Abstract
Driven by the insatiable demand for construction materials, excessive quarrying for natural aggregates and the demand for raw materials for cement production pose significant environmental challenges, including habitat loss and resource depletion. To address these concerns, this study investigates the use of fibre-reinforced self-compacting concrete (FR-SCC) with high-volume fly ash (HVFA) and varying levels of recycled concrete aggregates (RCA) as substitutes for fine and coarse aggregates. This approach aims to simultaneously address environmental concerns by reducing reliance on virgin resources by utilizing the recycled aggregates and enhancing the performance of concrete through the combined benefits of fly ash and fibre reinforcement. In this study, Self-Compacting Concrete (SCC) mixes were created with 50% of fly ash replaced with conventional cement content, which was taken from the previous literature. Fine and coarse aggregate utilized in this investigation were replaced with processed recycled aggregates at varying levels from 0% to 100% at an interval of 25%, offering a promising solution to alleviate the environmental burden associated with excessive quarrying while contributing to sustainable construction practices. Additionally, replacement levels of aggregate synthetic polypropylene fibres (PF) were added into the concrete matrix up to 1% at an interval of 0.25%. This research contributes to the development of sustainable construction practices by promoting resource efficiency and minimizing environmental impact. The study found that SCC mixes with fibres and recycled aggregates maintained self-compactability, with polypropylene fibres and fly ash improving workability and cohesion. With this combination of materials, the highest strength value of 55.31 MPa was observed and the study promotes sustainable construction by reducing reliance on virgin resources and minimizing environmental impact.
1. Introduction
The construction industry plays a vital role in global development, yet it faces a significant challenge: balancing the growing demand for building materials with environmental sustainability. Global cement production has soared over the past three decades, from 1.2 billion metric tons (Mt) in 1990 to an estimated 4.2 billion Mt in 2020. This surge reflects the increasing demand for construction materials worldwide, driven by urbanization and infrastructure development [1]. This represents a tripling in cement production within 30 years. Conventional cement production, a cornerstone of construction, is a major contributor to greenhouse gas emissions and resource depletion. This calls for urgent innovation in utilizing sustainable alternatives to mitigate the environmental impact of construction activities [2].
One promising solution lies in the utilization of high-volume fly ash (HVFA), a byproduct of coal combustion in power plants. Traditionally, fly ash disposal has posed a significant challenge, often involving landfills or lagoons, raising concerns about environmental contamination and landfill space limitations. In India, during 2018–19, production stood at 217.04 million tons, followed by a rise to 226.13 million tons in 2019–20. The most significant increase occurred in 2021–22, reaching 270.82 million tons [3]. This upward trend underscores both the growing industrial activity, particularly in the thermal power sector, and the need for effective management and utilization strategies for fly ash. However, research has revealed the potential of HVFA as a supplementary cementitious material (SCM) in concrete production. The utilization of HVFA in concrete at levels exceeding 50% presents numerous advantages [4]. Firstly, it reduces the dependence on virgin resources by decreasing the need for raw materials used in cement production, thereby promoting resource conservation. Secondly, HVFA helps minimize environmental impact by diverting fly ash from landfills, mitigating pollution associated with both cement manufacturing and fly ash disposal. Additionally, incorporating HVFA in concrete can enhance its performance, as evidenced by studies demonstrating improved workability, strength, and durability properties compared to conventional concrete mixes.
The ever-evolving construction landscape demands innovative solutions that address the challenges of labour-intensive processes, high-quality surface finishes, and environmental concerns. In this context, SCC presents a compelling solution. SCC possesses the exceptional ability to flow and fill formwork under its own weight, eliminating the need for manual vibration, and offering numerous advantages over traditional concrete [5]. This unique property has several benefits, including enhanced construction efficiency, improved surface quality, reduced reliance on skilled labour and reduced noise pollution at construction sites. While traditionally used as a viscosity-modifying agent in SCC, recent research has explored the potential of HVFA as a partial replacement for cement in these concrete mixtures. This approach offers several advantages, including the sustainable use of fly ash, economic benefits and improved performance of SCC by showing enhanced strength, durability, and workability properties compared to conventional SCC mixes [6,7,8,9].
