Oxidative Stability of Green Coffee Oil (Coffea arabica) Microencapsulated by Spray Drying

 ,
,  ,
, 

Abstract
1. Introduction
2. Materials and Methods
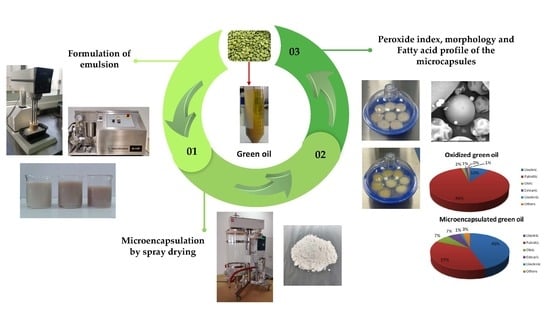
2.1. Formulation of Emulsion
2.2. Droplet Size and Polydispersity Index
2.3. Zeta Potential
2.4. Microencapsulation by Spray Drying
2.5. Microencapsulation Efficiency
2.6. Peroxide Index
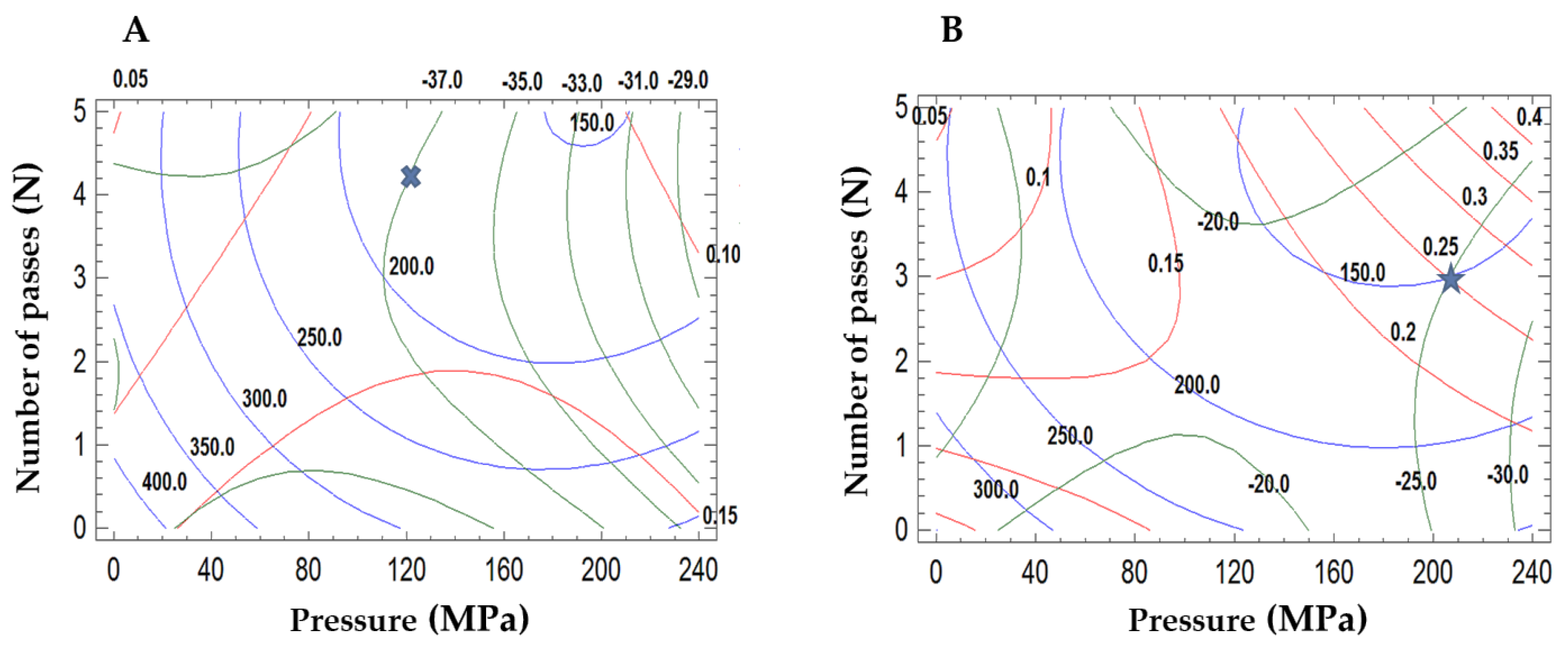
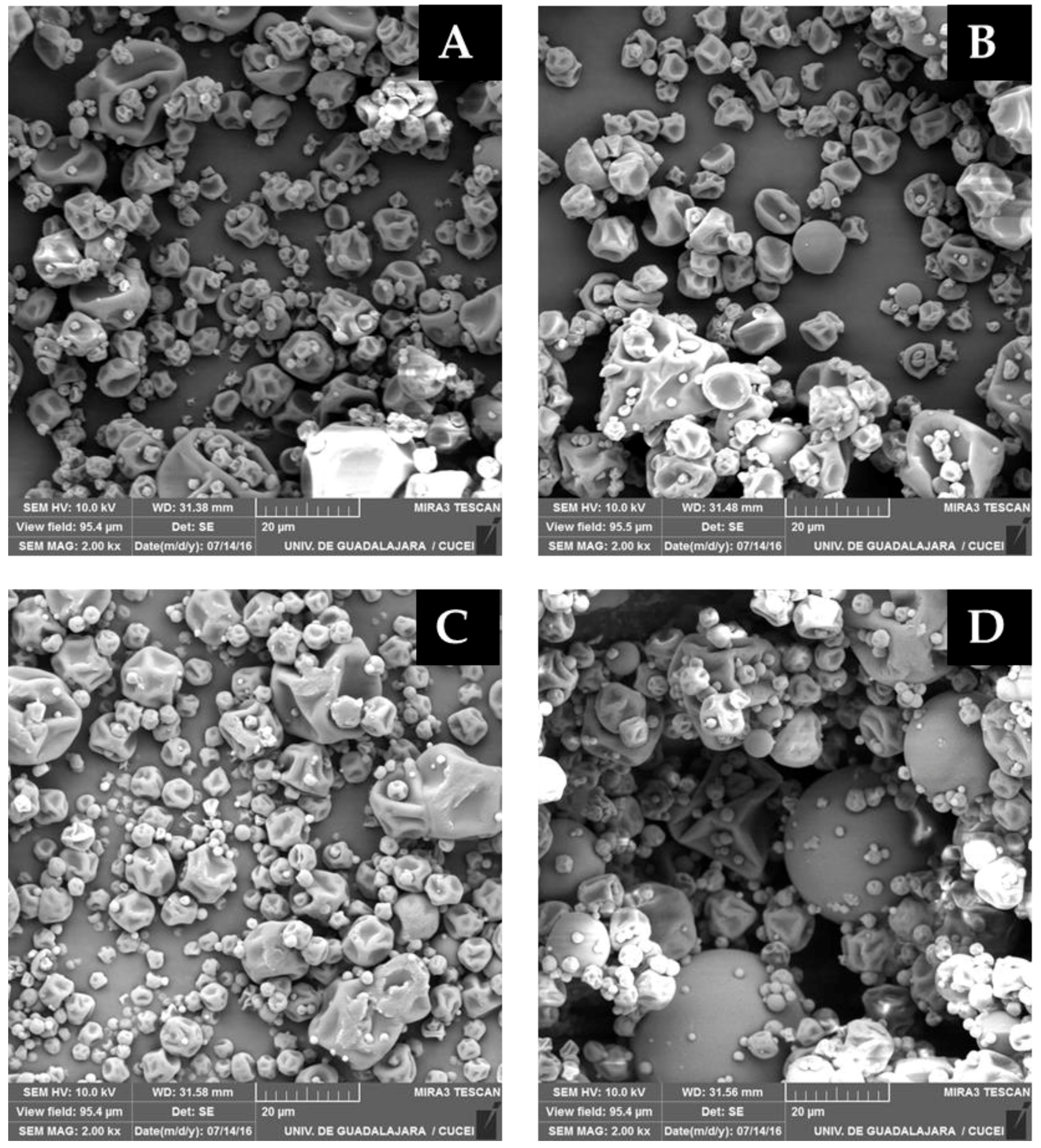
2.7. Morphology of the Microcapsules
2.8. Fatty Acids Profile of the Microcapsules
2.9. Statistical Analysis
3. Results
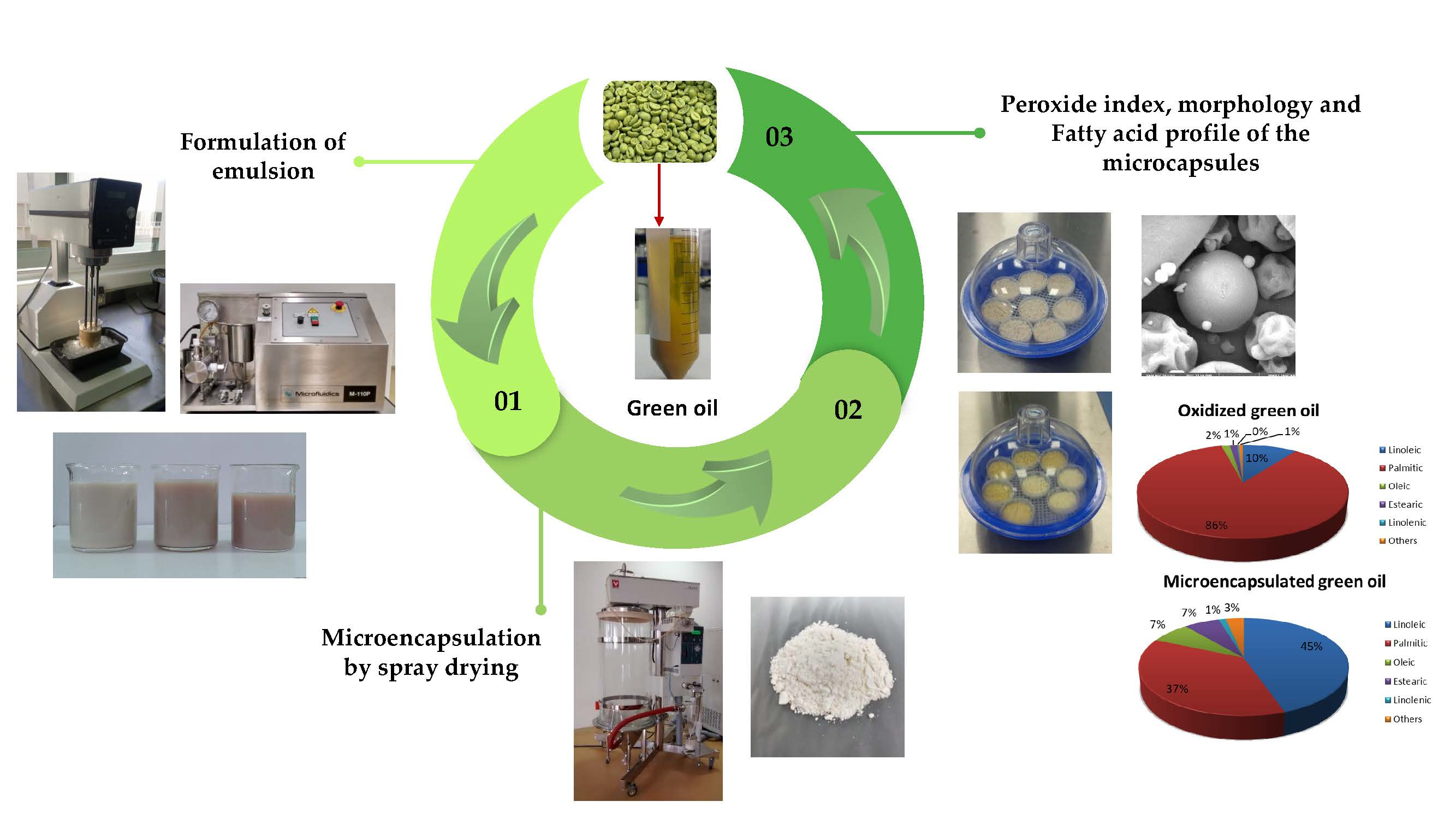
3.1. Microfluidizer Emulsions Production
3.2. Microencapsulation of the Green Coffee Oil
3.3. Oxidative Stability of the Microcapsules
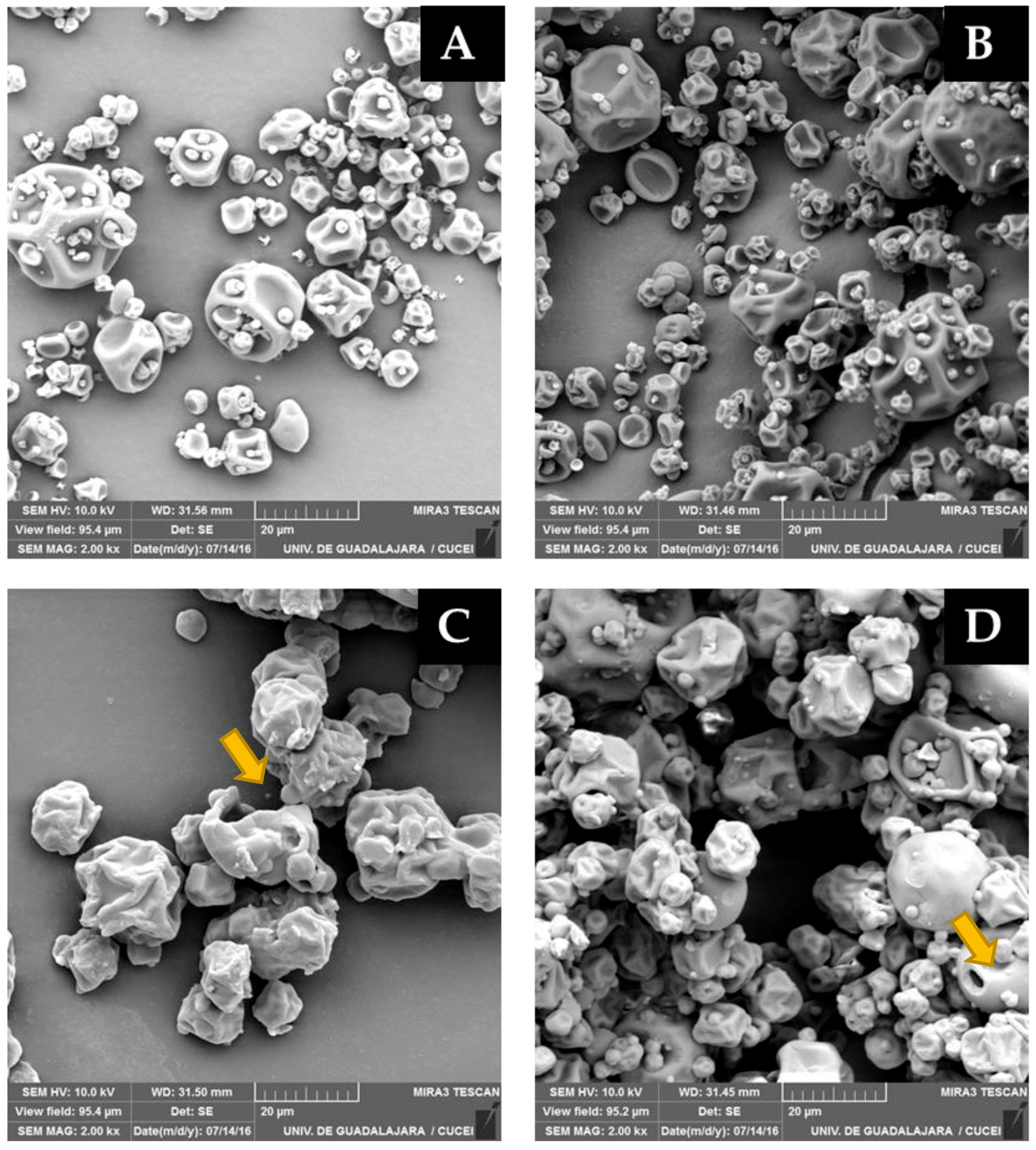
3.4. Morphology of the Microparticles
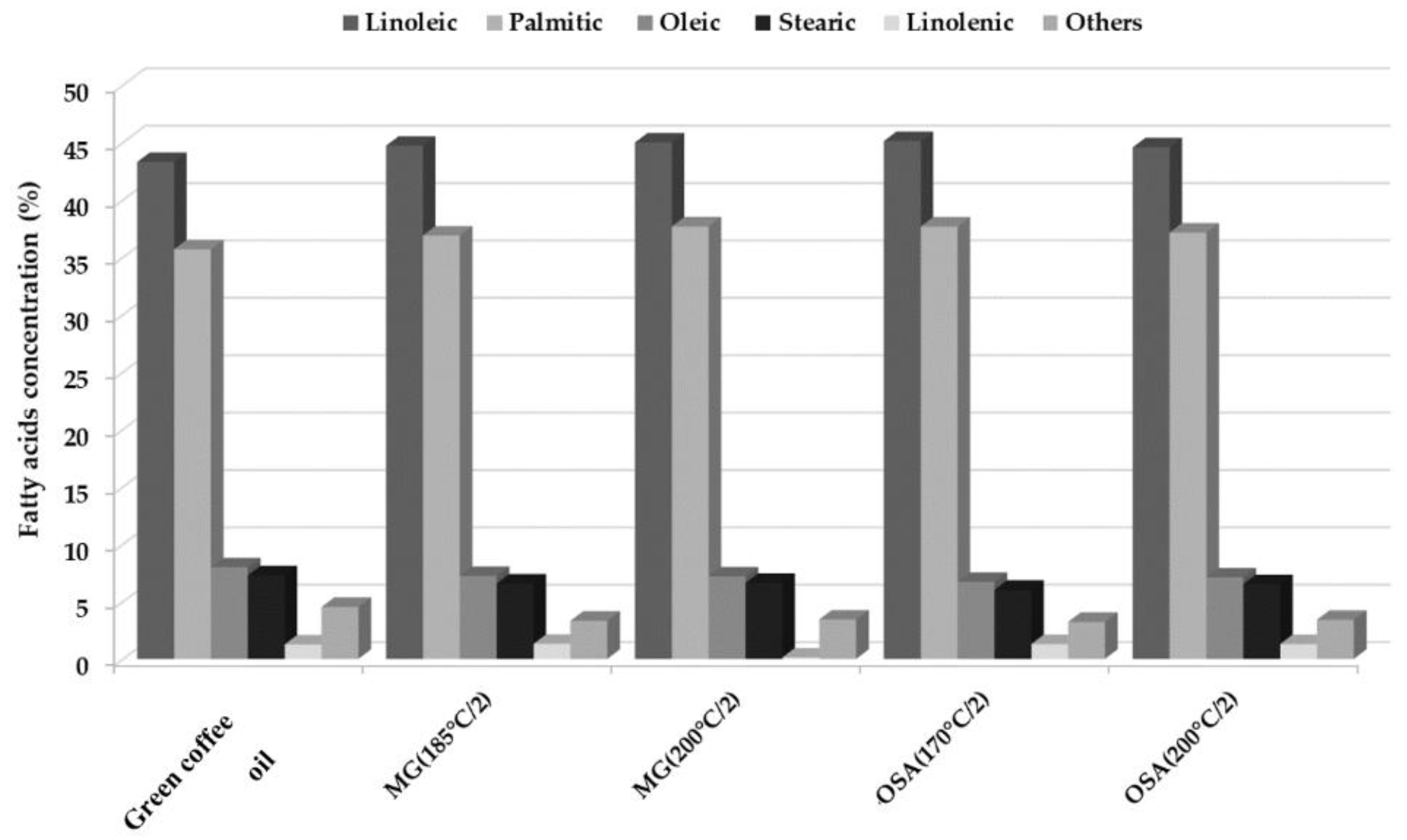
3.5. Fatty Acid Profile of the Microcapsules
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Babova, O.; Occhipinti, A.; Maffei, M. Chemical partitioning and antioxidant capacity of green coffee (Coffea arabica and Coffea canephora) of different geographical origin. Phytochemistry 2016, 123, 33–39. [Google Scholar] [CrossRef] [PubMed]
- Nosari, A.; Lima, J.; Serra, O.; Freitas, L. Improved green coffee oil antioxidant activity for cosmetical purpose by spray drying microencapsulation. Rev. Bras. Farmacogn. 2015, 25, 307–311. [Google Scholar] [CrossRef]
- Castro, A.; Oda, F.; Almeida, M.; Davanço, M.; Chiari, B.; Cicarelli, R.; Peccinini, R.; Zocolo, G.; Ribeiro, P.; Corrêa, M. Green coffee seed residue: A sustainable source of antioxidant compounds. Food Chem. 2018, 246, 48–57. [Google Scholar] [CrossRef] [PubMed]
- Tao, L. Oxidation of polyunsaturated fatty acids and its impact on food quality and human health. Adv. Food Technol. Nutr. Sci. 2015, 1, 135–142. [Google Scholar] [CrossRef]
- Bae, E.; Lee, S. Microencapsulation of avocado oil by spray drying using whey protein and maltodextrin. J. Microencapsul. 2008, 25, 549–560. [Google Scholar] [CrossRef] [PubMed]
