1. Introduction
The term duplex stainless steels (DSSs) refers to a class of steels with a two-phase ferrite–austenitic microstructure, both of whose constituents are stainless steel; that is, they contain more than 13% Cr [
1]. Upon comparing austenitic steels with DSSs, many benefits emerged, including enhanced mechanical strength, enhanced corrosion resistance, and reduced cost due to the reduced nickel content. Because of DSS’s exceptional resistance to chloride-induced corrosion, it is a material of interest in many marine and petrochemical industry applications [
2,
3]. Mohammed et al. [
4] presented a review paper on the effect of heat input rate on the development of dissimilar weldments of austenitic stainless steels and duplex stainless steels. The low cooling rate caused by high input heat furthered the transition of a weld metal with stainless steel from the delta-ferrite phase to the austenite phase [
5]. Thus, the final compositions of weld metal austenitic stainless steels exhibited γ + δ structures. The thermal energy input utilized during the welding procedure determined the final ferrite-to-austenite ratio in the final welded structures [
6]. Deng et al. [
7] investigated corrosion behavior and carried out microstructural studies of lean duplex steels (LDX2101) using the DL-EPR method aged at 700 °C. The microstructural studies revealed that aging LDX2101 at 700 °C resulted in Cr2N precipitation in the α region and then in the γ phase. Zhang et al. [
8] studied the impact of aging on lean duplex steels’ (2101) ability to resist corrosion at 700 °C. The findings demonstrated that the precipitate-induced microstructure alterations in the duplex stainless steel impacted its resistance to pitting and corrosion. Compared to the potentio-dynamic test, the potentio-static pitting corrosion measurement showed that it was more sensitive to small amounts of precipitates. Han et al. [
9] reported on the microstructural changes and corrosion behavior of duplex weldments in different zones. In the heat-affected zone (HAZ), the banded microstructure vanished after welding and changed into coarse equiaxed ferrite grains. The precipitation of Cr2N was observed in some places with a reduced austenite concentration. This resulted in a comparatively decreased resistance to pitting corrosion in the weld root, weld cap, and HAZ. Ouali et al. [
10] assessed the impact of heat rate on corrosion and structural changes in lean duplex steel weldments using the gas tungsten arc welding (GTAW) technique with three different heat inputs. Potentio-dynamic polarization tests conducted on several welded joints assessed in a 3.5% NaCl solution demonstrated that the weld metal generated with little heat input had good corrosion resistance. The findings demonstrated that an increased austenite percentage in weld metals led to notable microstructural development with increasing heat input rates.
The third generation of duplex stainless steel is called super duplex stainless steel (SDSS). Nickel and chromium concentrations in SDSS are greater than those in DSS. The corrosion-resistant alloys known as super duplex stainless steels have a balanced, two-phase ferrite and austenite microstructure [
11]. Better localized corrosion resistance is provided by the combination of ferrite and austenite in SDSSs as opposed to purely austenitic stainless steels. Between −50 and 250 °C, they provide excellent toughness and strong yield strength [
12]. Super DSSs are extensively employed in chemical tankers, the petrochemical sector, the maritime and nuclear power industries, and other industries because of their promising corrosion qualities and high mechanical strength mixed with superior toughness. In some of the aforementioned applications where corrosion cracking due to sulfide or chloride stress is a significant problem, this alloy is a great substitute for austenitic stainless steels [
13,
14]. Tahchieva et al. [
15] revealed microstructural changes under diffusion surface treatments of duplex steels and super duplex steels. Nitrogen diffuses more widely in ferrite, which promotes the development of secondary-phase precipitation, primarily sigma phase, and the dispersion of that precipitation along grain boundaries. Verma et al. [
16] demonstrated the different welding processes and their heat input rates on corrosion rate and microstructural changes in duplex stainless steels. The studies revealed that lower ductility, corrosion susceptibility, and solidification cracking are caused by an unbalanced austenite/ferrite phase ratio. Also, it was suggested that extremely high cooling rates, such as 139 °C per second in the pulsed-current GTAW (PCGTAW) method, promote the austenite phase and give the weld the ideal ferrite/austenite ratio.
