] showed that also the exchanger duty can be made dimensionless and plotted against the dimensionless utility flow, resulting in
where
. Equation (7) is illustrated qualitatively in
Figure 2b, which highlights how the duty of a cooler of given area can be changed by adjusting the utility flow. A cooler designed in region ① (small utility flows) can effectively handle changes in the heat rate (e.g., resulting from increased capacity demand), therefore offering greater process rangeability; however, for a cooler designed in region ③ (large utility flows), the sensitivity of heat transfer to the utility flow is very low.
Note that also the dynamics of the input-output response is affected by the selected heat-exchanger design region. Larger exchangers (greater areas) typically result in slower responses, although the extent of the statement also depends on the selected exchanger layout.
2.2. Bypass Heat-Exchanger Configuration
The use of a bypass stream is particularly useful when a utility stream is not available, e.g., when the cold fluid is a process stream whose flowrate cannot be adjusted due to upstream or downstream requirements.
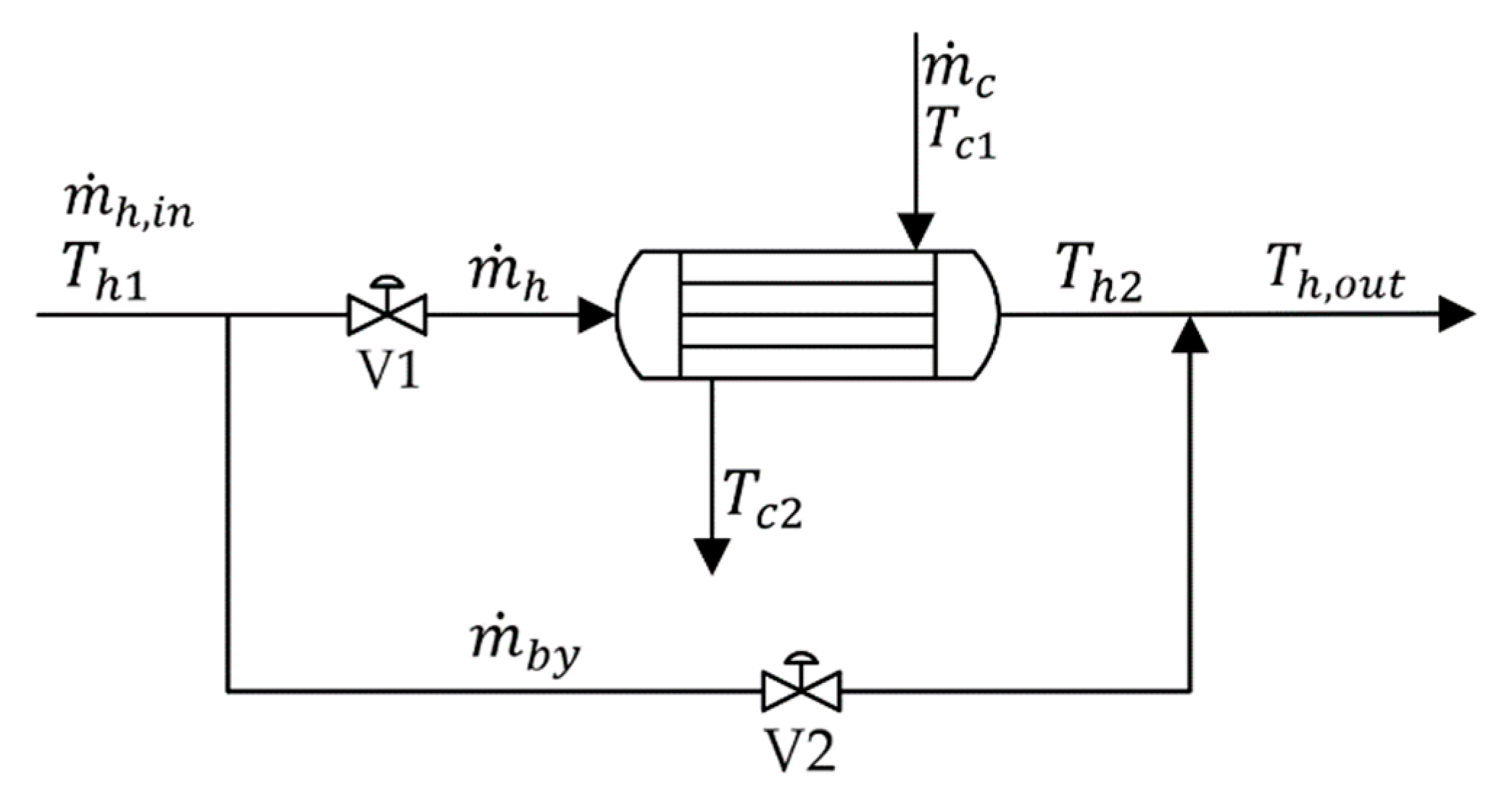
Figure 3 shows the most popular bypass configuration [
8], where the bypassed stream is the same whose temperature is to be controlled. We denote the streams that enter and exit
the heat exchanger with the same symbols as in the conventional configuration of
Figure 1; instead, we indicate with
the mass flow of the hot fluid entering
the overall system, with
the bypass stream mass flow, and with
the hot fluid temperature after the mixing point (i.e., at the system exit). A typical heat-transfer control configuration aims at keeping
at the desired value by manipulating valves V1 and V2 according to a complementary split-range arrangement [
8,
10] as summarized in
Table 1.
With respect to heat-exchanger design, the same considerations on
and
can be drawn as for the conventional configuration, and similar qualitative profiles as in
Figure 2 can be observed. However, the flow appearing in the
x axis (manipulated flow) is now
and not
, and it can range between zero and
. Assume that the same nominal heat rate
as in a conventional configuration is to be exchanged. Although the cold fluid outlet temperature
may be assigned by process requirements, in a heat exchanger with bypassing the designer can arbitrarily assign the flow
of hot fluid through the exchanger, to which the required
is to be transferred. For a given choice of
(or, equivalently, of
, since
), there will be a different value of
that enables obtaining the desired temperature