- Madene, A.; Jacquot, M.; Scher, J.; Desobry, S. Flavour encapsulation and controlled release—A review. Int. J. Food Sci. Technol. 2006, 41, 1–21. [Google Scholar] [CrossRef]
- Majeed, H.; Bian, Y.; Ali, B.; Jamil, A.; Majeed, U.; Khan, Q.; Iqbal, K.; Shoemakere, C.; Fanga, Z. Essential oil encapsulations: Uses, procedures, and trends. RCS Adv. 2015, 5, 58449–58463. [Google Scholar] [CrossRef]
- Bouttier, D.; Quevedo, M.; Rosas, A.; Sotelo, M. Hydrothermal technique for isolation of galactomannan from seeds of sonoran mezquite (Prosopis spp.). Rev. Mex. Ing. Quim. 2017, 16, 457–465. [Google Scholar]
- Román, A.; Orozco, J.; Pérez, J.; Cruz, F.; Jiménez, R.; Vernon, E. Application and evaluation of mesquite gum and its fractions as interfacial film formers and emulsifiers of orange peel-oil. Food Hydrocoll. 2009, 23, 708–713. [Google Scholar] [CrossRef]
- García, E.; Higuera, I.; Espinosa, H. Design of fish oil-in-water nanoemulsion by microfluidization. Innov. Food Sci. Emerg. Technol. 2017, 40, 87–91. [Google Scholar] [CrossRef]
- Cortés, S.; Cruz, J.; Barragán, E.; Dublán, O.; Román, A.; Pérez, C. Microencapsulation by spray drying of lemon essential oil: Evaluation of mixtures of mesquite gum–nopal mucilage as new wall materials. J. Microencapsul. 2017, 34, 395–407. [Google Scholar] [CrossRef] [PubMed]
- Jin, Y.; Li, J.; Malaki, A. Starch-Based Microencapsulation. In Starch in Food: Structure, Function and Applications, 2nd ed.; Sjöö, M., Nilsson, L., Eds.; Woodhead: Cambridge, MA, USA, 2018; pp. 661–690. [Google Scholar]
- Silva, V.; Vieira, G.; Hubinger, M. Influence of different combinations of wall materials and homogenisation pressure on the microencapsulation of green coffee oil by spray drying. Food Res. Int. 2014, 61, 132–143. [Google Scholar] [CrossRef]
- Carvalho, A.; Silva, V.; Hubinger, M. Microencapsulation by spray drying of emulsified green coffee oil with two-layered membranes. Food Res. Int. 2014, 61, 236–245. [Google Scholar] [CrossRef]
