Static and Dynamic Analysis of a 6300 KN Cold Orbital Forging Machine


Abstract
1. Introduction
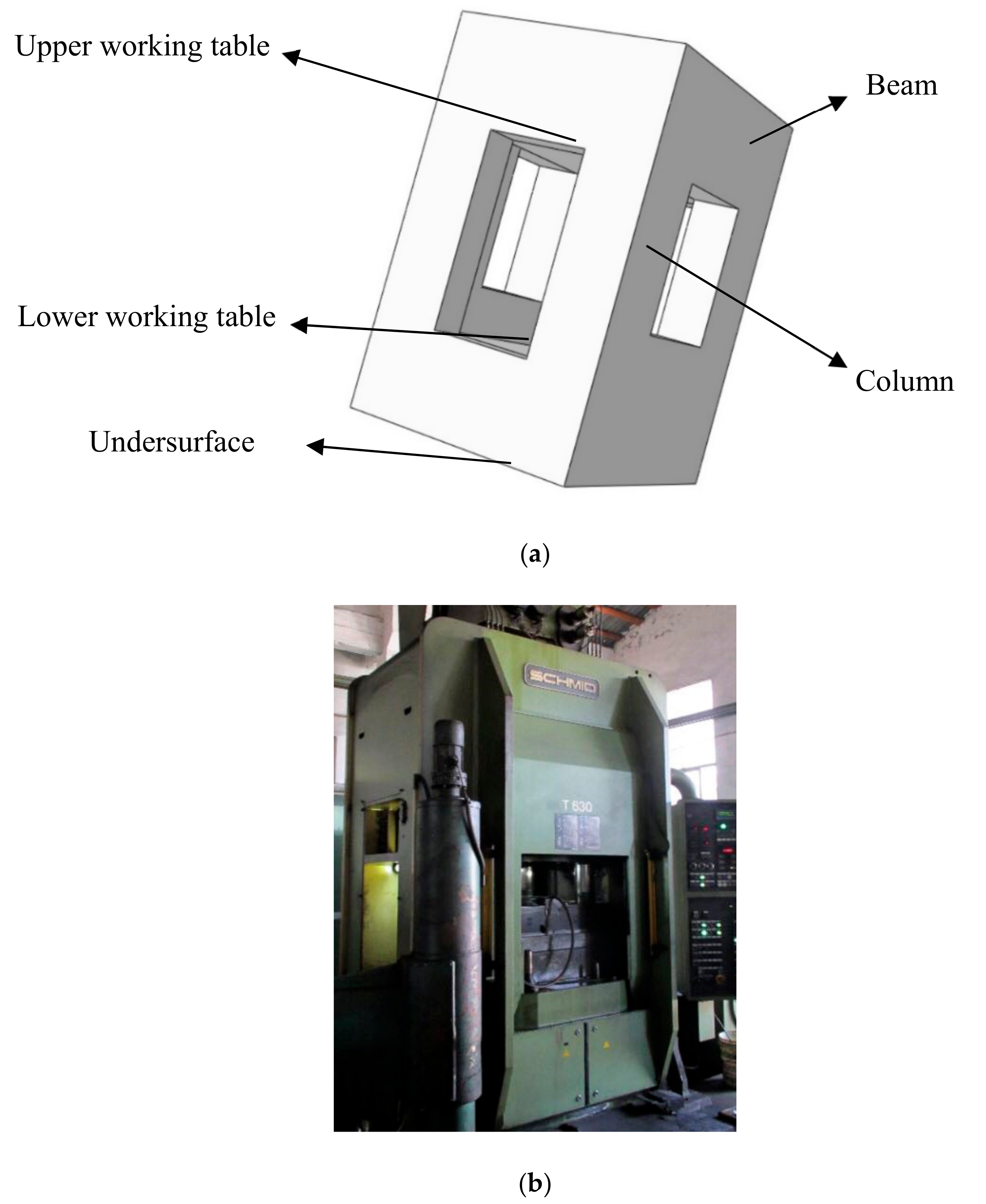
2. Static Analysis of COF Machine
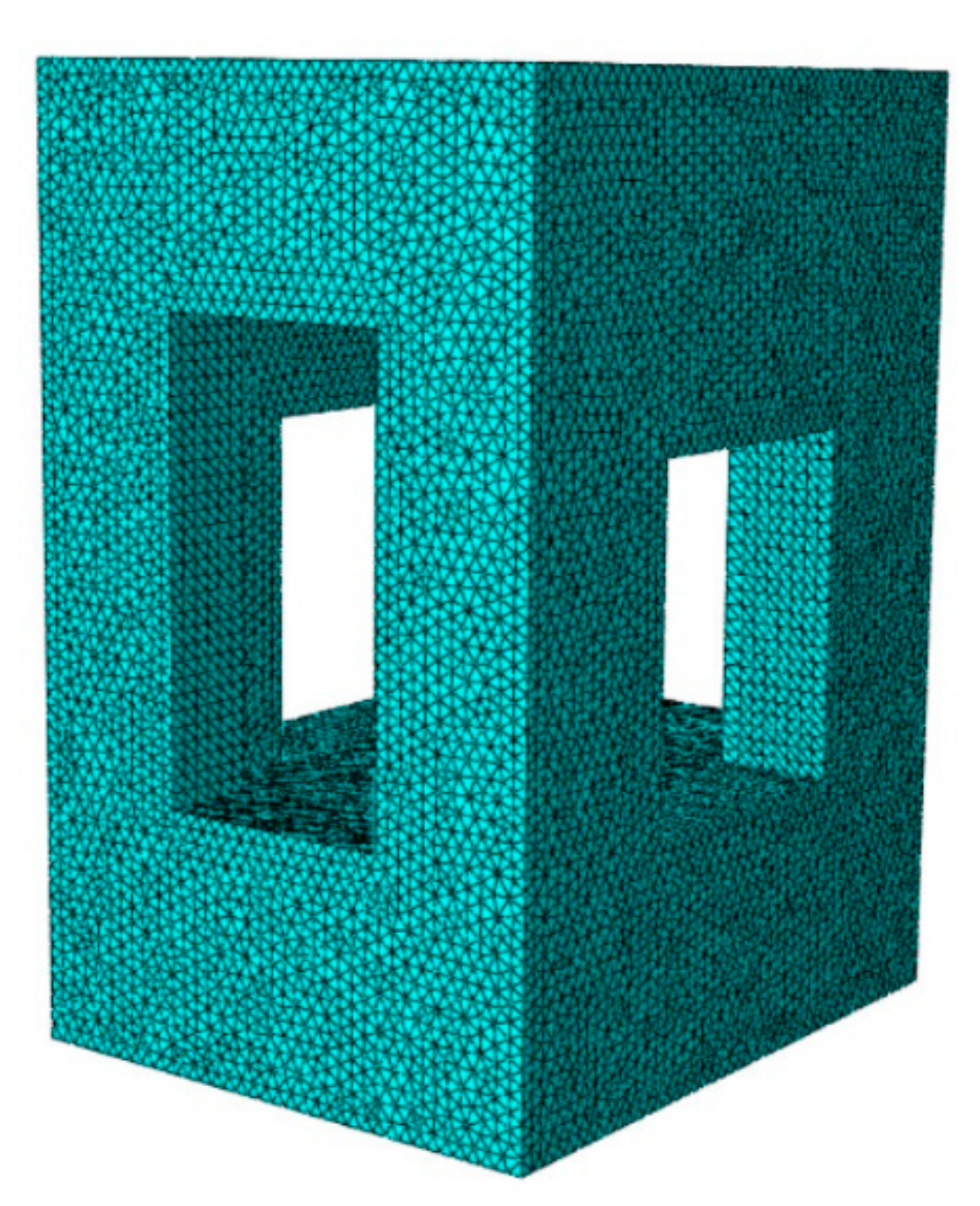
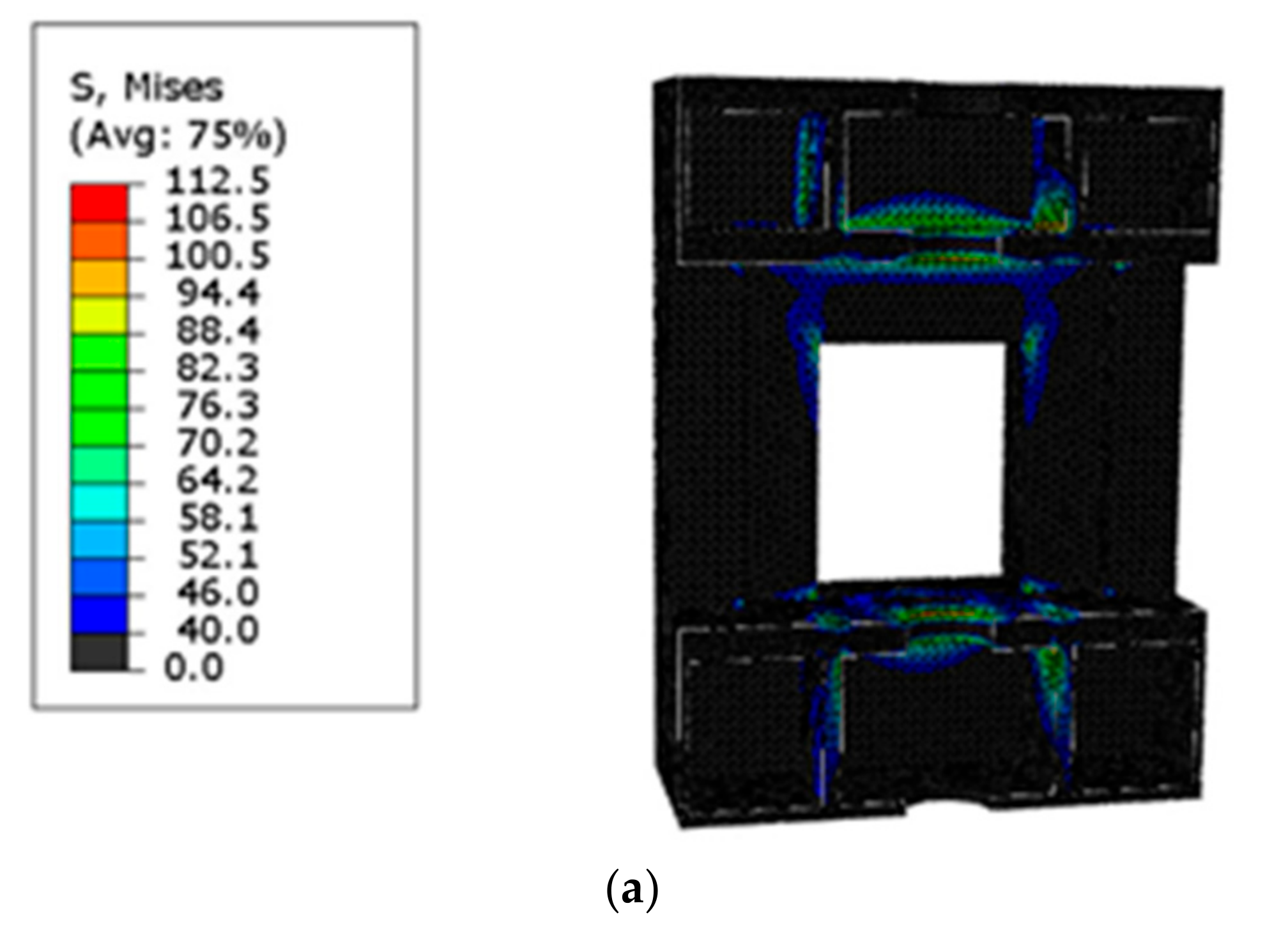
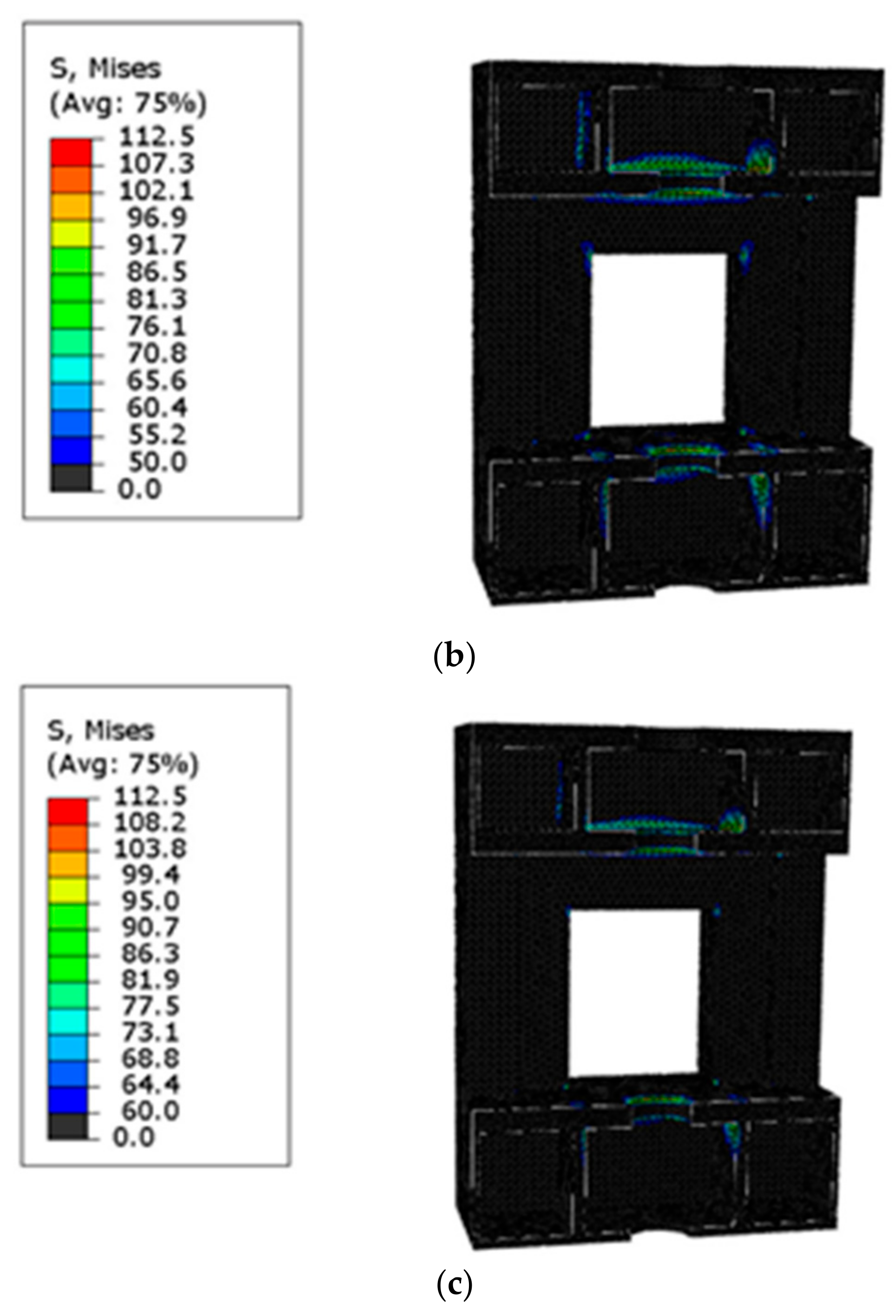
2.1. Static Stress and Displacement Analysis of the COF Machine
2.2. Static Modal Analysis of theCOF Machine
3. Dynamic Analysis of the COF Machine
4. Experiment Verification
4.1. Experimental Verification of the Static Analysis
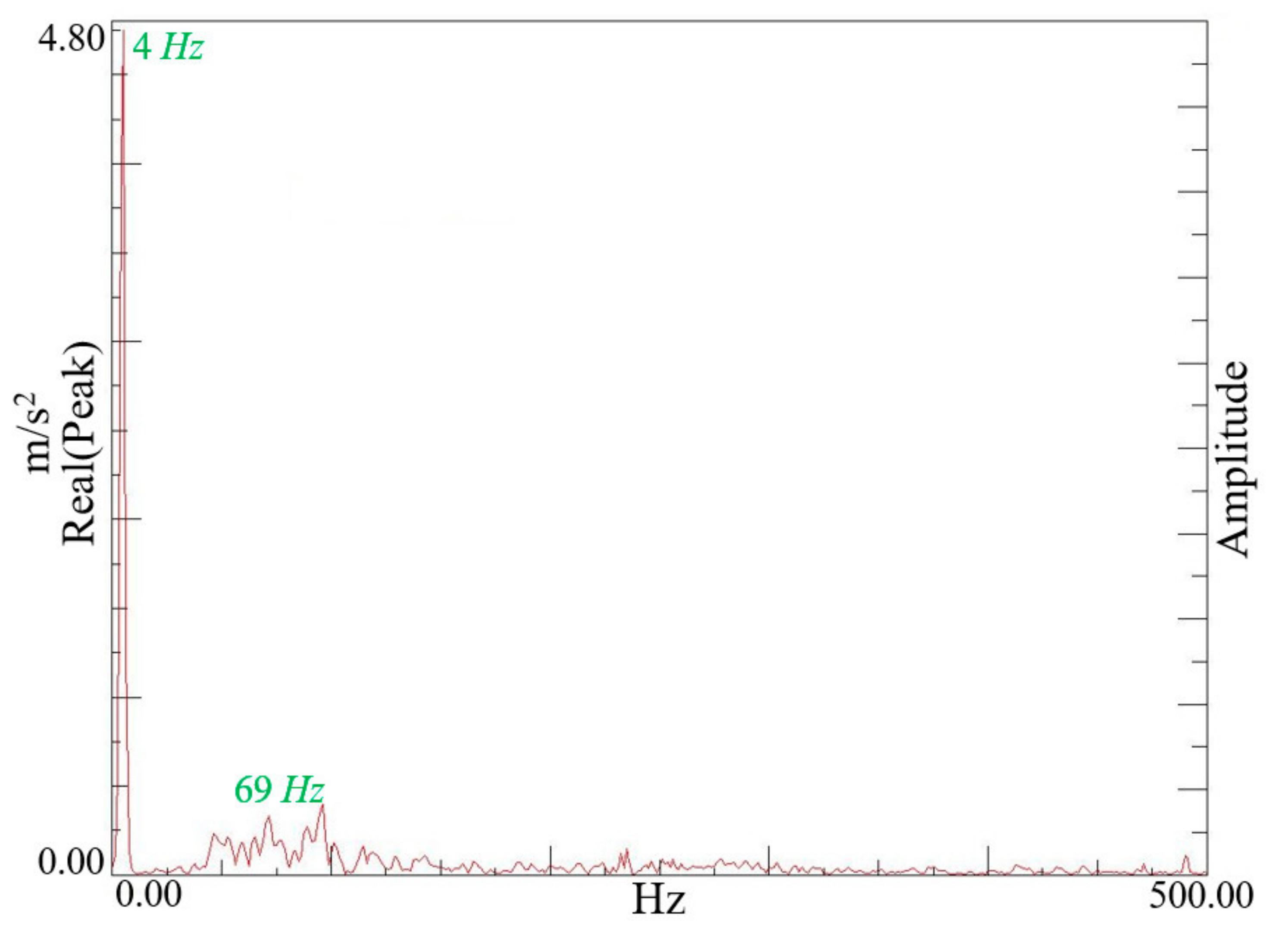
4.2. Experimental Verification of the Dynamic Analysis
5. Methods for Reducing Stress, Displacement and Vertical Vibration
5.1. Methods for Reducing Stress and Displacement
5.2. Methods for Reducing Vertical Vibration
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Han, X.; Hua, L.; Zhuang, W.; Zhang, X. Process design and control in cold rotary forging of non-rotary gear parts. J. Mater. Process. Technol. 2014, 214, 2402–2416. [Google Scholar] [CrossRef]
- Jiao, M.; Guo, X.H.; Wan, D.D. Finite element analysis and lightweight research on the bed of a large machine tool based on HyperWorks. Appl. Mech. Mater. 2011, 121–126, 3294–3298. [Google Scholar] [CrossRef]
