Effects of Processing Parameters for Vacuum-Bagging-Only Method on Shape Conformation of Laminated Composites

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Design of the Mold and Intensifier
2.3. Design of Perforated Tool
2.4. Taguchi Orthogonal Array
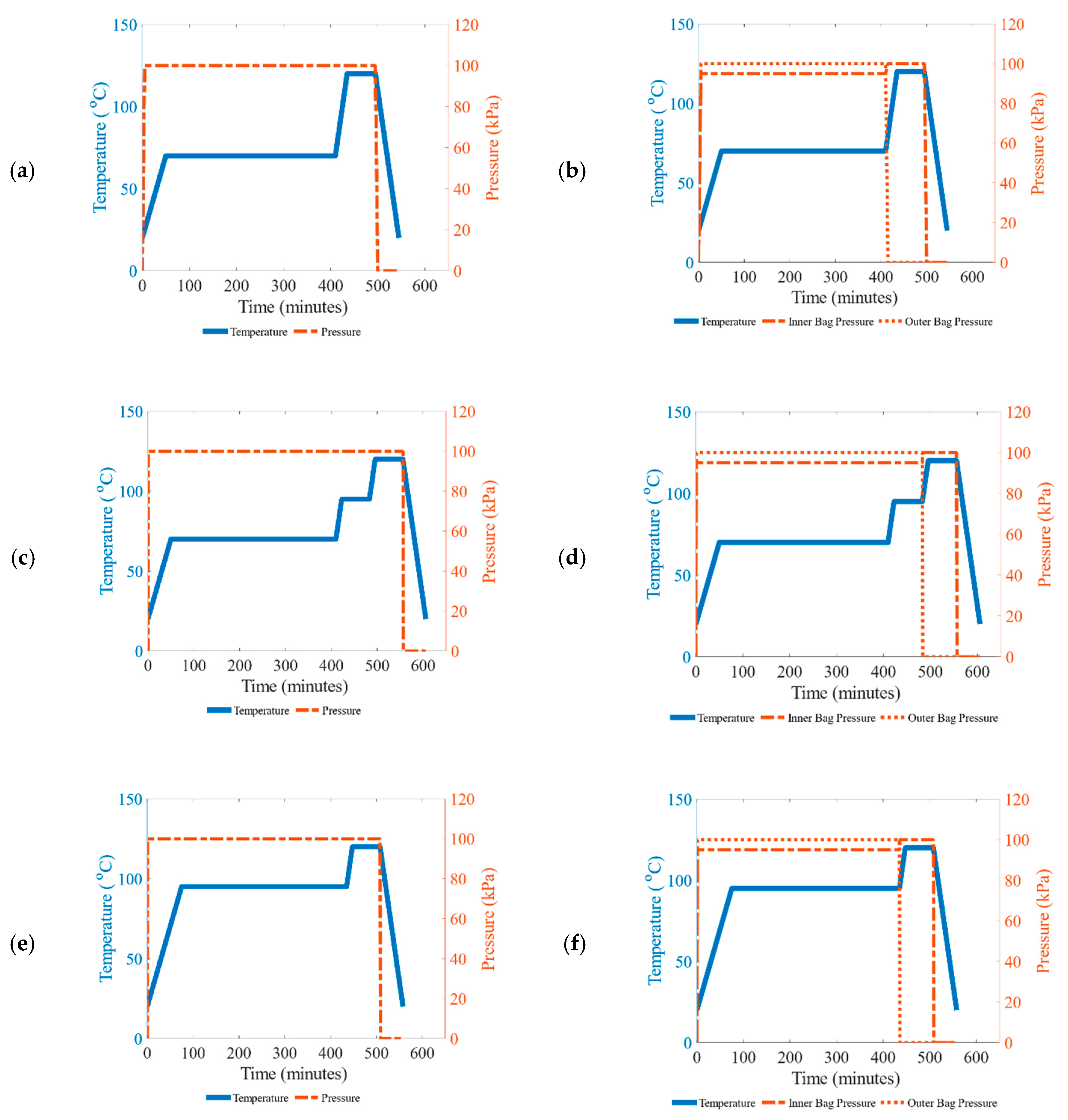
2.5. Curing Profiles
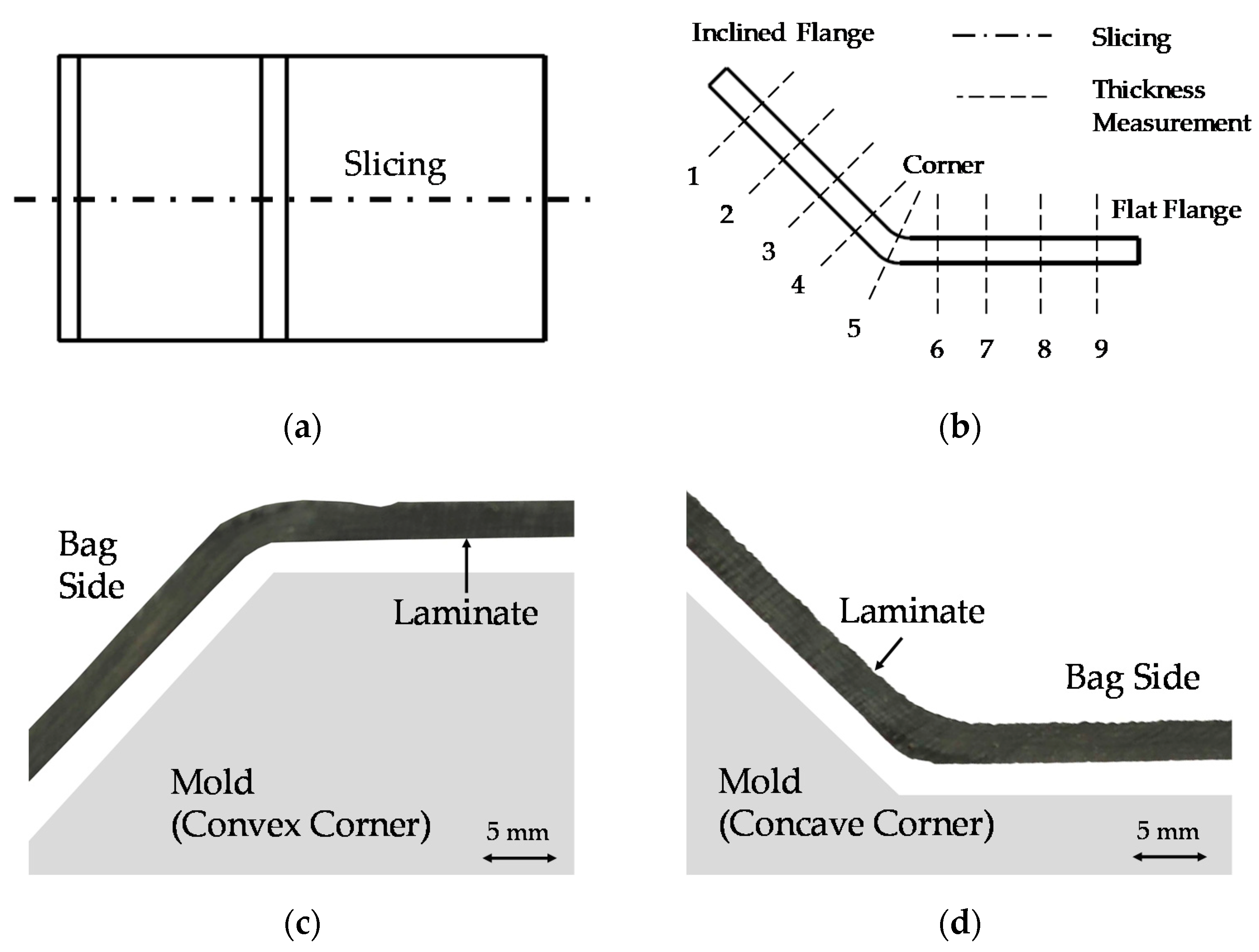
2.6. Characterization of Thickness Variation and Spring Effect
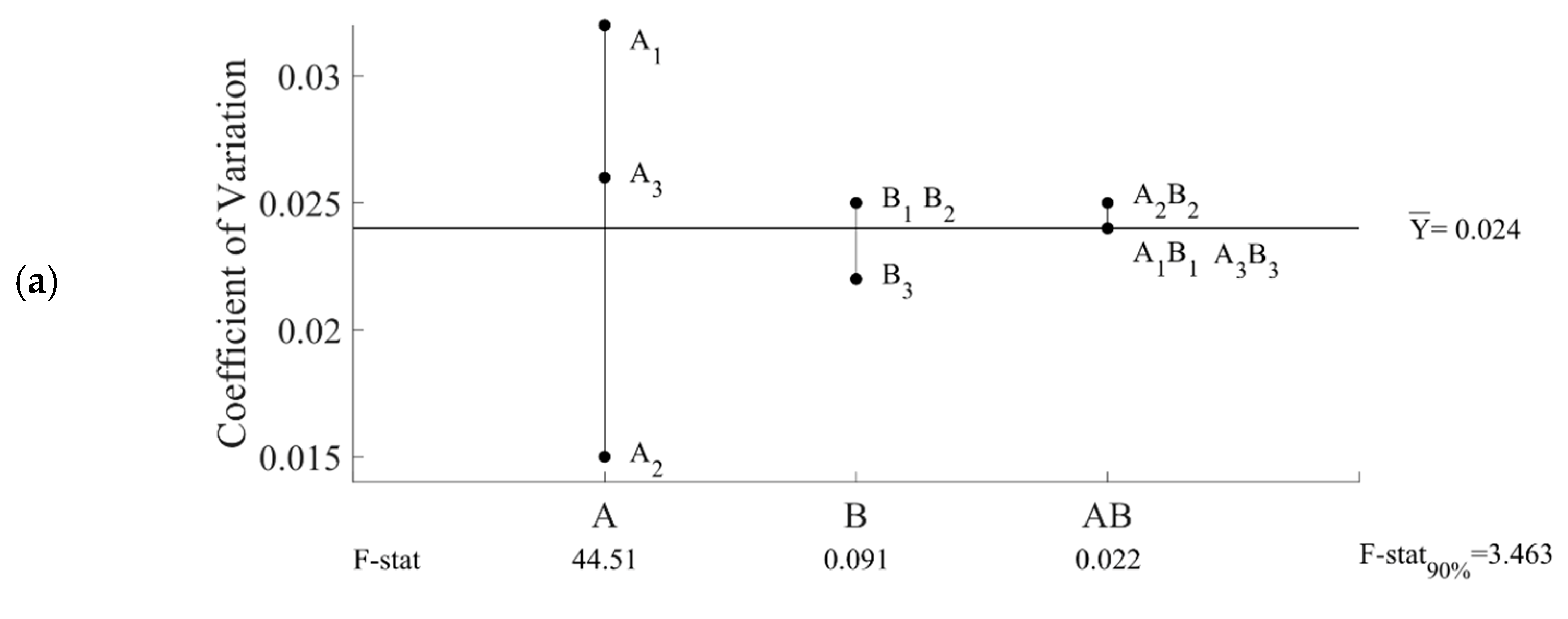
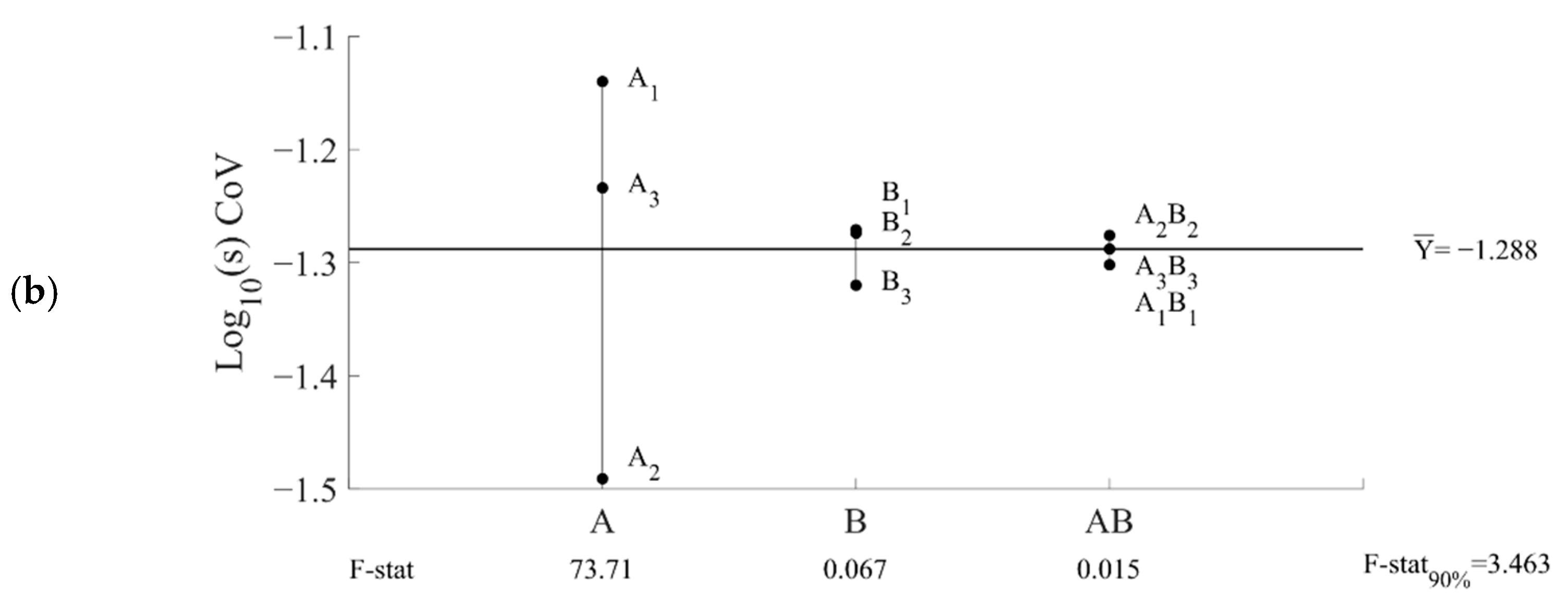
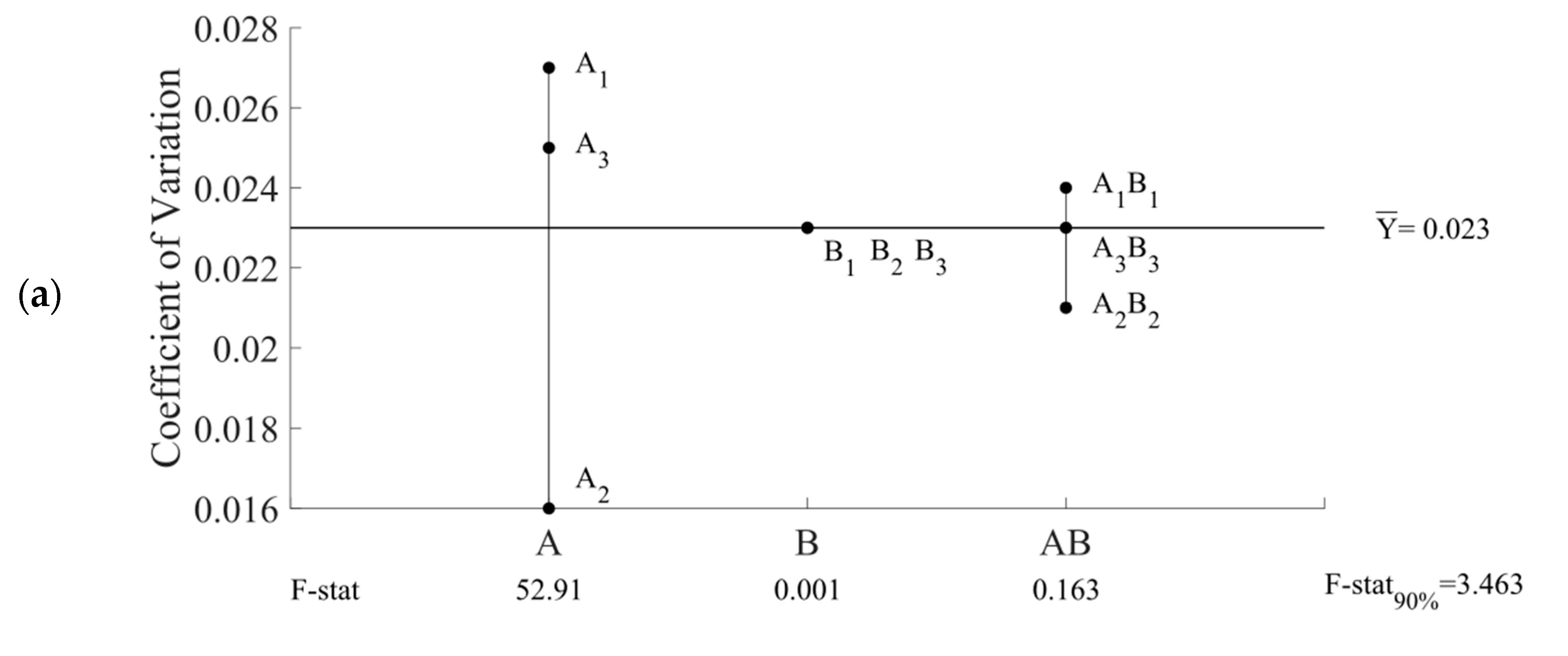
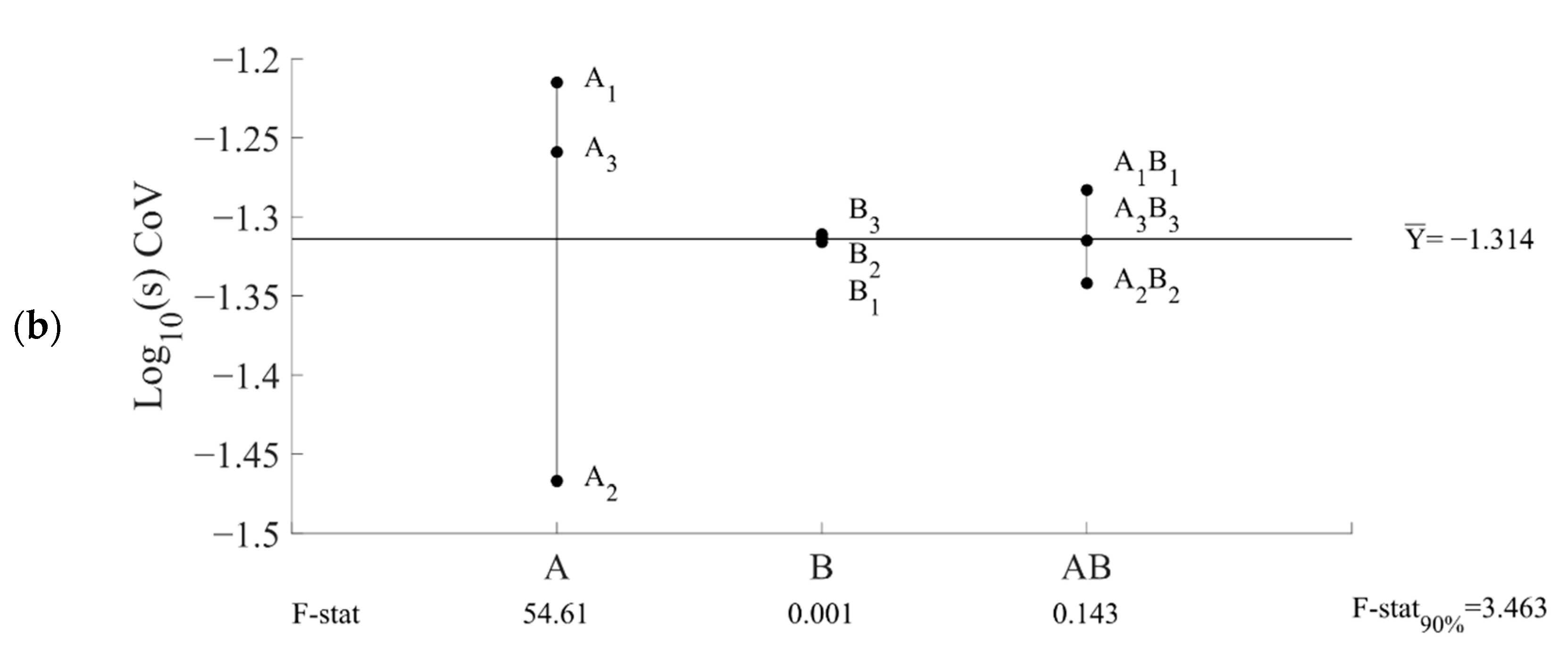
2.7. Analysis of Variance (ANOVA)
3. Results and Discussion
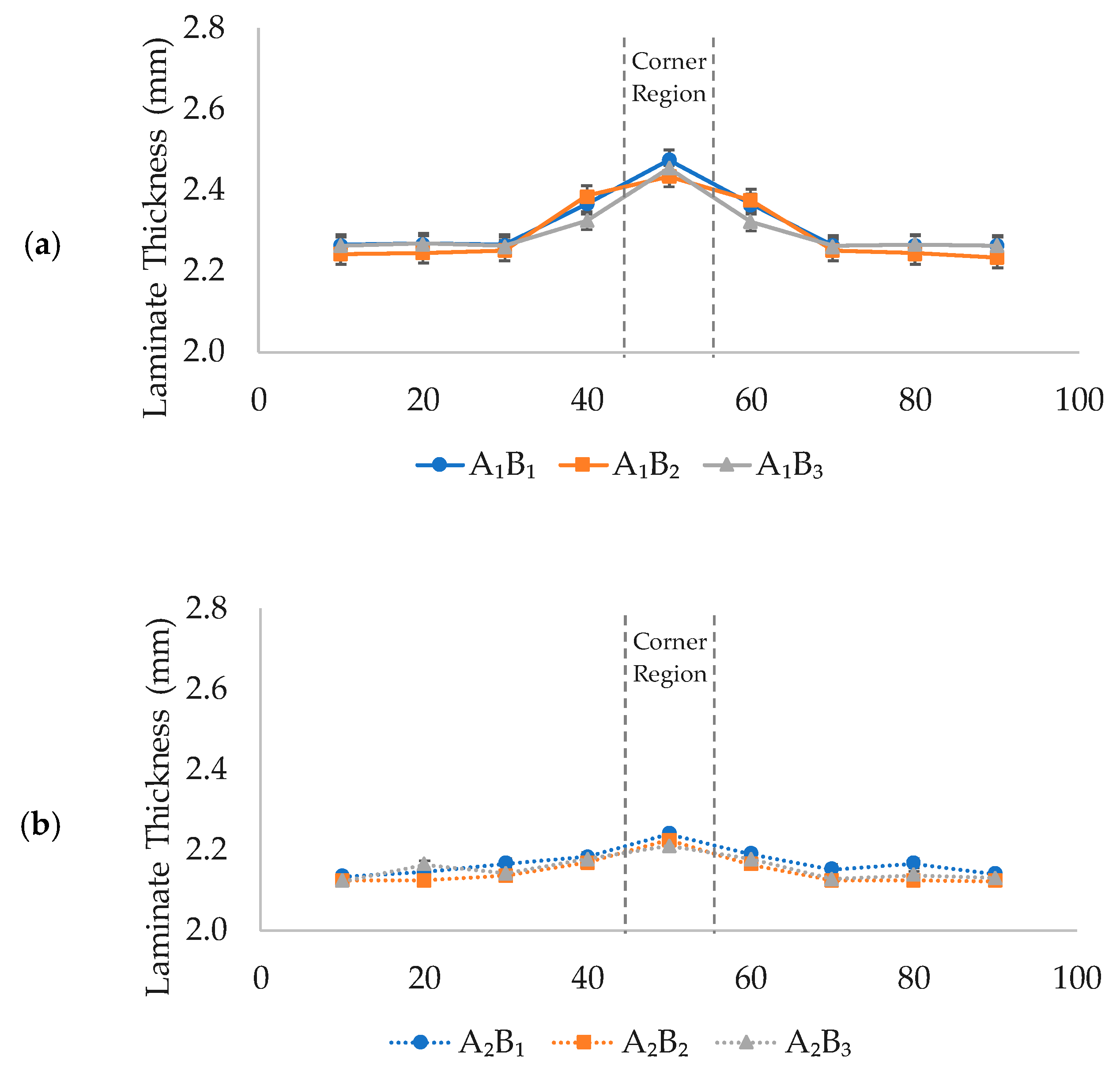
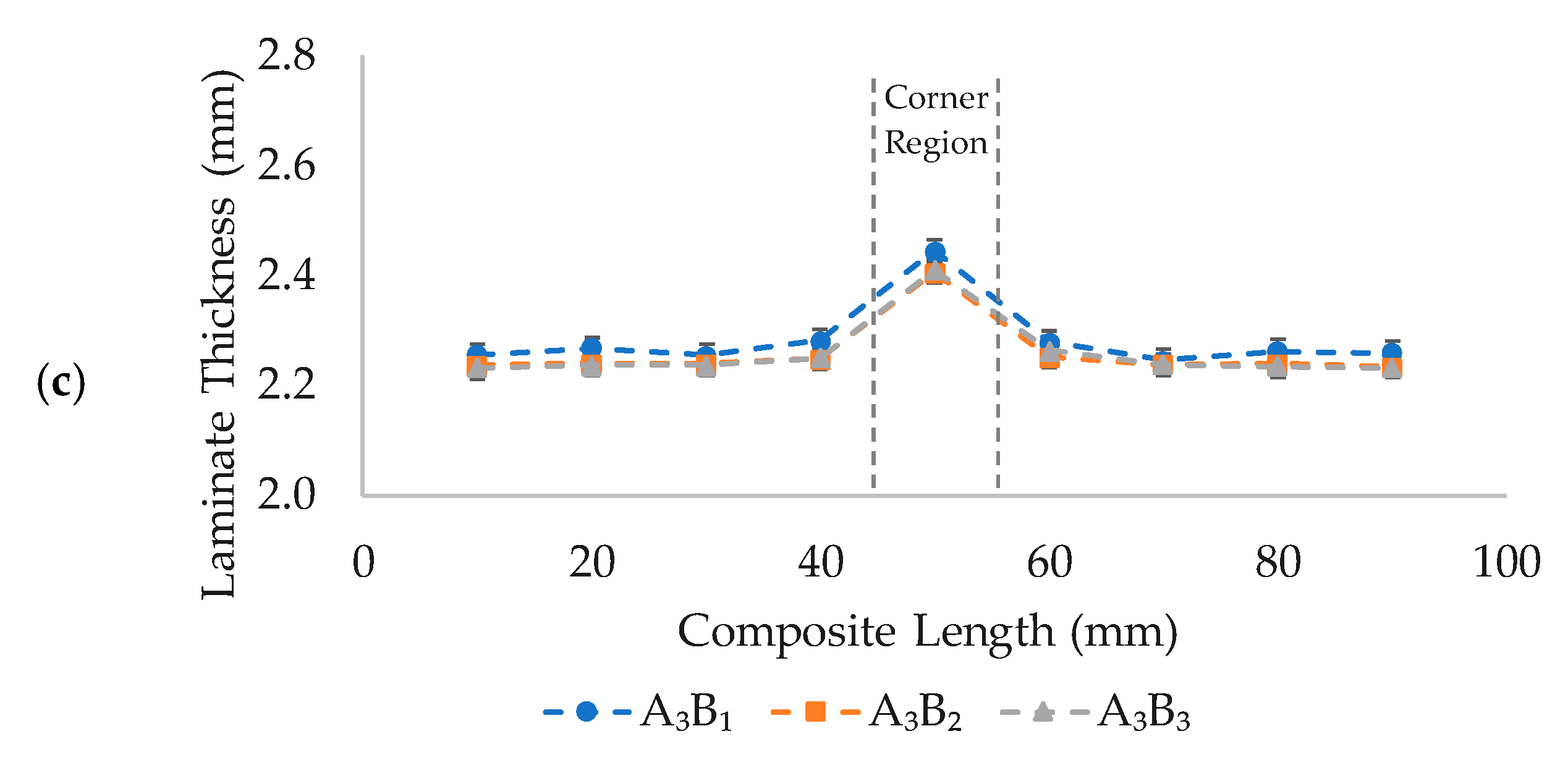
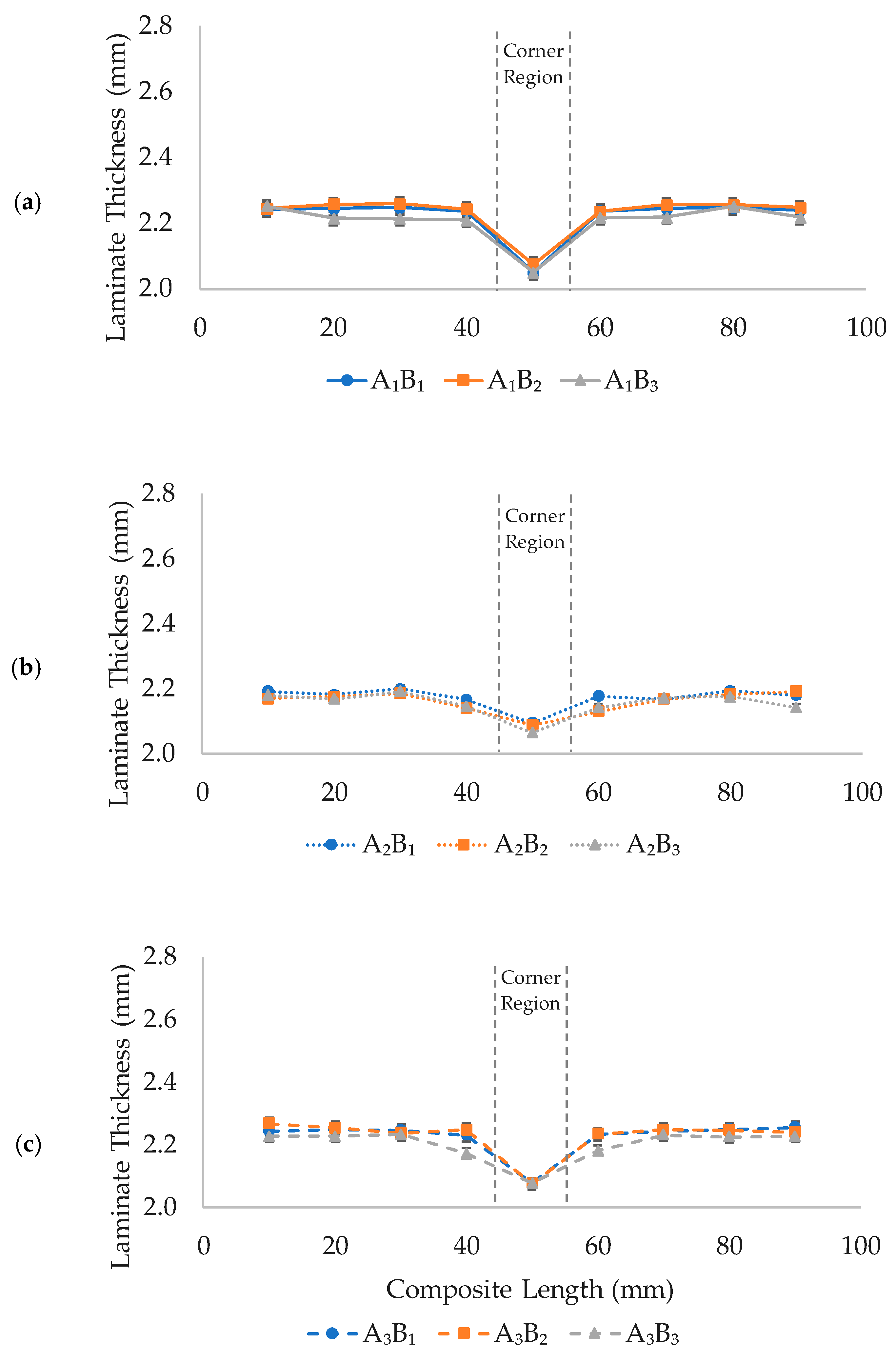
3.1. Thickness Variation of Laminated Composites
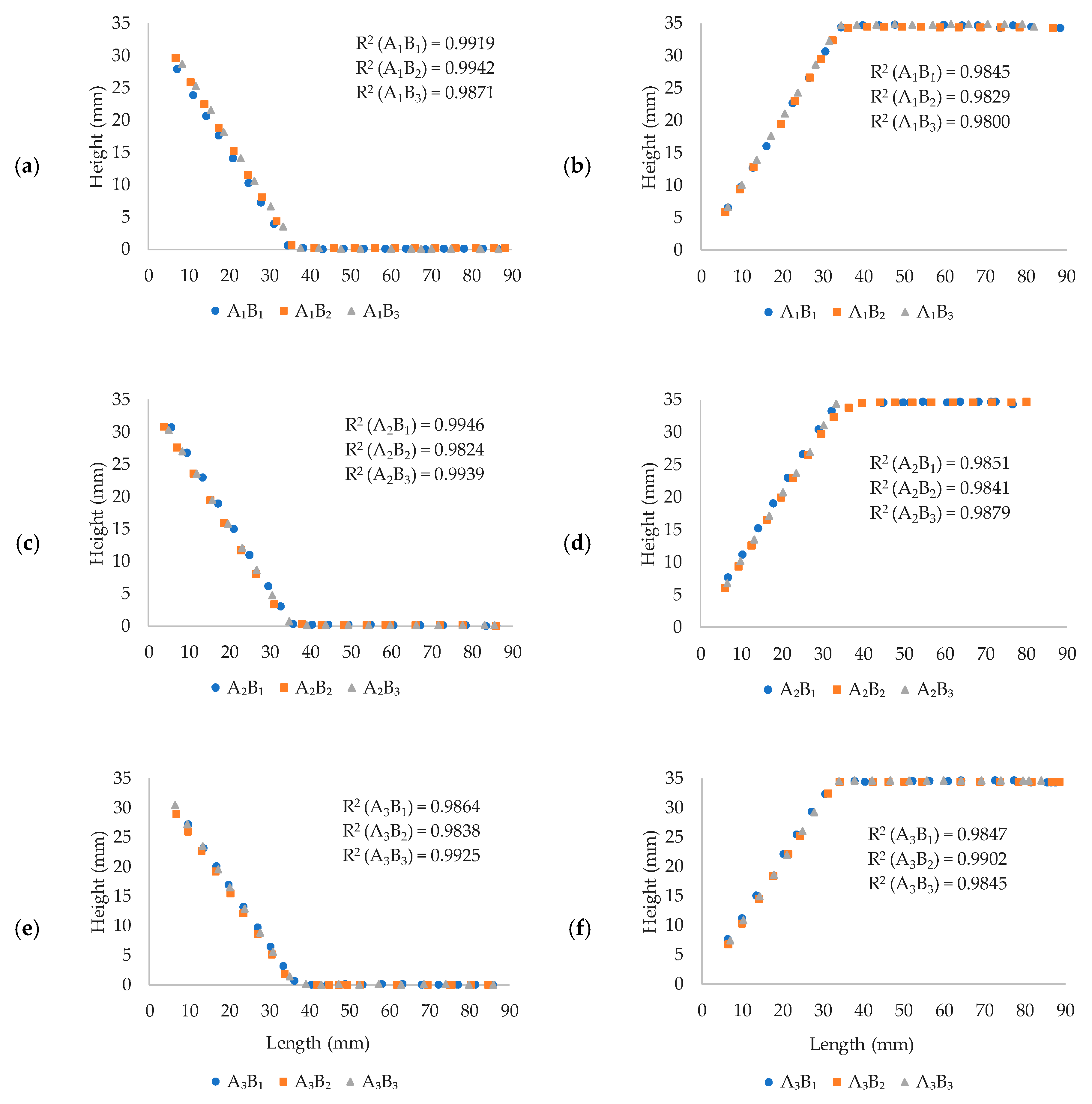
3.2. Spring Effect of Laminated Composites
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Degenhardt, R.; Castro, S.G.; Arbelo, M.A.; Zimmerman, R.; Khakimova, R.; Kling, A. Future structural stability design for composite space and airframe structures. Thin Walled Struct. 2014, 81, 29–38. [Google Scholar] [CrossRef]
- Sun, G.; Yu, H.; Wang, Z.; Xiao, Z.; Li, Q. Energy absorption mechanics and design optimization of CFRP/aluminium hybrid structures for transverse loading. Int. J. Mech. Sci. 2019, 150, 767–783. [Google Scholar] [CrossRef]
