Numerical Modeling of Equal and Differentiated Gas Injection in Ladles: Effect on Mixing Time and Slag Eye

 , ,
, ,  and
and
Abstract
:1. Introduction
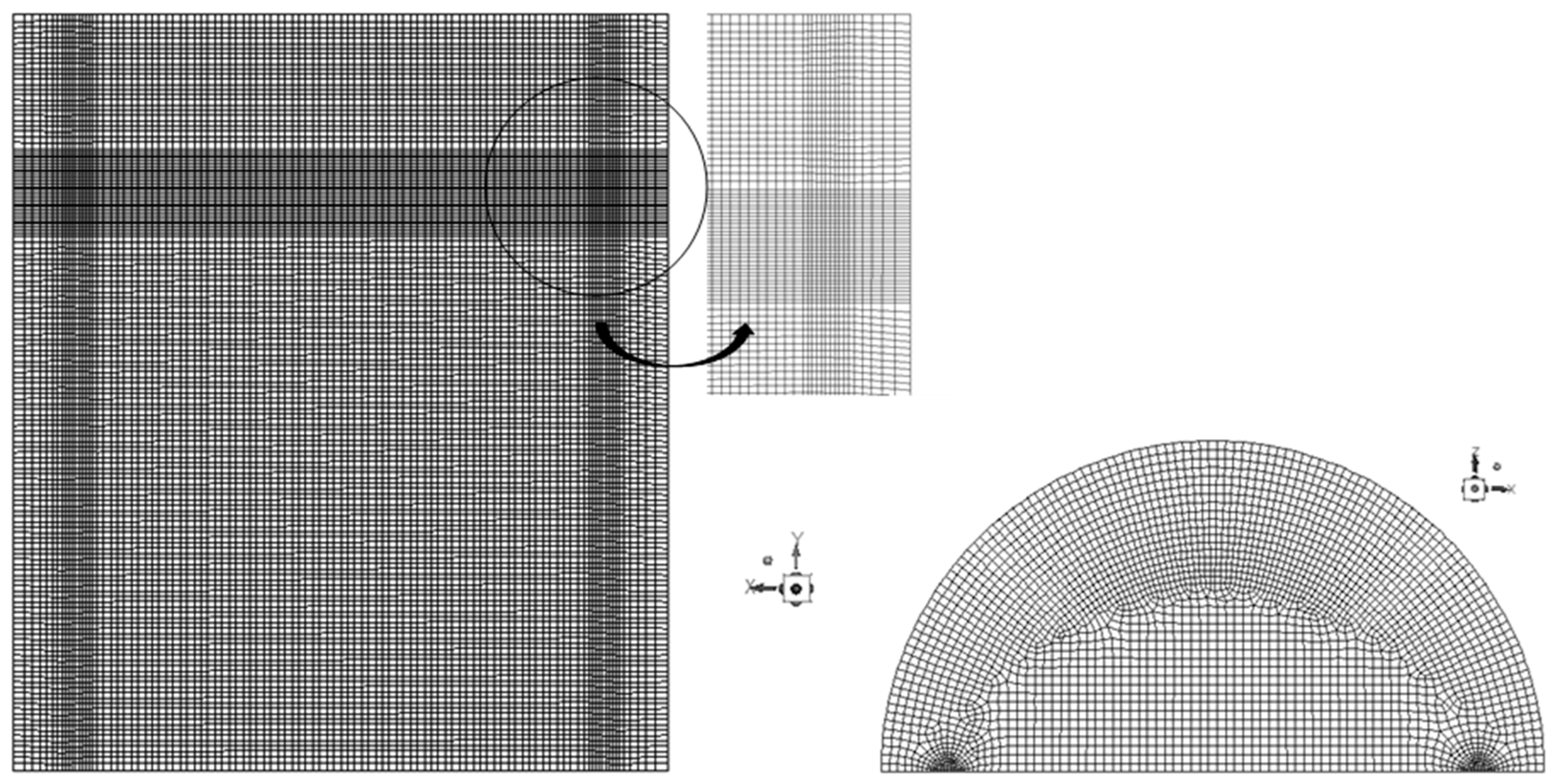
2. Methodology: Numerical Model Development
3. Results and Discussion
3.1. Model Validation
3.2. Turbulence Modeling
3.3. Slag Eye Modeling