The relentless march forward of urbanization and infrastructure development casts a long shadow, its foundation built upon the seemingly limitless resource—aggregates. Sand, gravel, and crushed rock form the very bones of our modern world, yet the insatiable hunger for these materials has fostered a paradigm of overconsumption, leaving scars upon the very environment that sustains us. This article delves into the shadow side of aggregate mining, revealing its unspoken narrative: environmental degradation, social disruption, and resource depletion [10,11]. Exploring the unchecked extraction disrupts the delicate balance of ecosystems, displaces communities, and threatens the very foundation upon which future generations will build. On the other hand, the relentless growth of the construction industry creates a unique paradox—while it fuels progress and development, it also generates a significant amount of waste. One major contributor to this waste stream is construction and demolition (C&D) debris, with concrete alone accounting for a substantial portion. Every year, the production of C&D waste in India will be around 150 million tons [12,13]. Traditionally, managing this waste involved landfilling or downcycling, raising concerns about resource depletion and environmental impact. Around 24% of this waste is directed towards landfills. The concept of “waste” is being challenged by the innovative concept of “resource”. This article delves into the potential of utilizing recycled concrete aggregates (RCA), derived from C&D waste, as a sustainable alternative to virgin aggregates in concrete production. This approach offers several compelling advantages like environmental sustainability, resource conservation and economic advantages by reducing the cost of concrete production.
The quest for high-performance concrete that combines strength and workability drives innovation in the construction industry. While SCC offers significant benefits in terms of ease of placement and reduced labour costs, its inherent ductility and crack resistance can be limited. However, the addition of PF emerges as a promising solution to bridge this gap. It offers enhanced mechanical properties to concrete by improving pull-out resistance, increasing tensile strength, and enhancing crack resistance, particularly in SCC. Their design promotes better dispersion within the mix, reducing the risk of balling and segregation, thus improving workability. This synergistic effect with SCC ensures a uniform distribution of the fibres throughout the matrix, maximizing their effectiveness in enhancing concrete performance [14].
Swamy et al. (1998) studied concrete mixes with 35% high-volume fly ash (HVFA) and 25% silica fume, finding these additives improved the dynamic modulus of elasticity through microstructure densification, making HVFA concrete superior for structural and mass applications [15]. Langley et al. (1998) demonstrated that concrete with 55–60% fly ash and superplasticizers, supported by CANMET, provided enhanced strength and durability, making it suitable for various projects in Eastern Canada, including structural elements and pavements [16]. Mehta et al. (2004) highlighted the benefits of high fly ash content in concrete, such as reduced water demand and enhanced durability, beneficial for infrastructure in countries like China and India [17]. Osman Gencel et al. (2011) evaluated the workability and mechanical properties of SCC with fly ash and polypropylene fibres, finding improved performance in various aspects [18]. Xiao-bing He et al. (2014) found that polypropylene monofilament fibres improved SCC’s workability and impermeability, though increased fibre content raised electrical power requirements [19]. Tehmina Ayub et al. (2021) compared SCC and self-compacting geopolymer concrete (SCGC) with recycled aggregates, showing SCC’s superior mechanical and durability properties [20]. Nalanth et al. (2014) investigated steel fibre-reinforced SCC, finding optimal strength and crack control with steel fibres and recycled aggregates, enhancing compressive strength and reducing shrinkage cracks [21].
2. Materials
2.1. Cement
In this study, commercially available Portland cement was employed, adhering strictly to the stipulated guidelines as outlined in IS 12269:2013 [22]. The specific type of cement utilized for this investigation falls under the classification of grade 53 and is notable for its substantial quicklime content. Various physical properties and chemical composition of Cement determined in the laboratory conditions were illustrated in Table 1.

Table 1.
Properties of Cement.
2.2. Fly Ash
Fly ash, a byproduct of coal combustion at Thermal Power Plants. was utilized in this study, adhering to IS3812:2013 guidelines [23]. Table 2 presents the physical properties of the fly ash examined in laboratory conditions, while Table 3 displays the element distribution values.
Table 2.
Properties of Fly ash.
Table 3.
Chemical Composition of Cement and Fly ash.
