Maintenance Optimization Model with Sequential Inspection Based on Real-Time Reliability Evaluation for Long-Term Storage Systems


Abstract
:1. Introduction
2. Assumptions and Methodology
2.1. Assumptions of The Degradation Model
- If , the degradation level of the unit is 0, i.e., , and the unit is in the normal state.
- The degradation increments () of the unit in different time intervals are independent of each other and obey a normal distribution:
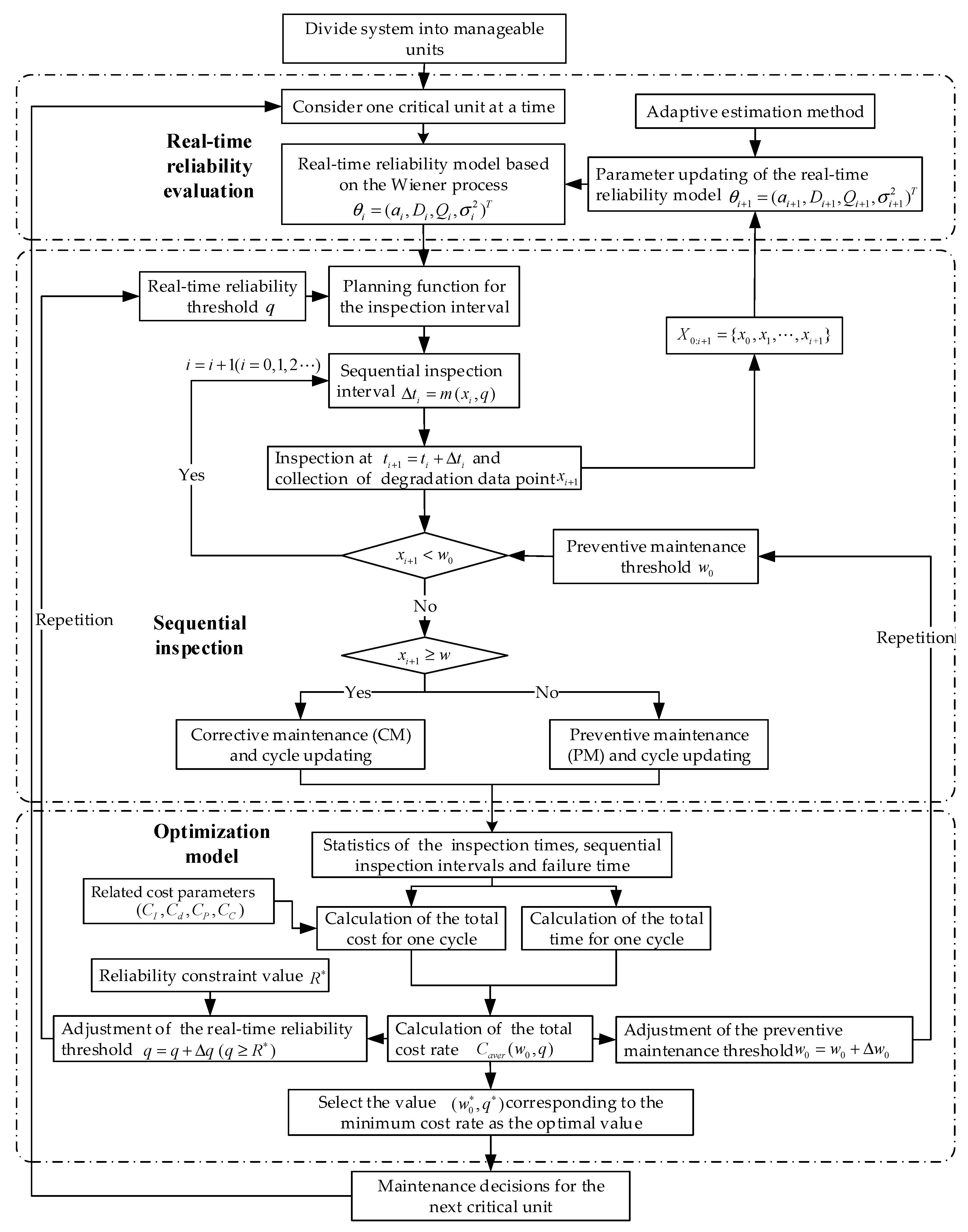
2.2. Maintenance and Optimization Methodology
- (1)
- Real-time reliability evaluation, which mainly consists of establishing the real-time reliability model and adaptively updating the parameters.
- (2)
- Sequential inspection, which mainly consists of determining the inspection intervals and making maintenance decisions (preventive maintenance or corrective maintenance).
- (3)
- Optimization model, which mainly consists of establishing the cost model and calculating the optimal values.
3. Real-Time Reliability Evaluation
4. Sequential Inspection and Maintenance Strategy
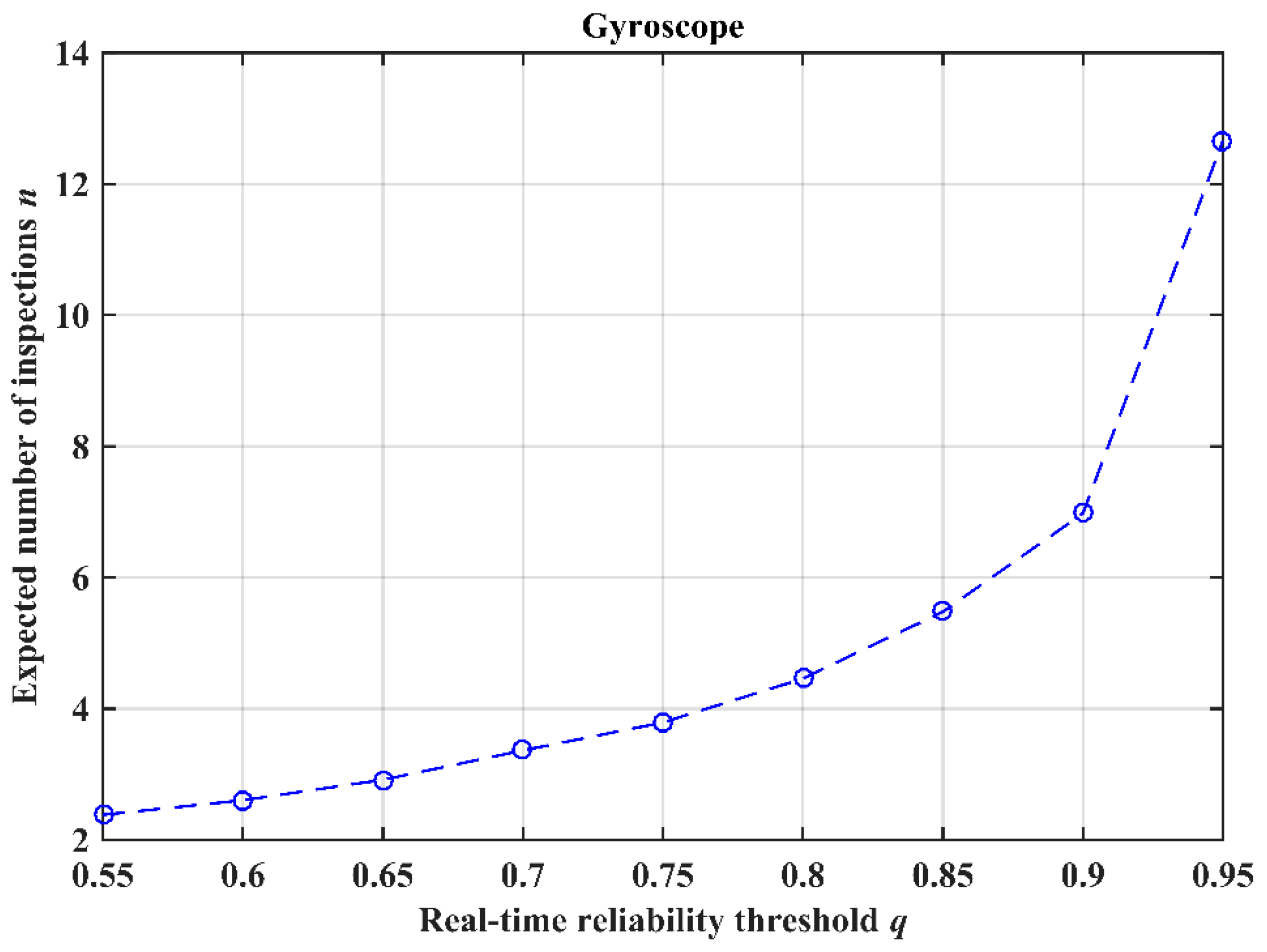
4.1. Sequential Inspection Intervals
4.2. Maintenance Strategy
- (1)
- If the degradation state of the unit when it is inspected at time is , the system will continue to be stored without maintenance, and the next inspection time will be determined in accordance with the current degradation level and the inspection time planning function. The cost of each inspection is denoted by , and is a PM threshold that can be optimized.
- (2)
- The real-time reliability threshold has an important impact on the inspection and maintenance cost; therefore, it is also a value that can be optimized.
- (3)
- If , PM will be performed on the unit. After PM, the performance state of the unit will be restored to the same level as when the unit was new, the degradation level will also return to the initial state, and the update cycle of the system will be recalculated from 0, i.e., . The cost of each instance of PM is denoted by .
- (4)
- If , meaning that the degradation level exceeds the failure threshold, CM must be performed on the unit. Similarly to the case of PM, after CM, the unit will be restored to like-new performance, the degradation level will also return to the initial state, and the system cycle will be recalculated from 0. The cost of each instance of CM is denoted by .
- (5)
- If and , the system will be in a faulty state for a certain period of time before CM can be performed; the length of this period is denoted by , and is the cost of failure loss per unit time.
- (6)
- The relationship between the costs of inspection, maintenance and failure loss satisfies .
5. Maintenance Optimization Model
5.1. Expected Cost Rate Model
5.2. Optimization Algorithm
- Step 1
- Initialize the related parameters , , , , , , and , and set the number of simulations .
- Step 2
- Select the smallest value in as the initial value of , i.e., , and set the step size to .
- Step 3
- Initialize the value of , i.e., , and set the step size to .
- Step 4
- Set and perform a Monte Carlo simulation to calculate and , thus obtaining .
- Step 5
- Set and continue to calculate , and accordingly.
- Step 6
- Calculate the expected total cost rate in the optimization model, namely,
- Step 7
- Increment in steps of in the range and repeat steps 4 to 6 for each such increment.
- Step 8
- Increment in steps of in the range and repeat steps 3 to 7 for each such increment.
- Step 9
- Select the values of the parameters that correspond to the minimum as the optimal values.