- Calvo, P.; Castaño, A.; Lozano, M.; González, D. Influence of the microencapsulation on the quality parameters and shelf-life of extra-virgin olive oil encapsulated in the presence of BHT and different capsule wall components. Food Res. Int. 2012, 45, 256–261. [Google Scholar] [CrossRef]
- AOCS. Peroxide Value, Acetic Acid-Chloroform Method Cd 8-53. In Official Methods and Recommended Practices of the American Oil Chemists’ Society, 6th ed.; Urbana: Champaign, IL, USA, 2009. [Google Scholar]
- Chen, Q.; Zhong, F.; Wen, J.; Mc Gillivray, D.; Quek, S. Properties and Stability of Spray-Dried and Freeze-Dried Microcapsules Co-Encapsulated with Fish Oil, Phytosterol Esters, and Limonene. Dry. Technol. 2013, 31, 707–716. [Google Scholar] [CrossRef]
- Norma Mexicana NMX-F-490. Alimentos Para Humanos. Determinación de la Composición de Ácidos Grasos a Partir de C6 Por Cromatografía de Gases en Aceites y Grasas; Diario Oficial de la Federación: Ciudad de México, México, 1999. [Google Scholar]
- Qian, C.; Mcclements, D. Formation of nanoemulsions stabilized by model food-grade emulsifiers using high-pressure homogenization: Factors affecting particle size. Food Hydrocoll. 2011, 25, 1000–1008. [Google Scholar] [CrossRef]
- Jafari, S.; Assadpoor, E.; He, Y.; Bhandari, B. Re-coalescence of emulsion droplets during high-energy emulsification. Food Hydrocoll. 2008, 22, 1191–1202. [Google Scholar] [CrossRef]
- McClements, D.; Decker, E.; Weiss, J. Emulsion-based delivery systems for lipophilic bioactive components. J. Food Sci. 2007, 72, 109–124. [Google Scholar] [CrossRef]
- Rodea, A.; Cruz, J.; Román, A.; Rodríguez, E.; Vernon, E.; Pérez, C. Spray-dried encapsulation of chia essential oil (Salvia hispanica L.) in whey protein concentrate-polysaccharide matrices. J. Food Eng. 2012, 111, 102–109. [Google Scholar] [CrossRef]
- Peng, J.; Dong, W.; Li, L.; Xu, J.; Jin, D.; Xia, X. Effect of high-pressure homogenization preparation on mean globule size and large-diameter tail of oil-in-water injectable emulsions. J. Food Drug. Anal. 2015, 23, 828–835. [Google Scholar] [CrossRef]