- Zou, H.; Wang, B.; Song, F.; Fu, L. The application of mineral casting in high-precision printed circuit board drilling machine. Circuit World 2013, 39, 204–211. [Google Scholar] [CrossRef]
- Markowski, T.; Mucha, J.; Witkowski, W. FEM analysis of clinching joint machine’s C-frame rigidity. Eksploat. Niezawodn.-Maint. Reliabi. 2013, 15, 51–57. [Google Scholar]
- Syam, W.P.; Jianwei, W.; Zhao, B.; Maskery, I.; Elmadih, W.; Leach, R. Design and analysis of strut-based lattice structures for vibration isolation. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2018, 52, 494–506. [Google Scholar] [CrossRef]
- Irfan, S.; Siddiqui, F. A review of recent advancements in finite element formulation for sandwich plates. Chin. J. Aeronaut. 2019, 32, 785–798. [Google Scholar] [CrossRef]
- Gohari, S.; Sharifi, S.; Sharifishourabi, G.; Vrcelj, Z.; Abadi, R. Effect of temperature on crack initiation in gas formed structures. J. Mech. Sci. Technol. 2013, 27, 3745–3754. [Google Scholar] [CrossRef]
- Sherbakov, S.S. Three-Dimensional Stress-Strain State of a Pipe with Corrosion Damage under Complex Loading. In Tribology-Lubricants and Lubrication; BoD–Books on Demand: Norderstedt, Germany, 2011. [Google Scholar]
- Sherbakov, S.S.; Zhuravkov, M.A. Interaction of several bodies as applied to solving tribo-fatigue problems. Acta Mech. 2013, 224, 1541–1553. [Google Scholar] [CrossRef]