- Elmarakbi, A. Advanced Composite Materials for Automotive Applications: Structural Integrity and Crashworthiness; John Wiley & Sons: West Sussex, UK, 2013. [Google Scholar]
- Tran, P.; Nguyen, Q.T.; Lau, K. Fire performance of polymer-based composites for maritime infrastructure. Compos. Part B Eng. 2018, 155, 31–48. [Google Scholar] [CrossRef]
- García-Espinel, J.D.; Alvarez-García-Lubén, R.; González-Herrero, J.; Castro-Fresno, D. Design and construction methods of caisson-type maritime infrastructures using GFRP. J. Compos. Constr. 2016, 20, 05015002. [Google Scholar] [CrossRef]
- Ribeiro, F.; Sena-Cruz, J.; Branco, F.G.; Júlio, E. Hybrid effect and pseudo-ductile behaviour of unidirectional interlayer hybrid FRP composites for civil engineering applications. Constr. Build. Mater. 2018, 171, 871–890. [Google Scholar] [CrossRef]
- Wagih, A.; Sebaey, T.; Yudhanto, A.; Lubineau, G. Post-impact flexural behavior of carbon-aramid/epoxy hybrid composites. Compos. Struct. 2020, 239, 112022. [Google Scholar] [CrossRef]
- Zegaoui, A.; Derradji, M.; Dayo, A.Q.; Medjahed, A.; Zhang, H.-Y.; Cai, W.-A.; Liu, W.-B.; Ma, R.-K.; Wang, J. High-performance polymer composites with enhanced mechanical and thermal properties from cyanate ester/benzoxazine resin and short Kevlar/glass hybrid fibers. High Perform. Polym. 2019, 31, 719–732. [Google Scholar] [CrossRef]
- Matykiewicz, D. Biochar as an Effective Filler of Carbon Fiber Reinforced Bio-Epoxy Composites. Processes 2020, 8, 724. [Google Scholar] [CrossRef]