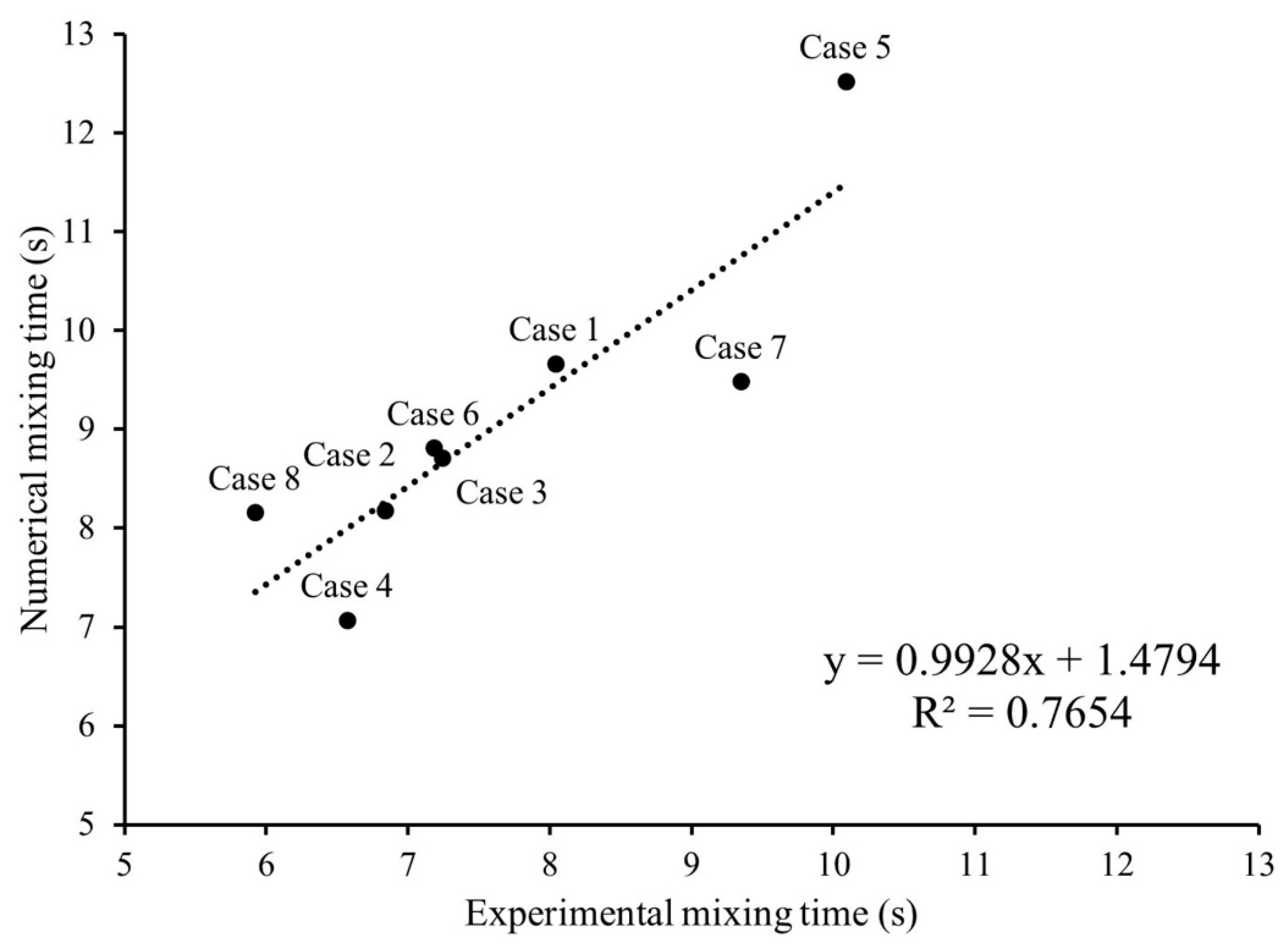
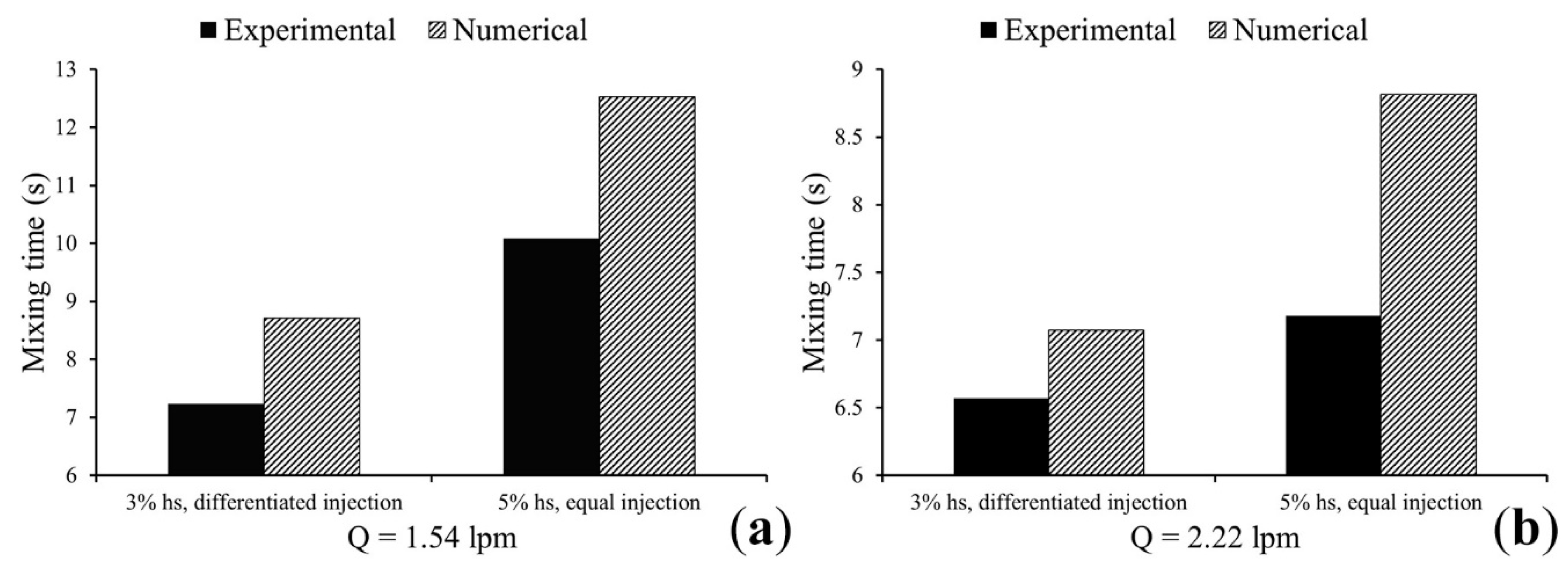
3.4. Mixing Time Modeling
4. Conclusions
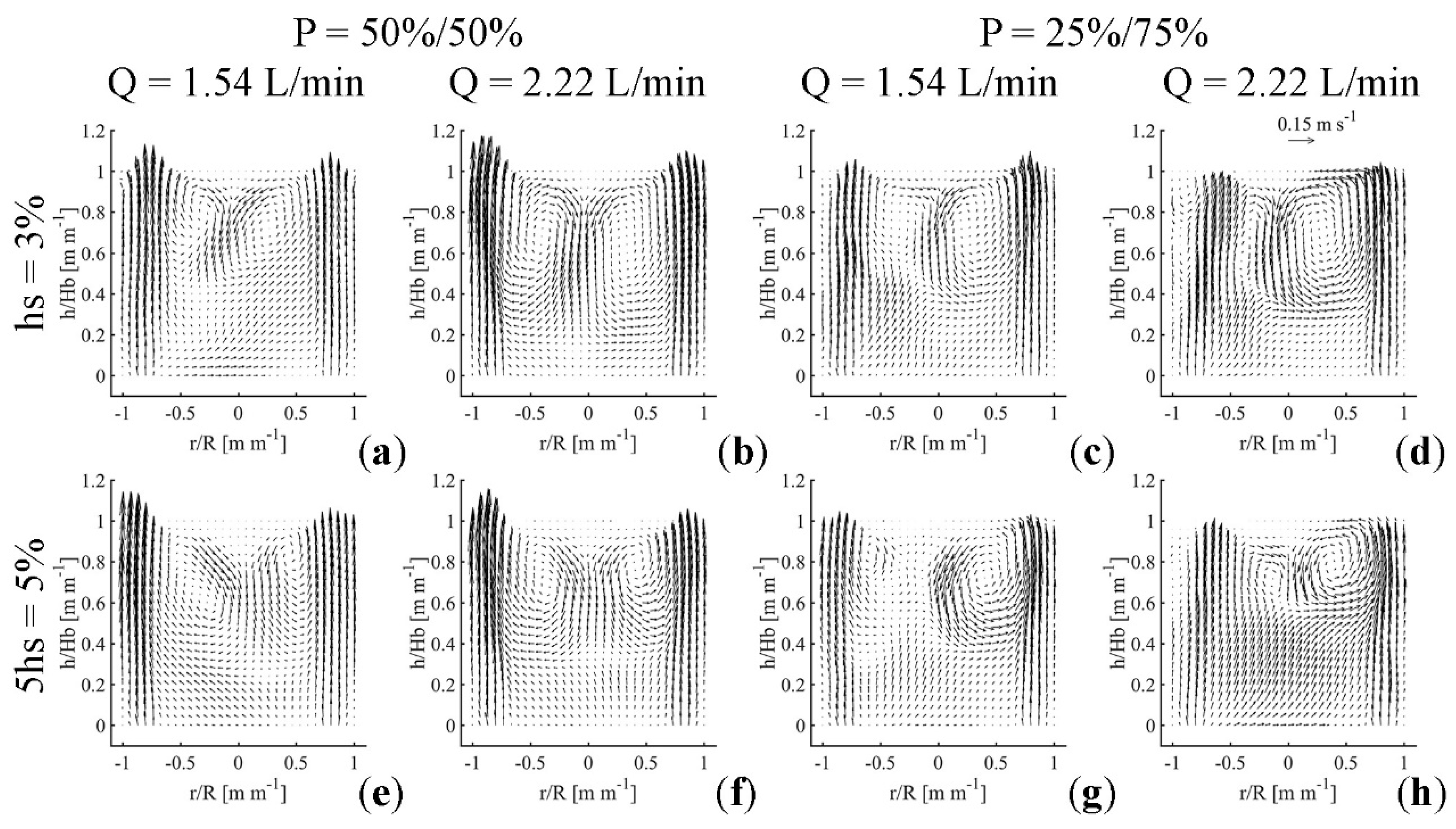
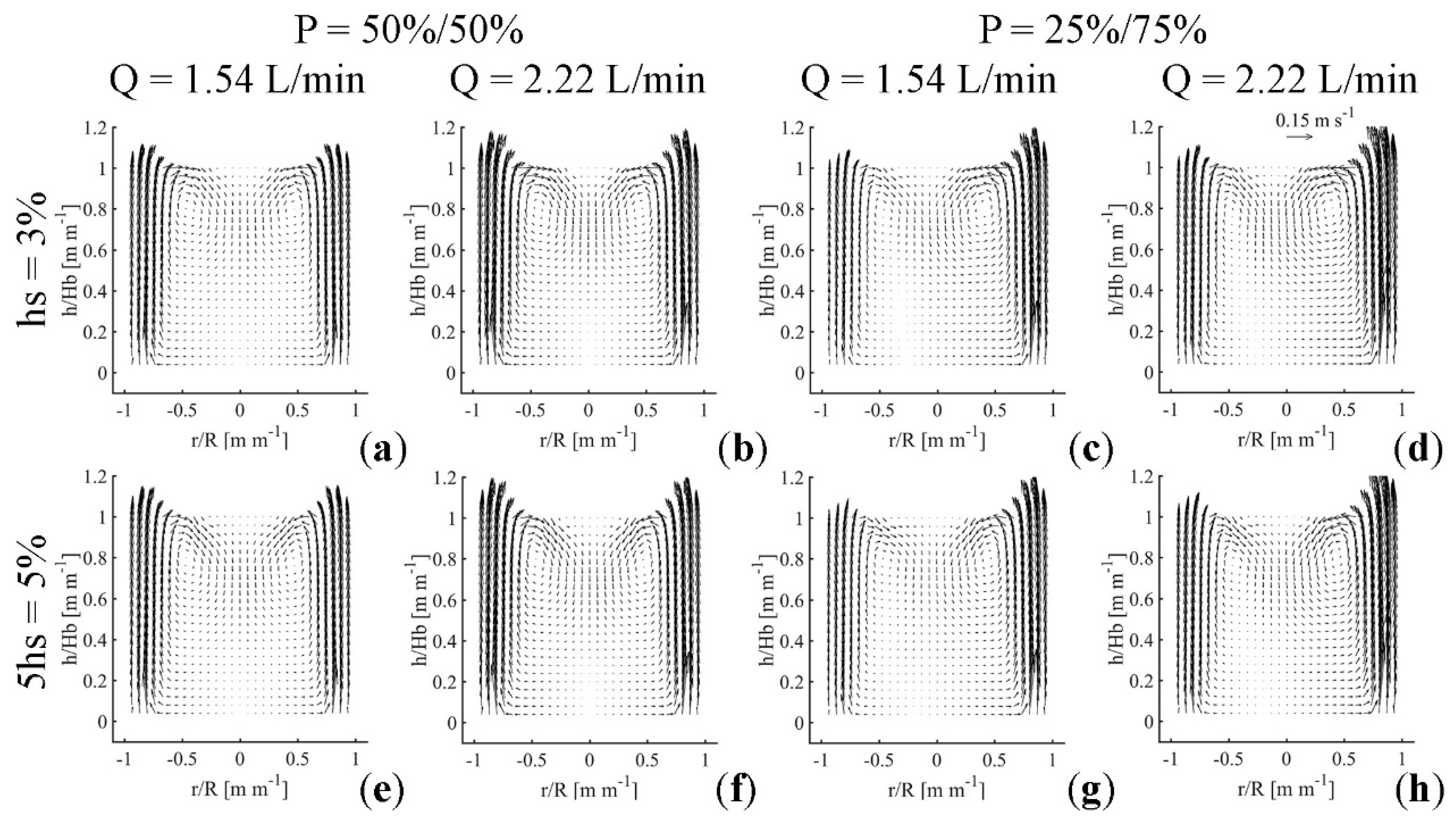
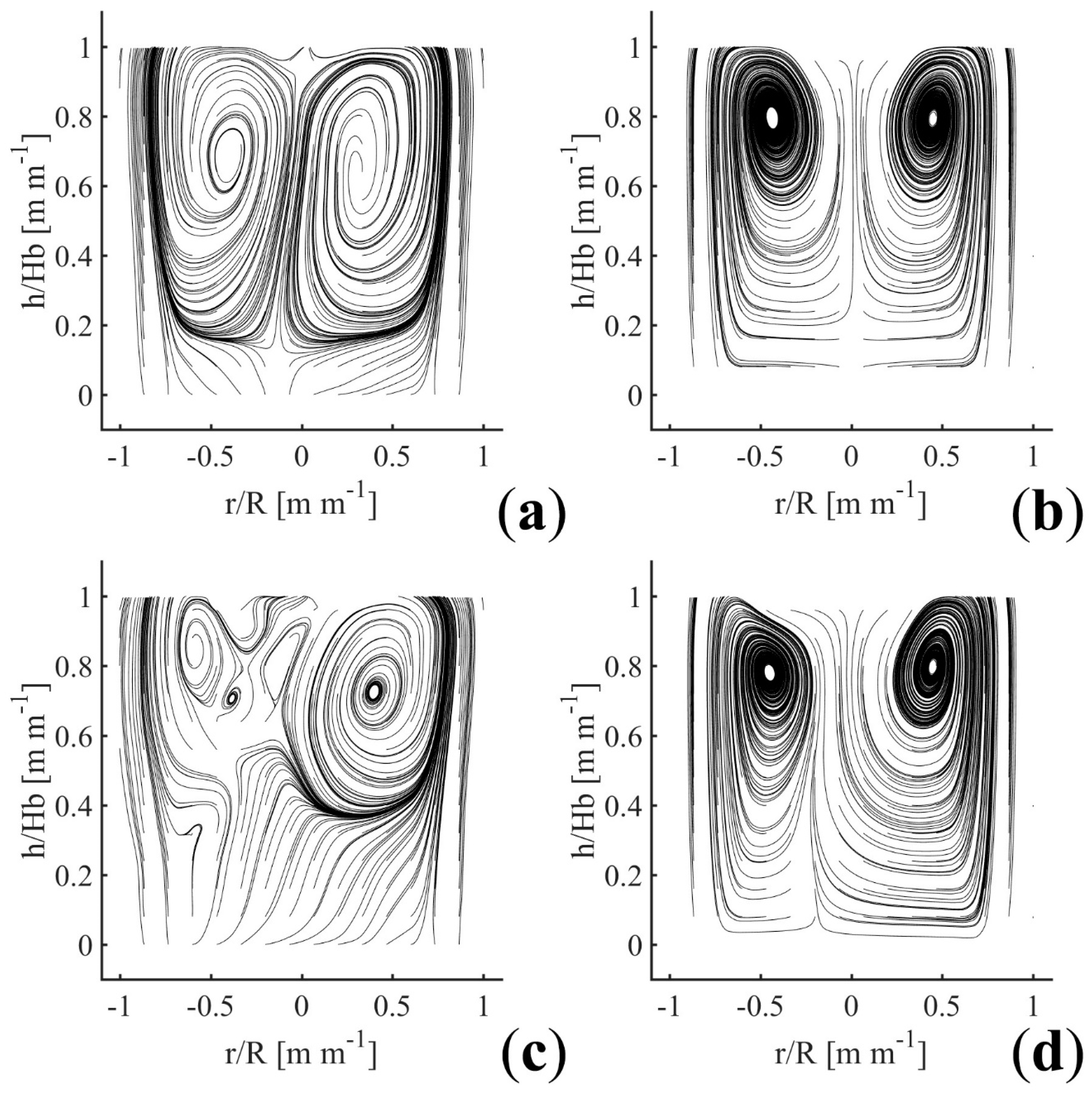
- The numerical model using CFD predicts the hydrodynamic behavior of the ladle well, in comparison with the physical model. Turbulent kinetic energy is adequately and qualitatively predicted, although it is somewhat overestimated. It can be said that the model qualitatively predicts the influence of the gas flow, the distribution of the flows and the level of slag on the distribution of velocities and turbulence.
- The predicted slag eye shows a good agreement with the experimental results with slag eye area as a percentage of the total surface. However, due to the interphase interaction, the slag eye from differentiated gas injection is not captured completely by the model.
- The numerical model does not fully predict the effect of differentiated gas injection, since the drag model used does not exactly simulate the interaction between both recirculation zones, hence predicting a smaller area of low-velocity zones.
- There is a deviation in predicted mixing time from experimental mixing time for both equal and differentiated gas injection, which becomes significant at a high gas flow rate and a high slag thickness.