Quicklime [CaO] in cement forms calcium hydroxide [Ca(OH)2] when it comes into contact with water, which catalyses the hydration process. Fly ash, being a pozzolanic material, further reacts with free calcium hydroxide present in the A-G paste to form additional cementitious compounds mainly C-S-H. This pozzolanic reaction results in greater strength and durability of concrete by contributing more C-S-H than normal cement, thereby improving the strength of the concrete structure.
2.3. Aggregates
Aggregates are essential components of concrete, sourced from natural rocks, gravel, sand, or recycled materials. They provide volume stability, strength, durability, and workability to concrete mixes. Coarse aggregates contribute bulk volume and mechanical strength, while fine aggregates enhance workability and surface finish. Proper selection and understanding of aggregate characteristics are crucial for achieving desired concrete properties and ensuring the durability of construction projects. The study on concrete investigated the utilization of normal and recycled aggregates, including river sand (NFA—Normal Fine Aggregate), crushed granite stones (NCA—Normal Coarse Aggregate), and recycled concrete fine and coarse aggregates (RFA and RCA—Recycled Fine and Coarse Aggregate), confirming compliance with IS 383:2016 [24]. This study examines the various properties of fine aggregate utilized in this investigation, which are summarized in Table 4. By incorporating these different materials into concrete mixes, the study aimed to assess their effects on the properties and performance of the concrete. The properties of the aggregates were obtained through standardized tests: bulk density was measured by filling and weighing containers; elongation and flakiness indices were determined using length and slotted gauges, respectively; fineness modulus was calculated from sieve analysis (see Figure 1); and specific gravity and water absorption were assessed by soaking and weighing the aggregates before and after drying. These tests adhere to ASTM standards, ensuring accurate characterization of aggregate properties.
Table 4.
Properties of Aggregates.
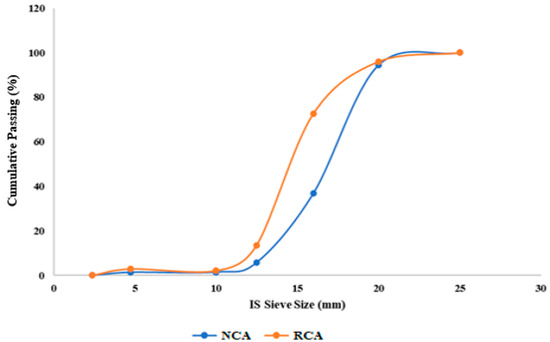
Figure 1.
Granulometry Curve for Aggregates.
Based on the preliminary stages of this investigation, it is observed that the changes in concrete properties are not due to differences in the elongation index, fineness modulus, and flakiness index of the different types of aggregates used. To support this assertion, the preliminary stage results were compared with the existing literature, where similar comparisons between normal and recycled aggregates were made. Additionally, a series of mechanical tests were conducted on concrete samples made with both types of aggregates. It was found that the performance differences aligned more closely with the aggregate type rather than the indices.
2.4. Polypropylene Fibre
In this study, commercially available polypropylene fibres measuring 12 mm in length were utilized. The properties of these polypropylene fibres obtained from the manufacturer’s report, which include a specific gravity of 0.90, tensile strength of 850 MPa, elastic modulus of 3.5 GPa, and a yield stress of 30 N/mm2.
2.5. Super Plasticizer
In this study, the superplasticizer “CONPLAST SP430”, which adheres to BIS 9103-1999 standards, was employed. This aqueous solution, tinted brown and with a specific gravity of 1.14, falls under the category of type F high-range water-reducing admixtures as per ASTM C-494 specifications.
2.6. Water
Throughout this study, concrete mixing and hardening employed locally sourced potable water, meeting the criteria outlined in IS 456:2000 [25]. The water used was devoid of harmful levels of oils, acids, bases, salt, sugar, and organic substances.
3. Mix Proportioning
In this context, SCC has emerged as a revolutionary material, offering superior workability, flowability, and filling ability. Achieving optimal performance for SCC, however, requires meticulous mix design. This article delves into the process of designing an M30 grade SCC mix, adhering to the latest guidelines set forth in the Indian Standard IS 10262:2019 and the observed mix proportioning values on individual ingredients of concrete are shown in Table 5 [26]. The mix design for M30 grade SCC includes 214 kg of Cement and 214 kg of fly ash (comprising 50% of the total binder content based on previous literature for improved workability and durability), which is considered the conventional mix for this study. The inclusion of fly ash in this percentage is based on extensive research and previous literature, which highlight its benefits in enhancing workability, reducing the heat of hydration, and improving long-term durability. Fly ash contributes to the pozzolanic reaction, forming additional calcium silicate hydrates (CSH) that densify the microstructure and increase the strength of the concrete.