- Shah, S.; Megat Yusoff, P.S.; Karuppanan, S.; Sajid, Z. Elastic Constants Prediction of 3D Fiber-Reinforced Composites Using Multiscale Homogenization. Processes 2020, 8, 722. [Google Scholar] [CrossRef]
- Singh, A.P.; Sharma, M.; Singh, I. A review of modeling and control during drilling of fiber reinforced plastic composites. Compos. Part B Eng. 2013, 47, 118–125. [Google Scholar] [CrossRef]
- Wu, T.; Zhang, K.; Cheng, H.; Liu, P.; Song, D.; Li, Y. Analytical modeling for stress distribution around interference fit holes on pinned composite plates under tensile load. Compos. Part B Eng. 2016, 100, 176–185. [Google Scholar] [CrossRef]
- Grunenfelder, L.; Dills, A.; Centea, T.; Nutt, S. Effect of prepreg format on defect control in out-of-autoclave processing. Compos. Part A Appl. Sci. Manuf. 2017, 93, 88–99. [Google Scholar] [CrossRef]
- Bodaghi, M.; Cristóvão, C.; Gomes, R.; Correia, N. Experimental characterization of voids in high fibre volume fraction composites processed by high injection pressure RTM. Compos. Part A Appl. Sci. Manuf. 2016, 82, 88–99. [Google Scholar] [CrossRef]
- Xu, X.; Wang, X.; Liu, W.; Zhang, X.; Li, Z.; Du, S. Microwave curing of carbon fiber/bismaleimide composite laminates: Material characterization and hot pressing pretreatment. Mater. Des. 2016, 97, 316–323. [Google Scholar] [CrossRef]
- Thomas, S.; Bongiovanni, C.; Nutt, S. In situ estimation of through-thickness resin flow using ultrasound. Compos. Sci. Technol. 2008, 68, 3093–3098. [Google Scholar] [CrossRef]