6. Case Study
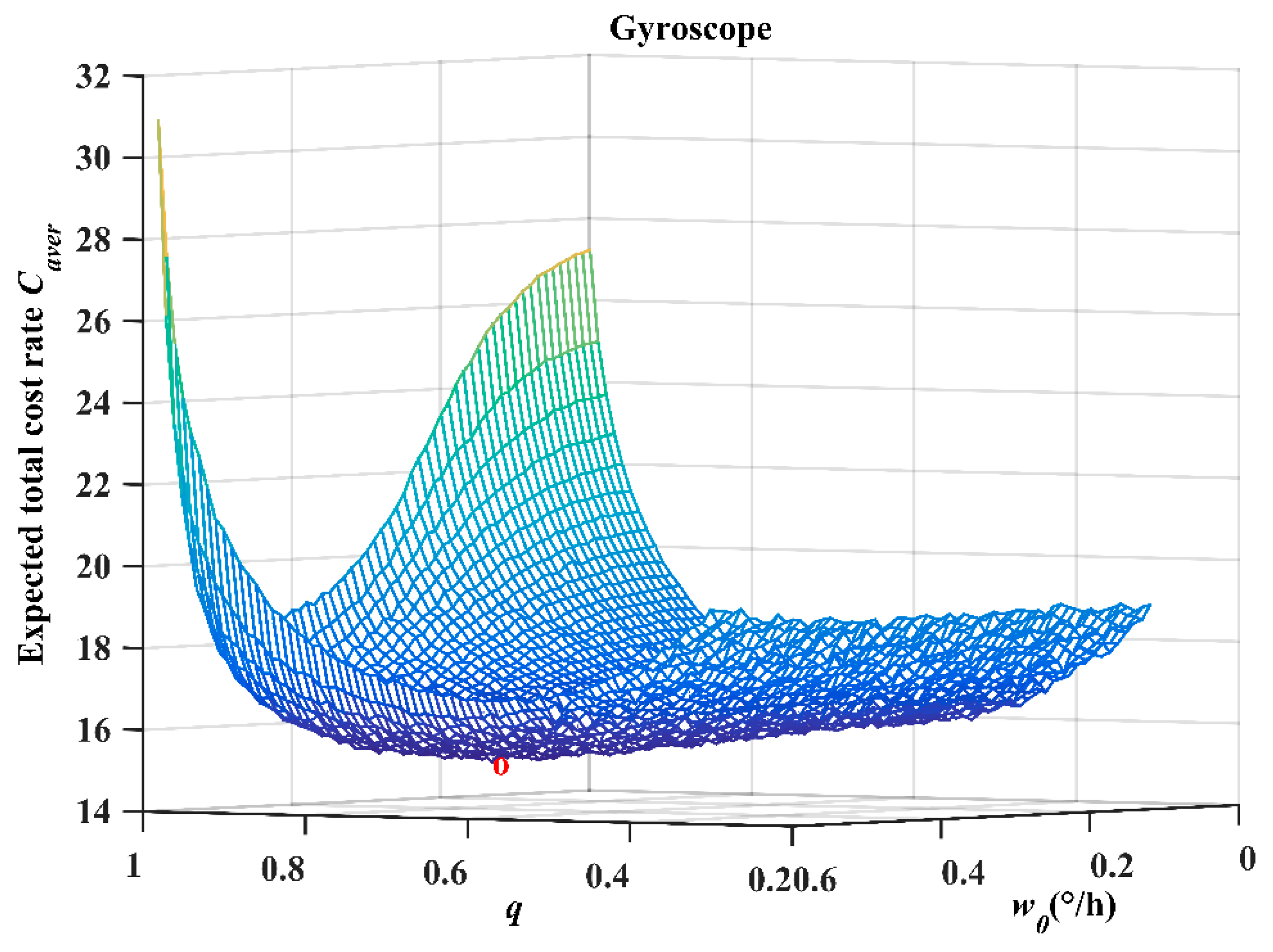
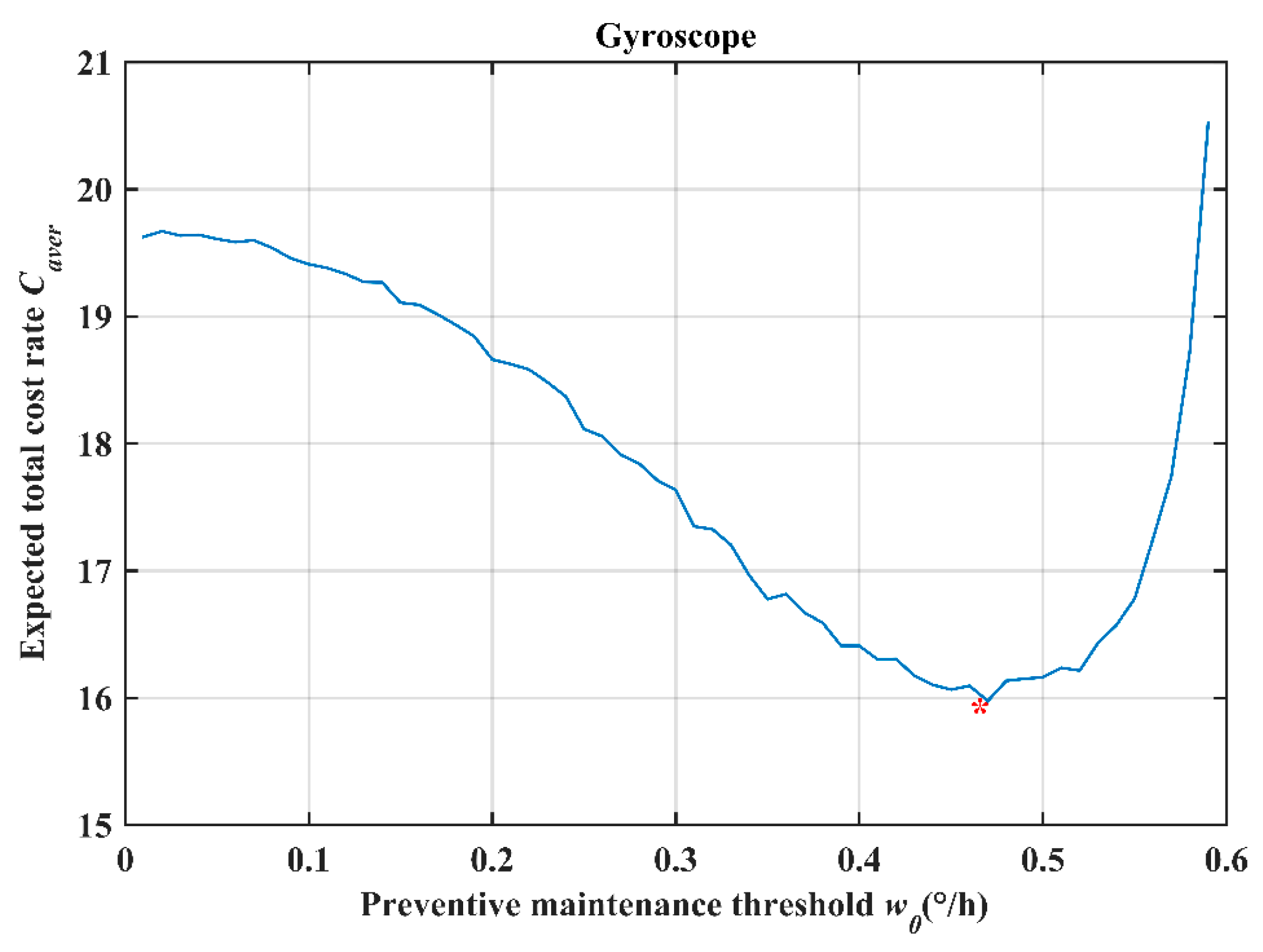
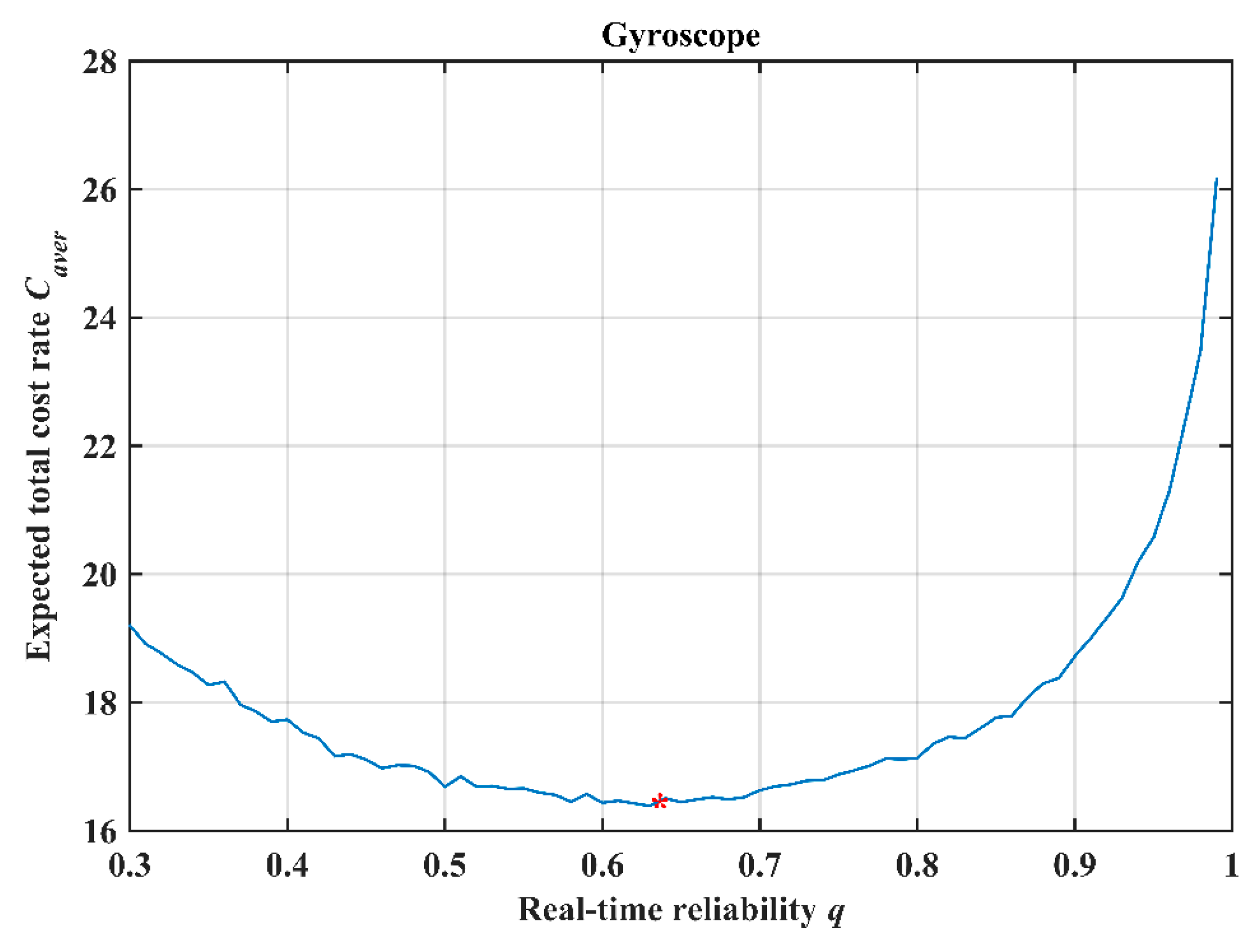
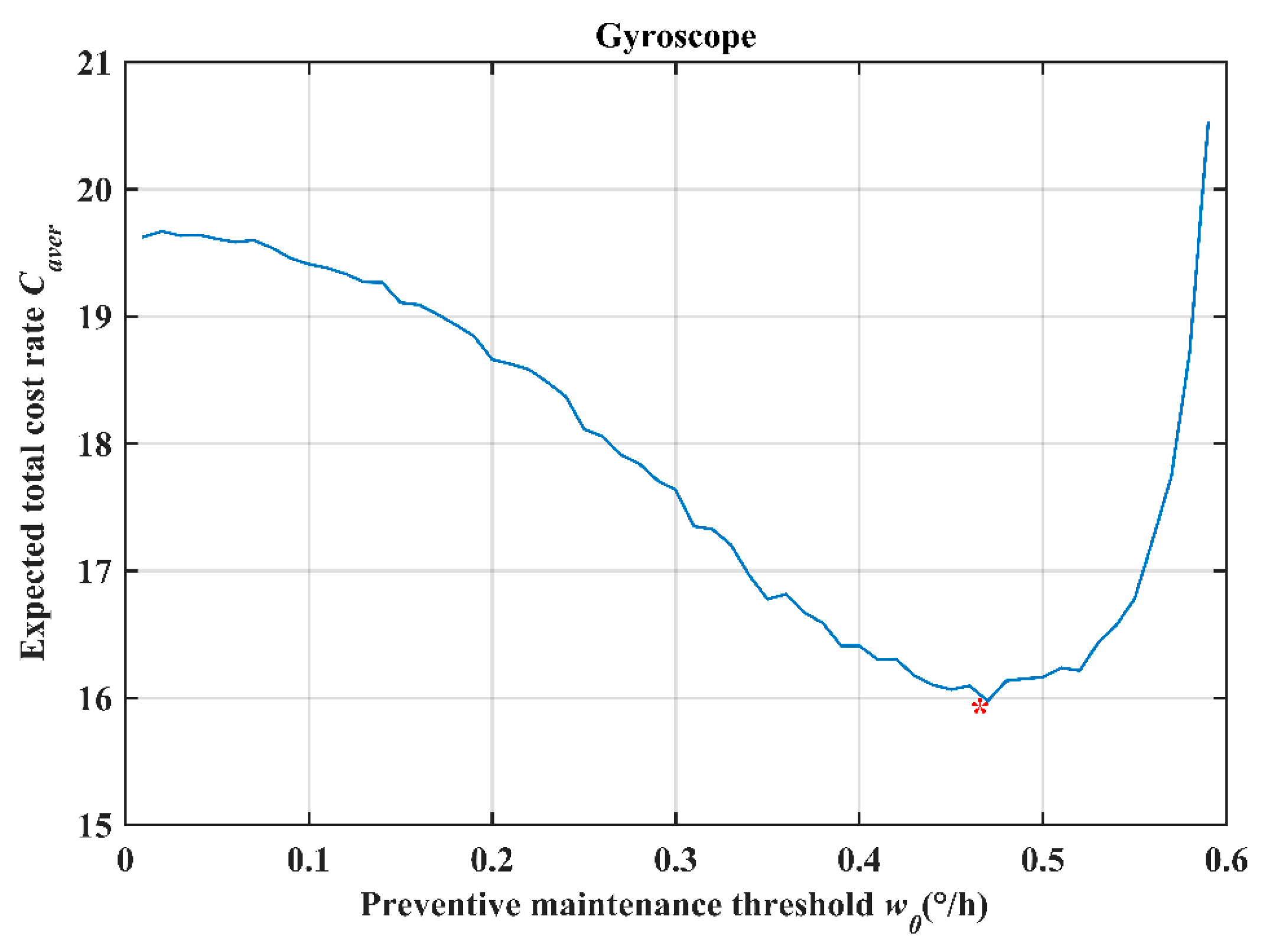
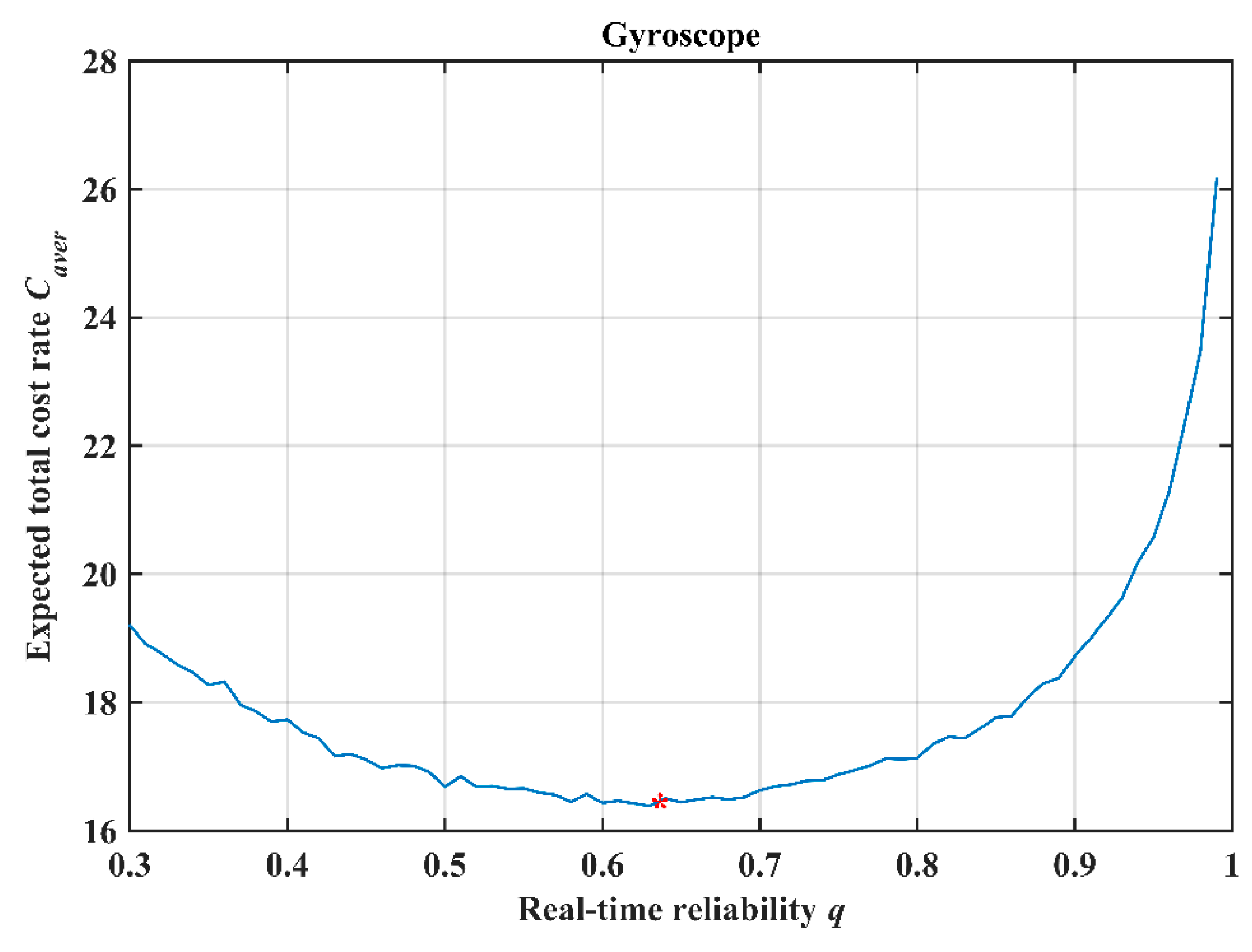
6.1. Maintenance Optimization of the Gyroscope
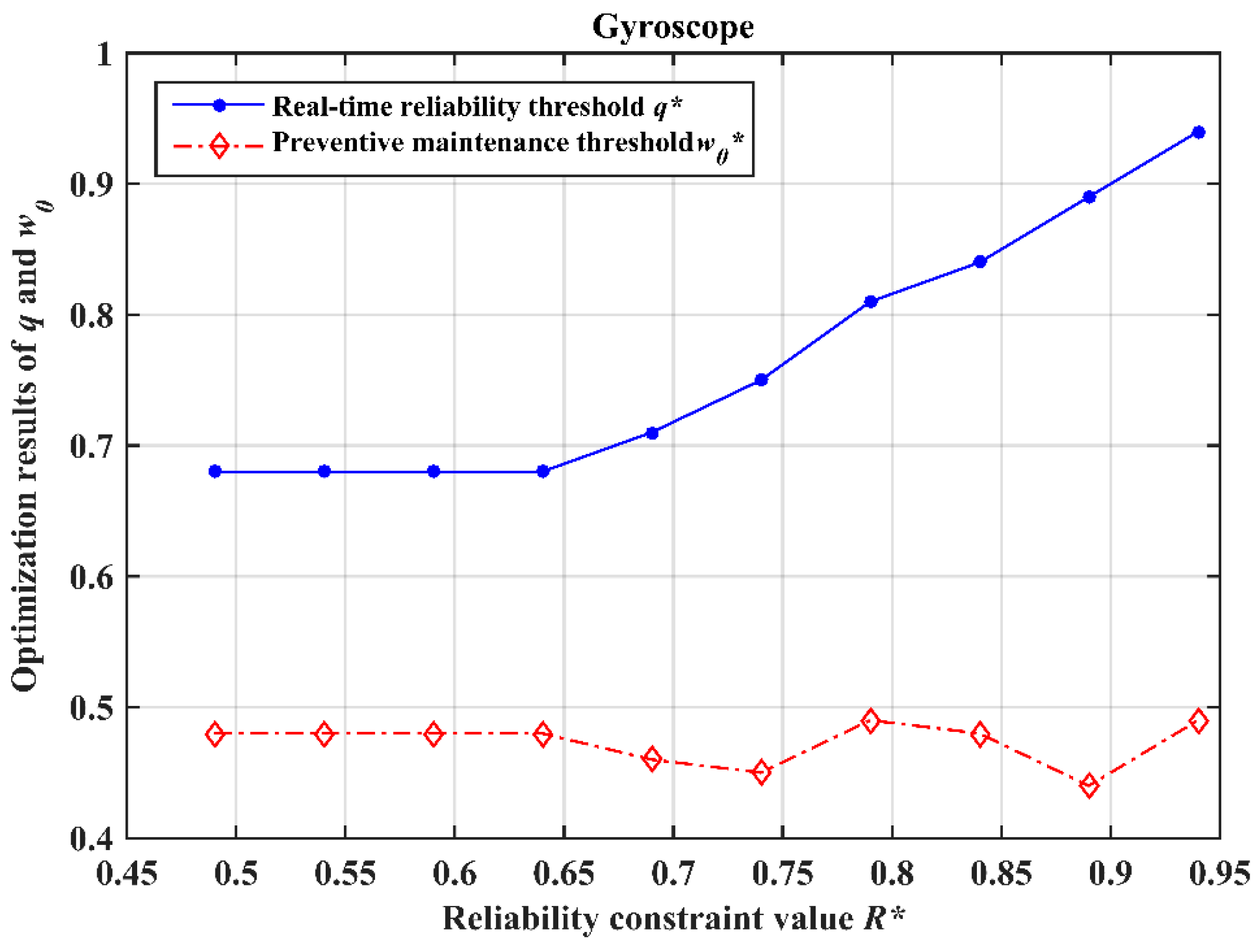
6.1.1. Maintenance Optimization
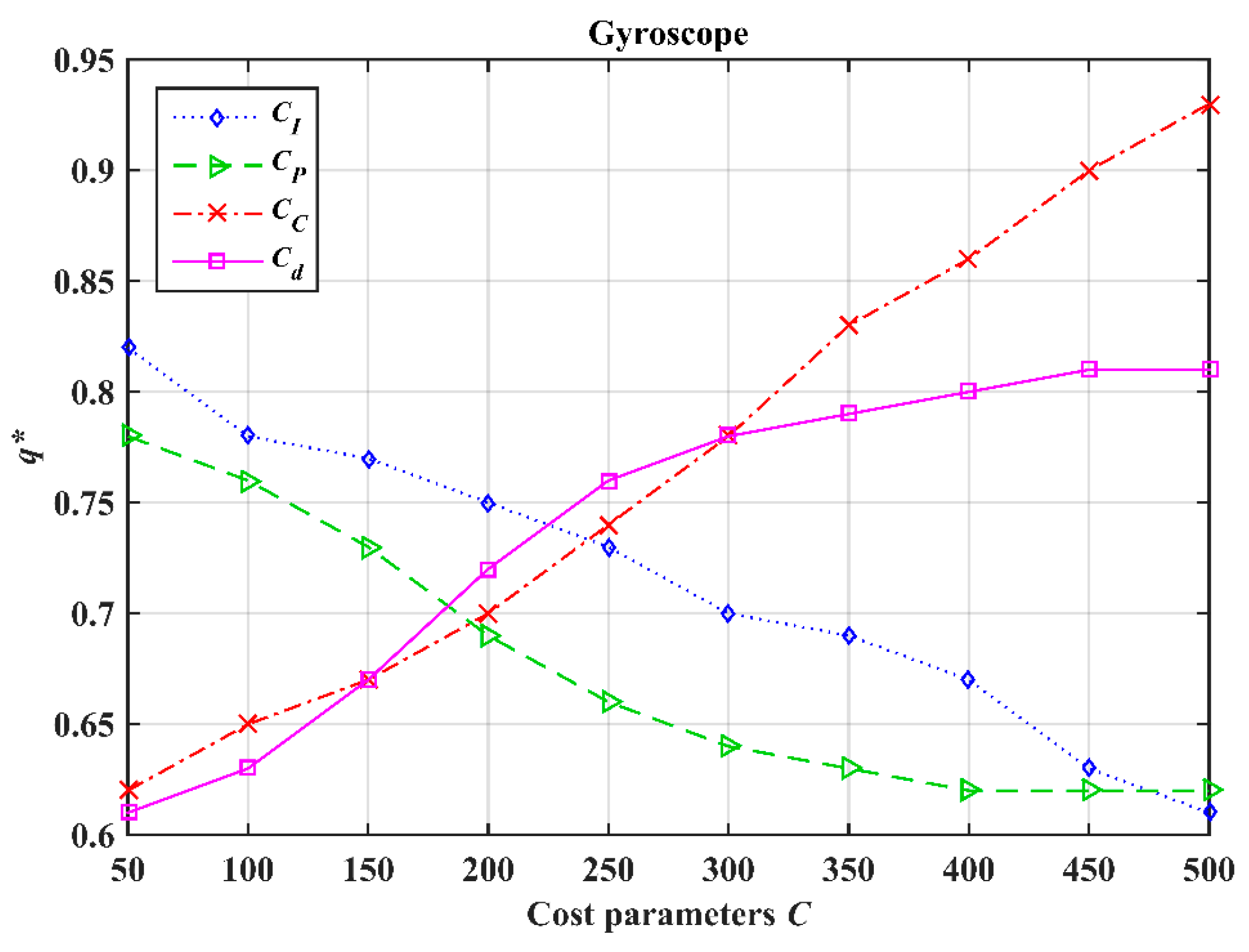
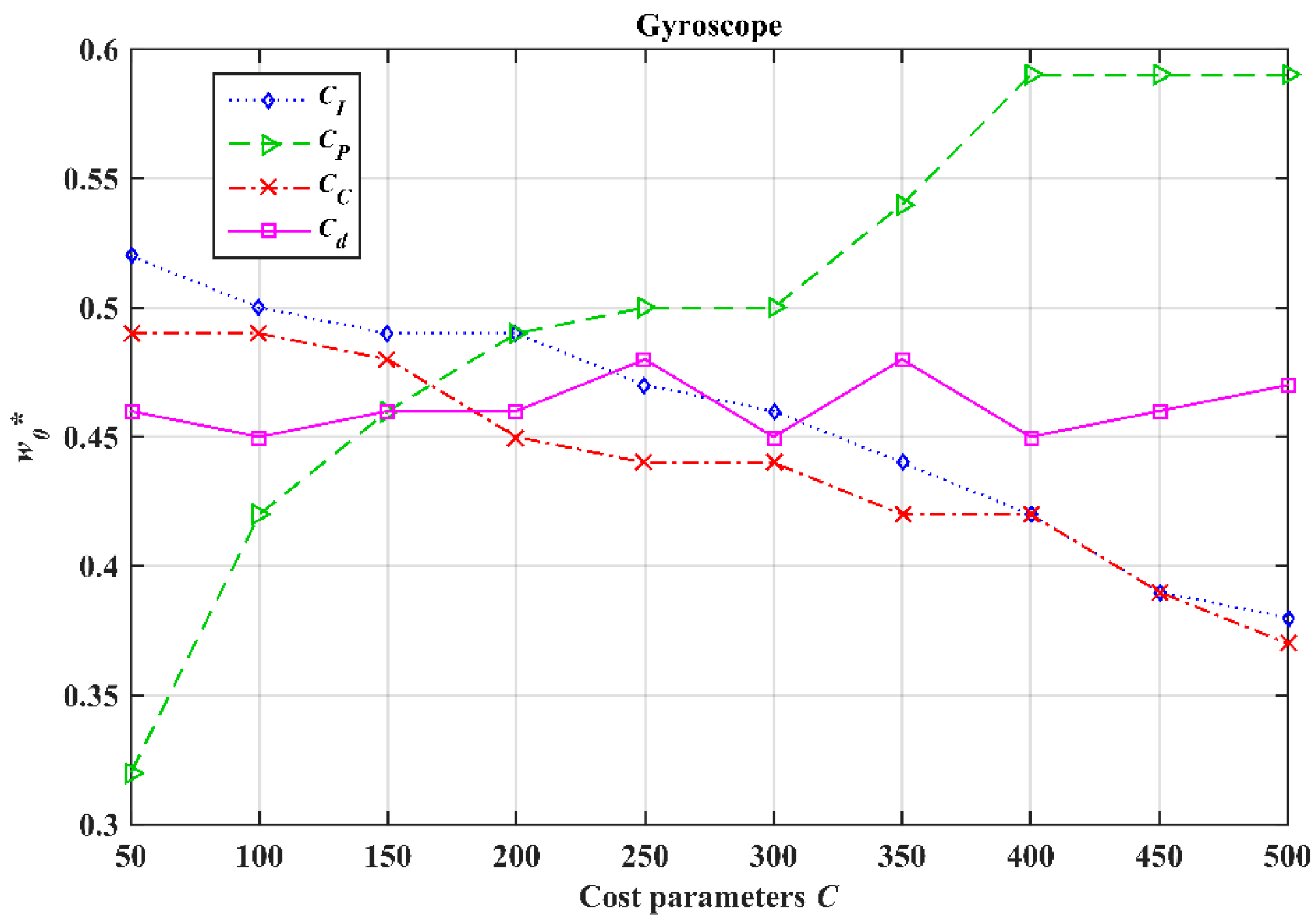
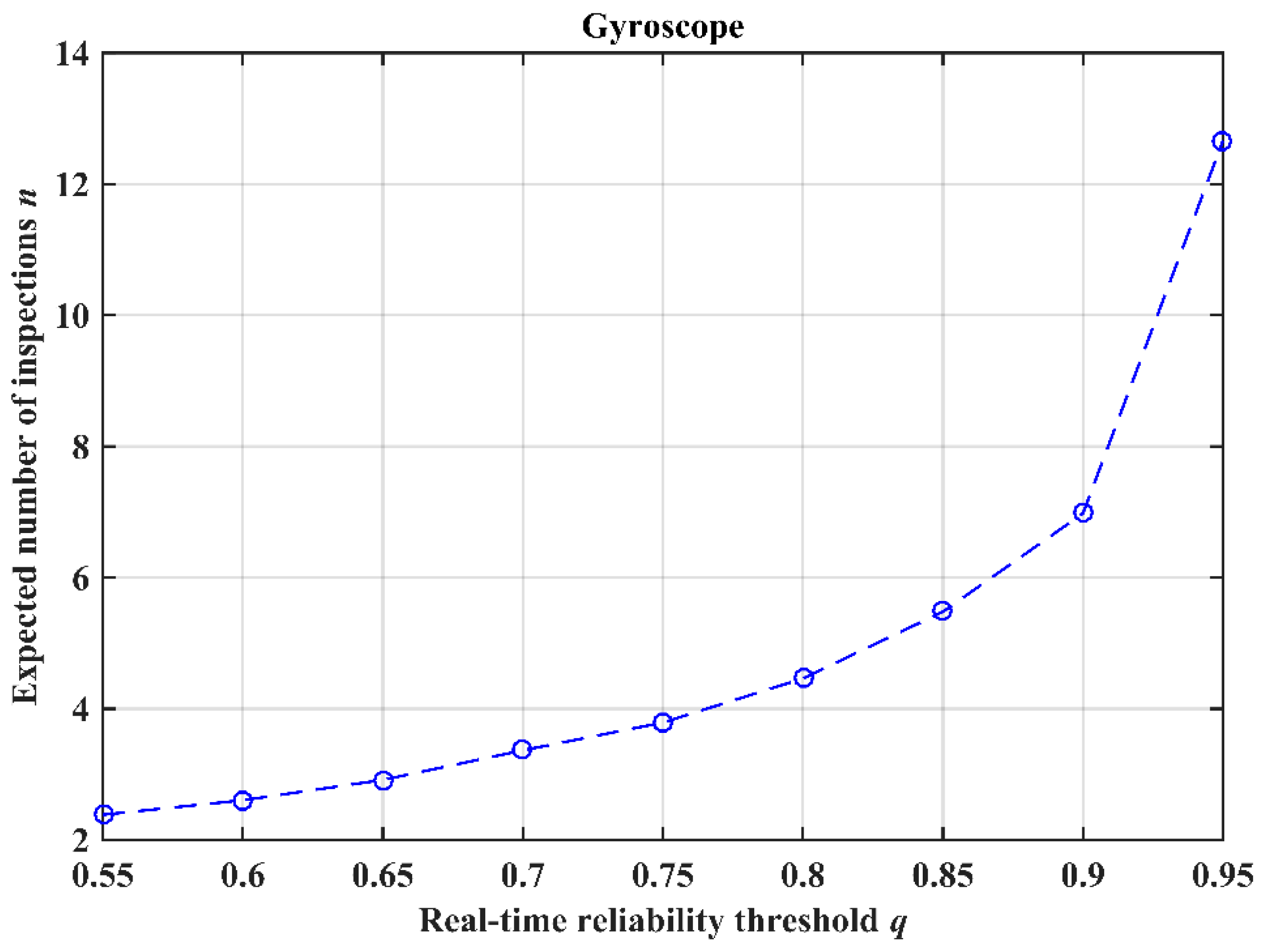
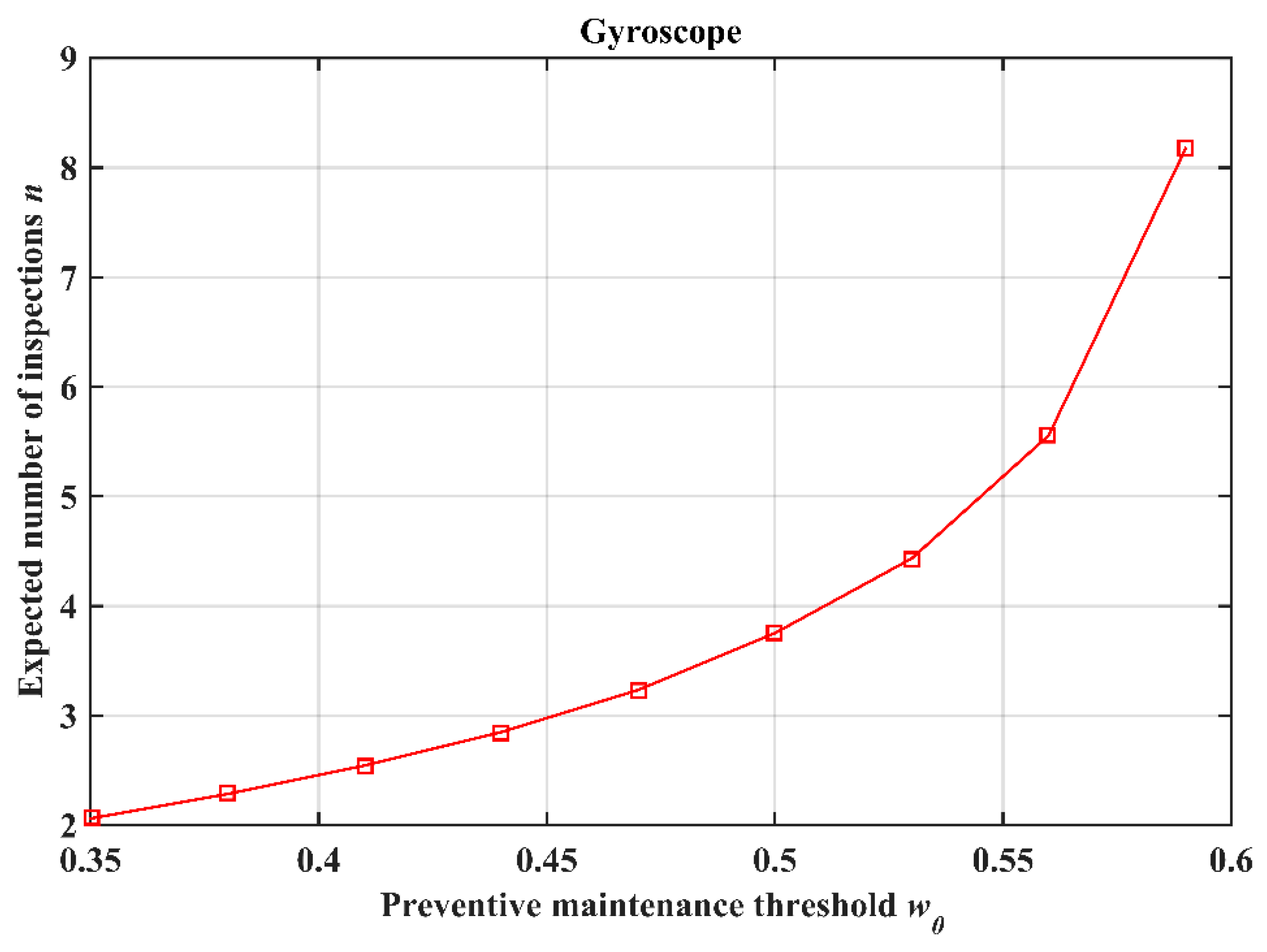
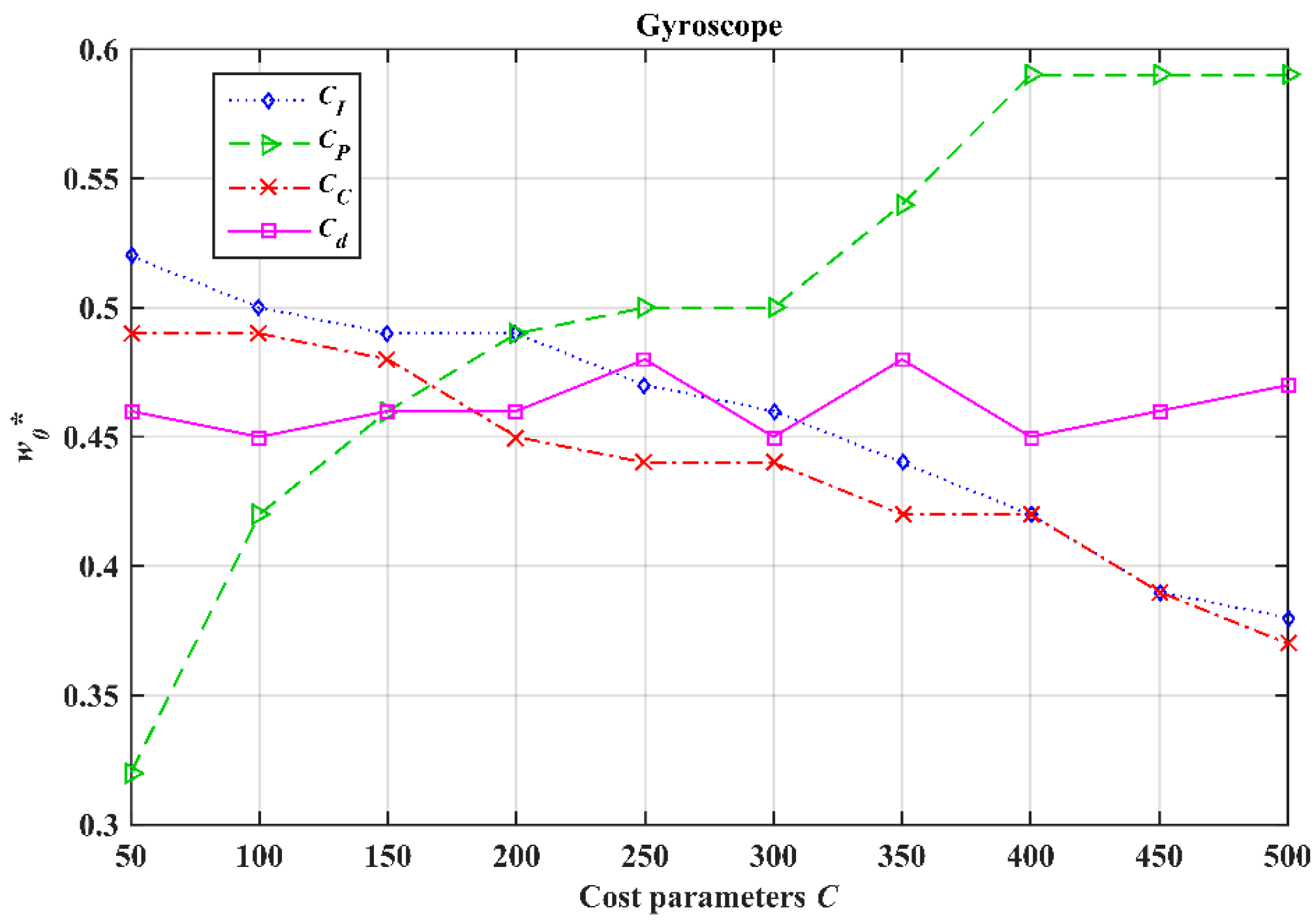
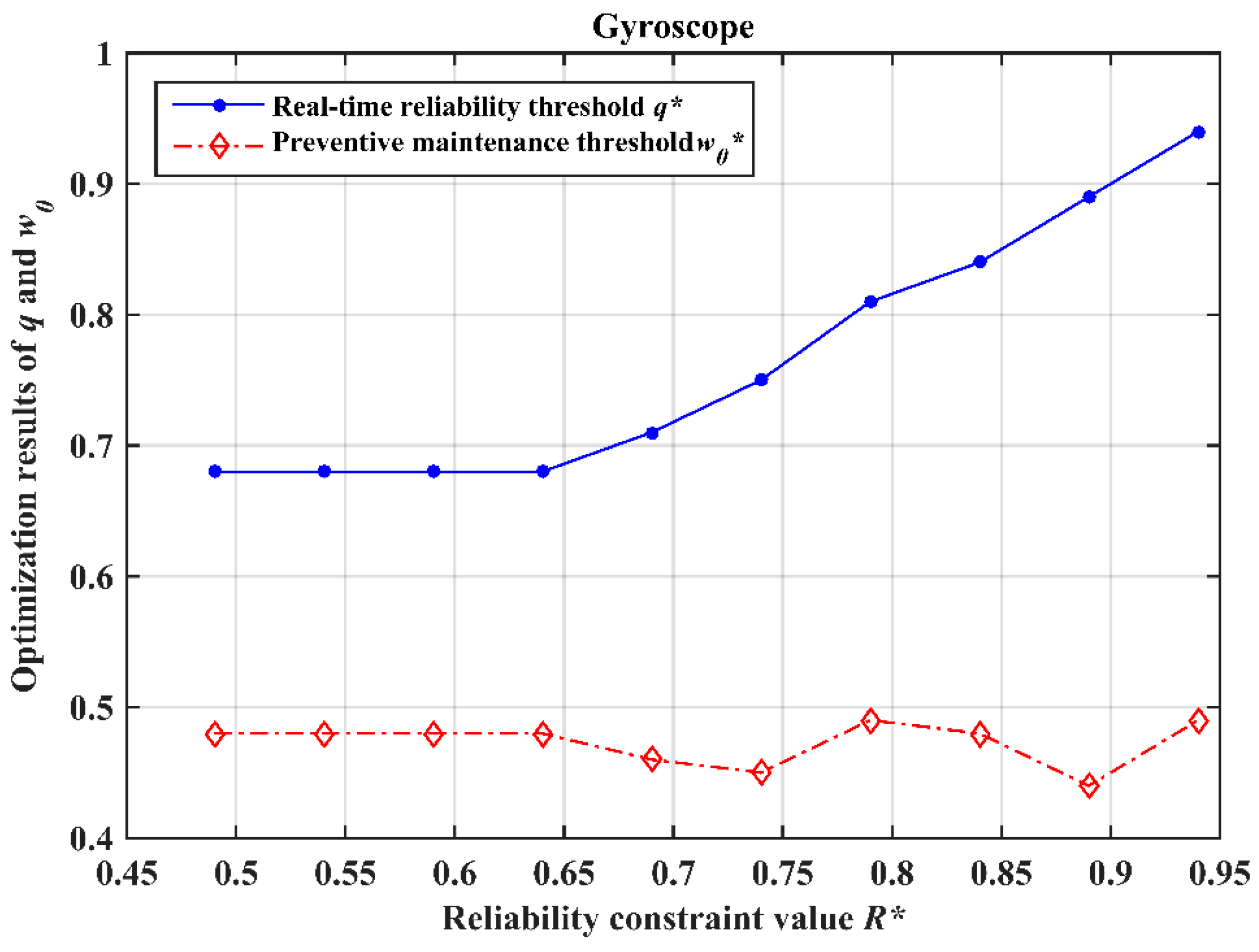
6.1.2. Sensitivity Analysis
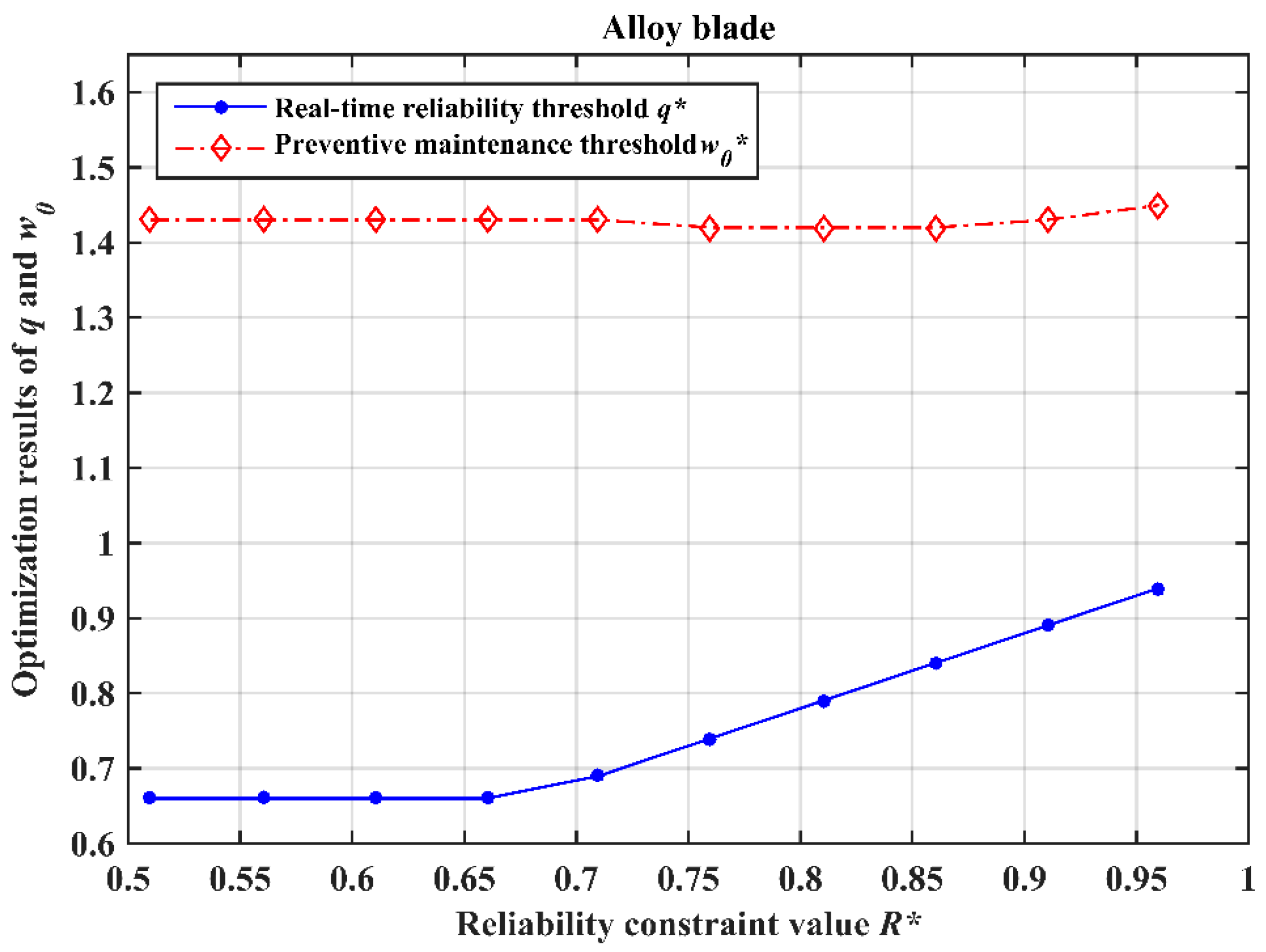
6.2. Maintenance Optimization of the Alloy Blade
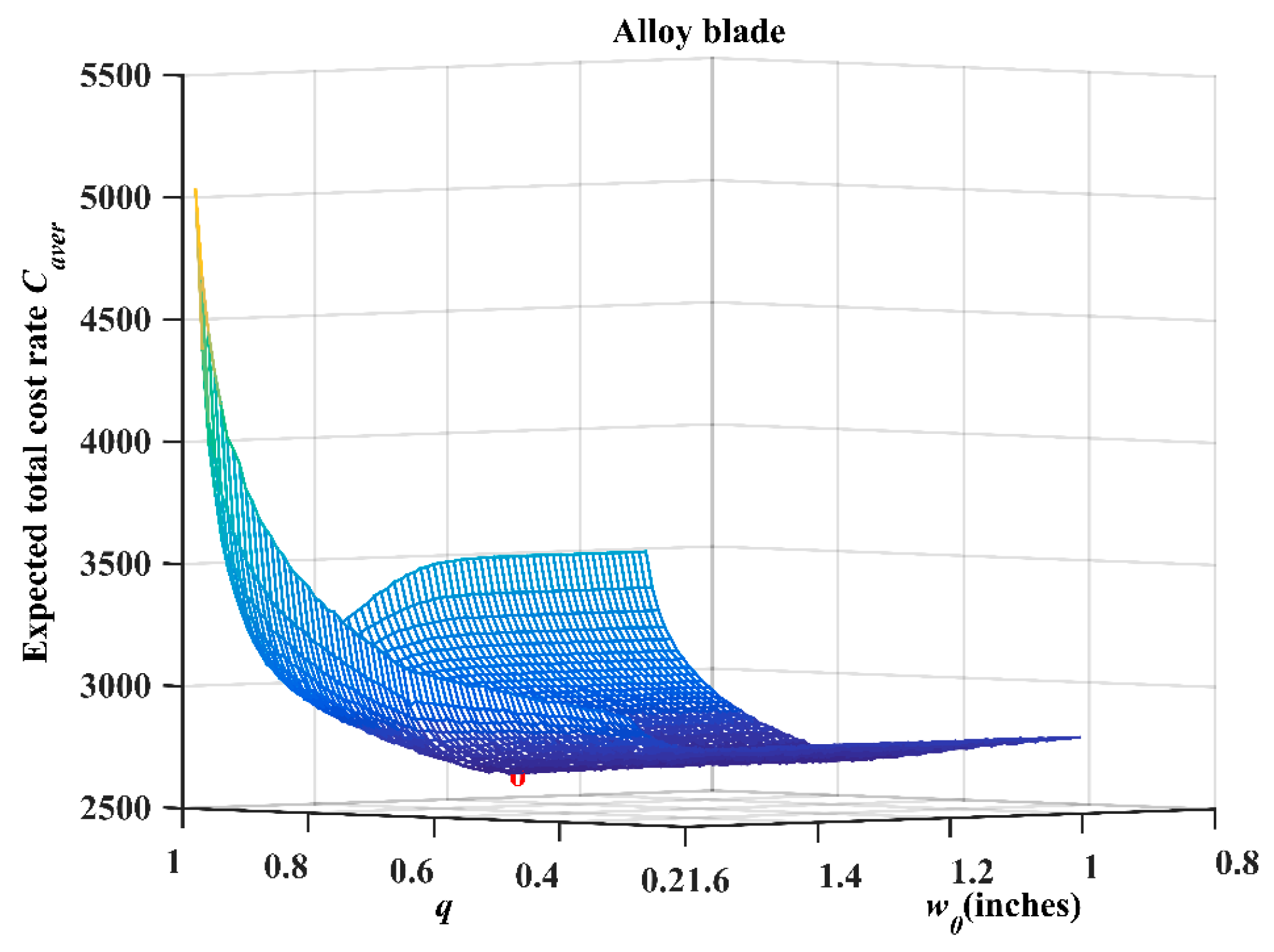
6.2.1. Optimization Results of Alloy Blades
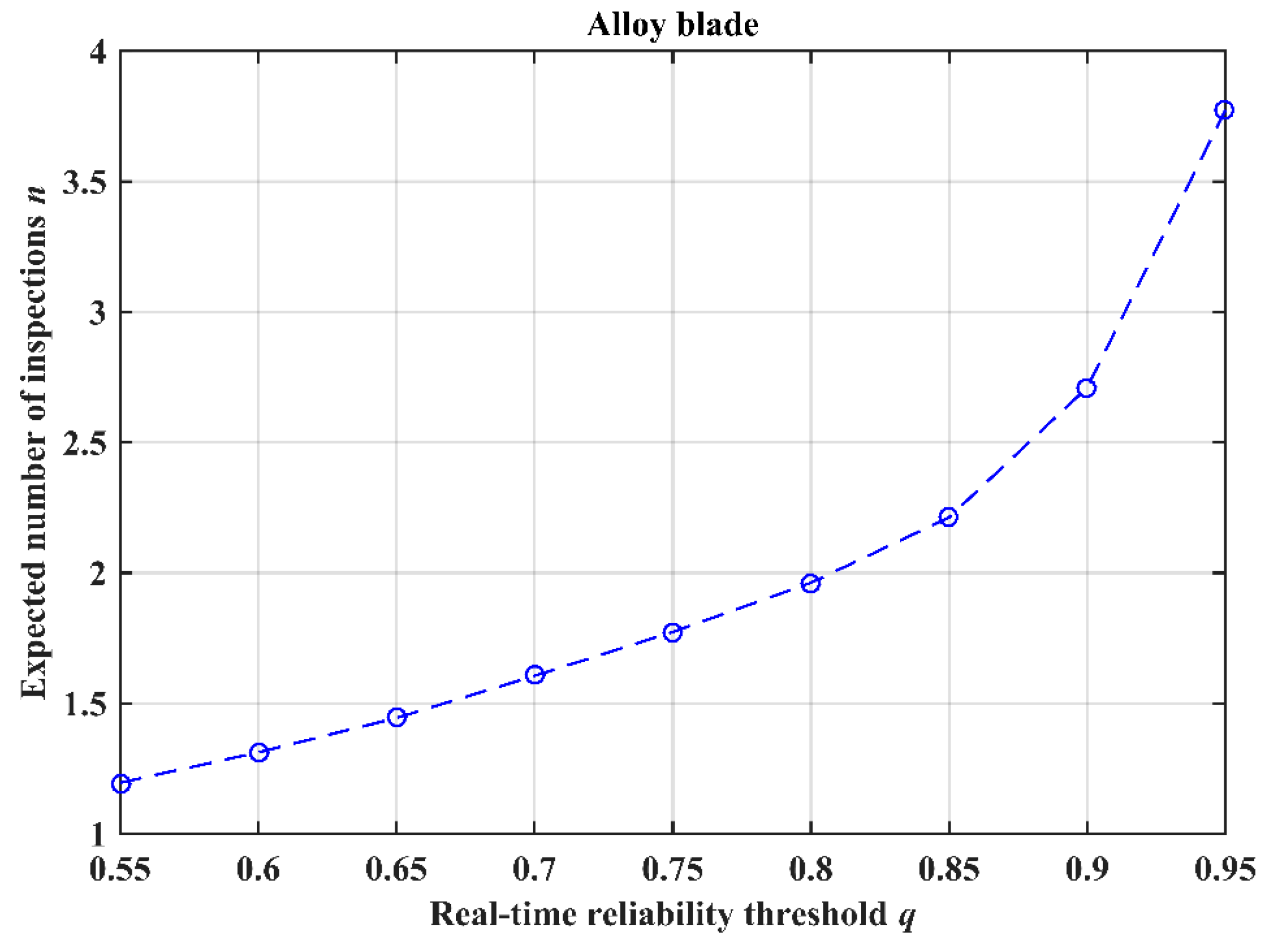
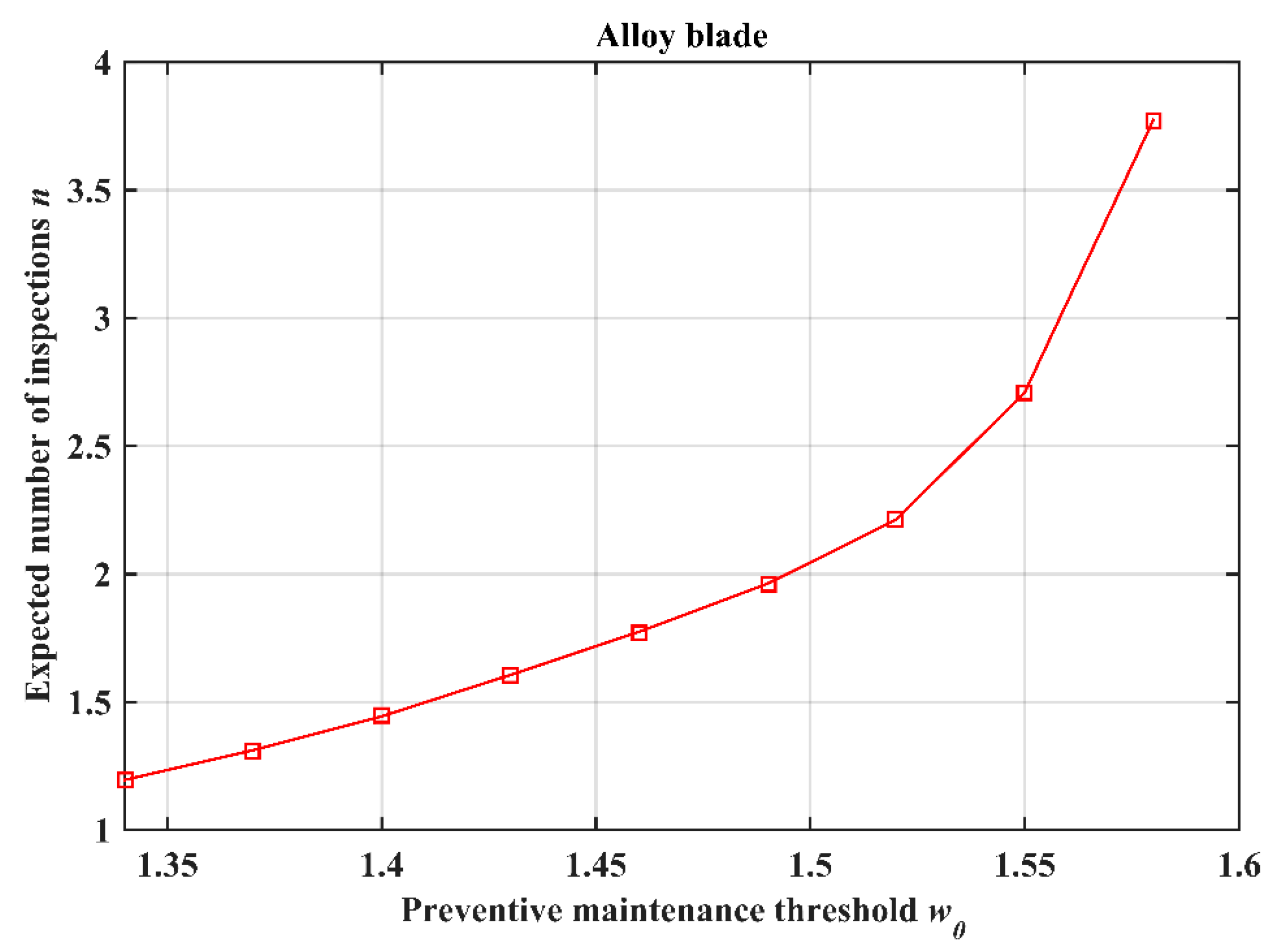
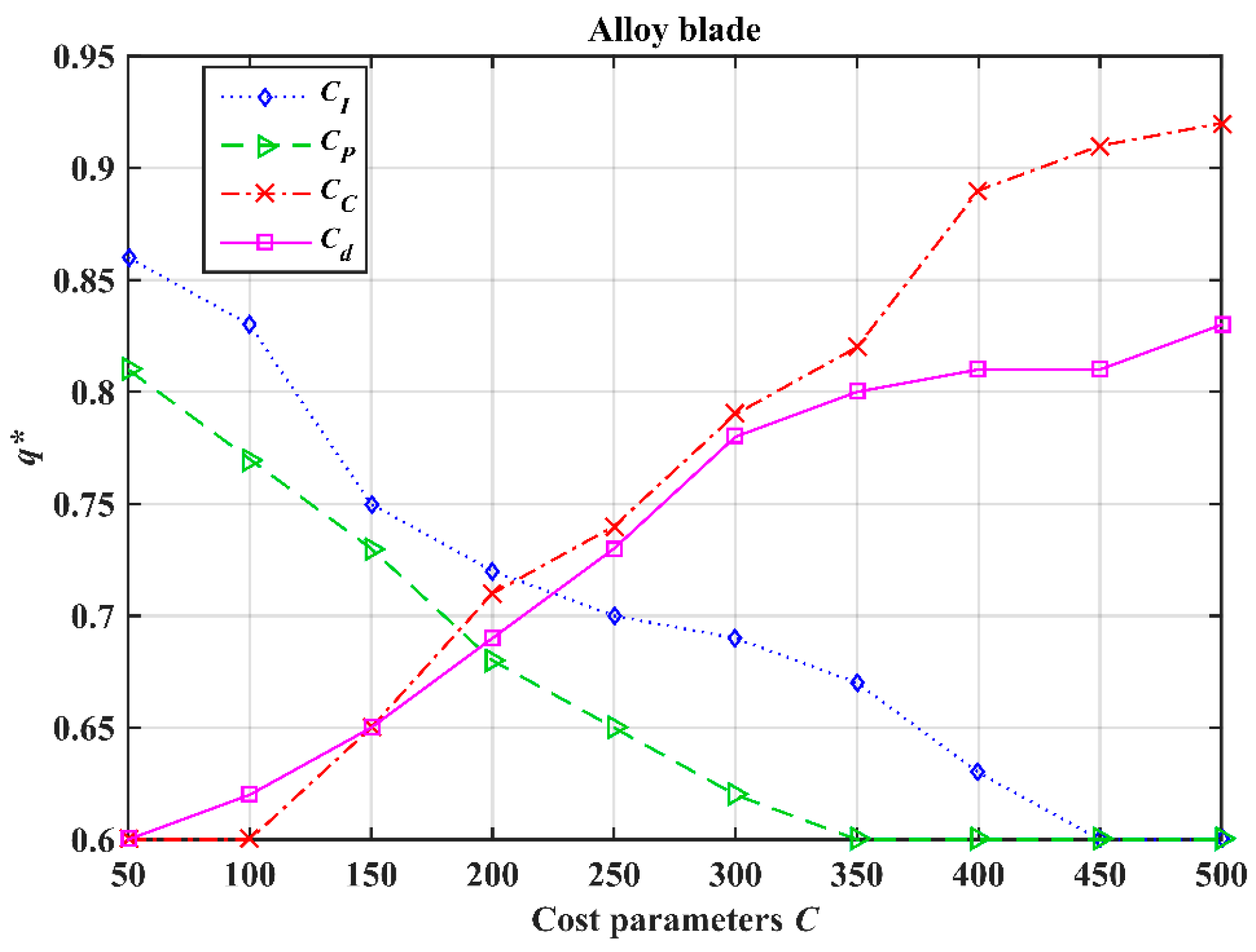
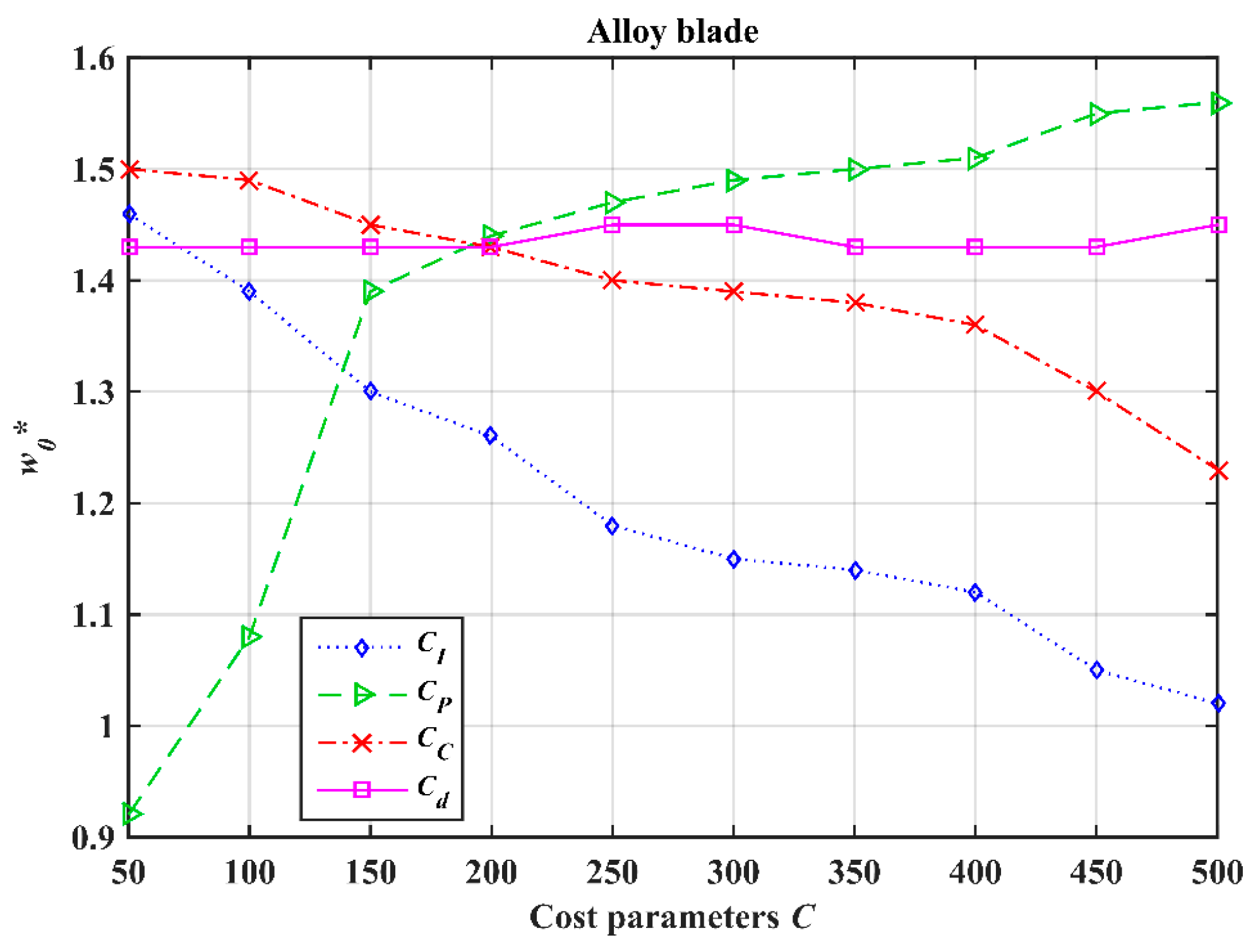
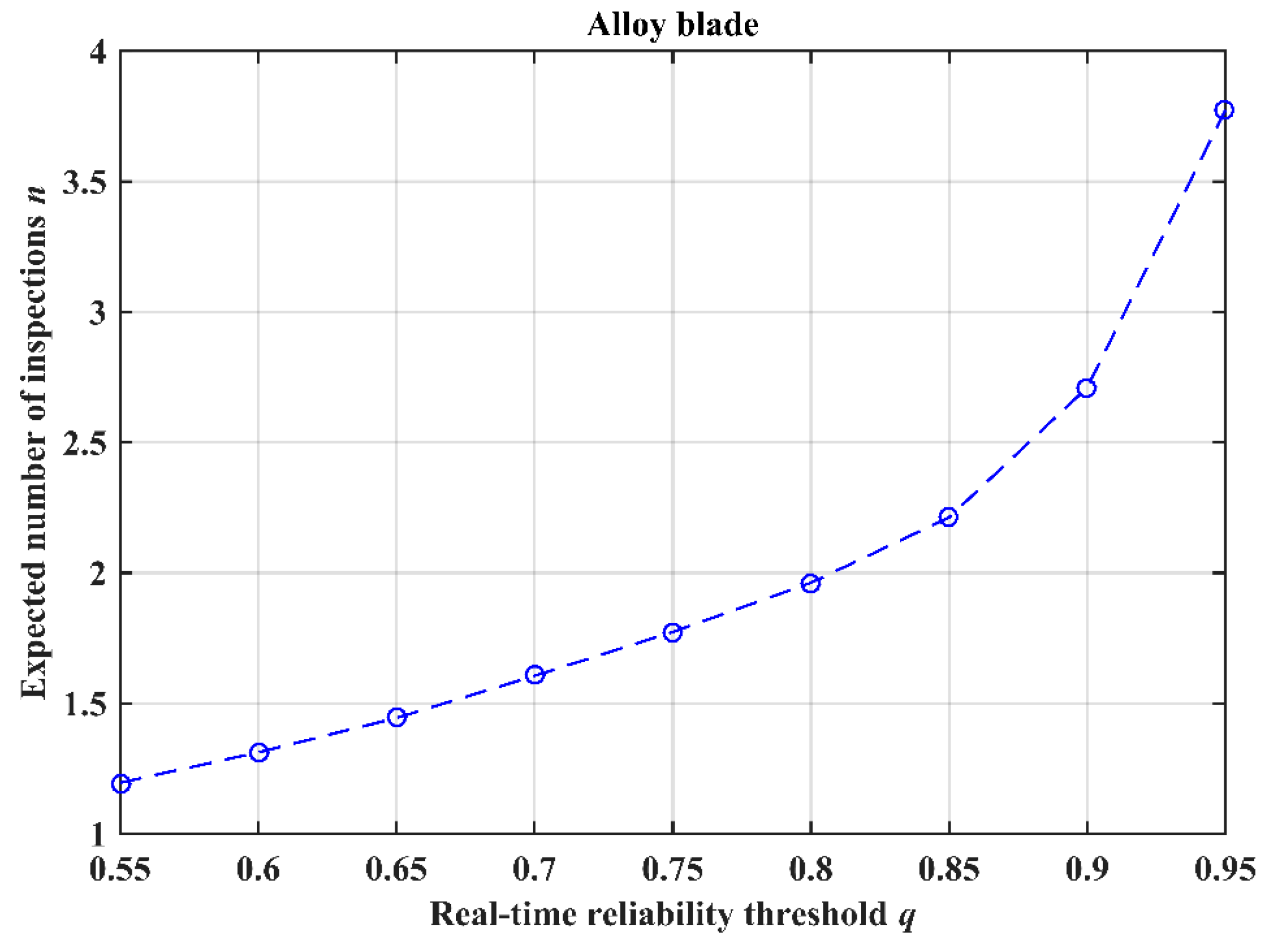
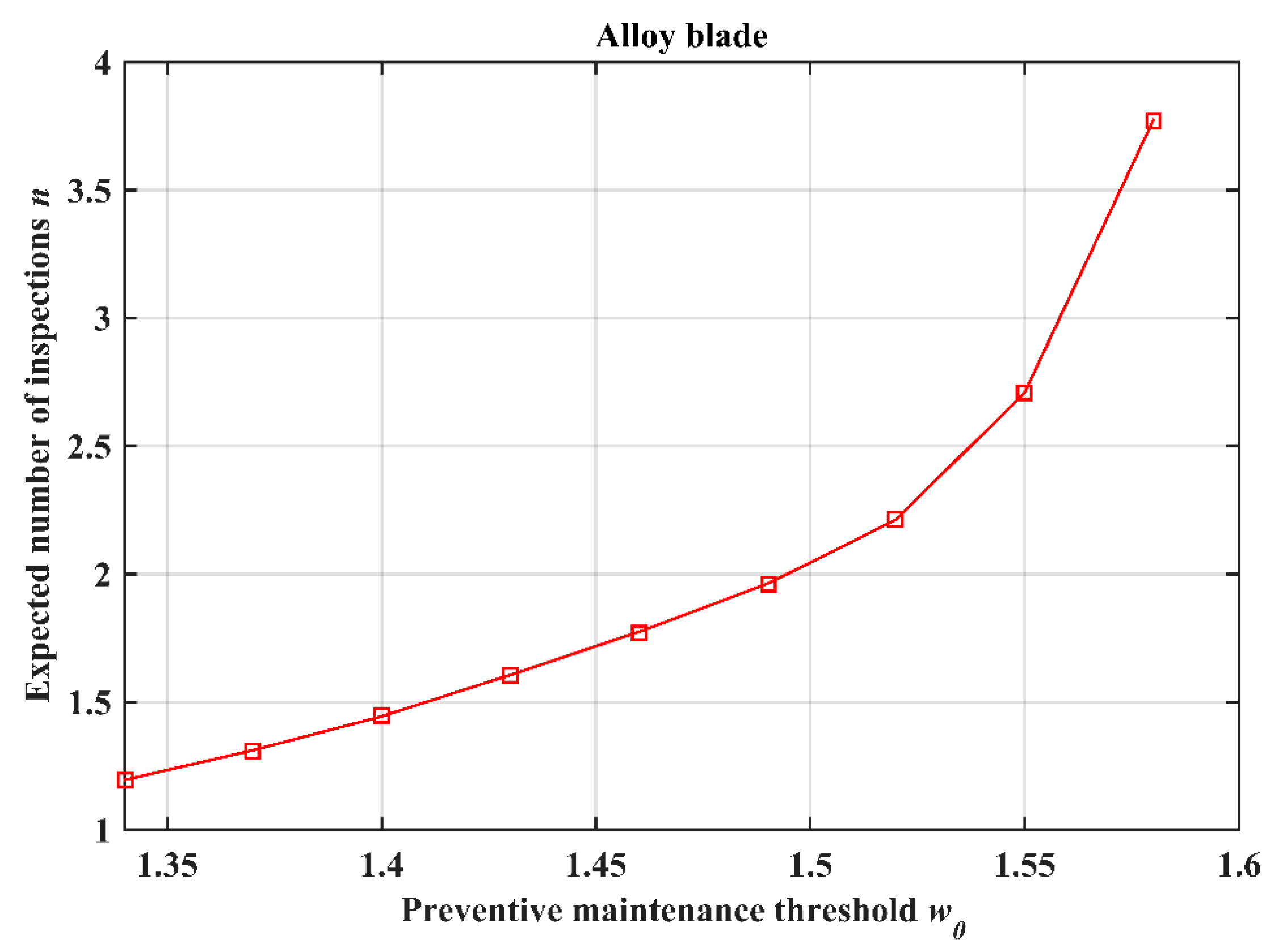
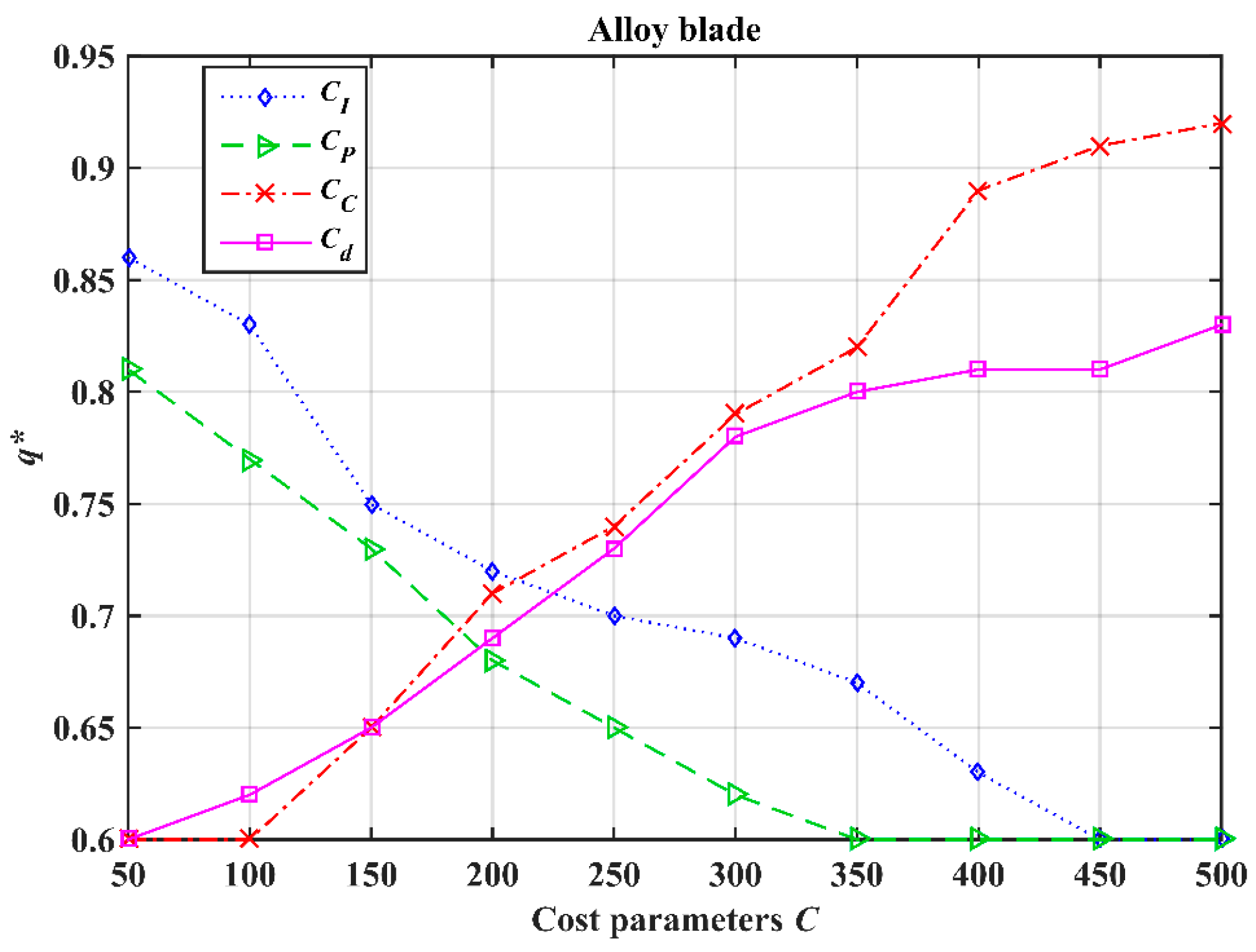
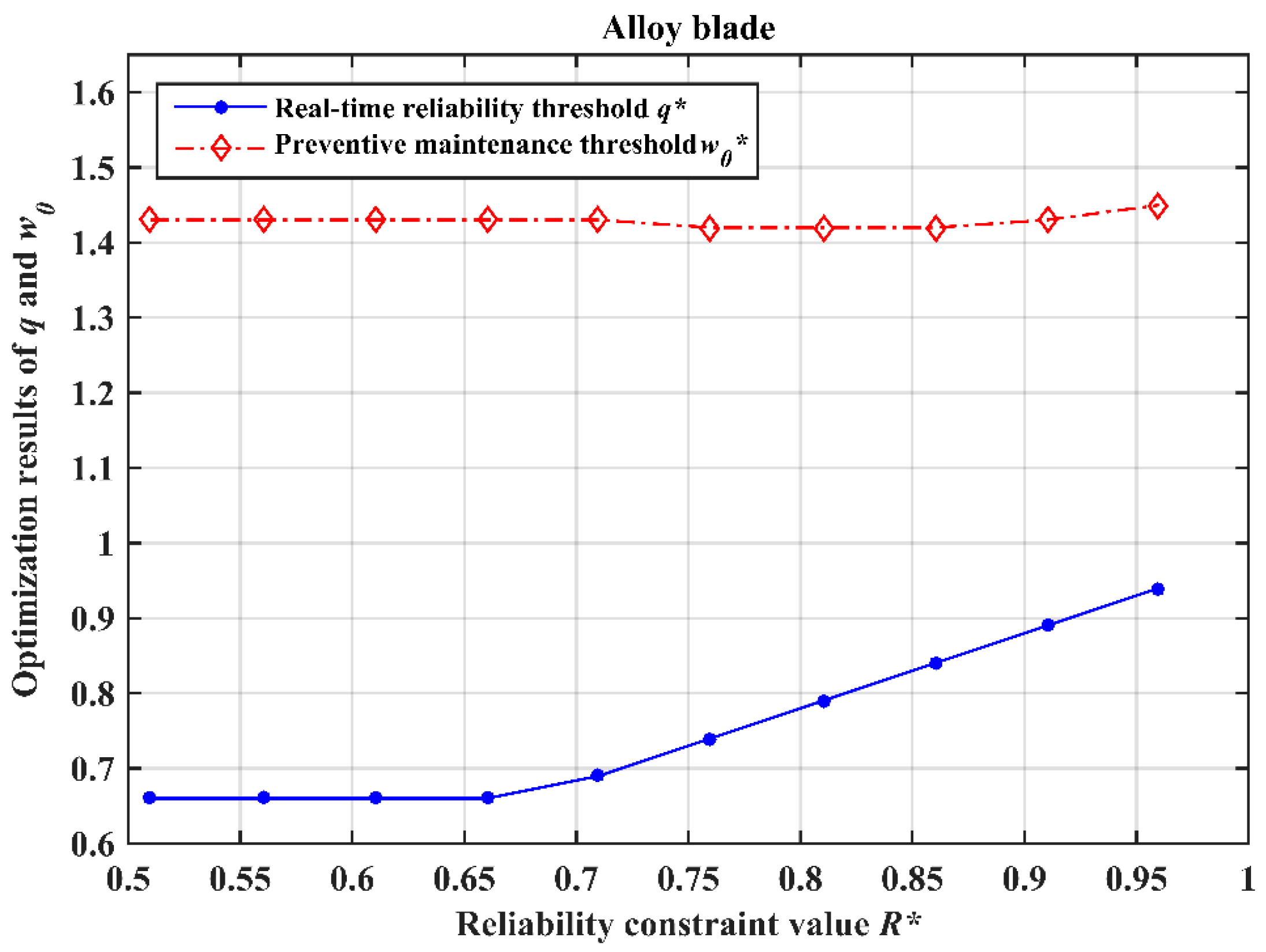
6.2.2. Sensitivity Analysis