- Shcherbakov, S.S. Spatial stress-strain state of tribofatigue system in roll-shaft contact zone. Srength Mater. 2013, 45, 35–43. [Google Scholar] [CrossRef]
- Sherbakov, S.S. Measurement and real time analysis of local damage in wear-and-fatigue tests. Devices Methods Meas. 2019, 10, 207–214. [Google Scholar] [CrossRef]
- Sosnovskiy, L.A.; Sherbakov, S.S. On the development of mechanothermodynamics as a new branch of physics. Entropy 2019, 21, 1188. [Google Scholar] [CrossRef]
- Li, B.; Cai, H.; Mao, X.; Huang, J.; Luo, B. Estimation of CNC machine-tool dynamic parameters based on random cutting excitation through operational modal analysis. Int. J. Mach. Tools Manuf. 2013, 71, 26–40. [Google Scholar] [CrossRef]
- Liu, F.; Liu, B.; Liu, H.R.; Gong, Y.L.; Wang, S.J. Vertical vibration of strip mill with the piecewise nonlinear constraint arising from hydraulic cylinder. Int. J. Precis. Eng. Manuf. 2015, 16, 1891–1898. [Google Scholar] [CrossRef]
- Bar, A.; Swiatoniowski, A. Interdependence between the rolling speed and non-linear vibrations of the mill system. J. Mater. Process. Technol. 2004, 155–156, 2116–2121. [Google Scholar] [CrossRef]
- Lu, X.; Sun, J.; Li, G.; Wang, Q.; Zhang, D. Dynamic analysis of vibration stability in tandem cold rolling mill. J. Mater. Process. Technol. 2019, 272, 47–57. [Google Scholar] [CrossRef]