- Tavares, S.S.; Michaud, V.; Månson, J.-A. Through thickness air permeability of prepregs during cure. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1587–1596. [Google Scholar] [CrossRef]
- Tavares, S.S.; Michaud, V.; Månson, J.-A. Assessment of semi-impregnated fabrics in honeycomb sandwich structures. Compos. Part A Appl. Sci. Manuf. 2010, 41, 8–15. [Google Scholar] [CrossRef]
- Centea, T.; Grunenfelder, L.K.; Nutt, S.R. A review of out-of-autoclave prepregs–Material properties, process phenomena, and manufacturing considerations. Compos. Part A Appl. Sci. Manuf. 2015, 70, 132–154. [Google Scholar] [CrossRef]
- Lee, J.; Ni, X.; Daso, F.; Xiao, X.; King, D.; Gómez, J.S.; Varela, T.B.; Kessler, S.S.; Wardle, B.L. Advanced carbon fiber composite out-of-autoclave laminate manufacture via nanostructured out-of-oven conductive curing. Compos. Sci. Technol. 2018, 166, 150–159. [Google Scholar] [CrossRef]
- Pishvar, M.; Amirkhosravi, M.; Altan, M.C. Magnet assisted composite manufacturing: A novel fabrication technique for high-quality composite laminates. Polym. Compos. 2019, 40, 159–169. [Google Scholar] [CrossRef]
- Amirkhosravi, M.; Pishvar, M.; Altan, M.C. Improving laminate quality in wet lay-up/vacuum bag processes by magnet assisted composite manufacturing (MACM). Compos. Part A Appl. Sci. Manuf. 2017, 98, 227–237. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, L.; Li, L.; Wei, J. Effects of strain rate and high temperature environment on the mechanical performance of carbon fiber reinforced thermoplastic composites fabricated by hot press molding. Compos. Part A Appl. Sci. Manuf. 2020, 134, 105905. [Google Scholar] [CrossRef]
- Centea, T.; Hubert, P. Measuring the impregnation of an out-of-autoclave prepreg by micro-CT. Compos. Sci. Technol. 2011, 71, 593–599. [Google Scholar] [CrossRef]
- Hou, T.-H. Cure Cycle Design Methodology For Fabricating Reactive Resin Matrix Fiber Reinforced Composites: A Protocol for Producing Void-Free Quality Laminates; NASA Langley Research Center: Hampton, VA, USA, 2014. [Google Scholar]
- Takagaki, K.; Hisada, S.; Minakuchi, S.; Takeda, N. Process improvement for out-of-autoclave prepreg curing supported by in-situ strain monitoring. J. Compos. Mater. 2017, 51, 1225–1237. [Google Scholar] [CrossRef]
- Dong, A.; Zhao, Y.; Zhao, X.; Yu, Q. Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave Composites. Materials 2018, 11, 421. [Google Scholar] [CrossRef]
- Hubert, P.; Poursartip, A. A review of flow and compaction modelling relevant to thermoset matrix laminate processing. J. Reinf. Plast. Compos. 1998, 17, 286–318. [Google Scholar] [CrossRef]
- Ma, Y.; Centea, T.; Nutt, S.R. Defect reduction strategies for the manufacture of contoured laminates using vacuum BAG-only prepregs. Polym. Compos. 2017, 38, 2016–2025. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Z.; Xie, F.; Li, M.; Dai, D.; Wang, F. Correlated rules between complex structure of composite components and manufacturing defects in autoclave molding technology. J. Reinf. Plast. Compos. 2009, 28, 2791–2803. [Google Scholar] [CrossRef]