Welding technology is important in various industries, enabling the joining of diverse materials and structures. The aerospace and automotive industries, in particular, demand precise and reliable welding techniques to ensure the integrity and good performance of critical components [
17,
18]. Fusion welding entails the melting of the base materials that are to be joined to establish a durable connection between them. Fusion welding involves the application of heat to the edges of a material, causing it to melt and subsequently solidify, resulting in its fusion. This results in a uniform and uninterrupted connection with consistent metallurgical properties throughout the welded area [
19]. Gas tungsten arc welding utilizes a tungsten electrode that is not capable of burning to produce the welding arc. GTAW is a highly adaptable welding process that yields welds of superior quality and offers exceptional control over welding parameters. Constant-current GTAW (CCGTAW) provides a consistent welding current, and its stable arc is ideal for welding tasks that need precision and control over heat input. Pulsed-current GTAW changes between high-peak and low-background currents using a pulsed waveform. The pulsation of electric currents enhances the formation of the molten metal pool and improves the amount of heat transferred. PCGTAW provides benefits such as decreased HAZ, reduced distortion, and enhanced weld bead quality. It is frequently selected for applications that involve dissimilar materials and thicker materials that require high precision [
20,
21].
Devendranath et al. [
14] made comparative studies on dissimilar weldments of UNS S32750 and steel 316L developed by duplex and Ni-Cr filler wires. It was observed from metallurgical studies that there were uniform and balanced ferrite and austenite phases in duplex filler weldments. Also, secondary phases with enriched elements like Mo and Nb were observed in ERNiCrMo-03 filler weldments. Ramkumar et al. [
22] studied the behavior of dissimilar welds of marine-grade steel (AISI 904L) materials and super duplex steels (UNS S32750) developed with CCGTAW and PCGTAW techniques. Coarse grain structures with ferrite phases in the HAZ of super duplex steels were observed in metallurgical studies using both welding techniques. The corrosion properties seemed to be higher in the base metal (AISI 904L) than those in the both fusion zones. Ramkumar et al. [
23] developed dissimilar weldments of UNS S32750 and HSLA steels using a pulsed direct current process using two different fillers (ER80S-Ni3 and ER2553). The samples were fractured under tensile tests at the interface of HSLA steels due to the austenite deformation and segregation of low-density alloying elements from the fillers. The retained austenite and martensite laths seen in the ER80SNi-3 joints’ weld microstructure contribute to their higher hardness.
Song et al. [
24] modified the GTAW process for cladding austenitic stainless steel 316L in a single pass using varied contact tip-to-work distances (CTWDs) and found that corrosion resistance improved with a CTWD of 5 mm due to ideal ferrite distribution and refined microstructure. High hardness was recorded with a CTWD of 3 mm and it was concluded that adjusting CTWD can improve the corrosion resistance of welded 316L stainless steel. Na et al. [
25] studied the impact of welding on thermal deformation in square cells for casks used as nuclear fuel storage. They used STS316L material and used butt welding to partition and connect cells. The results showed substantial thermal deformation in thick-walled columns due to heat conduction distribution fluctuations. Wang et al. [
26] studied the corrosion resistance of 904L composite plate pressure vessels in high-temperature and high-pressure gas field environments. They found that the 904L composite plate had lower pitting resistance than the 825 and higher resistance than the 2205 and 825 composite plates. The 625 welding material also outperformed the E385 welding material. The 904L composite plate met the corrosion resistance criteria. Ahmed et al. [
27] studied the welding performance of three filler wires, ER4043, ER5356, and FMg0.6, on high-strength AA6011-T6 plates. They found that the ER4043 and FMg0.6 joints had smaller grain sizes in the fusion zone, superior hardness and tensile strength, and exceptional fatigue resistance. The FMg0.6 joint had the greatest mechanical strength and improved corrosion resistance with post-weld heat treatment.