- Lu, X.; Sun, J.; Li, G.; Wang, Z.; Zhang, D. Stability analysis of a nonlinear coupled vibration model in a tandem cold rolling mill. Shock Vib. 2019, 2019, 4358631. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, C.W.; Lee, S.; Park, H. Dynamic modeling and numerical analysis of a cold rolling mill. Int. J. Precis. Eng. Manuf. 2013, 14, 407–413. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, C.W.; Lee, S.J.; Park, H. Experimental and numerical investigation of the vibration characteristics in a cold rolling mill using multibody dynamics. ISIJ Int. 2012, 52, 2042–2047. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, Y.; Hua, L.; Mao, H. Finite element analysis and topology optimization of a 12000KN fine blanking press frame. Struct. Multidiscip. Optim. 2016, 54, 375–389. [Google Scholar] [CrossRef]
- Li, C.; Kim, I.Y.; Jeswiet, J. Design space and detailed design of an automotive engine cradle by using topology, shape, and size optimization. Struct. Multidiscip. Optim. 2015, 51, 547–564. [Google Scholar] [CrossRef]
- Strano, M.; Monno, M.; Rossi, A. Optimized design of press frames with respect to energy efficiency. J. Clean Prod. 2013, 41, 140–149. [Google Scholar] [CrossRef]
- Duan, Z.D.; Wu, J.J. Topological Optimization of Frame of High Speed Hydraulic Press Based on Generalized Finite Element Modules. Appl. Mech. Mater. 2010, 44–47, 1828–1832. [Google Scholar] [CrossRef]
