
Asymmetric Flow Control in a Slab Mold through a New Type of Electromagnetic Field Arrangement



Abstract
:1. Introduction
2. Mathematical Model Setup
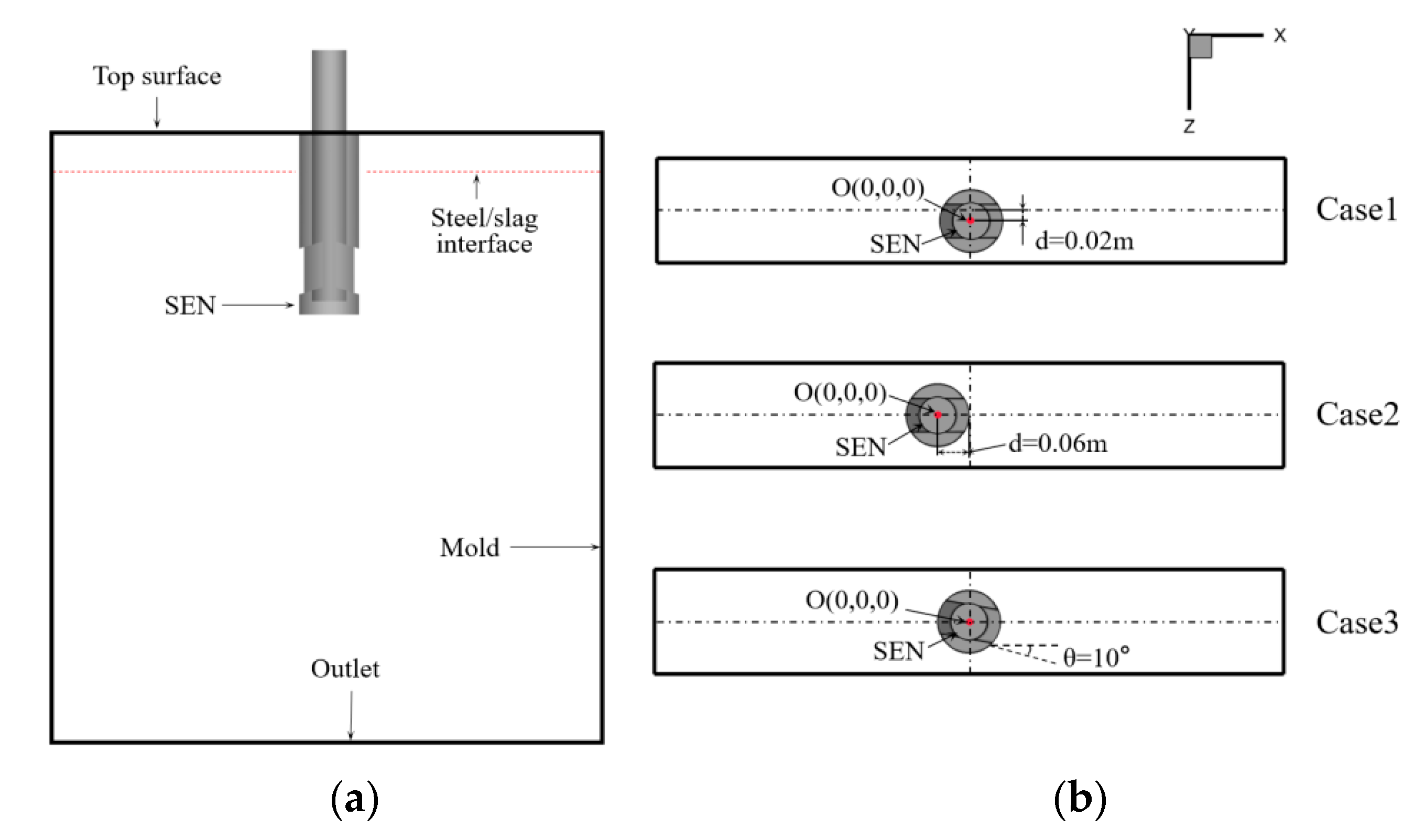
2.1. Asymmetrical Arrangement of SEN
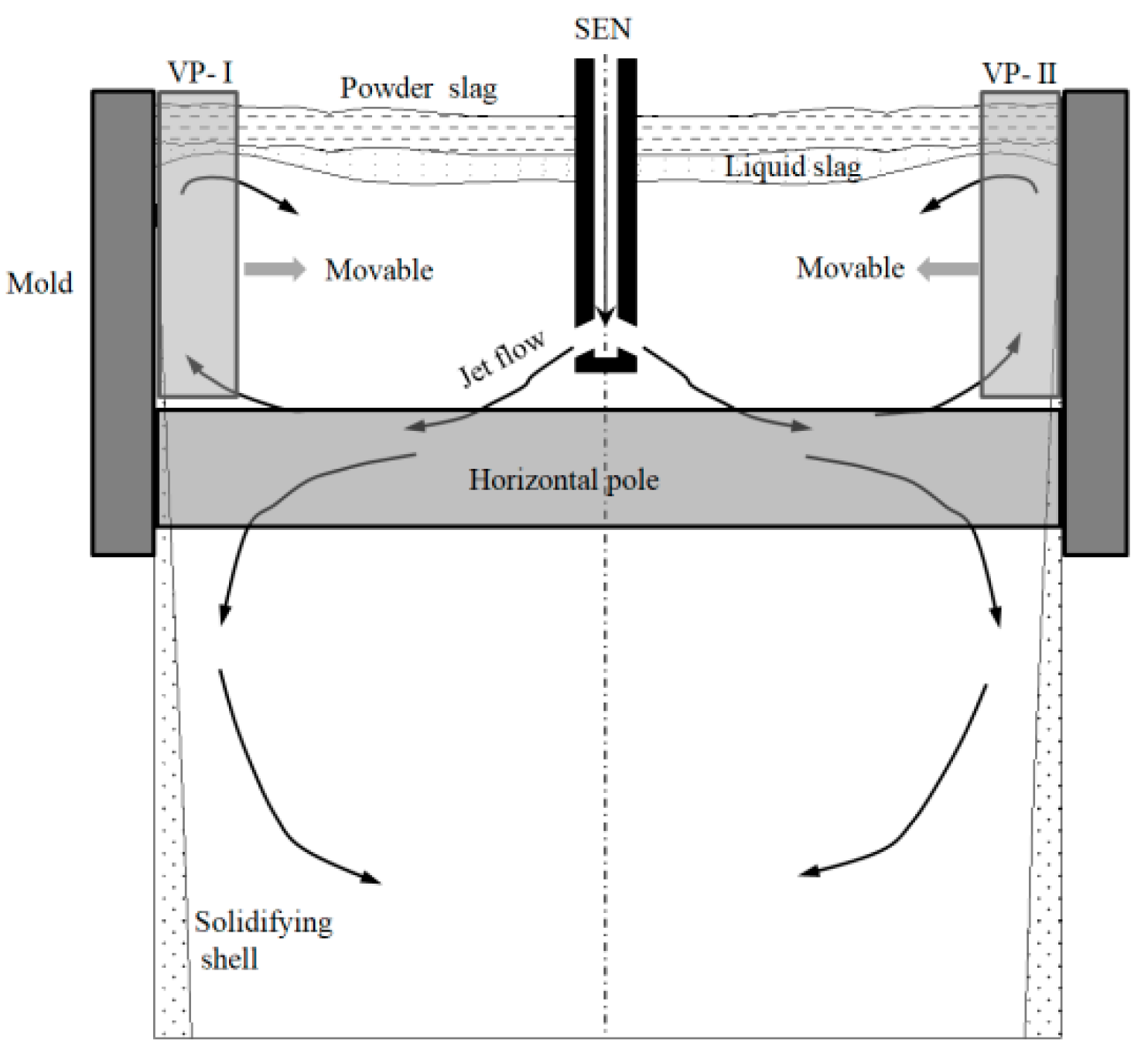
2.2. Configuration of FAC-EMBr
2.3. Governing Equation and Boundary Conditions
2.4. Mesh Independence Test and Validation
3. Results and Discussion
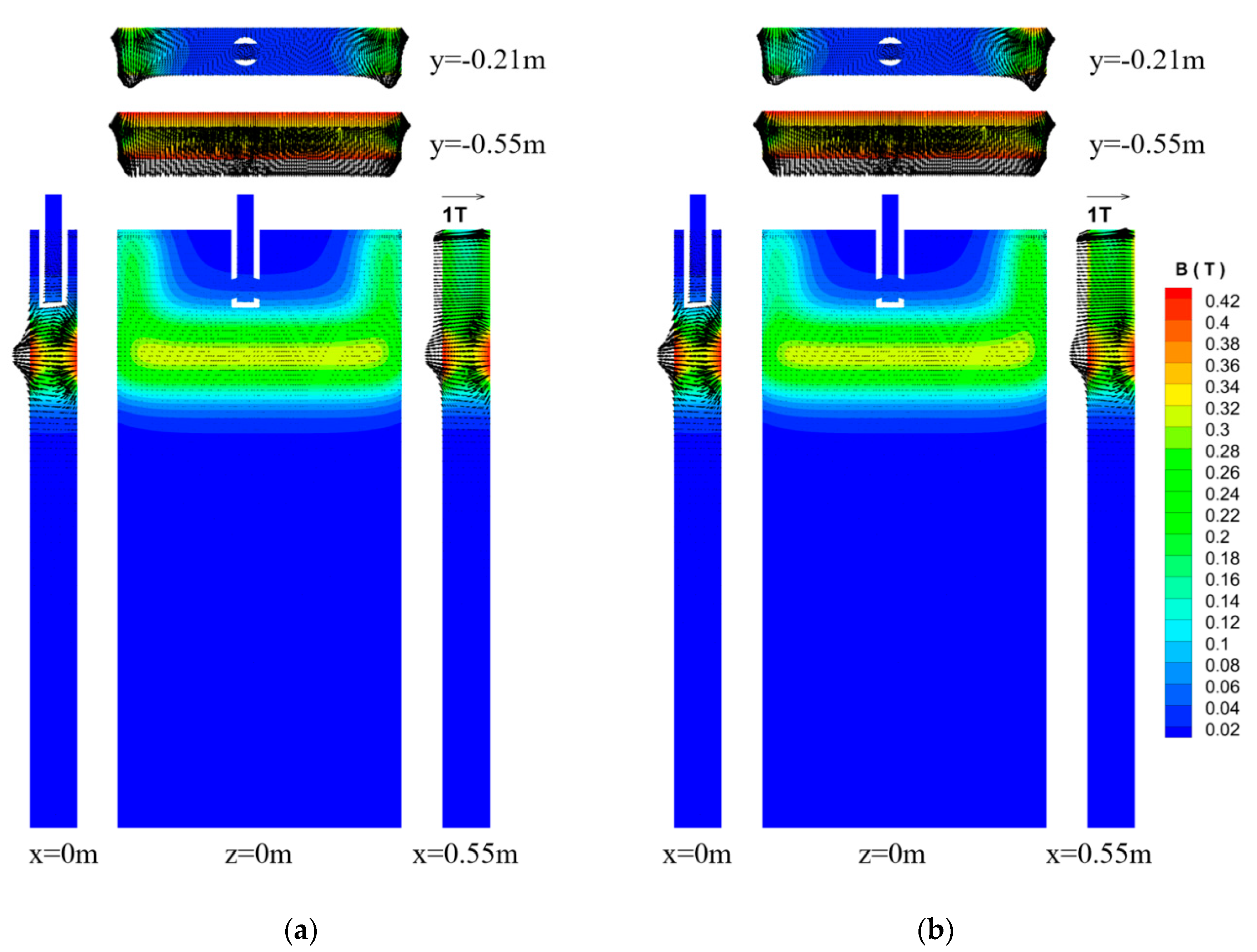
3.1. Magnetic Flux IntensityDistribution
3.2. Effect of SEN Position and Magnetic Field on Molten Steel Flow
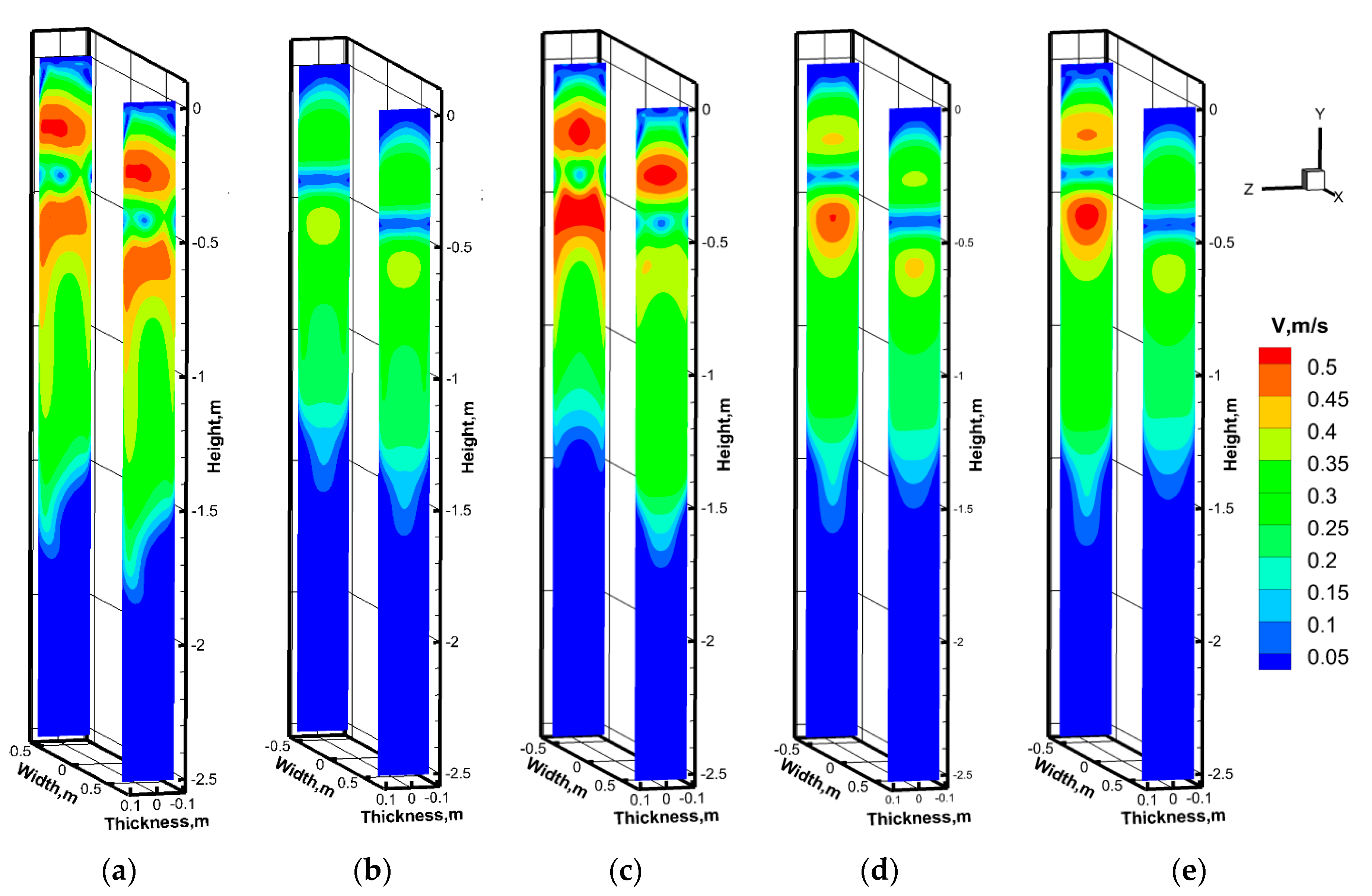
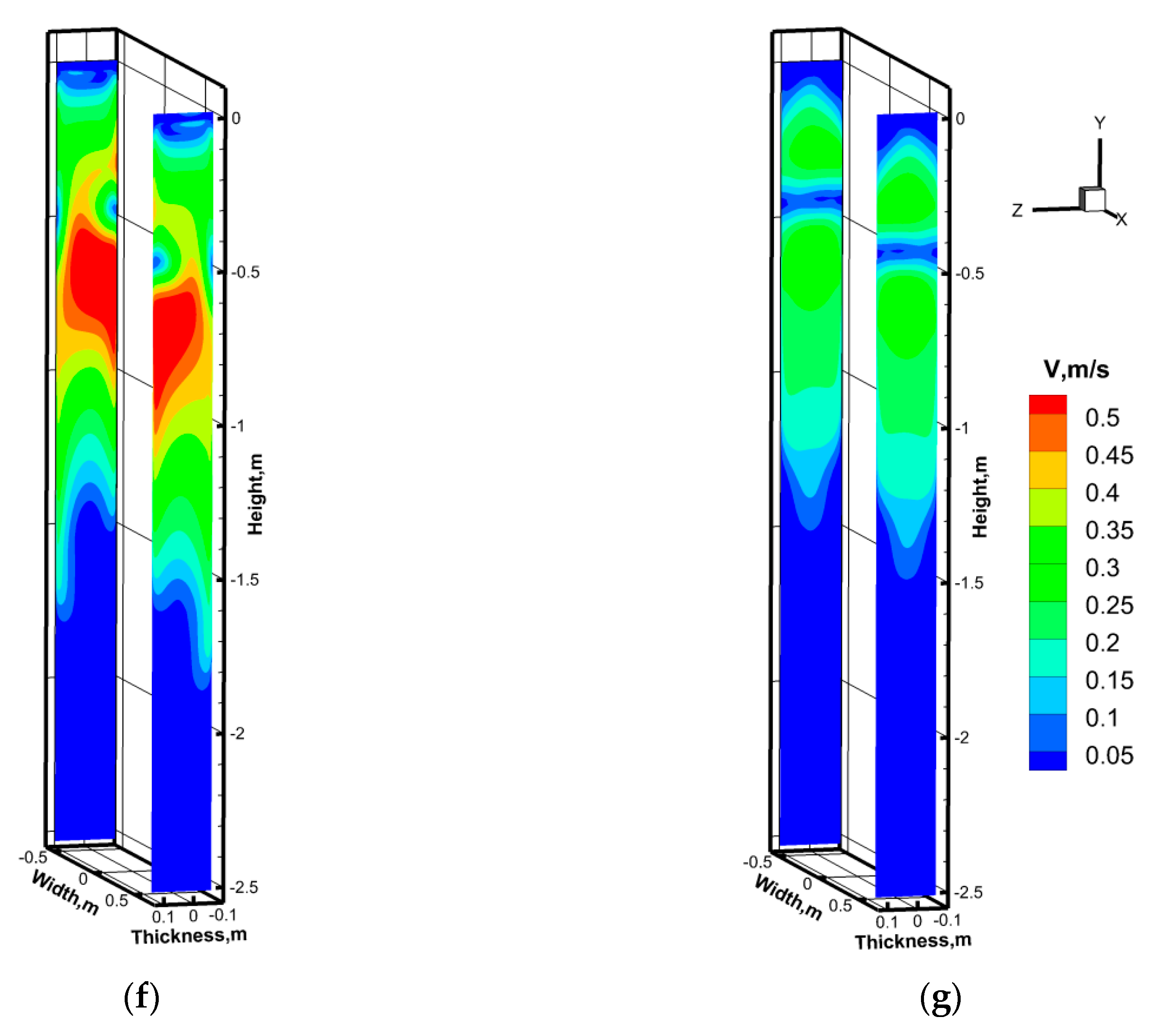
3.2.1. Effect of SEN Position and Magnetic Field on the Velocity
3.2.2. Effect of SEN Position and Magnetic Field on the Velocity
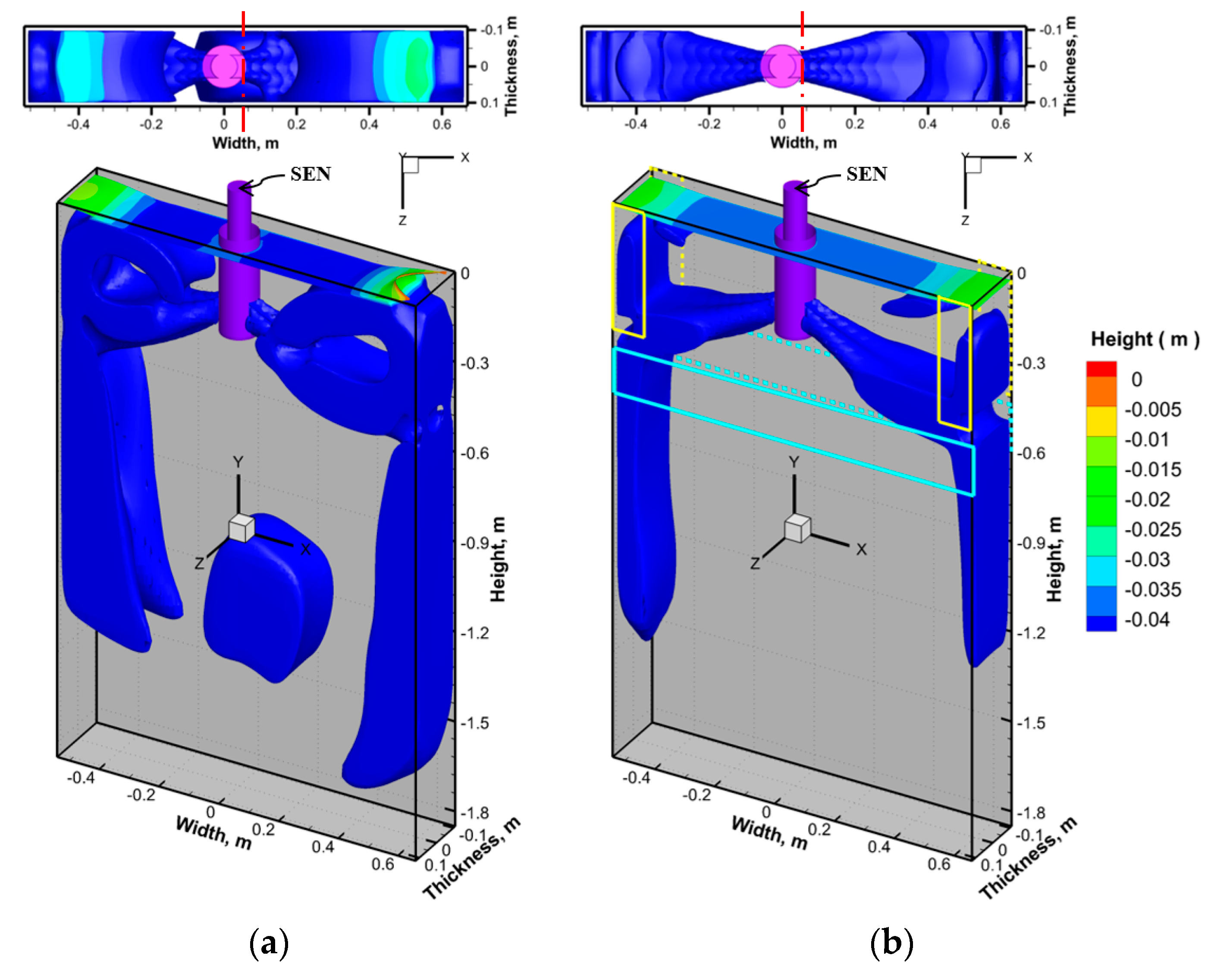
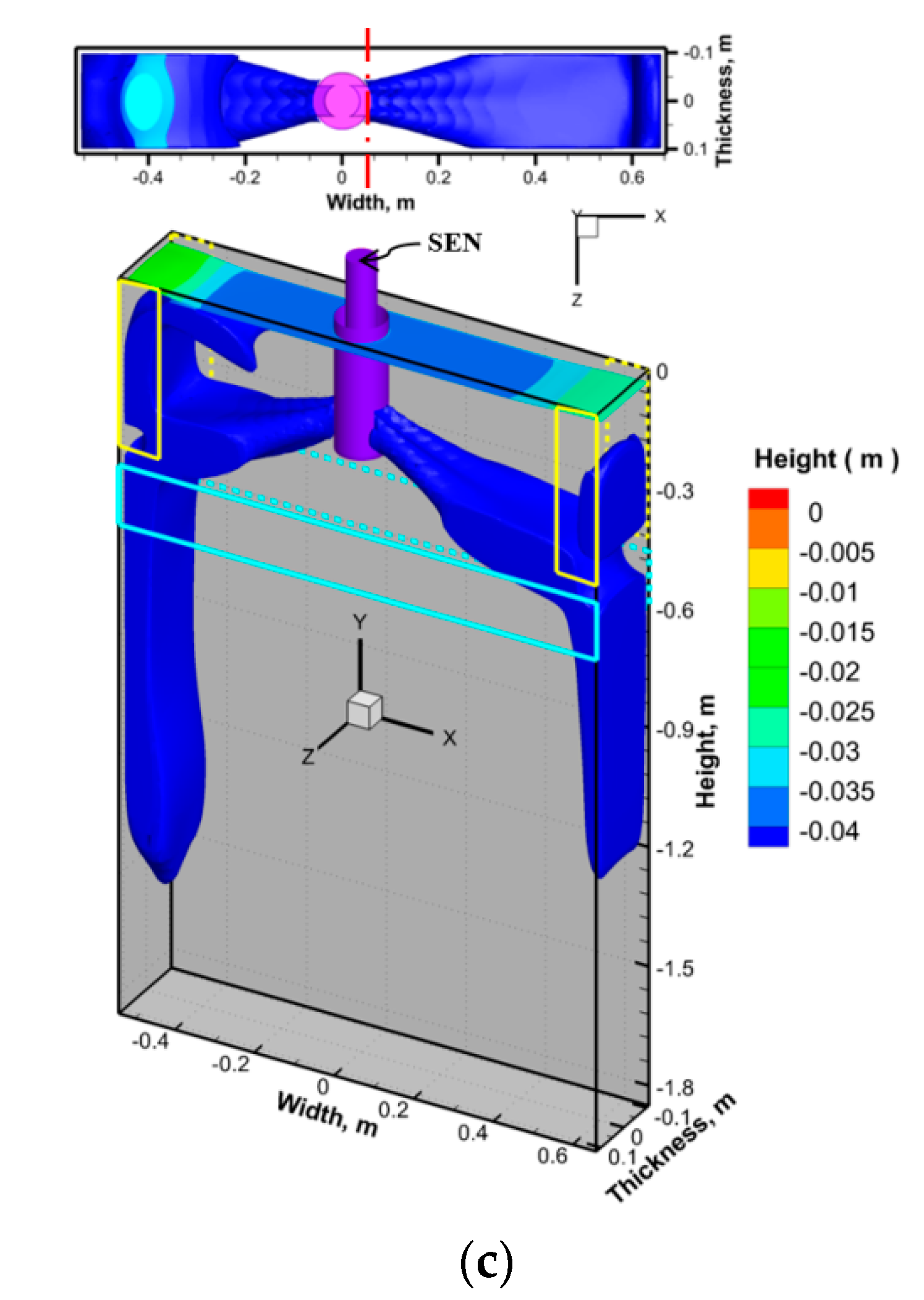
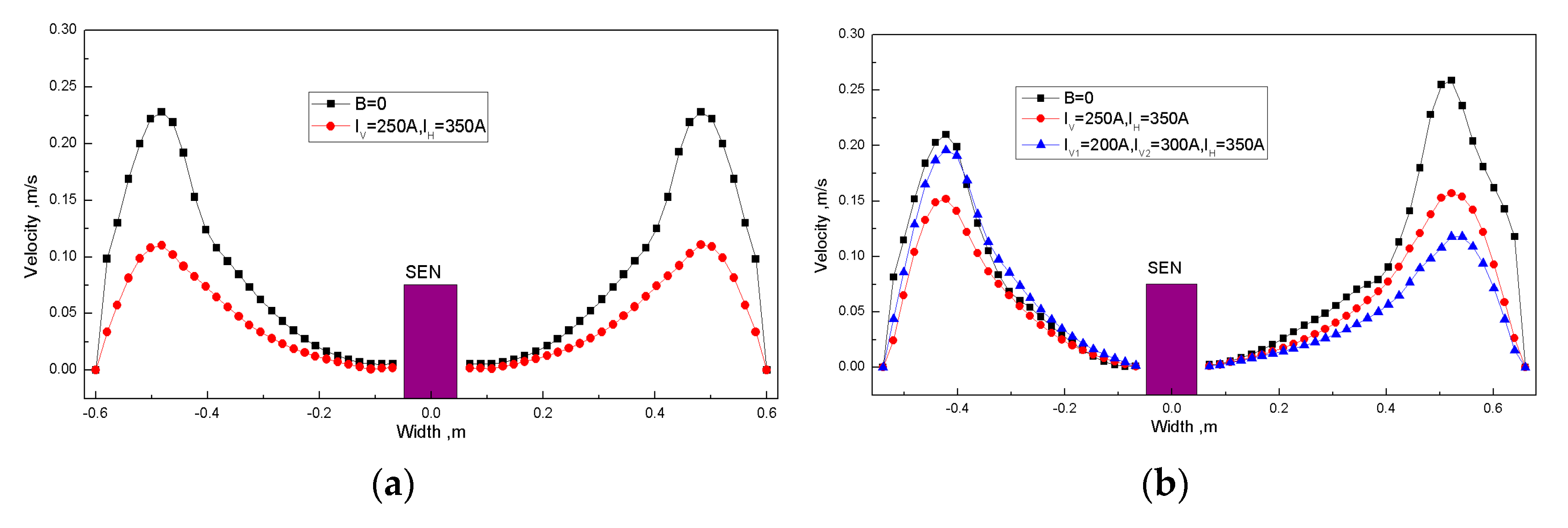
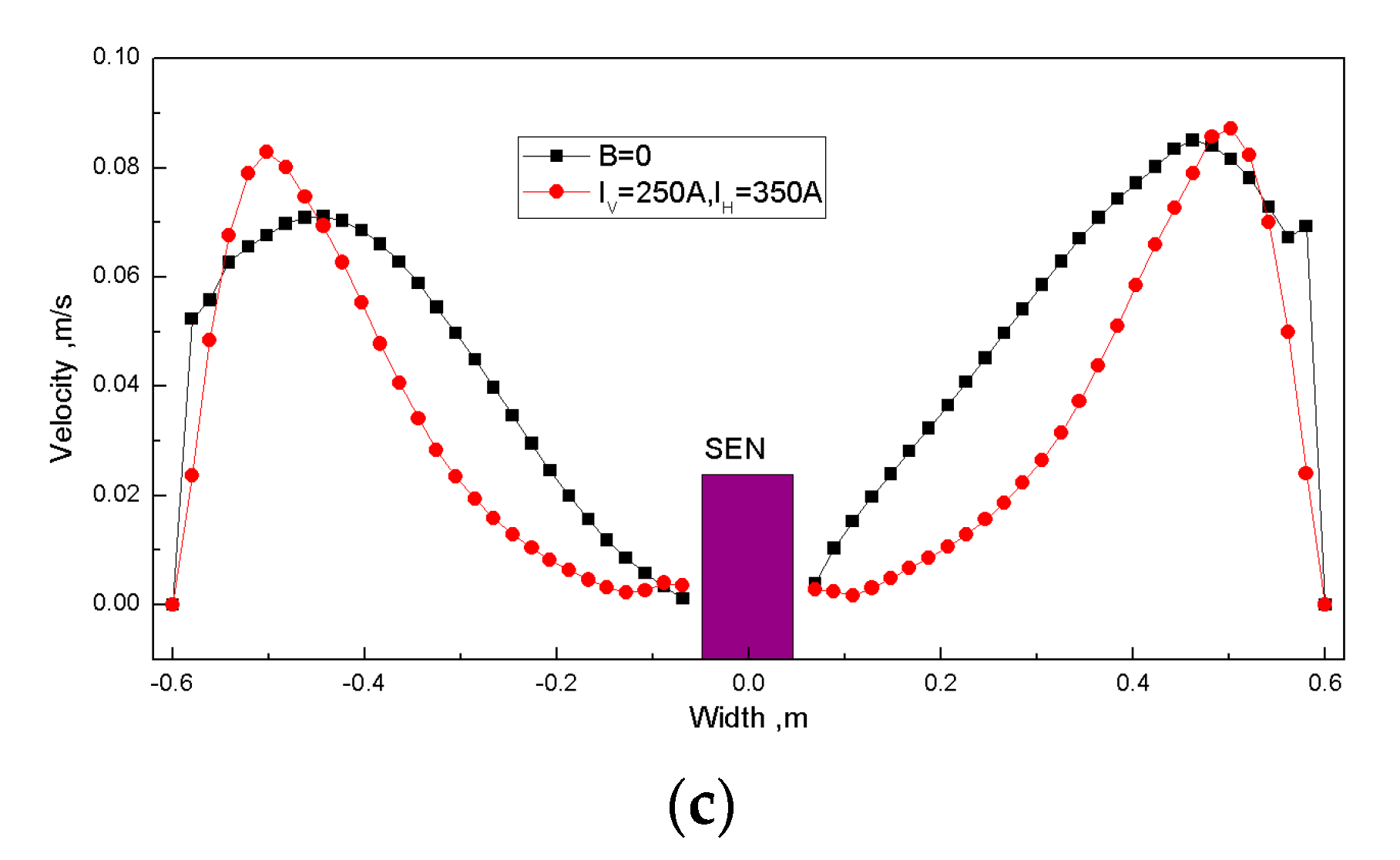
3.2.3. Surface Velocity Distribution
4. Conclusions