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Alaswad, S.; Xiang, Y.S. A review on condition-based maintenance optimization models for stochastically deteriorating system. Reliab. Eng. Syst. Saf. 2017, 157, 54–63. [Google Scholar] [CrossRef]
- Ballesteros, A.; Sanda, R.; Maqua, M.; Stephan, J.L. Maintenance related events in nuclear power stations. Eksplo. i. Nieza. -Maint. Relia. 2017, 19, 26–30. [Google Scholar] [CrossRef]
- Marseguerra, M.; Zio, E.; Podofillini, L. Condition-based maintenance optimization by means of genetic algorithms and Monte Carlo simulation. Reliab. Eng. Syst. Saf. 2002, 77, 151–165. [Google Scholar] [CrossRef]
- Barata, J.; Soares, C.G.; Marseguerra, M.; Zio, E. Simulation modelling of repairable multi-component deteriorating systems for ‘on condition’ maintenance optimization. Reliab. Eng. Syst. Saf. 2002, 76, 255–264. [Google Scholar] [CrossRef]
- Zhou, X.J.; Xi, L.F.; Lee, J. Reliability-centered predictive maintenance scheduling for a continuously monitored system subject to degradation. Reliab. Eng. Syst. Saf. 2007, 92, 530–534. [Google Scholar] [CrossRef]
- Tian, Z.G.; Jin, T.D.; Wu, B.R.; Ding, F.F. Condition based maintenance optimization for wind power generation systems under continuous monitoring. Renew. Energy 2011, 36, 1502–1509. [Google Scholar] [CrossRef]