Table 5.
Mix Proportioning (kg/m3).
The water/binder ratio adheres to the guidelines set forth in the Indian Standard IS 10262:2019, ensuring compliance with recommended practices for mix design, which helps to achieve the necessary flowability and self-compacting properties without compromising the mix’s stability.
4. Experimental Programme
In this study, experiments were conducted to identify the potential replacement of ingredients for optimum strength and workability enhancements. In order to optimize three different variables, such as polypropylene fibre (PF) addition, replacement of natural aggregates with recycled concrete aggregates with constant replacement percentage of cement replacement with fly ash, followed by multistage optimization techniques. Optimization is performed at multiple stages, with the output of one stage becoming the input for the next.
During the initial stages of this investigation, cement was consistently replaced with 50% fly ash, based on previous literature, to enhance workability and durability, forming the baseline mix for this study. Subsequently, polypropylene fibres were incorporated into the SCC mixes, ranging from 0% to 1% by weight of the binders, and their effects were analyzed. In the later stages, recycled concrete aggregates (RCA) were introduced as replacements for both fine and coarse aggregates in the SCC mixes, varying from 0% to 100% in 25% increments. Using a multistage optimization technique, the proportions of ingredients were optimized at each stage of the investigation to achieve the best possible performance.
Cement replacement with fly ash offers a significant reduction in carbon emissions associated with cement production. Fly ash possesses pozzolanic properties that contribute to long-term strength and durability when incorporated into concrete. This study investigates the effects of replacing 50% of the cement content with fly ash. High-volume fly ash (HVFA) concrete, defined as having 50% or more fly ash substitution according to ACI Committee 232 (2003), offers environmental benefits and potential improvements in concrete integrity. However, because fly ash’s pozzolanic reaction is slow, HVFA concrete typically exhibits lower early age strength compared to mixes without fly ash, especially with higher fly ash content. This limitation hampers widespread adoption by engineers.
To address this issue, various methods are employed to accelerate the pozzolanic reaction of fly ash. One effective approach is incorporating supplementary cementitious materials like silica fume, known for its high reactivity, into HVFA mixes. Furthermore, the addition of fibres enhances the tensile strength, crack resistance, and ductility of concrete. This research examines the impact of varying fibre percentages on the mechanical properties of the concrete mix from 0% to 1% at an interval of 0.25%. By combining cement replacement with fly ash and fibre addition, it can potentially achieve a more sustainable and robust concrete solution. Various tests were conducted on the concrete mixes in order to ensure their adaptability for real-world implications, and tests were conducted as per the guidelines mentioned in IS 10262:2019 [26] while performing the tests on workability and strength properties; the observed results were tabulated in Table 6 and Table 7.
Table 6.
Effect of Fibre Content on Workability Properties of SCC incorporating HVFA.
Table 7.
Effect Fibre Content on Strength Properties of SCC incorporating HVFA.
As shown in Figure 2, HVFA can act as a lubricant, enhancing the workability and flowability of FR-SCC, which is crucial for self-compaction, reducing the internal friction between concrete components and occupying spaces between cement grains and reducing the water demand for the same workability. This leads to a more cohesive and less watery mix that flows more easily. It is observed that the incorporation of fly ash in FRSCC undergoes a pozzolanic reaction with calcium hydroxide (lime) released during cement hydration. This reaction produces additional hydration products, which can slow down the setting time and extend the workability window of the SCC. This allows for more time for placement and finishing, especially in hot weather conditions [27,28].
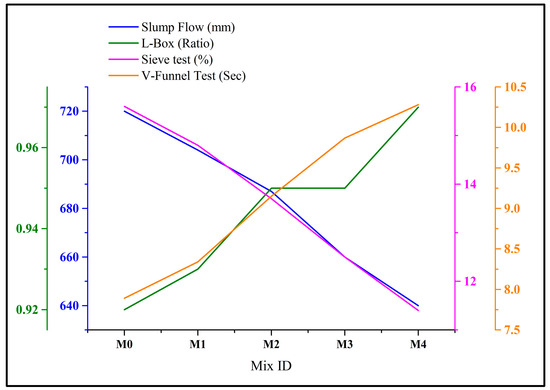
Figure 2.