- The magnetic field formed by the novel electromagnetic brake can effectively cover three key regions in the mold, namely a molten steel jet flow impact region, an upper recirculation region, and a meniscus region, and the magnetic flux intensity in the covering regions is increased or reduced in sequence along with the change in magnetic pole current;
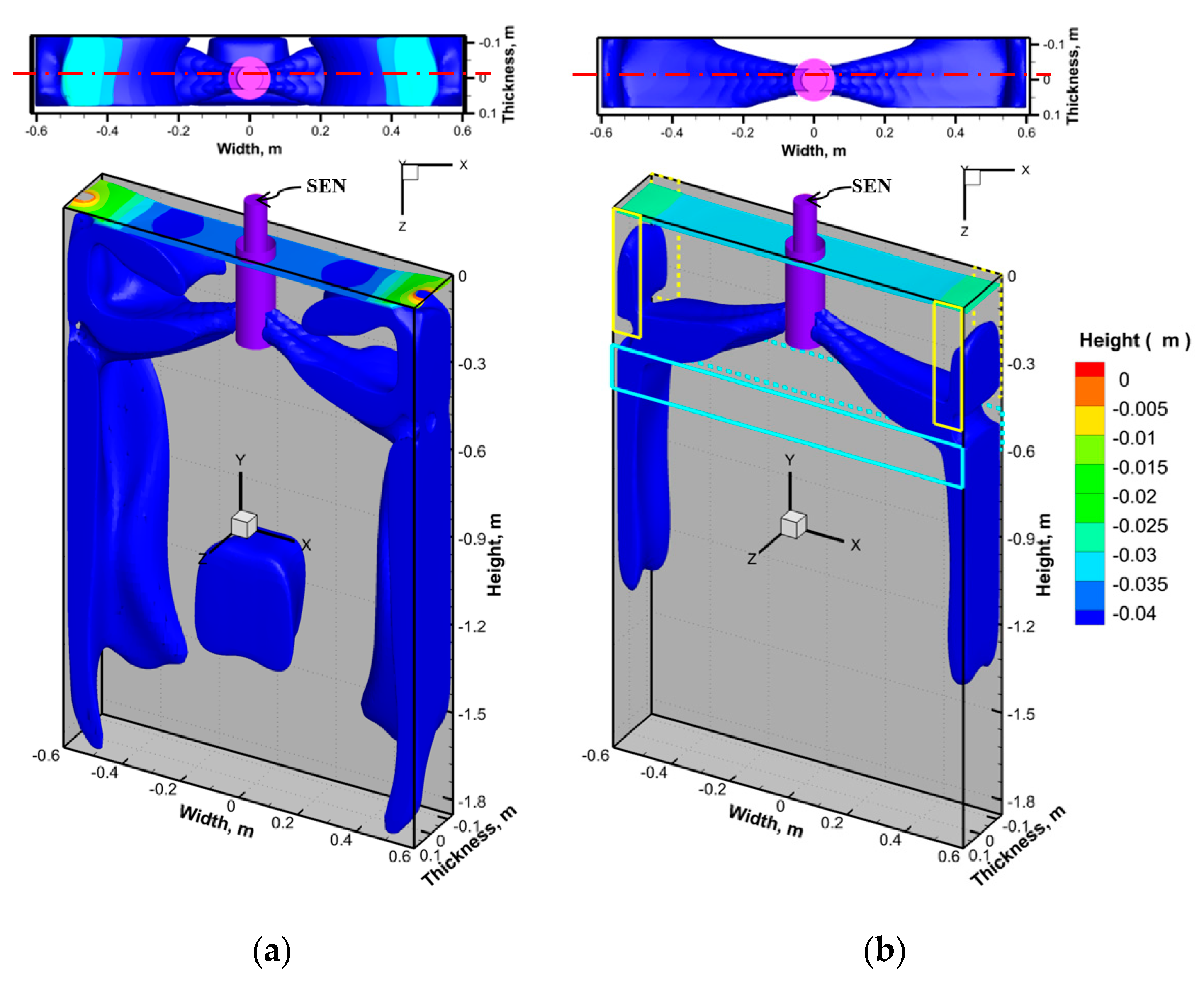
- The FAC-EMBr can effectively improve the asymmetric flow in the mold and near the narrow face caused by the asymmetric arrangement of the SEN, can reduce the bias flow caused by the asymmetry, and can stabilize the fluctuation of steel/slag interface.
- The VP has an obvious brake effect on the surface velocity and the upper backflow velocity and can optimize the asymmetric distribution of the surface velocity and the upper recirculation velocity caused by the asymmetric arrangement of the SEN. The HP can obviously restrain the velocity of the lower downwards flow and can optimize the asymmetric distribution of the lower downwards velocity caused by the asymmetric arrangement of SEN.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bai, Y.Q.; Cheng, J.S. Effect of asymmetric flow on slag/steel interface in slab continuous casting cold. China Metall. 2008, 18, 1–6. [Google Scholar]