- Fernlund, G.; Griffith, J.; Courdji, R.; Poursartip, A. Experimental and numerical study of the effect of caul-sheets on corner thinning of composite laminates. Compos. Part A Appl. Sci. Manuf. 2002, 33, 411–426. [Google Scholar] [CrossRef]
- Sherwin, G.R. Non-autoclave processing of advanced composite repairs. Int. J. Adhes. Adhes. 1999, 19, 155–159. [Google Scholar] [CrossRef]
- Hou, T.; Jensen, B. Evaluation of Double-Vacuum-Bag Process for Composite Fabrication; NASA Langley Research Center: Hampton, VA, USA, 2004. [Google Scholar]
- Levy, A.; Hubert, P. Vacuum-bagged composite laminate forming processes: Predicting thickness deviation in complex shapes. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105568. [Google Scholar] [CrossRef]
- Naji, M.I.; Hoa, S.V. Curing of thick angle-bend thermoset composite part: Curing process modification for uniform thickness and uniform fiber volume fraction distribution. J. Compos. Mater. 2000, 34, 1710–1755. [Google Scholar] [CrossRef]
- Hubert, P.; Poursartip, A. Aspects of the compaction of composite angle laminates: An experimental investigation. J. Compos. Mater. 2001, 35, 2–26. [Google Scholar] [CrossRef]
- Gu, Y.; Li, M.; Li, Y.; Zhang, Z. Pressure transfer behaviour of rubber mould and the effects on consolidation of L-shape composite laminates. Polym. Polym. Compos. 2010, 18, 167–174. [Google Scholar] [CrossRef]
