
Green Carbonization Pathways for EMI Shielding: Evaluating Heating Technologies for Enhanced Textile Waste Valorization


Abstract

1. Introduction
- E-factor (Environmental factor): Quantifies the waste generated per unit of product.
- Atom Economy: Measures the efficiency of reactant atoms incorporated into the desired product.
- PMI: Measures the total mass of all materials used in a process relative to the mass of the desired product. A lower PMI indicates a more efficient and sustainable process, minimizing waste and resource consumption.
- Carbon Efficiency: Evaluates the carbon utilization in a reaction or process.
- Energy Efficiency: Focuses on minimizing energy input while maximizing output.
- Life Cycle Assessment (LCA): Analyzes the overall environmental impact of a product from cradle to grave.
2. Materials and Methods
2.1. Materials
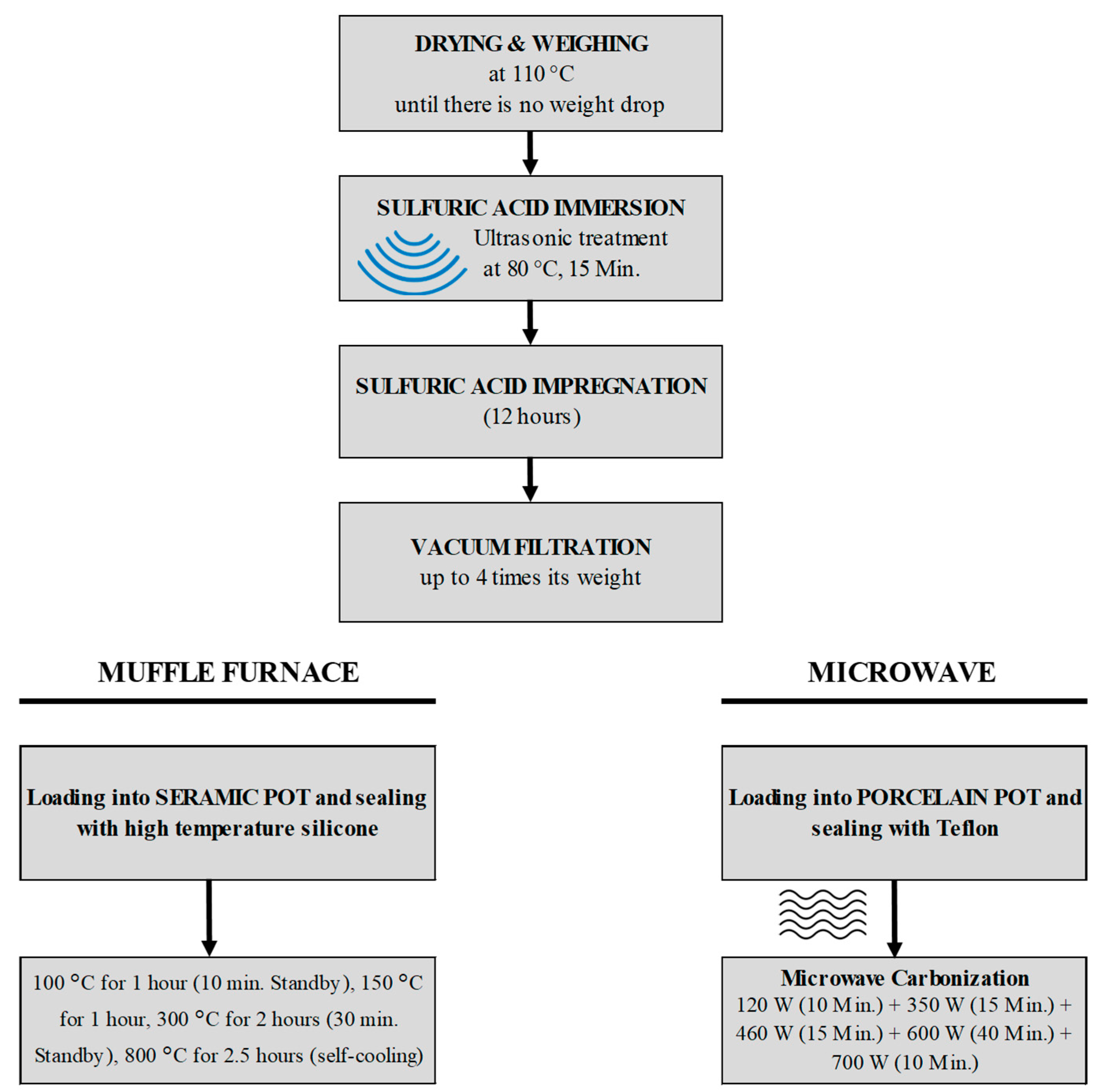
2.2. Carbonization Systems
2.3. Methods
- 100 °C for 1 h (10 min. Standby)
- 150 °C for 1 h
- 300 °C for 2 h (30 min. Standby)
- 800 °C for 2.5 h (self-cooling)
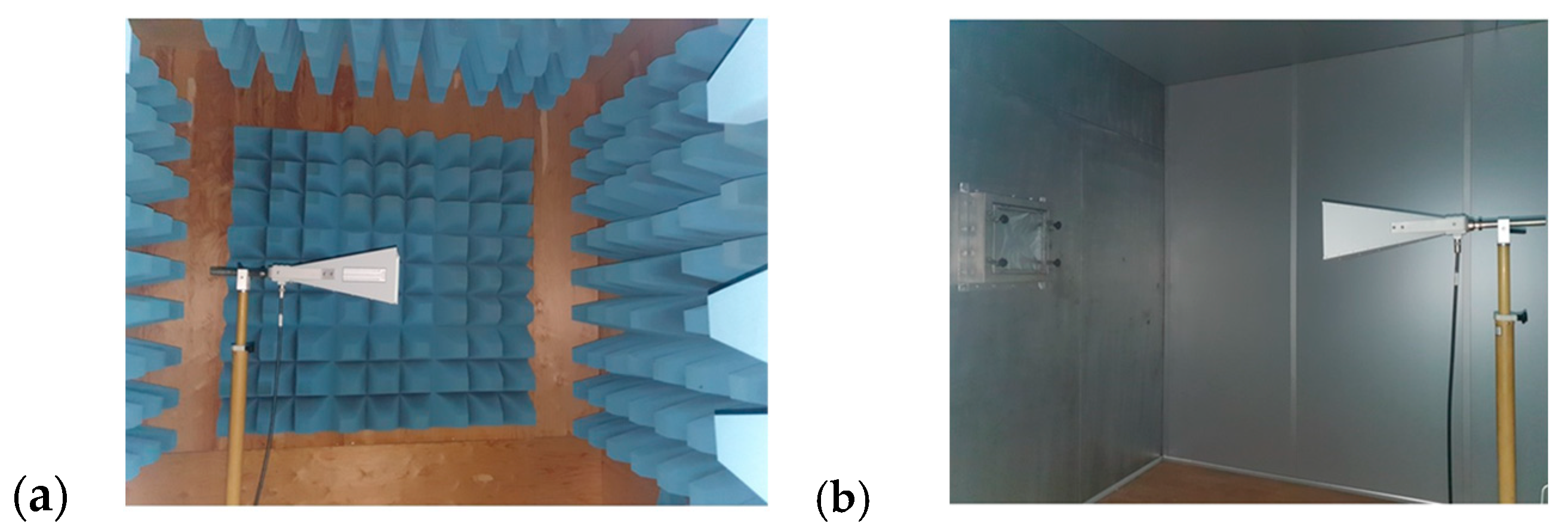
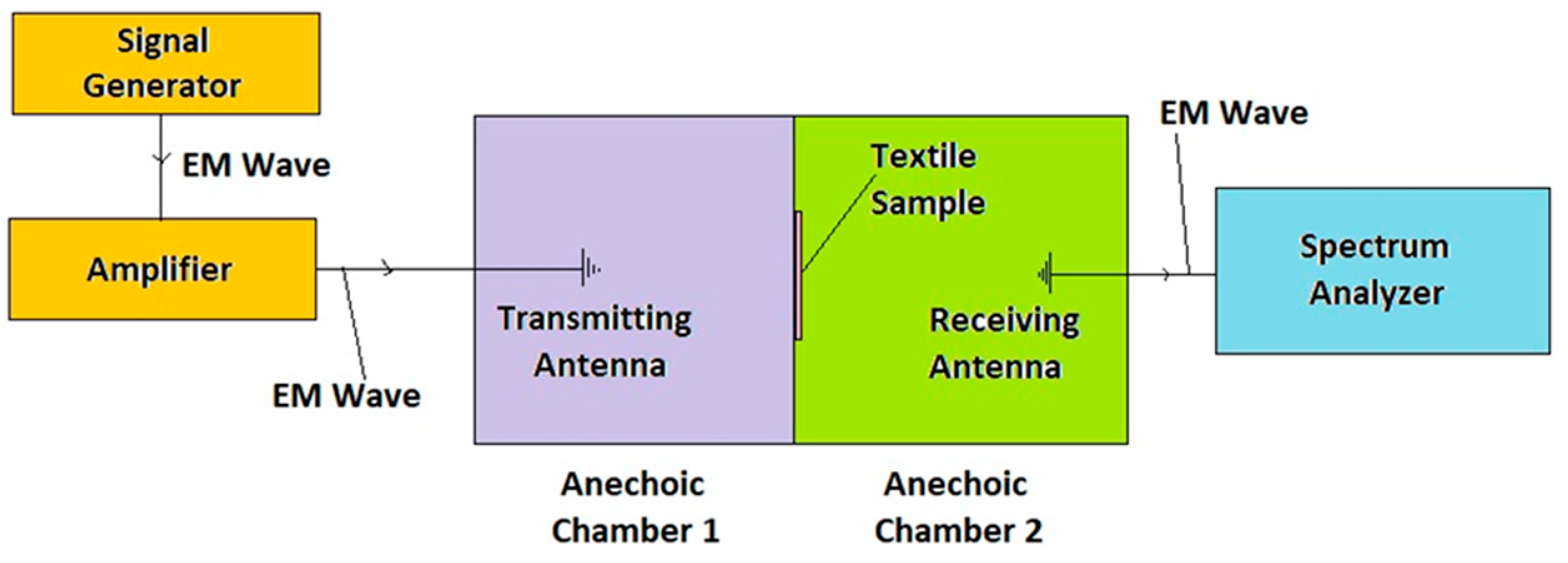
2.4. Experimental System
2.5. Characterizations and Methods
3. Results and Discussion
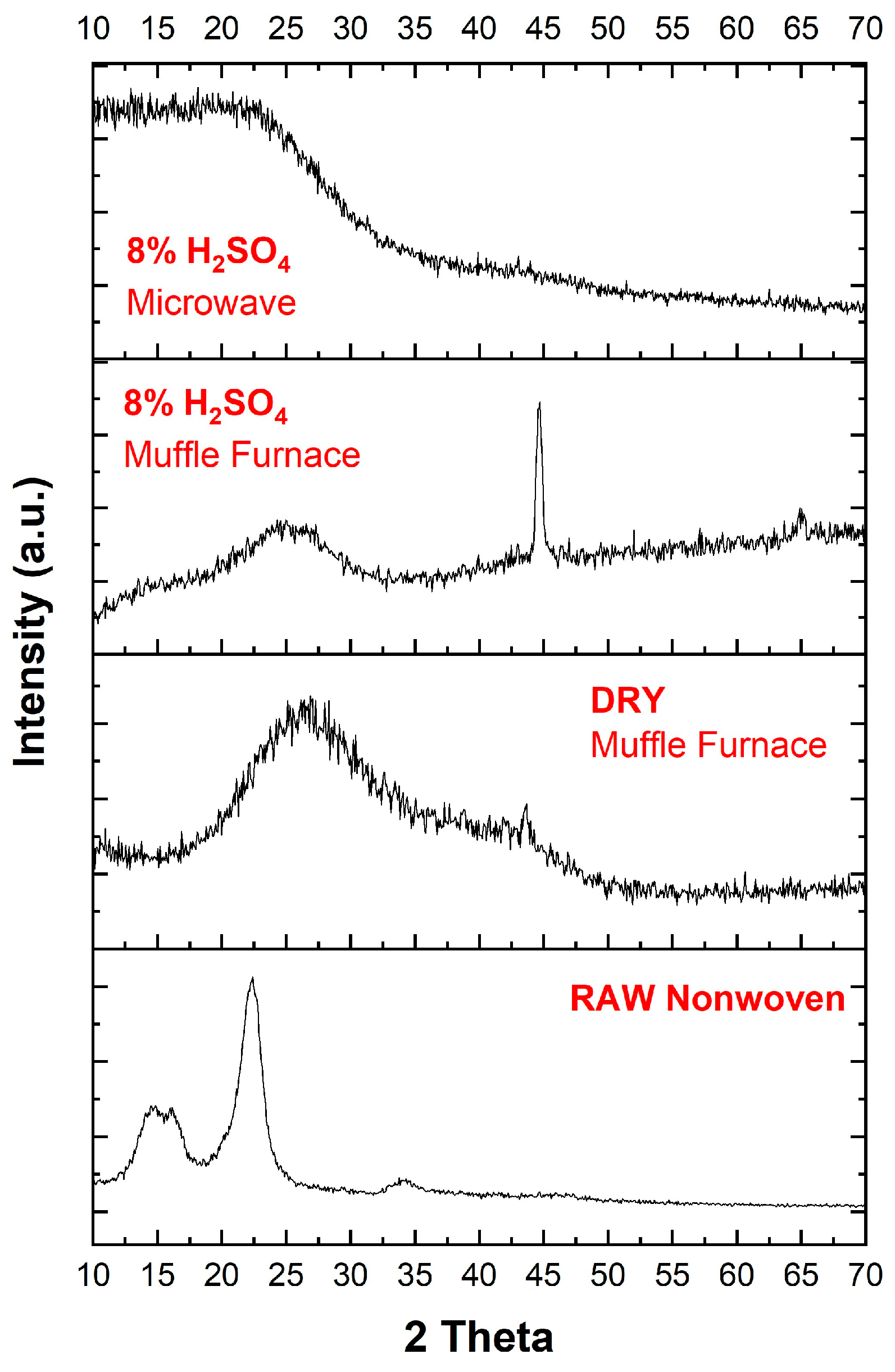
3.1. XRD Analysis
3.2. Material Dimensional Change Before-After Carbonization and Product Yield Assessment
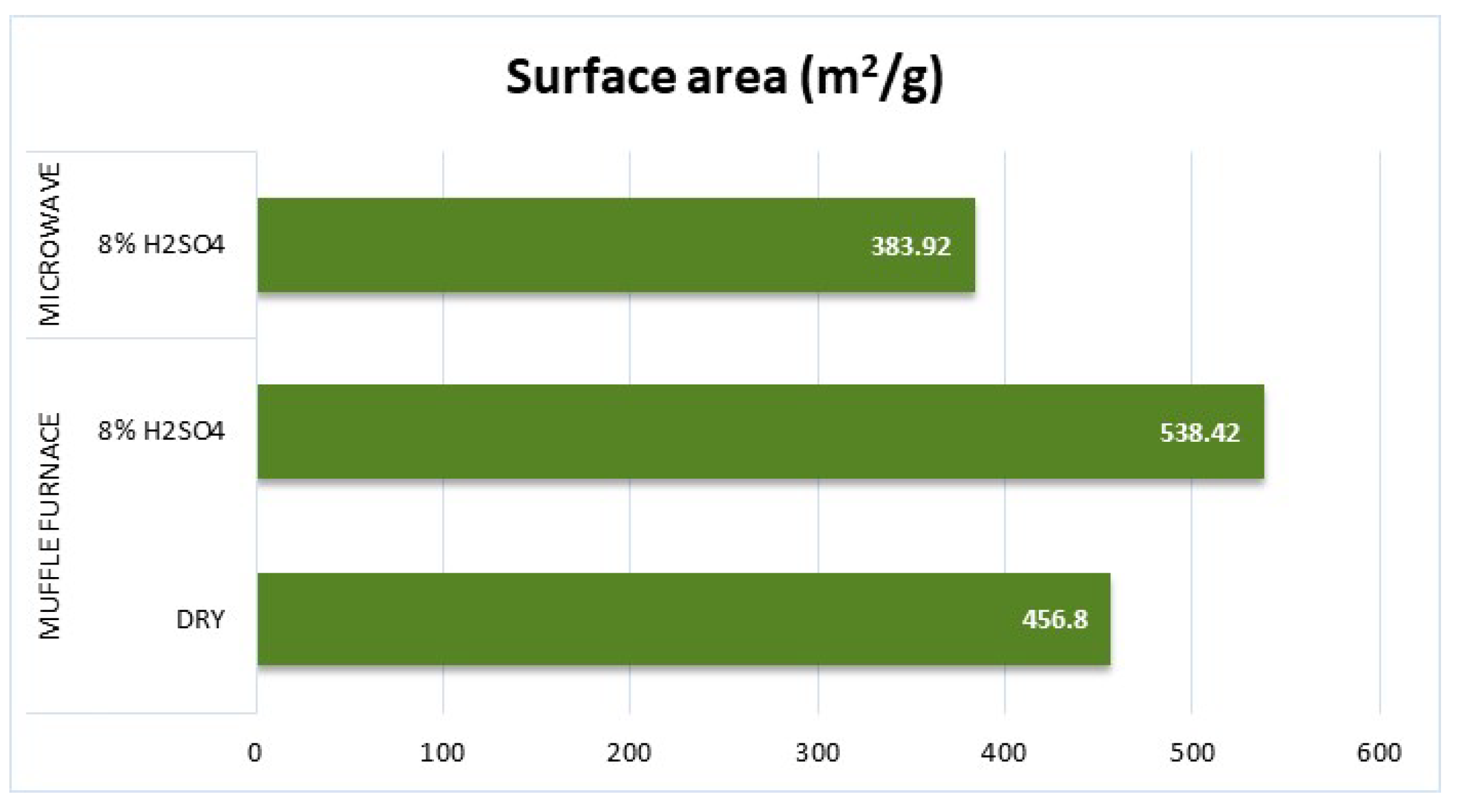
3.3. Surface Area Measurements
3.4. Electrical Resistivity Measurements
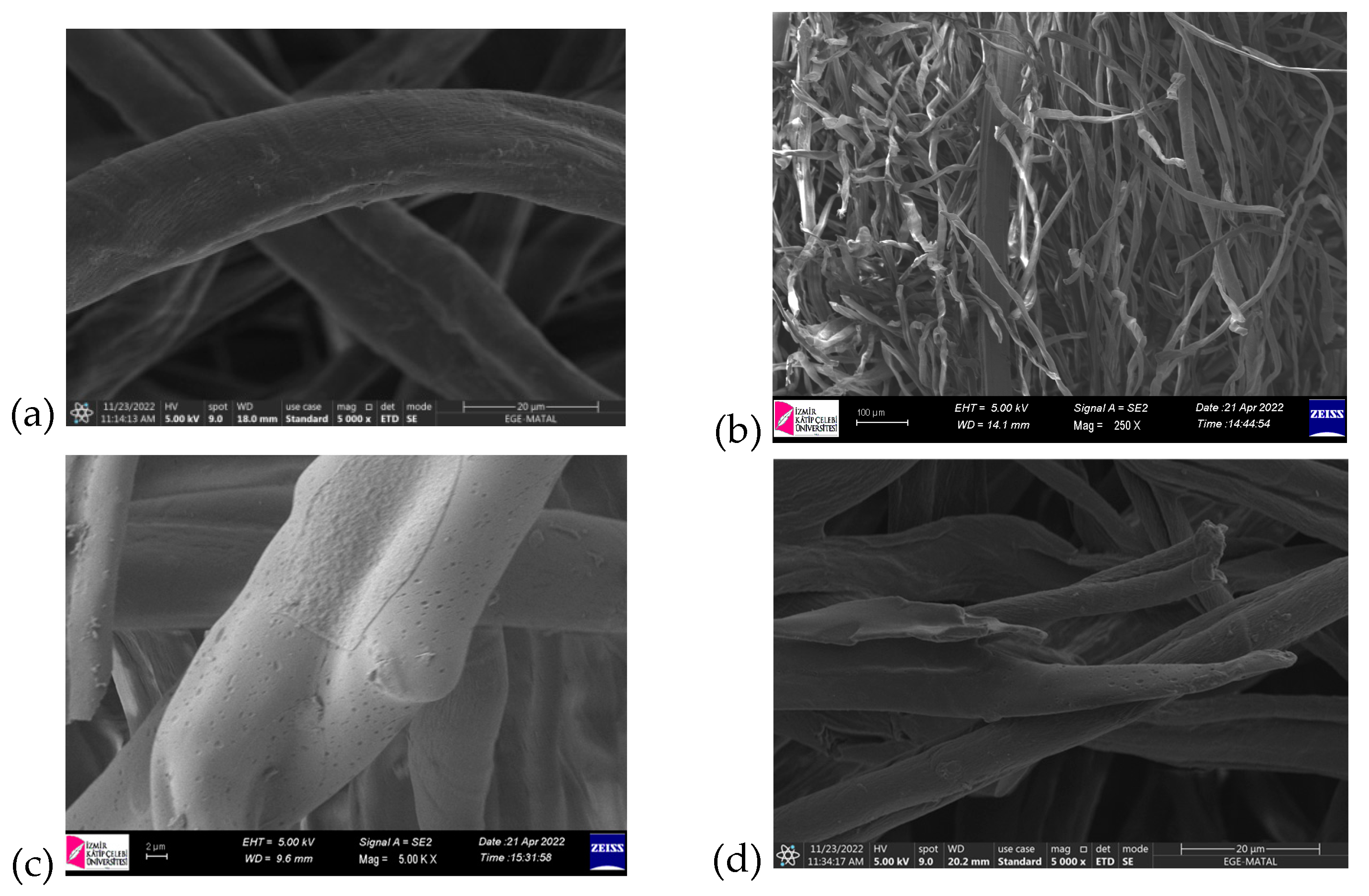
3.5. SEM Analysis
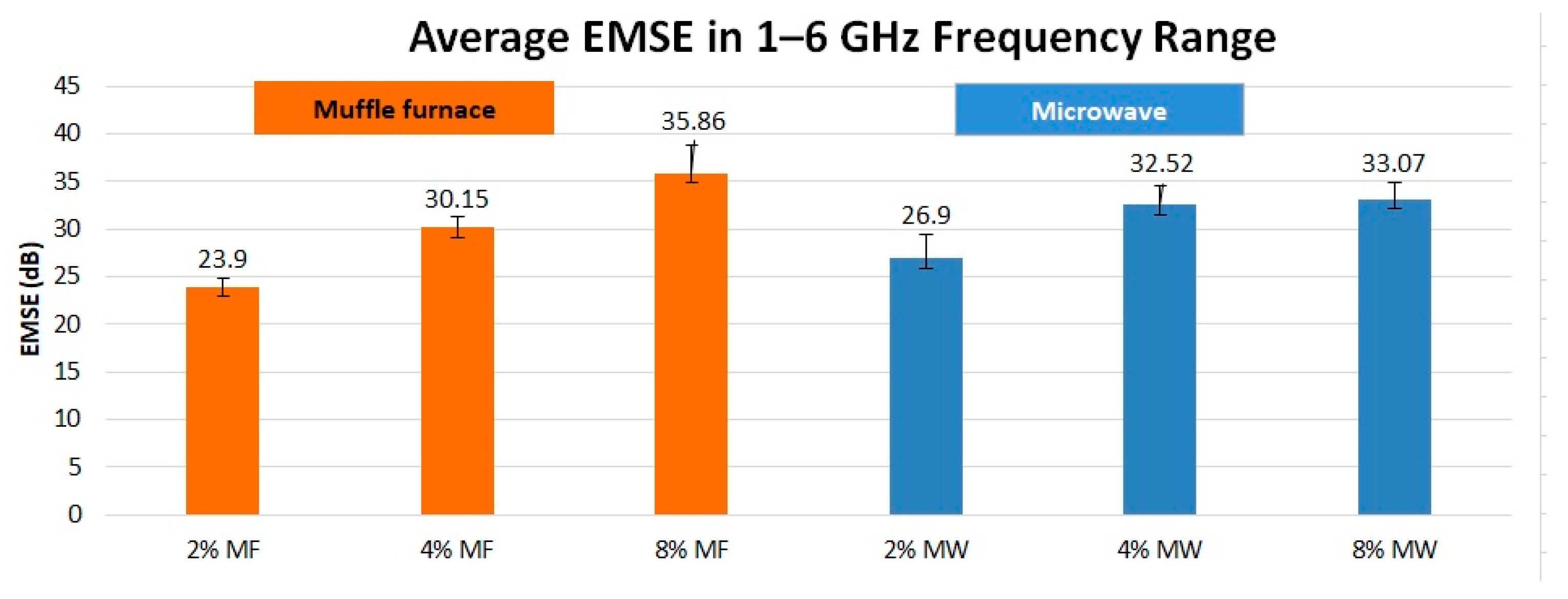
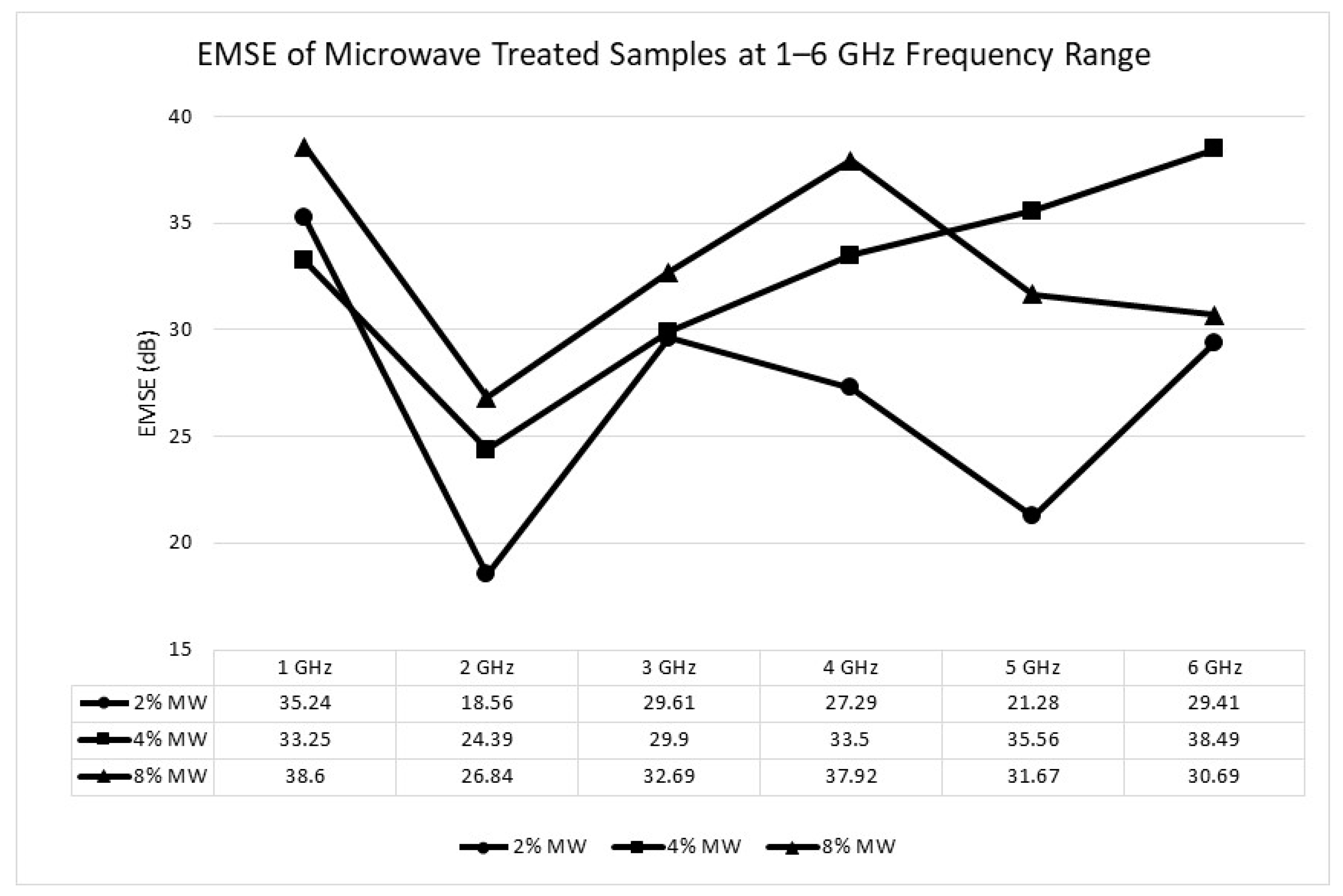
3.6. Electromagnetic Shielding Effectiveness
3.7. Green Performance Efficiency (GPE): A Novel Process-Oriented Metric