- Xu, D.K.; Chen, J.; Tang, Y.C.; Cao, J. Topology optimization of die weight reduction for high-strength sheet metal stamping. Int. J. Mech. Sci. 2012, 59, 73–82. [Google Scholar] [CrossRef]
- Yan, Y.N.; Jing, H.; Zhang, D.J.; Chen, Z.D.; Huang, X.F. Optimization design of heavy load-bearing frame–Discussing about the 1200MN hydraulic press: I. Forg. Stamp. Technol. 2013, 38, 1–13. [Google Scholar]
- Han, X.H.; Hua, L. 3D FE modelling of contact pressure response in cold rotary forging. Tribol. Int. 2013, 57, 115–123. [Google Scholar] [CrossRef]
- Han, X.; Hu, Y.; Hua, L. Cold orbital forging of gear rack. Int. J. Mech. Sci. 2016, 117, 227–242. [Google Scholar] [CrossRef]
- Oudin, J.; Ravalard, Y.; Verwaerde, G.; Gelin, J.C. Force, torque and plastic flow analysis in rotary upsetting of ring shaped billets. Int. J. Mech. Sci. 1985, 27, 761–780. [Google Scholar] [CrossRef]
- Canta, T.; Frunza, D.; Sabadus, D.; Tintelecan, C. Some aspects of energy distribution in rotary forming processes. J. Mater. Process. Technol. 1998, 80, 195–198. [Google Scholar] [CrossRef]
- Han, X.H.; Zhang, X.C.; Hua, L. Calculation method for rocking die motion track in cold orbital forging. J. Manuf. Sci. Eng. 2016, 138, 014501. [Google Scholar] [CrossRef]