Author Contributions
Funding
Conflicts of Interest
References
- Ghosh, A. Secondary Steelmaking: Principles and Applications; CRC Press LLC: Boca Raton, FL, USA, 2001. [Google Scholar]
- Du, S. Improving process design in steelmaking. In Fundamentals of Metallurgy; Elsevier Inc.: Amsterdam, The Netherlands, 2005; pp. 369–398. [Google Scholar]
- Mazumdar, D.; Evans, J.W. Macroscopic Models for Gas Stirred Ladles. ISIJ Int. 2004, 44, 447–461. [Google Scholar] [CrossRef] [Green Version]
- Amaro-Villeda, A.M.; Ramírez-Argáez, M.A.; Conejo, A.N. Effect of Slag Properties on Mixing Phenomena in Gas-stirred Ladles by Physical Modeling. ISIJ Int. 2014, 54, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Hoang, Q.N.; Ramírez-Argáez, M.A.; Conejo, A.N.; Blanpain, B.; Dutta, A. Numerical Modeling of Liquid–Liquid Mass Transfer and the Influence of Mixing in Gas-Stirred Ladles. JOM 2018, 70, 2109–2118. [Google Scholar] [CrossRef]
- Asai, S.; Okamoto, T.; He, J.-C.; Muchi, I. Mixing Time of Refining Vessels Stirred by Gas Injection. Trans. Iron Steel Inst. Jpn. 1983, 23, 43–50. [Google Scholar] [CrossRef] [Green Version]
- Sano, M.; Mori, K. Fluid flow and mixing characteristics in a gas-stirred molten metal bath. Trans. Iron Steel Inst. Jpn. 1983, 23, 169–175. [Google Scholar] [CrossRef]
- Joo, S.; Guthrie, R.I.L. Modeling flows and mixing in steelmaking ladles designed for single- and dual-plug bubbling operations. MTB 1992, 23, 765–778. [Google Scholar] [CrossRef]
- Krishnapisharody, K.; Irons, G.A. An Analysis of Recirculatory Flow in Gas-Stirred Ladles. Steel Res. Int. 2010, 81, 880–885. [Google Scholar] [CrossRef]
- Khajavi, L.T.; Barati, M. Liquid Mixing in Thick-Slag-Covered Metallurgical Baths—Blending of Bath. Met. Mater. Trans. B 2010, 41, 86–93. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Sengupta, A.; Ajmani, S.K.; Lenka, S.N.; Singh, V. Optimisation of dual purging location for better mixing in ladle: A water model study. Ironmak. Steelmak. 2009, 36, 537–542. [Google Scholar] [CrossRef]
- Liu, H.; Qi, Z.; Xu, M. Numerical Simulation of Fluid Flow and Interfacial Behavior in Three-phase Argon-Stirred Ladles with One Plug and Dual Plugs. Steel Res. Int. 2011, 82, 440–458. [Google Scholar] [CrossRef]
- Haiyan, T.; Xiaochen, G.; Guanghui, W.; Yong, W. Effect of Gas Blown Modes on Mixing Phenomena in a Bottom Stirring Ladle with Dual Plugs. ISIJ Int. 2016, 56, 2161–2170. [Google Scholar] [CrossRef] [Green Version]
- Tang, H.; Liu, J.; Zhang, S.; Guo, X.; Zhang, J. A novel dual plugs gas blowing mode for efficient ladle metallurgy. Ironmak. Steelmak. 2019, 46, 405–415. [Google Scholar] [CrossRef]
- Jardón-Pérez, L.E.; González-Morales, D.R.; Trápaga, G.; González-Rivera, C.; Ramírez-Argáez, M.A. Effect of Differentiated Injection Ratio, Gas Flow Rate, and Slag Thickness on Mixing Time and Open Eye Area in Gas-Stirred Ladle Assisted by Physical Modeling. Metals 2019, 9, 555. [Google Scholar] [CrossRef] [Green Version]
- Mazumdar, D.; Dhandapani, P.; Sarvanakumar, R. Modeling and Optimisation of Gas Stirred Ladle Systems. ISIJ Int. 2017, 57, 286–295. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Ersson, M.; Liu, H.; Jönsson, P.G.; Gan, Y. A Review of Physical and Numerical Approaches for the Study of Gas Stirring in Ladle Metallurgy. Met. Mater. Trans. B 2018, 50, 555–577. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Yin, H.; Zhou, C.Q.; Tsukihashi, F. Modeling of Three-phase Flows and Behavior of Slag/Steel Interface in an Argon Gas Stirred Ladle. ISIJ Int. 2008, 48, 1704–1711. [Google Scholar] [CrossRef] [Green Version]