Effect of Fibre Content on Workability Properties of SCC incorporating HVFA.
As the percentage of polypropylene fibre increases from 0% to 1.00%, there is a consistent decrease in slump flow values, indicating a reduction in workability. Mix M0, containing 0% polypropylene fibre, exhibits the highest slump flow of 720 mm, while mix M4, with 1.00% polypropylene fibre, shows the lowest slump flow of 640 mm. The decrease in slump flow values with increasing fibre content is due to the fibres hindering the free movement of concrete particles. Higher fibre concentrations create more resistance to flow, resulting in reduced slump flow measurements.
Similarly, the L-Box values decrease with the increasing fibre content, suggesting decreased flowability and increased resistance to lateral displacement. Mix M0 has the highest L-Box value of 0.92, while mix M4 has the lowest value of 0.97. The L-Box test measures the flowability and passing ability of concrete. As the fibre content increases, the fibres act as barriers, preventing lateral movement of concrete during the test. This increased resistance to lateral displacement is reflected in the decreasing L-Box values.
Regarding the sieve test, which measures the passing ability of concrete through a sieve, there is a gradual decrease in values with higher fibre content, indicating reduced flowability. Mix M0 has the highest sieve test value of 15.6, while mix M4 has the lowest at 11.4. The sieve test evaluates the ability of concrete to pass through a sieve, indicating its flowability. With higher fibre content, the fibres create obstacles for concrete particles to pass through the sieve, leading to decreased flowability and larger retained amounts on the sieve.
Additionally, the V-Funnel test, which evaluates the flow time of concrete through a funnel, demonstrates an increasing trend in flow time as the polypropylene fibre content rises. Mix M0 has the shortest flow time of 7.89 s, while mix M4 has the longest at 10.28 s. The V-Funnel test measures the flow time of concrete through a funnel, with longer flow times indicating decreased flowability. As the fibre content increases, the fibres disrupt the flow of concrete, causing it to move more slowly through the funnel and resulting in longer flow times [9,29]. Table 7 illustrates the strength of SCC mixes under varying curing periods of samples using water starting from 3d, 7d and 28d (where d stands for days of immersion).
The compressive strength of concrete is a critical indicator of its overall structural performance and durability. Across the different mixes tested, there is a noticeable trend of increasing compressive strength with age, as shown in Figure 3. For instance, at 28 days, Mix M2 demonstrates the highest compressive strength of 49.30 MPa, while Mix M0 exhibits the lowest at 44.17 MPa. This trend suggests Mix M2 outperforms the others in bearing axial loads and resisting compression. Conversely, Mix M0’s lower compressive strength values indicate potential shortcomings in material composition or curing conditions. It is observed that the incorporation of HVFA lowers the early-age strength development (at 3 days and 7 days) due to the slower pozzolanic reaction compared to cement hydration [28,29]. It is also observed that the replacement of cement up to 50% of fly ash, undergoes a pozzolanic reaction over time, filling the pore spaces within the concrete and potentially increasing long-term strength compared to plain concrete and also refining the pore structure, leading to reduced permeability and potentially improved durability as shown in Figure 4 (SEM images). It shows a well-developed and good hydration process of cement content. It also shows a dense formation of hydration products like Calcium Silicate Hydrate (CSH) gel network, which contributes to strength and durability [18].
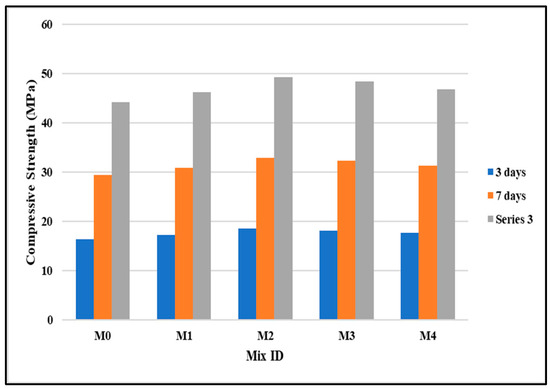
Figure 3.