Ramkumar et al. [
28] analyzed the corrosion behavior of A-TIG welding of super duplex steels with three different flux materials (NiO, MoO
3, and SiO
2). The microstructure was exposed to different weldment zones by electrolytic etching. To assess the corrosion characteristics of the welds in a 3.5% NaCl environment, potentio-dynamic polarization measurements were also conducted. Within the fusion zones for all the welded joints, microstructure investigations revealed the production of coarser ferrite grains in addition to three distinct forms of austenite: intra-granular, Widmanstätten, and grain boundary austenite. The results of the research demonstrated that the UNS S32750 had corrosion resistance compared to the welds made using different fluxes. Alwin et al. [
29] assessed the phase balance and corrosion cracking for A-TIG and TIG weldments of duplex steels. Since austenite completely dissolves during the weld heat cycle and ferrite grains develop as a result, the HAZ of the TIG weld joint was observed to be greater. Also, the variations in the heat cycle during welding contributed to the observed variations in ferrite content in the weld joints produced by the TIG and ATIG welding processes.
From the literature review, the combination of dissimilar weldments SSDS 2507 and AISI 316 has a wide range of applications in corrosive environments such as in the petrochemical, marine, and nuclear industries [
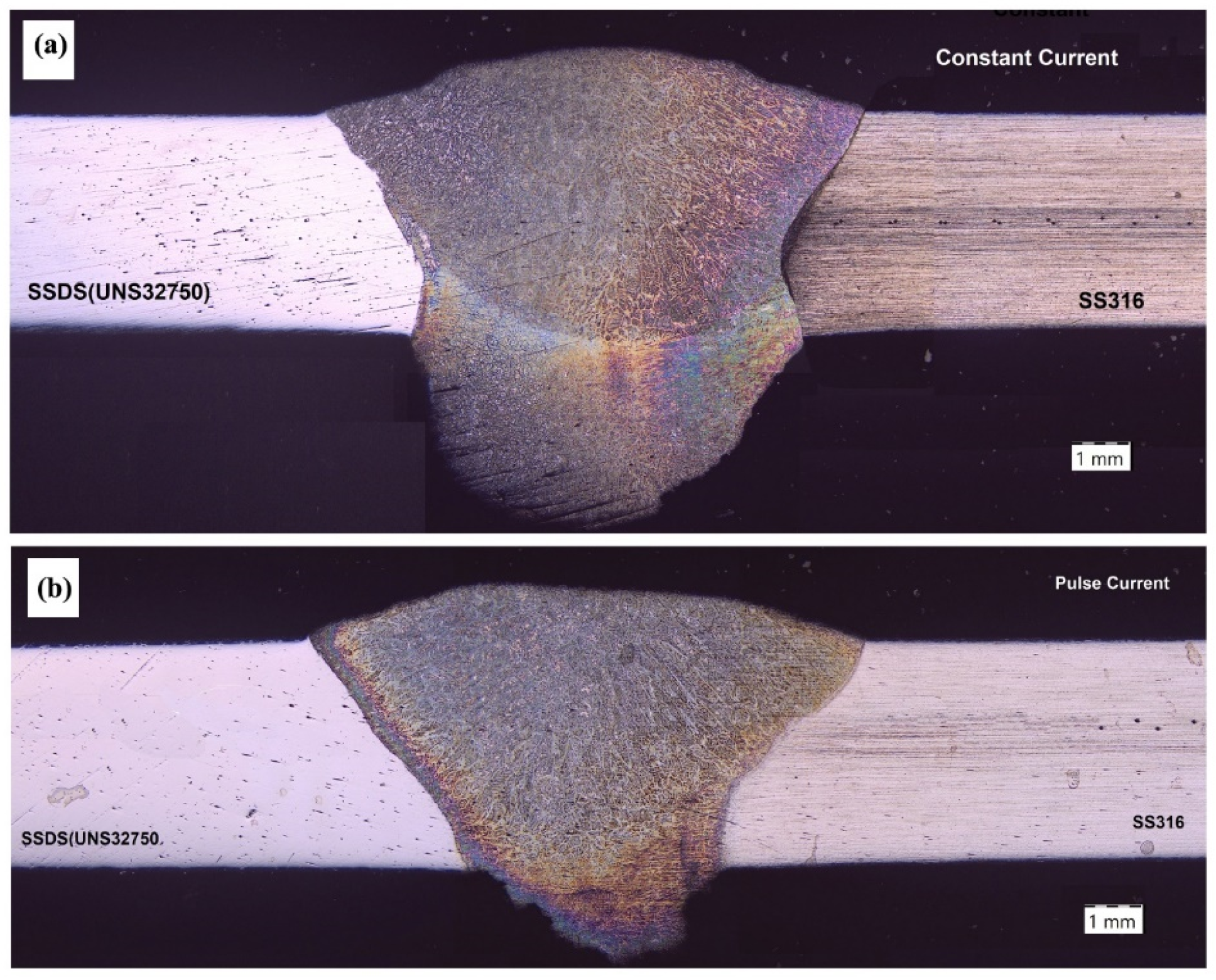
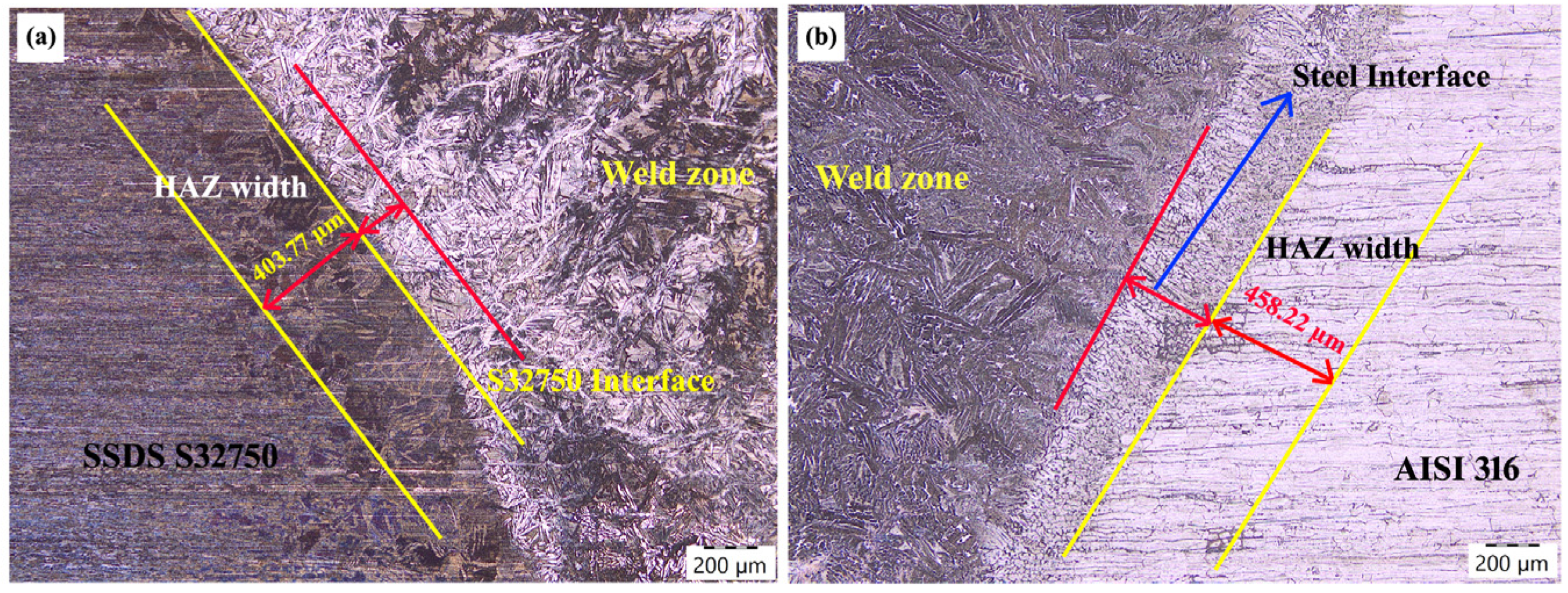
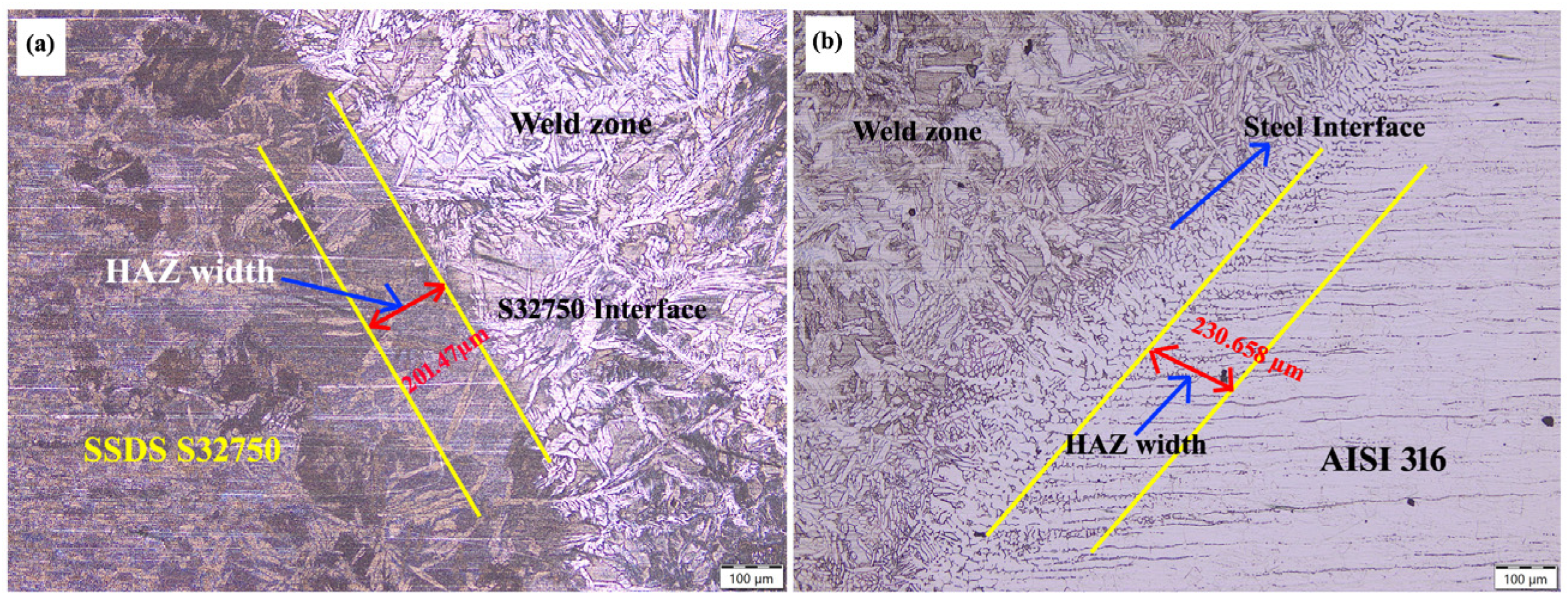
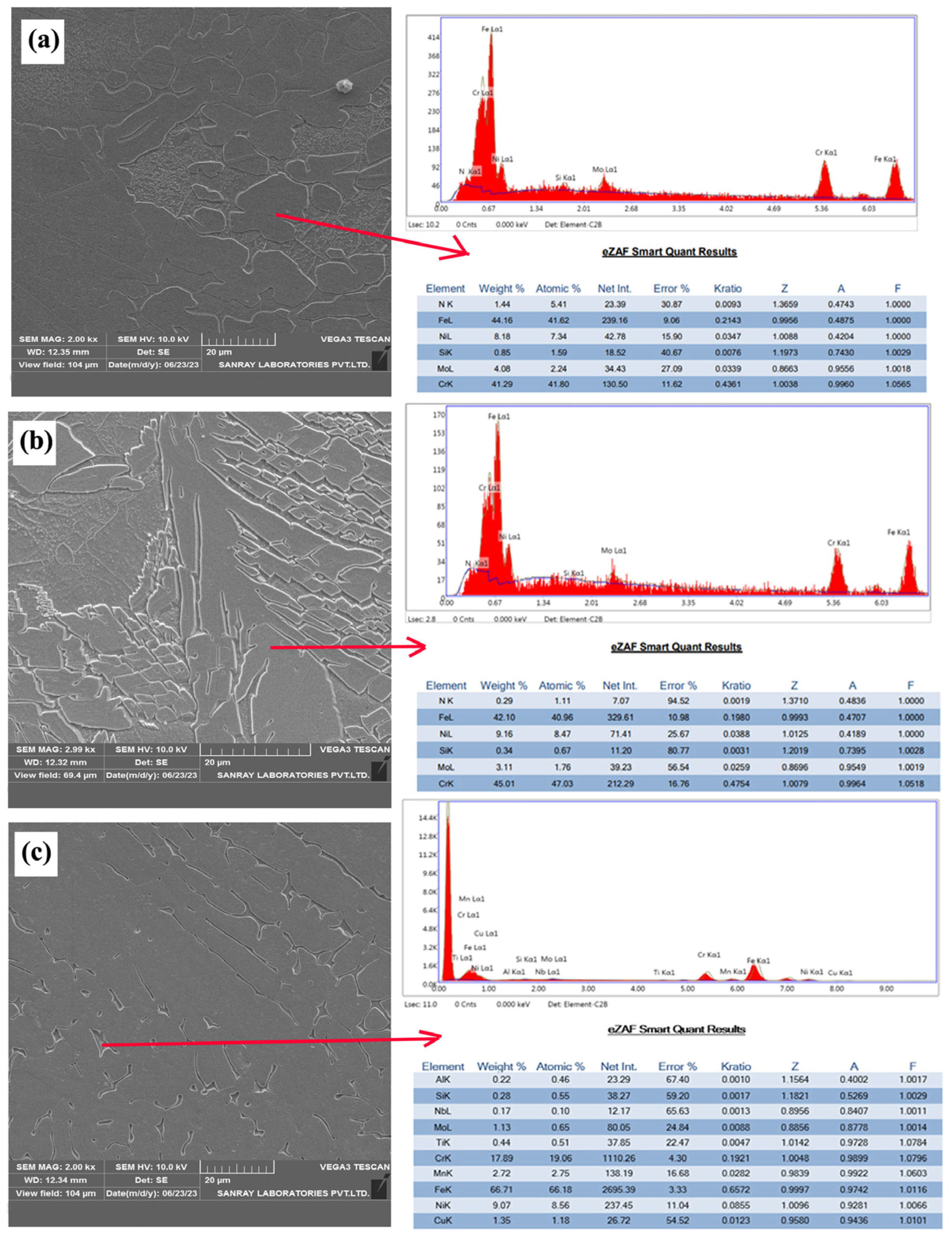
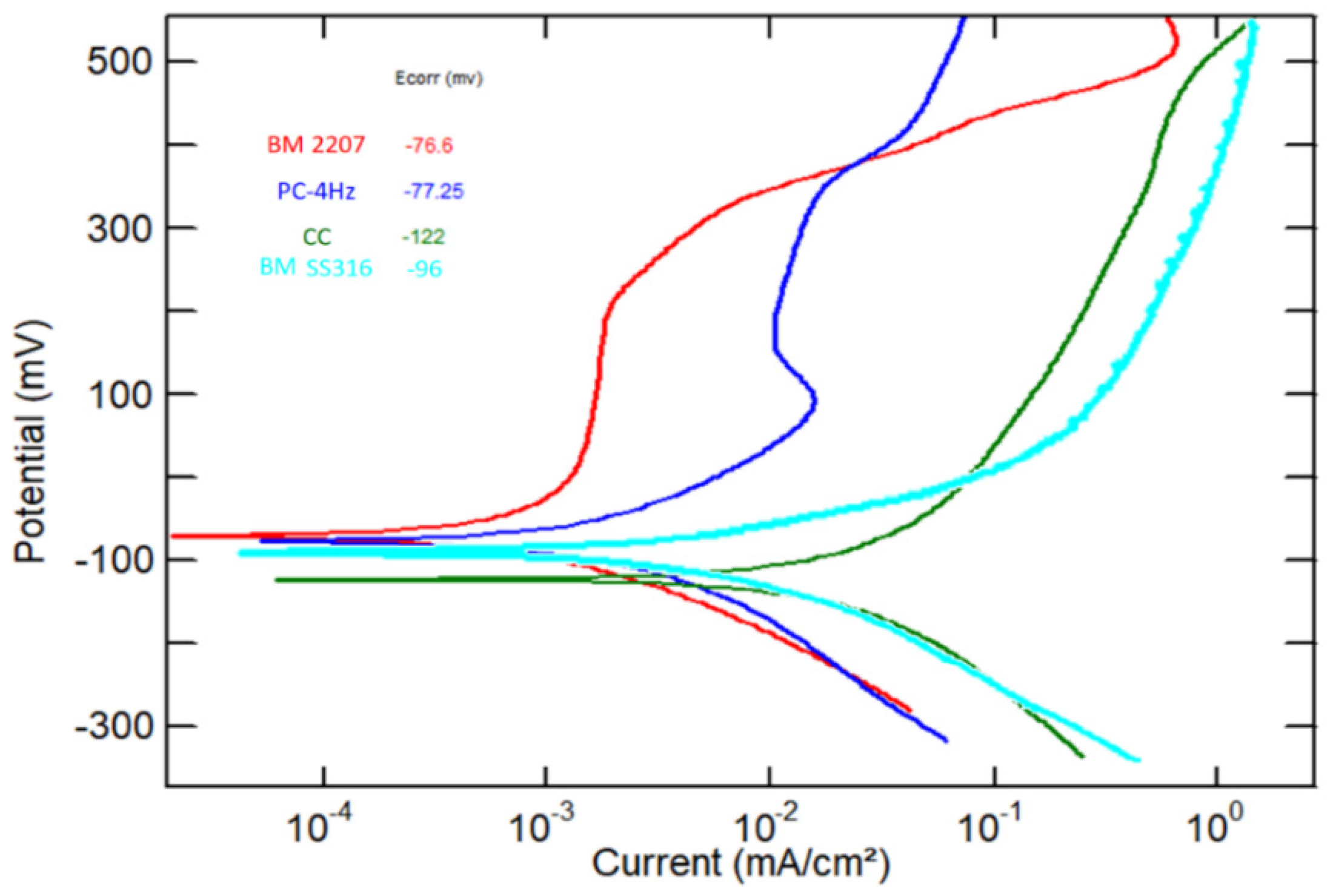
30]. The current research work focused on the micro-hardness, hot tensile properties, corrosion properties, and metallurgical changes in dissimilar weldments of SSDS 2507 and AISI 316 developed with CCGTAW and PCGTAW techniques. Tensile properties of welded structures were evaluated at a high temperature (350 °C) and room temperature (27 °C). Micro-indentation was made on the weld surface to measure the hardness number using a Vickers hardness tester. The corrosion behavior of the welds was examined using corrosion experiments in an aqueous environment containing 3.5% NaCl. The effect of pulse and constant arc modes on dissimilar weldments was revealed and analyzed in different zones using OM and SEM/EDS microscopes.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}