- Xu, H.L.; Wen, G.H.; Tang, P.; Luo, G.Q.; Wang, Y.F. Numerical simulation of asymmetric flow phenomena in slab continuous casting mold. J. Univ. Sci. Technol. 2009, 31, 770–776. [Google Scholar]
- Zhang, L.F.; Wang, Y.F.; Zuo, X.J. Flow transport and inclusion motion in steel continuous-casting mold under submerged entry nozzle clogging condition. Metall. Mater. Trans. B 2008, 39, 534–550. [Google Scholar] [CrossRef]
- Real-Ramirez, C.A.; Gonzalez-Trejo, J.I. Analysis of three-dimensional vortexes below the free surface in a continuous casting mold. Int. J. Miner. Metall. Mater. 2011, 18, 397–406. [Google Scholar] [CrossRef]
- Li, B.; Lu, H.B.; Shen, Z.; Sun, X.H.; Zhon, Y.B.; Ren, Z.M.; Lei, Z.S. Physical modeling of asymmetrical flow in slab continuous casting mold due to submerged entry nozzle clogging with the effect of electromagnetic stirring. ISIJ Int. 2019, 59, 2264–2271. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.G.; Zhang, X.W.; Wang, Y.; Wang, M.; Deng, K.; Ren, Z.M. Effects of Operating Conditions on Asymmetric Vortex in Continuous Casting of Slab. Chin. J. Process Eng. 2010, 10, 438–444. [Google Scholar]