Effect of Fibre Content on Compressive Strength of SCC incorporating HVFA.
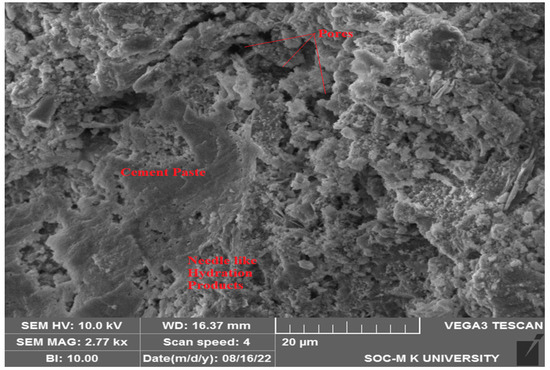
Figure 4.
SEM images of M2 Mix.
The SEM image reveals key features of the concrete microstructure, The cement paste appears as a smooth, continuous phase that binds aggregate particles and contributes to the overall strength and durability of the concrete. Needle-like hydration products, likely CSH, are critical for developing the concrete’s mechanical properties, enhancing both strength and resistance to tensile stresses. The presence of pores, represented by dark, irregular areas, impacts the concrete’s durability and mechanical properties.
Split tensile strength reflects concrete’s ability to resist tensile stresses and cracking. Similar to compressive strength, there is a consistent upward trend in split tensile strength with age. For instance, at 28 days, Mix M2 shows the highest split tensile strength of 3.93 MPa, while Mix M0 has the lowest at 3.72 MPa. Mix M2’s superior performance can be attributed to the presence of polypropylene fibres, which act as internal reinforcements and effectively distribute tensile stresses throughout the concrete matrix. Conversely, Mix M0 consistently exhibits the lowest split tensile strength values, indicating greater susceptibility to cracking and reduced durability.
Flexural strength is crucial for assessing concrete’s ability to withstand bending stresses. There is a general increase in flexural strength with age across all mixes. At 28 days, Mix M2 exhibits the highest flexural strength of 4.91 MPa, while Mix M0 displays the lowest at 2.73 MPa. Mix M2’s superior performance under bending loads can be attributed to optimized material proportions and the presence of polypropylene fibres, which enhance the crack resistance and distribute loads more effectively.
The UPV is influenced by the concrete’s composition, including the type and proportion of aggregates, as well as the presence of polypropylene fibres, which can alter the mixture’s properties. Given this complexity, it may be more insightful to assess the effect of polypropylene fibre content on both the UPV and the composite structure. By correlating these findings with compressive strength tests, fibre content influences the internal structure, UPV, and overall performance of SCC. Figure 5 shows that the UPV test provides insights into concrete’s internal quality. Mix M2 consistently exhibits the highest UPV values, indicating superior internal quality and densification. For instance, at 28 days, Mix M2 has a UPV of 4457 m/s, while Mix M0 has the lowest at 3457 m/s. These values highlight the importance of considering nondestructive testing methods to assess concrete quality and integrity in structural applications. As shown in Table 7, the added fibres bridge microcracks and enhance the cohesive nature of the concrete matrix. This improved internal structure can sometimes lead to a slight increase in UPV, as the sound waves encounter fewer obstacles during transmission.
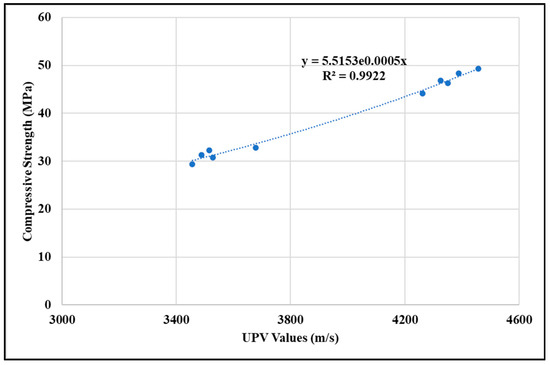
Figure 5.
Variation of Ultrasonic Pulse Velocity with Compressive Strength.