- Mc Clements, D. Food Emulsions: Principles, Practices, and Techniques, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2015; pp. 1–677. [Google Scholar]
- Páez, G.; Mondragón, P.; Espinosa, H. Developing curcumin nanoemulsions by high-intensity methods: Impact of ultrasonication and microfluidization parameters. LWT 2019, 111, 291–300. [Google Scholar] [CrossRef]
- Bhattacharjee, S. DLS and zeta potential—What they are and what they are not? J. Control. Release 2016, 235, 337–351. [Google Scholar] [CrossRef] [PubMed]
- Zuidam, N.; Nedović, V. Materials for Encapsulation. In Encapsulation Technologies for Active Food Ingredients and Food Processing, 1st ed.; Springer: New York, NY, USA, 2010; pp. 31–100. [Google Scholar]
- López, Y.; Córdova, R.; Goycoolea, F.; Valdez, M.; Juárez, J.; Lizardi, J. Classification and physicochemical characterization of mesquite gum (Prosopis spp.). Food Hydrocoll. 2012, 26, 159–166. [Google Scholar]
- Castro, Y. Evaluación de la Protección de Diferentes Matrices de Almidón Modificado Como Materiales Encapsulantes Durante la Extrusión Termoplástica de Compuestos de Sabor Encapsulados; Maestría en Tecnología Avanzada. Instituto Politécnico Nacional. Centro de Investigación en Ciencia Aplicada y Tecnología Avanzada: Ciudad de México, México, 2014. [Google Scholar]
- Salvia, L.; Rojas, M.; Soliva, R.; Martín, O. Effect of processing parameters on physicochemical characteristics of microfluidized lemongrass essential oil-alginate nanoemulsions. Food Hydrocoll. 2013, 30, 401–407. [Google Scholar] [CrossRef]
- Li, D.; Li, L.; Xiao, N.; Li, M.; Xie, X. Physical properties of oil-in-water nanoemulsions stabilized by OSA-modified starch for the encapsulation of lycopene. Colloids Surfaces A-Physicochem. Eng. Asp 2018, 552, 59–66. [Google Scholar] [CrossRef]