- Tang, D.; Sheng, W.; Yu, J. Dynamic condition-based maintenance policy for degrading systems described by a random-coefficient autoregressive model: A comparative study. Eksplo. Nieza. Maint. Reliab. 2018, 20, 590–601. [Google Scholar] [CrossRef]
- Liao, H.; Elsayed, E.A.; Chan, L.Y. Maintenance of continuously monitored degrading systems. Eur. J. Oper. Res. 2006, 175, 821–835. [Google Scholar] [CrossRef]
- Liu, X.; Li, J.R.; Al-Khalifa, K.N.; Hamouda, A.S.; Coit, D.W.; Elsayed, E.A. Condition-based maintenance for continuously monitored degrading systems with multiple failure modes. IIE Trans. 2013, 45, 422–435. [Google Scholar] [CrossRef]
- Besnard, F.; Bertling, L. An approach for condition-based maintenance optimization applied to wind turbine blades. IEEE Trans. Sustain. Energy 2010, 1, 77–83. [Google Scholar] [CrossRef]
- Shi, L.Y.; Zhang, R.; Song, W.Y. Method of Determining Check Period during Storage of Missile Weapon System. Tacti Missile Technol. 2004, 3, 22–25. [Google Scholar] [CrossRef]
- Fan, Z.F.; Xu, J.Q.; Cui, P.; Guo, G.H. Optimal Study on Detection Period of a New-style Rocket Projectile. J. Proj. Rocket Missiles Guid. 2016, 36, 163–165. [Google Scholar] [CrossRef]