- Cauberghs, J. Out-of-Autoclave Manufacturing of Aerospace Representative Parts; McGill University: Montreal, QC, Canada, 2012. [Google Scholar]
- Hein, R.; Prussak, R.; Schmidt, J. Phenomenological Analysis of Thermo-Mechanical-Chemical Properties of GFRP during Curing by Means of Sensor Supported Process Simulation. Processes 2020, 8, 192. [Google Scholar] [CrossRef]
- Zappino, E.; Zobeiry, N.; Petrolo, M.; Vaziri, R.; Carrera, E.; Poursartip, A. Analysis of process-induced deformations and residual stresses in curved composite parts considering transverse shear stress and thickness stretching. Compos. Struct. 2020, 241, 112057. [Google Scholar] [CrossRef]
- Bellini, C.; Sorrentino, L.; Polini, W.; Corrado, A. Spring-in analysis of CFRP thin laminates: Numerical and experimental results. Compos. Struct. 2017, 173, 17–24. [Google Scholar] [CrossRef]
- Fiorina, M.; Seman, A.; Castanié, B.; Ali, K.; Schwob, C.; Mezeix, L. Spring-in prediction for carbon/epoxy aerospace composite structure. Compos. Struct. 2017, 168, 739–745. [Google Scholar] [CrossRef]
- Bellini, C.; Sorrentino, L. Analysis of cure induced deformation of CFRP U-shaped laminates. Compos. Struct. 2018, 197, 1–9. [Google Scholar] [CrossRef]
- Sallih, N. Manufacturing and Evaluation of Kenaf/Polypropylene Honeycomb Cores; The University of Auckland: Auckland, New Zealand, 2016. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Bagging Techniques (A) | Curing Profiles (B) | ||