at the mixing point. The heat-exchanger area will be determined consequently. Therefore, the key design difference between a bypass heat exchanger and a conventional one is that, in a heat exchanger with bypassing, by assigning the design bypass flow the designer can set the exchanger nominal operation region, even if a constraint exists on the cold fluid outlet temperature; that cannot be done in a conventional exchanger. The price to pay is that, since
, the mean temperature difference in the bypass exchanger is smaller than in a conventional one, and the resulting area is therefore greater.
Figure 2b can provide a graphical visualization of the impact of the flowrate through the heat exchanger on the steady-state response. As such, it offers a rationale for assigning the design bypass flowrate. As we will demonstrate later, a heat exchanger with bypassing becomes effective in terms of increased rangeability when the design bypass flow is assigned so that the exchanger operates within region ① at nominal conditions.
From the heat-exchanger dynamics point of view, one advantage of the bypass configuration is that adjustment of the temperature at the mixing point is much faster than at the exchanger exit [
1,
2,
3], and this can improve temperature control. If we neglect transportation delays and sensor lags, the open-loop response of
to a change in the temperature controller output
p can be determined from a block-diagram representation of the system as illustrated in
Figure 4, where variables indicated are defined in the Laplace domain.
We assume that the valves have first order dynamics (with steady-state gain
, time constant
, and transfer functions
and
, respectively), and that the heat exchanger has first-order dynamics with steady-state gain
, time constant
, and transfer function
. Note that typically
. The three gains
,
and
shown in
Figure 4 can be determined from steady-state considerations under the assumption that the mixing has no dynamics. It follows that (the prime symbol ′ denotes a deviation variable):
where all variables in (8)–(10) are evaluated at steady state. By block diagram algebra, one can derive the open-loop transfer function:
whose parameters are:
Hence, the open-loop response of the heat exchanger with bypassing is second-order with numerator dynamics, and the lead time depends on the nominal hot flow through the heat exchanger (hence on the design bypass flow). If the valve dynamics can be neglected, the response is that of a lead-lag system. Note that since the exchanger size changes with , also the exchanger time constant depends on the bypass flow.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}