3.7.1. GPE Components and Their Interplay
- Yield and PMI: Balancing Material Efficiency: While Yield and Process Mass Intensity (PMI) are distinct metrics, they are inherently connected in evaluating the efficiency and sustainability of a process. Yield focuses on the conversion efficiency of the primary material—in this case, the textile material—into the desired product, such as activated carbon. It represents the direct outcome of the carbonization process, emphasizing how effectively the core material is utilized. On the other hand, PMI considers the total material input, including auxiliary materials, activation agents, and any additional substances used during the process. It provides a broader perspective on resource efficiency by accounting for all inputs, not just the primary feedstock. The relationship between these two metrics becomes evident when examining processes with high PMI but low Yield, as this indicates significant material inefficiencies. Conversely, a low PMI combined with a high Yield reflects a highly optimized process where material usage and conversion are both efficient. For example, in processes where large amounts of activation agents or auxiliary materials are required, PMI will increase, even if the Yield of the primary material is high. A process with high Yield but poor auxiliary material management may still result in inefficiencies, which PMI can capture. Thus, integrating both metrics into a comprehensive evaluation framework, such as the Green Performance Efficiency (GPE) metric, allows for a more holistic assessment of process sustainability. By balancing Yield and PMI, researchers can identify trade-offs and optimize processes for both material conversion and resource utilization.