- Conejo, A.N.; Mishra, R.; Mazumdar, D. Effects of Nozzle Radial Position, Separation Angle, and Gas Flow Partitioning on the Mixing, Eye Area, and Wall Shear Stress in Ladles Fitted with Dual Plugs. Met. Mater. Trans. B 2019, 50, 1490–1502. [Google Scholar] [CrossRef]
- Villela-Aguilar, J.D.J.; Ramos-Banderas, J.Á.; Hernández-Bocanegra, C.A.; Urióstegui-Hernández, A.; Solorio-Díaz, G. Optimization of the Mixing Time Using Asymmetrical Arrays in Both Gas Flow and Injection Positions in a Dual-plug Ladle. ISIJ Int. 2020, 60, 1172–1178. [Google Scholar] [CrossRef] [Green Version]
- Shih, T.-H.; Liou, W.W.; Shabbir, A.; Yang, Z.; Zhu, J. A new k-ϵ eddy viscosity model for high reynolds number turbulent flows. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Troshko, A.A.; Hassan, Y.A. A two-equation turbulence model of turbulent bubbly flows. Int. J. Multiph. Flow 2001, 27, 1965–2000. [Google Scholar] [CrossRef]
- Krishnakumar, K.; Ballal, N.B.; Sinha, P.K.; Sardar, M.K.; Jha, K.N. Water Model Experiments on Mixing Phenomena in a VOD Ladle. ISIJ Int. 1999, 39, 419–425. [Google Scholar] [CrossRef]
- González-Bernal, R.; Solorio-Diaz, G.; Ramos-Banderas, A.; Torres-Alonso, E.; Hernández-Bocanegra, C.A.; Zenit, R. Effect of the Fluid-Dynamic Structure on the Mixing Time of a Ladle Furnace. Steel Res. Int. 2018, 89, 1700281. [Google Scholar] [CrossRef]
- Lou, W.; Zhu, M. Numerical Simulation of Slag-metal Reactions and Desulfurization Efficiency in Gas-stirred Ladles with Different Thermodynamics and Kinetics. ISIJ Int. 2015, 55, 961–969. [Google Scholar] [CrossRef] [Green Version]
- Zhu, M.-Y.; Inomoto, T.; Sawada, I.; Hsiao, T.-C. Fluid Flow and Mixing Phenomena in the Ladle Stirred by Argon through Multi-Tuyere. ISIJ Int. 1995, 35, 472–479. [Google Scholar] [CrossRef]
- Ramasetti, E.; Visuri, V.-V.; Sulasalmi, P.; Fabritius, T.; Saatio, T.; Li, M.; Shao, L. Numerical Modeling of Open-Eye Formation and Mixing Time in Argon Stirred Industrial Ladle. Metals 2019, 9, 829. [Google Scholar] [CrossRef] [Green Version]
- Nunes, R.P.; Pereira, J.A.M.; Vilela, A.C.F.; Laan, F.T.V. Visualisation and analysis of the fluid flow structure inside an elliptical steelmaking ladle through image processing techniques. J. Eng. Sci. Technol. 2007, 2, 139–150. [Google Scholar]
- Jardón-Pérez, L.E.; Amaro-Villeda, A.; González-Rivera, C.; Trápaga, G.; Conejo, A.N.; Ramírez-Argáez, M.A. Introducing the Planar Laser-Induced Fluorescence Technique (PLIF) to Measure Mixing Time in Gas-Stirred Ladles. Met. Mater. Trans. B 2019, 50, 2121–2133. [Google Scholar] [CrossRef]
- Ascanio, G. Mixing time in stirred vessels: A review of experimental techniques. Chin. J. Chem. Eng. 2015, 23, 1065–1076. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Boundary | Mass Transport Condition | Momentum Transport Condition |
|---|---|---|
| Inlets | velocity inlet of air with turbulent intensity | velocity inlet of air with turbulent intensity |
| Outlet | pressure outlet with air backflow | pressure outlet with air backflow |
| bottom wall | impermeable boundary | no slip with standard wall functions |
| lateral wall | impermeable boundary | no slip with standard wall functions |
| Cases | Experiment Number | (Slag) Oil Thickness (hs) (%) | Gas Flow Rate (Q) (L/min) | Dual Gas Injection Ratio (P) (%/%) |
|---|---|---|---|---|
| 1 | a | 3 | 1.54 | 50/50 |
| 2 | b | 3 | 2.22 | 50/50 |
| 3 | c | 3 | 1.54 | 25/75 |
| 4 | d | 3 | 2.22 | 25/75 |
| 5 | e | 5 | 1.54 | 50/50 |
| 6 | f | 5 | 2.22 | 50/50 |
| 7 | g | 5 | 1.54 | 25/75 |
| 8 | h | 5 | 2.22 | 25/75 |
| Low 1.54 L/min Gas Flow Rate (Q) | High 2.22 L/min Gas Flow Rate (Q) | |||
|---|---|---|---|---|