- Zhang, J.C.; Liu, C. Analysis of the influence of Periodic Check on Reliability of Missile Weapon System. Tacti Missile Technol. 2008, 3, 44–48. [Google Scholar] [CrossRef]
- Hajipour, Y.; Taghipour, S. Non-Periodic Inspection Optimization of Multi-Component and k-out-of-m Systems. Reliab. Eng. Syst. Saf. 2016, 156, 228–243. [Google Scholar] [CrossRef]
- Yan, H.C.; Zhou, J.H.; Pang, C.K. Machinery Degradation Inspection and Maintenance Using a Cost-Optimal Non-Fixed Periodic Strategy. IEEE Trans. Instrum. Meas. 2016, 65, 2067–2077. [Google Scholar] [CrossRef]
- Jiang, R. Optimization of alarm threshold and sequential inspection scheme. Reliab. Eng. Syst. Saf. 2010, 95, 208–215. [Google Scholar] [CrossRef]
- Zhao, X.; Al-Khalifa, K.N.; Nakagawa, T. Approximate Methods for Optimal Replacement, Maintenance, and Inspection Policies. Reliab. Eng. Syst. Saf. 2015, 144, 68–73. [Google Scholar] [CrossRef]
- Zhu, Z.C.; Xiang, Y.S.; Alaswad, S.; Cassady, C.R. A sequential inspection and replacement policy for degradation-based systems. In Proceedings of the 2017 Annual Reliability and Maintainability Symposium (RAMS), Orlando, FL, USA, 23–26 January 2017; IEEE: Piscataway, NJ, USA, 2017. [Google Scholar] [CrossRef]