- Energy and Time: Critical Drivers of Sustainability: Energy consumption and process duration directly impact environmental and operational sustainability. Processes that minimize these parameters are inherently more scalable and eco-friendly.
- Process Steps: Complexity and Scalability: The number of process steps reflects a method’s operational complexity. Simpler processes with fewer steps reduce resource consumption, enhance reproducibility, and minimize error risks.
- Multiplicative Approach: The denominator of the GPE formula uses a multiplicative framework to capture the compounded impact of inefficiencies. It ensures that a single parameter’s inefficiency cannot be offset by improvements in other areas, making the metric rigorous and realistic.
3.7.2. Significance of GPE in Green Chemistry and Engineering
- Laboratory-Scale Evaluation: Enables direct comparison of different material processing techniques under controlled conditions.
- Industrial Relevance: Helps assess process scalability and optimization for large-scale production.
- Sustainability Assessment: Balances material efficiency, energy consumption, and environmental impact to support green manufacturing decisions.
3.7.3. Industrial Adaptation of GPE
- Industrial Yield Efficiency: Bridging Laboratory and Industrial Scales
- Material Handling Losses: Degradation or waste of raw materials during transportation, storage, or pre-processing.
- Process Losses: Heat dissipation, incomplete reactions, or side-product formation in large-scale thermal and chemical processes.
- Post-Processing Losses: Additional purification or shaping steps leading to further material waste.
- 2.
- Economic Feasibility & Cost-Based Weighting
- Operational Costs (e.g., energy, labor, maintenance).
- Raw Material Expenses (e.g., sourcing, transportation).
- Process Economics (e.g., production rate, market viability).
- 3.
- Life Cycle Assessment (LCA) Integration
- Carbon Footprint
- Water Consumption
- Waste Disposal & Recycling Metrics
- 4.
- Automation & Process Control Considerations
- Account for automated process control systems that enhance efficiency.
- Differentiate between manual vs. automated production lines.
- Factor in real-time energy optimization systems.
3.7.4. Expanding GPE to Other Green Manufacturing Sectors
- In battery manufacturing, GPE can incorporate: Specific capacity (mAh/g), cycle stability, and power density to assess performance in energy storage applications.
- In solar cell production, GPE can factor in: Power conversion efficiency (PCE%) and long-term stability to evaluate sustainability.
3.7.5. Sustainability Assessment of Carbonization Processes Using the GPE Metric
4. Limitations of the Study and Future Directions
4.1. Experimental Limitations and System Constraints
- Use of a Household Microwave: The microwave system used in this study was a household-type oven, which lacks precise temperature control, real-time monitoring, and tailored power distribution mechanisms. Industrial-grade microwave systems with adjustable frequency and controlled gas environments could improve heating uniformity and material consistency.
- Lack of Inert Gas Atmosphere: Unlike conventional activation methods that use inert gases (e.g., nitrogen or argon) to prevent unwanted side reactions, this study employed a closed system without an inert atmosphere. It could lead to partial oxidation, influencing the final carbon structure. Future studies should investigate controlled gas environments to optimize material properties.
- Tar Deposition and Pore Blockage: A major challenge observed in the microwave process was the formation of tar, which condensed on the carbonized material and partially blocked pore structures, reducing surface area and electrical conductivity. This issue arose due to rapid heating and the closed reactor design, which restricted tar removal.
4.2. Trade-Offs Between Energy Efficiency and Material Performance
4.3. Mechanical Stability and Composite Approaches
4.4. Opportunities for Process Optimization
- Microwave Reactor Optimization: Developing a specialized microwave reactor with controlled gas flow and an integrated tar removal mechanism could enhance material properties while maintaining energy efficiency.
- Post-Treatment Strategies: UV-ozone exposure or mild thermal oxidation at 300–400 °C in an inert atmosphere could further optimize pore structure and improve surface properties.
- Hybrid Heating Approach (Microwave Pre-Treatment + Controlled Muffle Furnace Processing): A promising optimization strategy is to use microwave-assisted pre-carbonization to rapidly initiate the process, followed by a short-duration, lower-temperature muffle furnace treatment. This hybrid approach can:
- Prevent excessive tar deposition by gradually removing volatile compounds.
- Enhance material conductivity and EMSE values while maintaining the benefits of microwave heating.
- Reduce overall energy consumption, as the muffle furnace is only used briefly at controlled temperatures rather than for the entire process.
- Industrial Scaling Considerations: The current study was conducted under laboratory conditions. Future research should assess the feasibility of scaling up the process, considering factors such as automation, material throughput, and life cycle assessment (LCA) to evaluate the broader environmental impact.