- Fernandes, R.; Borges, S.; Alvarenga, D.; Oliveira, C. Physical and chemical properties of encapsulated rosemary essential oil by spray drying using whey protein-inulin blends as carriers. Int. J. Food Sci. Technol. 2014, 49, 1522–1529. [Google Scholar] [CrossRef]
- Farnham, C.; Nakao, M.; Nishioka, M.; Nabeshima, M.; Mizuno, T. Effect of water temperature on evaporation of mist sprayed from a nozzle. J. Heat Isl. Inst. Int. 2015, 10, 35–44. [Google Scholar]
- Jafari, S.; Assadpoor, E.; He, Y.; Bhandari, B. Encapsulation efficiency of food flavours and oils during spray drying. Dry. Technol. 2008, 26, 816–835. [Google Scholar] [CrossRef]
- Frascareli, E.; Silva, V.; Tonon, R.; Hubinger, M. Effect of process conditions on the microencapsulation of coffee oil by spray drying. Food Bioprod. Process. 2012, 90, 413–424. [Google Scholar] [CrossRef]
- Tonon, R.; Grosso, F.; Hubinger, M. Influence of emulsion composition and inlet air temperature on the microencapsulation of flaxseed oil by spray drying. Food Res. Int. 2011, 44, 282–289. [Google Scholar] [CrossRef]
- Carneiro, H.; Tonon, R.; Grosso, C.; Hubinger, M. Encapsulation efficiency and oxidative stability of flaxseed oil microencapsulated by spray drying using different combinations of wall materials. J. Food Eng. 2013, 115, 443–451. [Google Scholar] [CrossRef]
- Anandharamakrishnan, C.; Ishwarya, P. Spray Drying for Encapsulation. In Spray Drying Techniques for Food Ingredient Encapsulation, 1st ed.; Wiley-Blackwell: Hoboken, NJ, USA, 2015; pp. 65–74. [Google Scholar]
- Velasco, J.; Dobarganes, C.; Holgado, F.; Márquez, G. A follow-up oxidation study in dried microencapsulated oils under the accelerated conditions of the Rancimat test. Food Res. Int. 2009, 42, 56–62. [Google Scholar] [CrossRef]
- Partanen, R.; Raula, J.; Seppänen, R.; Buchert, J.; Kauppinen, E.; Forssell, P. Effect of relative humidity on oxidation of flaxseed oil in spray dried whey protein emulsions. J. Agric. Food Chem. 2008, 56, 5717–5722. [Google Scholar] [CrossRef] [PubMed]