- Han, X.H.; Zhang, X.C.; Hua, L. Calculation of kinetic locus of upper tool in cold orbital forging machine with two eccentricity rings. J. Mech. Sci. Technol. 2015, 29, 4351–4358. [Google Scholar] [CrossRef]
- Feng, W.; Yao, W.; Jiang, P. Influence of eccentricity on movements of orbital head with double eccentric structure in orbital forging. Procedia Eng. 2014, 81, 2348–2354. [Google Scholar] [CrossRef]
- Dong, L.; Han, X.; Hua, L.; Lan, J.; Zhuang, W. Effects of the rotation speed ratio of double eccentricity bushings on rocking tool path in a cold rotary forging press. J. Mech. Sci. Technol. 2015, 29, 1619–1628. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position Number | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Equivalent stress | 108.067 MPa | 98.219 MPa | 93.036 MPa | 104.176 MPa | 112.521 MPa | 105.080 MPa |
| Parameter | Value |
|---|---|
| Upper cylinder radius of the swing shaft (r04, m) | 0.105 |
| Middle cylinder radius of the swing shaft (r05) | 0.2625 |
| Upper cylinder height of the swing shaft (d1, m) | 0.805 |
| Middle cylinder height of the swing shaft (d2, m) | 0.245 |
| Cone height of the swing shaft (d3, m) | 0.0875 |
| Density of steel (ρ0, kg/m3) | 7900 |
| Equivalent stiffness (k1, N/m) | 9.763 × 107 |
| Equivalent damping (c1, N·S/m) | 1.073 × 104 |
| Position Number | 11 | 12 | 13 | 14 |