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BET | Brunauer-Emmett-Teller |
| EMI | Electromagnetic Interference |
| EMSE | Electromagnetic Shielding Effectiveness |
| GPE | Green Performance Efficiency |
| MF | Muffle Furnace |
| MW | Microwave |
| PDMS | polydimethylsiloxane |
| PHA | Polyhydroxyalkanoates |
| PLA | Polylactic acid |
| SEM | Scanning Electron Microscopy |
| XRD | X-ray Diffraction |
References
- Jin, D.; Yong Choi, J.; Nam, J.; Yuk, H.; Kim, S. Innovative Building Materials by Upcycling Clothing Waste into Thermal Energy Storage Matrix with Phase Change Materials. Waste Manag. 2024, 175, 328–338. [Google Scholar] [CrossRef]
- Herrmann, S. Technical Report: A New Textiles Economy: Redesigning Fashion’s Future; Ellen MacArthur Foundation: Cowes, UK, 2017. [Google Scholar]
- Christis, M.; Vercalsteren, A.; Mortensen, L.F.; Coscieme, L. Textiles and the Environment in a Circular Economy; ETC/WMGE: Copenhagen, Denmark, 2019. [Google Scholar]
- Lapkin, A.; Constable, D. Green Chemistry Metrics: Measuring and Monitoring Sustainable Processes; John Wiley and Sons, Ltd.: Hoboken, NJ, USA, 2009; ISBN 978-3-319-10499-7. [Google Scholar]
- Xia, C.; Shi, S.Q. Self-Activation for Activated Carbon from Biomass: Theory and Parameters. Green Chem. 2016, 18, 2063–2071. [Google Scholar] [CrossRef]
- Sandin, G.; Peters, G.M. Environmental Impact of Textile Reuse and Recycling—A Review. J. Clean. Prod. 2018, 184, 353–365. [Google Scholar] [CrossRef]
- Kamble, Z.; Behera, B.K. Mechanical Properties and Water Absorption Characteristics of Composites Reinforced with Cotton Fibres Recovered from Textile Waste. J. Eng. Fiber. Fabr. 2020, 15, 1558925020901530. [Google Scholar] [CrossRef]
- Nasri-Nasrabadi, B.; Byrne, N. Converting Waste Textiles into Highly Effective Sorbent Materials. RSC Adv. 2020, 10, 37596–37599. [Google Scholar] [CrossRef]
- Xia, M.; Shao, X.; Sun, Z.; Xu, Z. Conversion of Cotton Textile Wastes into Porous Carbons by Chemical Activation with ZnCl2, H3PO4, and FeCl3. Environ. Sci. Pollut. Res. 2020, 27, 25186–25196. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.; Zhang, Y.; Zhang, S.; Lu, W.; Xu, H. Pyrolysis Behavior and Pore-Forming Mechanism During Reuse of Textile Waste Flax by Activation. Waste Biomass Valorization 2020, 11, 4259–4268. [Google Scholar] [CrossRef]
- Balcik-Canbolat, C.; Ozbey, B.; Dizge, N.; Keskinler, B. Pyrolysis of Commingled Waste Textile Fibers in a Batch Reactor: Analysis of the Pyrolysis Gases and Solid Product. Int. J. Green Energy 2017, 14, 289–294. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, T.; Yuan, Z.; Zhang, D.; Sun, Z. Fabrication of Cotton Textile Waste-Based Magnetic Activated Carbon Using FeCl3 Activation by the Box—Behnken Design: Optimization and Characteristics. RSC Adv. 2018, 8, 38081–38090. [Google Scholar] [CrossRef]
- Sayed Jamaludin, S.I.; Zaini, M.A.A.; Sadikin, A.N.; Abdol Jani, W.N.F. Textile Waste Valorization as Potential Activated Carbon Precursor for the Removal of Water Contaminants: Commentary. Mater. Today Proc. 2024, 96, 110–115. [Google Scholar] [CrossRef]
- Chen, W.; He, F.; Zhang, S.; Xv, H.; Xv, Z. Development of Porosity and Surface Chemistry of Textile Waste Jute-Based Activated Carbon by Physical Activation. Environ. Sci. Pollut. Res. 2018, 25, 9840–9848. [Google Scholar] [CrossRef]
- Naeem, S.; Baheti, V.; Militky, J.; Tunakova, V.; Gilani, Q.Z.; Javed, S.; Behera, P. Impact of Carbonization Temperature on Activated Carbon Web for EMI Shielding and Ohmic Heating. Fibres Text. 2018, 3, 57–62. [Google Scholar]
- Naeem, S.; Baheti, V.; Tunakova, V.; Militky, J.; Karthik, D.; Tomkova, B. Development of Porous and Electrically Conductive Activated Carbon Web for Effective EMI Shielding Applications. Carbon 2017, 111, 439–447. [Google Scholar] [CrossRef]
- Parmakoğlu, E.Ü.; Çay, A.; Yanık, J. Valorization of Solid Wastes from Textile Industry as an Adsorbent Through Activated Carbon Production. AATCC J. Res. 2023, 10, 133–143. [Google Scholar] [CrossRef]
- Karthik, D.; Baheti, V.; Militky, J.; Naeem, M.S.; Tunakova, V.; Ali, A. Activated Carbon Derived from Carbonization of Kevlar Waste Materials: A Novel Single Stage Method. Materials 2021, 14, 6433. [Google Scholar] [CrossRef]
- Intani, K.; Latif, S.; Kabir, A.K.M.R.; Müller, J. Effect of Self-Purging Pyrolysis on Yield of Biochar from Maize Cobs, Husks and Leaves. Bioresour. Technol. 2016, 218, 541–551. [Google Scholar] [CrossRef]
- Intani, K.; Latif, S.; Cao, Z.; Müller, J. Characterisation of Biochar from Maize Residues Produced in a Self-Purging Pyrolysis Reactor. Bioresour. Technol. 2018, 265, 224–235. [Google Scholar] [CrossRef] [PubMed]
- Kong, S.H.; Lam, S.S.; Yek, P.N.Y.; Liew, R.K.; Ma, N.L.; Osman, M.S.; Wong, C.C. Self-Purging Microwave Pyrolysis: An Innovative Approach to Convert Oil Palm Shell into Carbon-Rich Biochar for Methylene Blue Adsorption. J. Chem. Technol. Biotechnol. 2019, 94, 1397–1405. [Google Scholar] [CrossRef]
- Christian, J.; Quillope, C.; Carpio, R.B.; Gatdula, K.M.; Concepcion, M.; Detras, M.; Doliente, S.S. Optimization of Process Parameters of Self-Purging Microwave Pyrolysis of Corn Cob for Biochar Production. Heliyon 2021, 7, e08417. [Google Scholar] [CrossRef]
- Sert, S.; Duran Kaya, D.; Körlü, A. Development of Activated Carbon Textiles Produced from Jute and Cotton Wastes for Electromagnetic Shielding Applications. Fibers 2023, 11, 110. [Google Scholar] [CrossRef]
- Sert, S.; Gültekin, Ş.S.; Kaya, D.D.; Körlü, A. Development of Activated Carbon from Hemp Hurd for EMI Shielding and Supercapacitors via One-Step Microwave Pyrolysis without Inert Gas. Biomass Convers. Biorefinery 2024, 1–20. [Google Scholar] [CrossRef]
- Prathiba, R.; Shruthi, M.; Miranda, L.R. Pyrolysis of Polystyrene Waste in the Presence of Activated Carbon in Conventional and Microwave Heating Using Modified Thermocouple. Waste Manag. 2018, 76, 528–536. [Google Scholar] [CrossRef]
- Ioannidou, O.; Zabaniotou, A. Agricultural Residues as Precursors for Activated Carbon Production—A Review. Renew. Sustain. Energy Rev. 2007, 11, 1966–2005. [Google Scholar] [CrossRef]