- Xie, Y.; Wang, A.; Lu, Q.; Hui, M. The effects of rheological properties of wall materials on morphology and particle size distribution of microcapsule. Czech J. Food Sci. 2010, 28, 433–439. [Google Scholar] [CrossRef]
- Shamaei, S.; Seiiedlou, S.; Aghbashlo, M.; Tsotsas, E.; Kharaghani, A. Microencapsulation of walnut oil by spray drying: Effects of wall material and drying conditions on physicochemical properties of microcapsules. Innov. Food Sci. Emerg. Technol. 2017, 39, 101–112. [Google Scholar] [CrossRef]
- Smith, S.; King, R.; Min, D. Oxidative and thermal stabilities of genetically modified high oleic sunflower oil. Food Chem. 2007, 102, 1208–1213. [Google Scholar] [CrossRef]
- Iassonova, D.; Hammond, E.; Beattie, S. Oxidative stability of polyunsaturated triacylglycerols encapsulated in oleaginous yeast. J. Am. Oil Chem. Soc. 2008, 85, 711–716. [Google Scholar] [CrossRef]
- Böger, B.; Georgetti, S.; Kurozawa, L. Microencapsulation of grape seed oil by spray drying. Food Sci. Technol. 2018, 38, 263–270. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure (MPa) | Number of Passes | Droplet of Size (nm) | Polydispersity Index | Zeta Potential (mV) | |||
|---|---|---|---|---|---|---|---|
| Mesquite gum | OSA-Starch | Mesquite gum | OSA-Starch | Mesquite gum | OSA-Starch | ||
| 34.5 | 1 | 334.0 ± 7.86 a | 297.4 ± 9.18 a | 0.134 ± 0.03 a,b | 0.163 ± 0.01 a,c | −36.8 ± 0.36 a | −23.0 ± 0.26 a |
| 34.5 | 3 | 289.9 ± 8.16 b | 237.2 ± 5.58 b | 0.101 ± 0.03 a,b | 0.119 ± 0.01 a,b | −36.2 ± 0.45 a,b | −23.9 ± 3.05 a,b |
| 34.5 | 5 | 277.9 ± 7.57 b,f | 216.5 ± 8.82 c,d | 0.072 ± 0.02 a | 0.098 ± 0.01 b | −37.3 ± 0.21 a | −23.9 ± 0.10 a,b |
| 120.6 | 1 | 259.8 ± 8.13 f | 220.8 ± 1.01 c | 0.165 ± 0.02 b | 0.187 ± 0.02 c,d | −35.8 ± 2.30 a,b,c | −19.7 ± 0.35 c,d,e |
| 120.6 | 3 | 191.9 ± 6.41 e | 162.9 ± 0.20 f | 0.135 ± 0.03 a,b | 0.179 ± 0.01 c,d | −36.3 ± 1.08 a,b | −21.4 ± 0.51 a,d |
| 120.6 | 3 | 191.8 ± 4.21 e | 162.0 ± 4.42 f | 0.144 ± 0.02 a,b | 0.182 ± 0.01 c,d | −35.5 ± 0.35 a,b,c | −21.1 ± 0.76 a,d,e |
| 120.6 | 3 | 194.4 ± 5.92 e | 164.8 ± 4.06 f | 0.108 ± 0.05 a,b | 0.169 ± 0.02 a,c,d | −29.9 ± 2.82 d | −18.9 ± 0.17 c,d,e |