- Wu, H.F.; Chen, Z.P.; Wen, G.H.; Xu, H. Influence of nozzle clogging on the behavior of molten steel in slab mold. Iron Steel 2009, 44, 42–47. [Google Scholar]
- He, Q.L. Observations slab caster of vortex formation in the mould of a continuous slab caster. ISIJ Int. 1993, 33, 343–345. [Google Scholar] [CrossRef]
- Gupta, D.; Lahiri, A.K.A. Water model study of the flow asymmetry inside a continuous slab casting mold. Metall. Mater. Trans. B 1996, 27, 757–764. [Google Scholar] [CrossRef]
- Miki, Y.; Takeuchi, S. Internal defects of continuous casting slabs caused by asymmetric unbalanced steel flow in mold. ISIJ Int. 2003, 43, 1548–1555. [Google Scholar] [CrossRef] [Green Version]
- Li, B.K.; Tsukihashi, F. Effect of electromagnetic brake on mould eddy current in thin slab continuous casting. Angang Technol. 2009, 2, 51–56. [Google Scholar]
- Li, B.K.; Okane, T.; Umeda, T. Modeling of biased flow phenomena associated with the effects of static magnetic-field application and argon gas injection in slab continuous casting of steel. Metall. Mater. Trans. B 2001, 32, 1053–1066. [Google Scholar] [CrossRef]
- Chaudhary, R.; Thomas, B.G.; Vanka, S.P. Effect of electromagnetic ruler braking (EMBr) on transient turbulent flow in continuous slab casting using large eddy simulations. Metall. Mater. Trans. B 2012, 43, 532–553. [Google Scholar] [CrossRef]
- Sedén, M.; Jacobson, N.; Lehman, A.; Eriksson, J.K. Control of flow behavior by FC mold G3 in slab casting process. In Proceedings of the 8th European Continuous Casting Conference, Graz, Austria, 23–26 June 2014. [Google Scholar]
- Kunstreich, S.; Gautreau, T.; Ren, J.Y.; Codutti, A.; Petronio, M. Development and Validation of Multi-Mode® EMB, a New Electromagnetic Brake for Thin Slab Casters. In Proceedings of the 8th European Continuous Casting Conference, Graz, Austria, 23–26 June 2014. [Google Scholar]
- Wang, Y.; Zhang, Z.Q.; Yu, Z.; Jia, H.; Deng, K.; Lei, Z.S.; Ren, Z.M. Experimental study on flow in slab mold controlled by jet-pattern magnetic field. Acta Metall. Sin. 2011, 10, 1285–1291. [Google Scholar]