- Wang, H.; Xu, Z.; Kohandehghan, A.; Li, Z.; Cui, K.; Tan, X.; Stephenson, T.J.; King’Ondu, C.K.; Holt, C.M.B.; Olsen, B.C.; et al. Interconnected Carbon Nanosheets Derived from Hemp for Ultrafast Supercapacitors with High Energy. ACS Nano 2013, 7, 5131–5141. [Google Scholar] [CrossRef] [PubMed]
- Um, J.H.; Ahn, C.Y.; Kim, J.; Jeong, M.; Sung, Y.E.; Cho, Y.H.; Kim, S.S.; Yoon, W.S. From Grass to Battery Anode: Agricultural Biomass Hemp-Derived Carbon for Lithium Storage. RSC Adv. 2018, 8, 32231–32240. [Google Scholar] [CrossRef] [PubMed]
- Xiong, W.; Hu, X.; Wu, X.; Zeng, Y.; Wang, B.; He, G.; Zhu, Z. A Flexible Fiber-Shaped Supercapacitor Utilizing Hierarchical NiCo2O4@polypyrrole Core-Shell Nanowires on Hemp-Derived Carbon. J. Mater. Chem. A 2015, 3, 17209–17216. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, R.; Li, M.; Zhao, Z. Hydrothermal Preparation of Highly Porous Carbon Spheres from Hemp (Cannabis sativa L.) Stem Hemicellulose for Use in Energy-Related Applications. Ind. Crops Prod. 2015, 65, 216–226. [Google Scholar] [CrossRef]
- Sun, W.; Lipka, S.M.; Swartz, C.; Williams, D.; Yang, F. Hemp-Derived Activated Carbons for Supercapacitors. Carbon 2016, 103, 181–192. [Google Scholar] [CrossRef]
- Wu, C.; Budarin, V.L.; Gronnow, M.J.; De Bruyn, M.; Onwudili, J.A.; Clark, J.H.; Williams, P.T. Conventional and Microwave-Assisted Pyrolysis of Biomass under Different Heating Rates. J. Anal. Appl. Pyrolysis 2014, 107, 276–283. [Google Scholar] [CrossRef]
- Arpia, A.A.; Chen, W.; Lam, S.S.; Rousset, P.; Luna, D.G. De Sustainable Biofuel and Bioenergy Production from Biomass Waste Residues Using Microwave-Assisted Heating: A Comprehensive Review. Chem. Eng. J. 2020, 403, 126233. [Google Scholar] [CrossRef]
- Lam, S.S.; Chase, H.A. A Review on Waste to Energy Processes Using Microwave Pyrolysis. Energies 2012, 5, 4209–4232. [Google Scholar] [CrossRef]
- He, X.; Ling, P.; Qiu, J.; Yu, M.; Zhang, X.; Yu, C.; Zheng, M. Efficient Preparation of Biomass-Based Mesoporous Carbons for Supercapacitors with Both High Energy Density and High Power Density. J. Power Sources 2013, 240, 109–113. [Google Scholar] [CrossRef]
- Jimenez-Gonzalez, C.; Ponder, C.S.; Broxterman, Q.B.; Manley, J.B. Using the Right Green Yardstick: Why Process Mass Intensity Is Used in the Pharmaceutical Industry To Drive More Sustainable Processes. Org. Process Res. Dev. 2011, 15, 912–917. [Google Scholar] [CrossRef]
- Sheldon, R.A.; Bode, M.L.; Akakios, S.G. Metrics of Green Chemistry: Waste Minimization. Curr. Opin. Green Sustain. Chem. 2022, 33, 100569. [Google Scholar] [CrossRef]
- Dicks, A.P.; Hent, A. Green Chemistry Metrics: A Guide to Determining and Evaluating Process Greenness; Springer International Publishing: Berlin/Heidelberg, Germany, 2015; ISBN 9783319104997. [Google Scholar]
- TS EN 50147-12005-04; Slovenian Institute for Standardization Anechoic Chambers—Part 1: Shield Attenuation Measurement. SIST—Slovenian Institute for Standardization: Ljubljana, Slovenia, 2005.
- Farma, R.; Fatjrin, D.; Awitdrus; Deraman, M. Physical Properties of Activated Carbon from Fibers of Oil Palm Empty Fruit Bunches by Microwave Assisted Potassium Hydroxide Activation. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2017; Volume 1801, pp. 1–4. [Google Scholar] [CrossRef]
- Zhou, Y.J.; Wu, X.B.; Cai, X.D.; Xu, H.X.; Li, Q.Y.; Xiong, W.; Xiao, S.Y.; Cui, T.J. Smart Meta-Device Powered by Stray Microwave Energies: A Green Approach to Shielding External Interference and Detection. Appl. Energy 2025, 378, 124770. [Google Scholar] [CrossRef]
- Guan, Y.; Yang, L.; Chen, C.; Wan, R.; Guo, C.; Wang, P. Regulable Crack Patterns for the Fabrication of High-Performance Transparent EMI Shielding Windows. iScience 2025, 28, 111543. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Xing, S.; Jin, Q.; Yang, N.; He, Y.; Zhang, J. Excellent Angular and Electrical Performance Damage Tolerance of Wave-Absorbing Laminate via Gradient A-T-A Design. Compos. Commun. 2024, 46, 101838. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, J.; Yu, J.; Wang, W.; Zhai, S.; Yu, Y.; Qi, D. A Controllable and Fast Carbonization Strategy under Air Conditions and Its Application in Electromagnetic Interference (EMI) Shielding. Compos. Part A Appl. Sci. Manuf. 2025, 192, 108764. [Google Scholar] [CrossRef]
- Singh, K.; Baheti, V. Optimum Carbonization of Kevlar Fabric for Electromagnetic Interference Shielding Applications. J. Text. Inst. 2024, 115, 1683–1693. [Google Scholar] [CrossRef]
- He, M.; Qian, W.; Li, H.; Li, Z.; Chen, H.; Zhou, Y.; Bu, X.; Wang, Y. Ultrathin and Flexible Carbonized MXene@PAN/Ni Films with Alternating Multilayered Structure for Superior EMI Shielding, Joule Heating and Mechanical Performance. Chem. Eng. J. 2025, 506, 159777. [Google Scholar] [CrossRef]
- Ai, Y.; Xing, R.; Huang, R.; Kong, J.; Su, R. Biomass-Derived Fire-Retardant Porous Carbon towards Efficient Electromagnetic Wave Absorption and Shielding. Carbon 2024, 227, 119268. [Google Scholar] [CrossRef]
- Su, J.; Li, Q.; Tan, W.; Jiang, Q.; Li, L.; Ju, J. Hierarchical Porous Carbon Nanofibers for Green Electromagnetic Interference Shielding. Appl. Mater. Today 2025, 42, 102565. [Google Scholar] [CrossRef]
- Pan, H.; Qing, S.; Lyu, P.; Ren, J.; Ran, Q.; Hou, J.; Wang, Z.; Xia, L.; Zhang, X.; Liu, X.; et al. Multifunctional Porous Carbon Fibers-Based Porous Stacking for Electromagnetic Interference Shielding. Carbon 2025, 233, 119907. [Google Scholar] [CrossRef]
- Tabone, M.D.; Cregg, J.J.; Beckman, E.J.; Landis, A.E. Sustainability Metrics: Life Cycle Assessment and Green Design in Polymers. Environ. Sci. Technol. 2010, 44, 8264–8269. [Google Scholar] [CrossRef]
- Piccinno, F.; Hischier, R.; Seeger, S.; Som, C. From Laboratory to Industrial Scale: A Scale-up Framework for Chemical Processes in Life Cycle Assessment Studies. J. Clean. Prod. 2016, 135, 1085–1097. [Google Scholar] [CrossRef]
- Li, J.; Morrison, J.R.; Zhang, M.T.; Nakano, M.; Biller, S.; Lennartson, B. Editorial: Automation in Green Manufacturing. IEEE Trans. Autom. Sci. Eng. 2013, 10, 1–4. [Google Scholar] [CrossRef]