| 120.6 | 5 | 169.9 ± 1.15 d,g | 137.8 ± 1.86 e,g | 0.120 ± 0.01 a,b | 0.163 ± 0.03 a,c | −38.4 ± 0.52 a | −18.2 ± 0.35 c |
| 206.8 | 1 | 239.2 ± 5.53 c | 203.8 ± 3.09 d | 0.151 ± 0.03 a,b | 0.180 ± 0.02 c,d | −32.1 ± 0.53 b,c,d | −26.2 ± 0.32 b |
| 206.8 | 3 | 172.5 ± 8.03 g | 133.8 ± 3.25 e | 0.126 ± 0.02 a,b | 0.218 ± 0.01 d | −31.7 ± 0.93 c,d | −26.5 ± 0.21 b |
| 206.8 | 5 | 153.4 ± 2.24 d | 151.1 ± 4.18 f,g | 0.096 ± 0.01 a,b | 0.400 ± 0.02 e | −27.8 ± 2.89 d | −18.4 ± 0.40 c,e |
| -- | -- | 2103.7 ± 169.33 | 3207.2 ± 152.75 | 0.142 ± 0.12 | 0.408 ± 0.19 | −36.8 ± 0.26 | −6.7 ± 0.23 |
| Model | Emulsifier Agent | Equation | R2 |
|---|---|---|---|
| Mean droplet size | OSA-starch | dh = 354.5 − 1.28P − 44.4N + 3.48 × 10−3P2 + 4.89N2 | 0.9452 |
| Polydispersity index | OSA-starch | Pdi = 0.21 − 4.32 × 10−4P − 3.89 × 10−2N + 4.13 × 10−4PN | 0.8640 |
| Zeta potential | OSA-starch | ζ = −22.24 + 0.10P − 3.74N − 5.80 × 10−4P2 + 1.26 × 10−2PN + 4.86 × 10−1N2 | 0.8871 |
| Mean droplet size | Mesquite gum | dh = 434.58 − 1.74P − 45.55N + 5.04 × 10−3P2 − 4.31 × 10−2PN + 5.24N2 | 0.9957 |
| Polydispersity index | Mesquite gum | Pdi = 1.18 × 10−1 + 8.20 × 10−4P − 1.36 × 10−2N − 2.86 × 10−6*P2 | 0.8641 |
| Zeta potential | Mesquite gum | ζ = −38.71 + 3.62 × 10−4P | 0.5001 |
| Temperature (°C) | Feed Rate (mL/min) | Microencapsulation Efficiency (%) | |
|---|---|---|---|
| Mesquite gum | OSA-Starch | ||
| 170 | 1.5 | 99.4 ± 0.146 a,b | 98.8 ± 0.093 a |
| 170 | 2.0 | 99.2 ± 0.122 a,b,c | 98.7 ± 0.217 a |
| 170 | 2.5 | 99.6 ± 0.103 a | 98.9 ± 0.288 a |
| 185 | 1.5 | 99.0 ± 0.126 b,c,d | 98.5 ± 0.261 a |
| 185 | 2.0 | 99.1 ± 0.156 a,b,c,d | 98.7 ± 0.288 a |
| 185 | 2.5 | 98.8 ± 0.136 c,d | 98.9 ± 0.419 a |
| 200 | 1.5 | 98.6 ± 0.156 d | 99.0 ± 0.264 a |
| 200 | 2.0 | 98.7 ± 0.148 d | 98.9 ± 0.097 a |
| 200 | 2.5 | 98.6 ± 0.107 c,d | 98.8 ± 0.126 a |
| Spray Drying Conditions | Peroxide Index (meq O2/Kg oil) | ||||
|---|---|---|---|---|---|