The standard empirical relation, as proposed by different researchers, can be abridged by the general equation: Compressive Strength fck = a0 ea1xPV. Where a0 and a1 are the regression coefficients and PV—Pulse velocity in m/s [7] based on the study established by Kowsalya, M., Nachiar, S., and Anandh, S. (2024) [7] using an exponential correlation between compressive strength and Ultrasonic Pulse Velocity (UPV) for Fly Ash Cenosphere (FAC) concrete. An exponential relationship was chosen for the following reasons. Firstly, the nature of the relationship between UPV and compressive strength is nonlinear; UPV increases significantly with improved concrete density and integrity, but this rate of increase diminishes as the concrete becomes denser and stronger. Empirical observations from the study’s data showed a strong exponential pattern, indicating this model best captured the relationship. The high correlation coefficients (0.91 to 0.99) demonstrated that the exponential model provided an excellent fit for the observed data. Statistical methods comparing different models (linear, quadratic, exponential) likely validated the exponential model as the best fit based on criteria, such as the coefficient of determination (R2) and residual analysis. In this present study, an excellent correlation was observed between the UPV and compressive strength, as can be seen from Figure 4, fck = 5.5153 e0.0005xPV or fck = 5.5153 × 100.0005x.log e with an R2 value of 0.9922.
Optimum strength properties were observed on the M2 mix, which is made with 50% fly ash content and 0.50% PF. Further increment in the dosage of PF will adversely affect the strength properties of concrete by producing increased water demand, resulting in an incomplete hydration process. This excessive fibre content significantly affects the viscosity of the mix, making it difficult to pump and consolidate, which leads to the balling effect of fibres. During the next stages of this investigation.
M2 mix was considered as the optimum dosage of ingredients and the normal fine and coarse aggregate were replaced with recycled concrete fine and coarse aggregate with varying percentages starting from 0% to 100% at an interval of 25%. The observed results on workability and strength properties of FRSCC mixes made with varying proportions of recycled concrete aggregate were illustrated in Table 8 and Table 9.
Table 8.
Effect of Recycled concrete Aggregate on Workability Properties of FRSCC.
Table 9.
Effect of Recycled Concrete Aggregates on Strength Properties of FRSCC.
As shown in Figure 6, as the percentage of coarse RCA increases from 0% to 100% in each series (MP, MQ, MR, MS, and MT), there is a consistent trend of decreasing slump flow values. For instance, in Series MP, the slump flow decreases from 687 mm for MP1 (0% coarse RCA) to 772 mm for MP5 (100% coarse RCA). This indicates a reduction in workability with higher coarse RCA content due to increased particle angularity and surface roughness, leading to greater resistance to flow. Within each series (MP, MQ, MR, MS, and MT), varying the fine RCA content while keeping the coarse RCA content constant demonstrates its effect on workability properties. For example, in Series MQ (25% coarse RCA), increasing the fine RCA content from 0% to 100% results in a gradual decrease in slump flow values from 675 mm (MQ1) to 755 mm (MQ5). This trend suggests that increasing the fine RCA content leads to reduced workability due to increased particle fineness and surface area, hindering concrete flow. Comparing specific mix designs at corresponding points reveals insights into the influence of RCA content on workability. For instance, comparing mix designs with 50% coarse RCA content from each series (MR3, MS3, and MT3) shows slight variations in slump flow values (697 mm, 689 mm, and 673 mm, respectively). This indicates that while the coarse RCA content remains constant, the type and proportion of fine RCA also play a role in determining concrete workability [27].
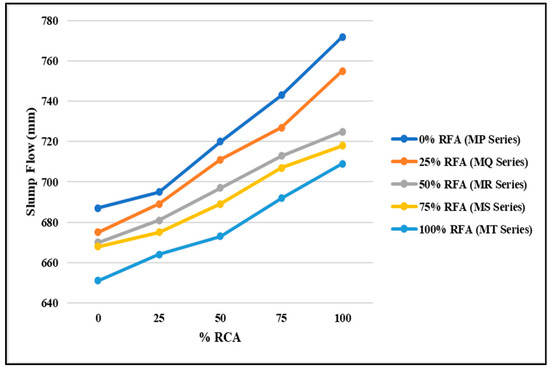
Figure 6.
Effect of Recycled Concrete Aggregate on Slump Flow of FRSCC.