- Yan, W.A.; Song, B.W.; Duan, G.L.; Shi, Y.M. Real-Time Reliability Evaluation of Two-Phase Wiener Degradation Process. Commun. Stat.-Theory Methods 2017, 46, 176–188. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, P.; Guo, B.; Cheng, Z. Real-time reliability evaluation with a general wiener process-based degradation model. Qual. Reliab. Eng. Int. 2014, 30, 205–220. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, S.W. A Study on the Real-Time Reliability of on-Board Equipment of Train Control System. IOP Conf. Ser. Mater. Sci. Eng. 2018, 351, 1–14. [Google Scholar] [CrossRef]
- Guo, C.M.; Guo, B.; Wang, W.B.; Peng, R. Maintenance optimization under non-periodic imperfect inspections. J. Natl. Univ. Def. Technol. 2013, 35, 176–181. [Google Scholar] [CrossRef]
- Ito, K.; Nakagawa, T. Optimal Inspection Policies for a Storage System with Degradation at Periodic Tests. Math. Comput. Model. 2000, 31, 191–195. [Google Scholar] [CrossRef]
- Hoseinie, S.H.; Ghodrati, B.; Galar, D.; Juuso, E. Optimal Preventive Maintenance Planning for Water Spray System of Drum Shearer. IFAC-Pap. 2015, 48, 166–170. [Google Scholar] [CrossRef]