| (°C) | (mL/min) | Mesquite gum 32% RH (Days) | OSA-Starch 32% RH (Days) | ||
| 1 | 30 | 1 | 30 | ||
| 170 | 1.5 | 3.99 ±0.001 a | 50.64 ± 1.454 a,b | 4.98 ± 1.410 a | 62.68 ± 1.398 b |
| 170 | 2.0 | 4.97 ± 1.399 a | 50.59 ± 1.439 a,b | 4.97 ± 1.410 a | 57.79 ± 0.008 a |
| 170 | 2.5 | 3.98 ± 0.011 a | 52.79 ± 1.423 b,c | 3.98 ± 0.003 a | 60.83 ± 1.376 b |
| 185 | 1.5 | 3.98 ± 0.002 a | 54.83 ± 1.371 c,d | 3.98 ± 0.004 a | 67.50 ± 0.019 c |
| 185 | 2.0 | 4.98 ± 1.407 a | 49.82 ± 0.028 a | 4.98 ± 1.416 a | 67.53 ± 0.057 c |
| 185 | 2.5 | 3.99 ± 0.003 a | 55.70 ± 0.016 d,e | 3.98 ± 0.009 a | 68.37 ± 1.382 c,d |
| 200 | 1.5 | 3.98 ± 0.010 a | 57.49 ± 0.040 e,f | 4.97 ± 1.409 a | 68.69 ± 1.398 c,d |
| 200 | 2.0 | 4.98 ± 1.412 a | 60.83 ± 1.376 g | 4.98 ± 1.397 a | 70.67 ± 1.378 d |
| 200 | 2.5 | 4.97 ± 1.407 a | 58.61 ± 1.446 f,g | 4.98 ± 1.404 a | 69.64 ± 0.039 c,d |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Granados-Vallejo, M.; Espinosa-Andrews, H.; Guatemala-Morales, G.M.; Esquivel-Solis, H.; Arriola-Guevara, E. Oxidative Stability of Green Coffee Oil (Coffea arabica) Microencapsulated by Spray Drying. Processes 2019, 7, 734. https://doi.org/10.3390/pr7100734
Granados-Vallejo M, Espinosa-Andrews H, Guatemala-Morales GM, Esquivel-Solis H, Arriola-Guevara E. Oxidative Stability of Green Coffee Oil (Coffea arabica) Microencapsulated by Spray Drying. Processes. 2019; 7(10):734. https://doi.org/10.3390/pr7100734
Chicago/Turabian StyleGranados-Vallejo, Miriam, Hugo Espinosa-Andrews, Guadalupe M. Guatemala-Morales, Hugo Esquivel-Solis, and Enrique Arriola-Guevara. 2019. "Oxidative Stability of Green Coffee Oil (Coffea arabica) Microencapsulated by Spray Drying" Processes 7, no. 10: 734. https://doi.org/10.3390/pr7100734
APA StyleGranados-Vallejo, M., Espinosa-Andrews, H., Guatemala-Morales, G. M., Esquivel-Solis, H., & Arriola-Guevara, E. (2019). Oxidative Stability of Green Coffee Oil (Coffea arabica) Microencapsulated by Spray Drying. Processes, 7(10), 734. https://doi.org/10.3390/pr7100734