| (Slag) Oil Thickness (hs) | 50%:50% Dual Gas Injection Ratio | 25%:75% Dual Gas Injection Ratio | 50%:50% Dual Gas Injection Ratio | 25%:75% Dual Gas Injection Ratio |
| 3% oil thickness | ||||
| experimental | 4.36 ± 2.61 | 5.33 ± 3.17 | 4.18 ± 2.72 | 4.53 ± 3.16 |
| numerical | 4.91 ± 4.94 | 5.98 ± 6.01 | 5.03 ± 5.24 | 5.91 ± 6.14 |
| difference (%) | 12.81 | 12.13 | 20.46 | 30.37 |
| 5% oil thickness | ||||
| experimental | 4.62 ± 2.86 | 4.74 ± 3.09 | 3.60 ± 2.27 | 4.53 ± 2.77 |
| numerical | 5.07 ± 5.15 | 5.30 ± 5.38 | 4.68 ± 5.00 | 5.52 ± 5.87 |
| difference (%) | 9.85 | 11.87 | 30.07 | 22.01 |
| Low 1.54 L/min Gas Flow Rate (Q) | High 2.22 L/min Gas Flow Rate (Q) | |||
|---|---|---|---|---|
| (Slag) Oil Thickness (hs) | 50%:50% Dual Gas Injection Ratio | 25%:75% Dual Gas Injection Ratio | 50%:50% Dual Gas Injection Ratio | 25%:75% Dual Gas Injection Ratio |
| 3% oil thickness | ||||
| experimental | 0.74 ± 0.51 | 1.18 ± 0.75 | 0.83 ± 0.55 | 1.05 ± 0.75 |
| numerical | 0.78 ± 1.02 | 1.15 ± 1.44 | 1.00 ± 1.37 | 1.24 ± 1.66 |
| difference (%) | 5.86 | 2.56 | 19.88 | 18.73 |
| 5% oil thickness | ||||
| experimental | 0.97 ± 0.61 | 1.11 ± 0.72 | 0.60 ± 0.39 | 0.78 ± 0.57 |
| numerical | 0.91 ± 1.17 | 1.14 ± 1.43 | 0.89 ± 1.23 | 1.11 ± 1.49 |
| difference (%) | 6.64 | 1.98 | 46.87 | 41.88 |
| Low 1.54 L/min Gas Flow Rate (Q) | High 2.22 L/min Gas Flow Rate (Q) | |||
|---|---|---|---|---|
| (Slag) Oil Thickness (hs) | 50%:50% Dual Gas Injection Ratio | 25%:75% Dual Gas Injection Ratio | 50%:50% Dual Gas Injection Ratio | 25%:75% Dual Gas Injection Ratio |
| 3% oil thickness | ||||
| experimental | 39.40 ± 2.27 | 45.40 ± 3.53 | 51.47 ± 1.49 | 58.35 ± 1.97 |
| numerical | 45.35 | 49.75 | 49.84 | 55.21 |
| difference (%) | 15.10 | 9.59 | 3.17 | 5.38 |
| 5% oil thickness | ||||
| experimental | 34.13 ± 1.79 | 34.21 ± 2.96 | 43.99 ± 2.06 | 49.88 ± 3.03 |
| numerical | 30.07 | 38.31 | 33.89 | 38.93 |
| difference (%) | 11.90 | 11.99 | 22.95 | 21.94 |
| Low 1.54 L/min Gas Flow Rate (Q) | High 2.22 L/min Gas Flow Rate (Q) | |||
|---|---|---|---|---|
| (Slag) Oil Thickness (hs) | 50%:50% Dual Gas Injection Ratio | 25%:75% Dual Gas Injection Ratio | 50%:50% Dual Gas Injection Ratio | 25%:75% Dual Gas Injection Ratio |
| 3% oil thickness | ||||
| experimental | 8.04 ± 0.57 | 7.24 ± 0.80 | 6.84 ± 0.26 | 6.57 ± 0.40 |
| numerical | 9.67 | 8.71 | 8.18 | 7.07 |
| difference (%) | 20.28 | 20.31 | 19.56 | 7.67 |
| 5% oil thickness | ||||
| experimental | 10.09 ± 1.04 | 9.35 ± 1.13 | 7.18 ± 0.62 | 5.92 ± 0.45 |
| numerical | 12.53 | 9.49 | 8.82 | 8.16 |
| difference (%) | 24.15 | 1.47 | 22.79 | 37.85 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jardón-Pérez, L.E.; González-Rivera, C.; Ramirez-Argaez, M.A.; Dutta, A. Numerical Modeling of Equal and Differentiated Gas Injection in Ladles: Effect on Mixing Time and Slag Eye. Processes 2020, 8, 917. https://doi.org/10.3390/pr8080917
Jardón-Pérez LE, González-Rivera C, Ramirez-Argaez MA, Dutta A. Numerical Modeling of Equal and Differentiated Gas Injection in Ladles: Effect on Mixing Time and Slag Eye. Processes. 2020; 8(8):917. https://doi.org/10.3390/pr8080917
Chicago/Turabian StyleJardón-Pérez, Luis E., Carlos González-Rivera, Marco A. Ramirez-Argaez, and Abhishek Dutta. 2020. "Numerical Modeling of Equal and Differentiated Gas Injection in Ladles: Effect on Mixing Time and Slag Eye" Processes 8, no. 8: 917. https://doi.org/10.3390/pr8080917
APA StyleJardón-Pérez, L. E., González-Rivera, C., Ramirez-Argaez, M. A., & Dutta, A. (2020). Numerical Modeling of Equal and Differentiated Gas Injection in Ladles: Effect on Mixing Time and Slag Eye. Processes, 8(8), 917. https://doi.org/10.3390/pr8080917