- Tan, C.M.; Narula, U.; Pandey, S. Optimal maintenance strategy on medical instruments used for haemodialysis process. Eksploat. Niezawodn. Maint. Reliab. 2019, 21, 318–328. [Google Scholar] [CrossRef]
- Khatab, A. Maintenance optimization in failure-prone systems under imperfect preventive maintenance. J. Intell. Manuf. 2018, 29, 707–717. [Google Scholar] [CrossRef]
- Wang, X.L.; Guo, B.; Cheng, Z.J. Real-time reliability evaluation for product with nonlinear drift-based Wiener process. J. Cent. South Univ. 2013, 44, 3203–3209. [Google Scholar]
- Si, X.S.; Wang, W.; Hu, C.H.; Chen, M.Y.; Zhou, D.H. A Wiener-process-based degradation model with a recursive filter algorithm for remaining useful life estimation. Mech. Syst. Signal. Process. 2013, 35, 219–237. [Google Scholar] [CrossRef]
- Bai, S.Y.; Cheng, Z.J.; Guo, B.; Yang, Y. Sequential inspection model for aviation product based on real real-time reliability. J. Mech. Eng. 2019, 55, 177–185. [Google Scholar] [CrossRef]
- Ross, S.M. Introduction to Probability Models, 9th ed.; Academic Press: Orlando, FL, USA, 2008; pp. 71–80. [Google Scholar] [CrossRef]
- Si, X.S.; Chen, M.; Wang, W.; Hu, C.H.; Zhou, D.H. Specifying measurement errors for required lifetime estimation performance. Eur. J. Oper. Res. 2013, 231, 631–644. [Google Scholar] [CrossRef]
- Meeker, W.Q.; Escobar, L.A. Statistical Methods for Reliability Data; Wiley: New York, NY, USA, 1998. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 20 | 150 | 200 | 50 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, S.; Cheng, Z.; Guo, B. Maintenance Optimization Model with Sequential Inspection Based on Real-Time Reliability Evaluation for Long-Term Storage Systems. Processes 2019, 7, 481. https://doi.org/10.3390/pr7080481
Bai S, Cheng Z, Guo B. Maintenance Optimization Model with Sequential Inspection Based on Real-Time Reliability Evaluation for Long-Term Storage Systems. Processes. 2019; 7(8):481. https://doi.org/10.3390/pr7080481
Chicago/Turabian StyleBai, Senyang, Zhijun Cheng, and Bo Guo. 2019. "Maintenance Optimization Model with Sequential Inspection Based on Real-Time Reliability Evaluation for Long-Term Storage Systems" Processes 7, no. 8: 481. https://doi.org/10.3390/pr7080481
APA StyleBai, S., Cheng, Z., & Guo, B. (2019). Maintenance Optimization Model with Sequential Inspection Based on Real-Time Reliability Evaluation for Long-Term Storage Systems. Processes, 7(8), 481. https://doi.org/10.3390/pr7080481