- Li, Z.; Zhang, L.T.; Ma, D.Z.; Lavery, N.P.; Wang, E.G. A narrative review: The electromagnetic field arrangement and the “braking” effect of electromagnetic brake (EMBr) technique in slab continuous casting. Metall. Res. Technol. 2021, 118, 218. [Google Scholar] [CrossRef]
- Cho, S.M.; Lee, G.G.; Kim, S.H.; Chaudhary, R.; Kwon, O.D.; Thomas, B.G. Effect of stopper-rod misalignment on asymmetric flow and vortex formation in steel slab casting. In Jim Evans Honorary Symposium; Wiley: Hoboken, NJ, USA, 2010; pp. 71–77. [Google Scholar]
- Liu, Z.Q.; Li, B.K.; Jiang, M.F. Transient asymmetric flow and bubble transport inside a slab continuous-casting mold. Metall. Mater. Trans. B 2014, 45, 675–697. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Li, B.K.; Tsukihashi, F. Instability and periodicity of asymmetrical flow in a funnel thin slab continuous casting mold. ISIJ Int. 2015, 55, 805–813. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.G.; Liu, H.P.; Xiang, L.; Chou, S.T. Numerical Simulation of the Effect of Electromagnetic Brake on the Casting Start of CSP Funnel Mold. Iron Steel. 2014, 49, 28–33. [Google Scholar]