|---|---|---|---|---|
| Simulation value | 0.000147 | 0.000132 | 0.000034 | 0.000035 |
| Experimental value | 0.000153 | 0.000141 | 0.000031 | 0.000037 |
| Error rate | 4.08% | 6.81% | −8.82% | 5.71% |
| Equipment | Type | Quantity |
|---|---|---|
| Acceleration sensor | Piezoelectric unidirectional acceleration sensor | 1 |
| Data line | Shielded line | 10 |
| Signal acquisition instrument | LMS signal acquisition instrument | 1 |
| Computer | Computer installed with LMS.Test.Lab software | 1 |
| Auxiliary equipment | Desk, paper and pen | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, Z.; Chen, M.; Wang, C.; Zhuang, W. Static and Dynamic Analysis of a 6300 KN Cold Orbital Forging Machine. Processes 2021, 9, 7. https://doi.org/10.3390/pr9010007
Gu Z, Chen M, Wang C, Zhuang W. Static and Dynamic Analysis of a 6300 KN Cold Orbital Forging Machine. Processes. 2021; 9(1):7. https://doi.org/10.3390/pr9010007
Chicago/Turabian StyleGu, Zhiqiang, Mingzhang Chen, Chaoyang Wang, and Wuhao Zhuang. 2021. "Static and Dynamic Analysis of a 6300 KN Cold Orbital Forging Machine" Processes 9, no. 1: 7. https://doi.org/10.3390/pr9010007
APA StyleGu, Z., Chen, M., Wang, C., & Zhuang, W. (2021). Static and Dynamic Analysis of a 6300 KN Cold Orbital Forging Machine. Processes, 9(1), 7. https://doi.org/10.3390/pr9010007