|---|---|---|---|---|
| 1 | SVB | (A1) | MRCC | (B1) |
| 2 | SVB | (A1) | EMRCC | (B2) |
| 3 | SVB | (A1) | DC | (B3) |
| 4 | MSVB | (A2) | MRCC | (B1) |
| 5 | MSVB | (A2) | EMRCC | (B2) |
| 6 | MSVB | (A2) | DC | (B3) |
| 7 | DVB | (A3) | MRCC | (B1) |
| 8 | DVB | (A3) | EMRCC | (B2) |
| 9 | DVB | (A3) | DC | (B3) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mujahid, Y.; Sallih, N.; Mustapha, M.; Abdullah, M.Z.; Mustapha, F. Effects of Processing Parameters for Vacuum-Bagging-Only Method on Shape Conformation of Laminated Composites. Processes 2020, 8, 1147. https://doi.org/10.3390/pr8091147
Mujahid Y, Sallih N, Mustapha M, Abdullah MZ, Mustapha F. Effects of Processing Parameters for Vacuum-Bagging-Only Method on Shape Conformation of Laminated Composites. Processes. 2020; 8(9):1147. https://doi.org/10.3390/pr8091147
Chicago/Turabian StyleMujahid, Yasir, Nabihah Sallih, Mazli Mustapha, Mohamad Zaki Abdullah, and Faizal Mustapha. 2020. "Effects of Processing Parameters for Vacuum-Bagging-Only Method on Shape Conformation of Laminated Composites" Processes 8, no. 9: 1147. https://doi.org/10.3390/pr8091147
APA StyleMujahid, Y., Sallih, N., Mustapha, M., Abdullah, M. Z., & Mustapha, F. (2020). Effects of Processing Parameters for Vacuum-Bagging-Only Method on Shape Conformation of Laminated Composites. Processes, 8(9), 1147. https://doi.org/10.3390/pr8091147