- Li, Z.; Zhang, L.T.; Ma, D.Z.; Wang, E.G. Numerical simulation on flow characteristic of molten steel in the mold with freestanding adjustable combination electromagnetic brake. Metall. Mater. Trans. B 2020, 51, 2609–2627. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, L.T.; Bao, Y.M.; Ma, D.Z. Numerical simulation on the brake effect of FAC-EMBr and EMBr Ruler in the continuous casting mold. Processes 2020, 8, 1620. [Google Scholar] [CrossRef]
- Li, Z.; Wang, E.G.; Zhang, L.T.; Zhang, Y.X.; Deng, A.Y. Influence of vertical electromagnetic brake on the steel/slag interface behavior in a slab mold. Metall. Mater. Trans. B 2017, 48, 2389–2402. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Values |
|---|---|
| Steel density ρ, kg m s−1 | 7100 |
| Slag density ρ, kg m s−1 | 2700 |
| Dynamic viscosity μsteel, kg m−1 s−1 | 0.006 |
| Dynamic viscosity μslag, kg m−1 s−1 | 0.2 |
| Electrical conductivity σsteel, S m−1 | 7.14 × 105 |
| Electrical conductivity σslag, S m−1 | 1 × 10−5 |
| Current I, A | (IVP-Ⅰ = IVP-Ⅱ = IHP=0), (IVP-Ⅰ = IVP-Ⅱ = 250, IHP = 350), (IVP-Ⅰ = 200, IVP-Ⅱ = 300, IHP = 350) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, Y.; Li, Z.; Zhang, L.; Wu, J.; Ma, D.; Jia, F. Asymmetric Flow Control in a Slab Mold through a New Type of Electromagnetic Field Arrangement. Processes 2021, 9, 1988. https://doi.org/10.3390/pr9111988
Bao Y, Li Z, Zhang L, Wu J, Ma D, Jia F. Asymmetric Flow Control in a Slab Mold through a New Type of Electromagnetic Field Arrangement. Processes. 2021; 9(11):1988. https://doi.org/10.3390/pr9111988
Chicago/Turabian StyleBao, Yanming, Zhuang Li, Lintao Zhang, Junxia Wu, Danzhu Ma, and Fengrui Jia. 2021. "Asymmetric Flow Control in a Slab Mold through a New Type of Electromagnetic Field Arrangement" Processes 9, no. 11: 1988. https://doi.org/10.3390/pr9111988
APA StyleBao, Y., Li, Z., Zhang, L., Wu, J., Ma, D., & Jia, F. (2021). Asymmetric Flow Control in a Slab Mold through a New Type of Electromagnetic Field Arrangement. Processes, 9(11), 1988. https://doi.org/10.3390/pr9111988