- Sert, S.; Gultekin, Ş.S.; Gültekin, B.; Duran Kaya, D.; Körlü, A. A Facile Approach to Produce Activated Carbon from Waste Textiles via Self-Purging Microwave Pyrolysis and FeCl3 Activation for Electromagnetic Shielding Applications. Polymers 2024, 16, 915. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (100) | (002) | Crystal Size | |||||
|---|---|---|---|---|---|---|---|
| 2 Theta | FWHM | 2 Theta | FWHM | La (nm) | Lc (nm) | d (002) | |
| DRY-Muffle Furnace | - | - | 26.69 | 8.020 | - | 1.063 | 0.334 |
| 8% H2SO4-Muffle Furnace | 44.66 | 0.51 | 25.10 | 6.830 | 34.428 | 1.245 | 0.355 |
| 8% H2SO4-Microwave | - | - | 20.76 | 14.550 | - | 0.580 | 0.428 |
| Before Carbonization | After Carbonization | |||
|---|---|---|---|---|
| MF-DRY | MF 8% H2SO4 | MW 8% H2SO4 | ||
| Thickness | ~2.5 mm | ~0.7 mm | ~0.85 mm | ~0.90 mm |
| Diameter | 10 cm | 4.9 cm | 5.4 cm | 6.9 cm |
| MUFFLE FURNACE | MICROWAVE | ||
|---|---|---|---|
| DRY | 8% H2SO4 | 8% H2SO4 | |
| Electrical Resistivity (Ohm-cm) | 50.64 | 8.28 | 2.23 × 106 |
| Shielding Material | Production Method | Frequency Range | EMI Shielding | Ref. |
|---|---|---|---|---|
| Smart meta-device which consists of five sub-arrays on two dielectric substrates | Integration of reconfigurable meta-atom arrays and sensing-powering modules into a sensing-powering-feedback closed loop | 6–6.7 GHz | ~80% transmittance | [41] |
| Metal-grid transparent optical windows | Dry cracking phenomena using a model system with adjustable crack precursors (spin coating + crack formation + metal deposition) | 1–18 GHz | 33.6 dB | [42] |
| Wave-absorbing laminated structure | A-T-A (absorbtion-transmission-absorbtion) structural design strategy with gradient electromagnetic parameters | 6–18 GHz | Reflection loss less than 10 dB at an incidence angle of 0–40° in TE mode. | [43] |
| Carbonized cotton | Intumescent flame retardant (IFR) coating on the surface of cotton fabric and carbonization in muffle furnace at air atmosphere | 8.2–12.4 GHz | 26.33 dB | [44] |
| Carbonized Kevlar woven fabric | Carbonization of Kevlar woven fabric by single-stage carbonization and physical activation method using barbeque charcoal and nitrogen gas at high temperature furnace | (30 MHz–1.5 GHz) and (8–12 GHz) | 21.65 dB 30 MHz−1.5 GHz 17.84 dB at 8–12 GHz | [45] |
| Alternating layers of carbonized MXene@polyacrylonitrile nanofibers and Ni nanochains | Successive electrospinning and spray-coating techniques, followed by low-temperature carbonization | 8–18 GHz | 51 dB | [46] |
| Biomass-derived fire-retardant porous carbon material | phosphorylation and alkali etching of natural balsa wood followed by carbonization | 8.2–12.4 GHz | 52 dB | [47] |
| Hierarchical porous carbon nanofibers (HPCNFs) | Electrospinning blowing (EBS) and carbonization | 0–18 GHz | 24.99 dB | [48] |
| Multi-layer carbon films | Preparation of porous carbon fibers from PVA/PVB blend via a centrifugal spinning methodology combined with pyrolysis treatment., and stacking into multi-layer carbon films | 8.2–12.4 GHz | 90 dB | [49] |
| Activated carbon from textile waste (Jute-Cotton) | Carbonization by using microwave and muffle furnace | 1–6 GHz | MF: 47.56 dB MW: 38.60 dB | Our Study |
| Metric Type | Examples | Focus | Limitations | GPE’s Contribution |
|---|---|---|---|---|
| Mass-Based Metrics | Atom Economy, E-factor, Yield | Material utilization and waste reduction | Ignores environmental toxicity and operational factors | Integrates operational parameters like energy and time |
| Impact-Based Metrics | LCA (e.g., acidification, eco-toxicity) | Environmental impact and resource depletion | Requires extensive data and complex calculations | Simplifies assessment for laboratory-scale processes |
| Performance Metrics | Energy Efficiency, Carbon Efficiency | Specific aspects like energy or carbon use | Does not evaluate overall process sustainability | Combines material, energy, and performance indicators |
| Feature | Microwave Heating | Muffle Furnace Heating |
|---|---|---|
| Energy Efficiency | High: Specific energy consumption is lower (0.46 kWh/g). | Low: Higher energy demands (8.42 kWh/g). |
| Processing Time | Shorter active time (4.5 h). | Longer active time (10 h). |
| Performance (EMSE) | Moderate: Average EMSE (33.07 dB). | High: Average EMSE (35.86 dB). |
| Surface Area (BET) | Lower (383.92 m2/g). | Higher (538.42 m2/g). |
| Yield (%) | Higher (46.73%). | Lower (29.65%). |
| Process Complexity | Moderate: 5 process steps. | Moderate: 5 process steps. |
| Scalability | Limited by reactor size and uniform heating. | Better scalability for larger batch sizes. |
| Environmental Sustainability | High: Higher GPE score (3.04). | Moderate: Lower GPE score (0.03). |
| Cost Efficiency | Potentially lower operational costs due to energy savings. | Higher operational costs due to energy intensity. |
| Limitations | Rapid cooling leads to incomplete activation and tar deposition. | Prolonged processing increases time and energy demands. |
| GPE Component | Muffle Furnace | Microwave |
|---|---|---|
| Yield % | 29.65 | 46.73 |
| Performance (Average EMSE-dB) | 35.86 | 33.07 |
| Specific Energy (kWh/g) | 8.42 | 0.46 |
| Active Time (including pre-drying and Ultrasound Treatment) | 10 | 4.5 |
| PMI | 87.44 | 49.13 |
| Process Steps (N) | 5 | 5 |
| GPE | 0.03 | 3.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sert, S.; Duran Kaya, D.; Körlü, A. Green Carbonization Pathways for EMI Shielding: Evaluating Heating Technologies for Enhanced Textile Waste Valorization. Processes 2025, 13, 870. https://doi.org/10.3390/pr13030870
Sert S, Duran Kaya D, Körlü A. Green Carbonization Pathways for EMI Shielding: Evaluating Heating Technologies for Enhanced Textile Waste Valorization. Processes. 2025; 13(3):870. https://doi.org/10.3390/pr13030870
Chicago/Turabian StyleSert, Sema, Deniz Duran Kaya, and Ayşegül Körlü. 2025. "Green Carbonization Pathways for EMI Shielding: Evaluating Heating Technologies for Enhanced Textile Waste Valorization" Processes 13, no. 3: 870. https://doi.org/10.3390/pr13030870
APA StyleSert, S., Duran Kaya, D., & Körlü, A. (2025). Green Carbonization Pathways for EMI Shielding: Evaluating Heating Technologies for Enhanced Textile Waste Valorization. Processes, 13(3), 870. https://doi.org/10.3390/pr13030870