The analysis of L-box results across different mix designs reveals a consistent trend of decreasing values as the percentage of coarse and fine Recycled Concrete Aggregate (RCA) increases. For instance, within Series MP (0% fine RCA), the L-box values decrease from 0.95 for MP1 (0% coarse RCA) to 0.91 for MT1 (100% coarse RCA). This trend suggests that higher RCA content leads to greater resistance to flow through the L-box apparatus, indicating reduced workability.
The sieve test results provide insights into the particle size distribution and its impact on concrete workability. Across all series, increasing the percentage of coarse RCA leads to a decrease in sieve test results, indicating coarser aggregate gradation. For instance, within Series MQ (25% coarse RCA), the sieve test results decrease from 14.2 for MQ1 (0% fine RCA) to 12.1 for MQ5 (100% fine RCA). This trend suggests that higher coarse RCA content results in a coarser aggregate matrix, affecting the concrete’s workability and flow characteristics.
The V-funnel test results exhibit a similar trend to the L-box test, with decreasing values as the RCA content increases. For example, within Series MS (75% coarse RCA), the V-funnel test results decrease from 9.24 s for MS3 (50% fine RCA) to 9.62 s for MS5 (100% fine RCA). This trend indicates that increasing RCA content adversely affects the flowability of concrete, as evidenced by longer V-funnel test durations. It occurs because RFA particles have a more angular and rougher texture than NFA, leading to increased internal friction within the mix. It will hinder the flowability of concrete mixes.
From Table 8, it is observed that varying percentages of RFA show a remarkable impact on the workability properties of FRSCC. It occurs due to the presence of RFA particles absorbing more water than the NFA because of the presence of residual mortar, potentially leading to increased water demand to achieve desired workability. A higher water content will reduce the viscosity of the mix and adversely affect the workability properties of FRSCC mixes. It is also observed that increasing percentages of RCA will gradually enhance the workability properties.
From Figure 7, across all FRSCC mixes, the compressive strength at 3 days ranges from 14.76 MPa for mix MT5 to 20.76 MPa for mix MQ3. Notably, mix MQ3 exhibits the highest compressive strength at 3 days, followed closely by mix MQ4 and mix MQ2. Conversely, mix MT5 displays the lowest compressive strength at this early age, indicating variations in early-age strength development among different mix compositions. At 7 days, the compressive strength values show a similar trend to those at 3 days, with mix MQ3 demonstrating the highest strength (36.63 MPa) and mix MT5 showing the lowest (26.86 MPa). The difference in compressive strength between the highest- and lowest-performing mixes is more pronounced at this age, highlighting the impact of mix composition on early-age strength development [30]. The accelerated strength gain at this age is attributed to the ongoing hydration process and the development of calcium–silicate–hydrate (C-S-H) gel, which contributes to the binding of cementitious particles, as shown in Figure 8.
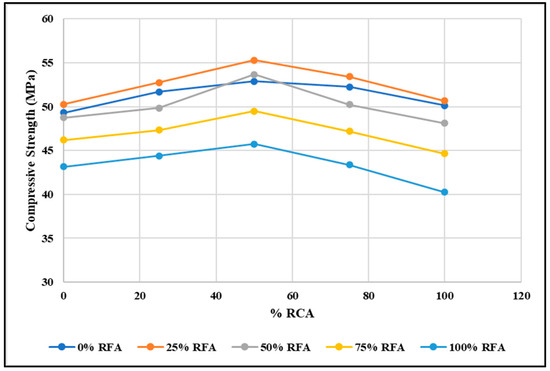
Figure 7.
Effect of Recycled Concrete Aggregate on 28 days Compressive Strength of FRSCC mixes.
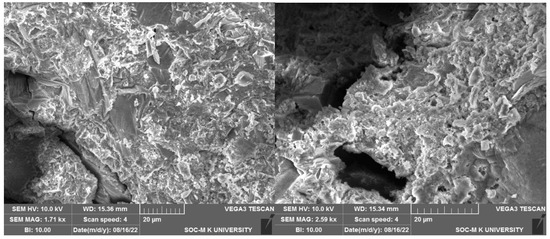
Figure 8.
SEM images of MQ3 and MT3 mixes.
Compressive strength at 28 days further reflects the trends observed at earlier ages. Mix MQ3 maintains its position as the highest performer with a strength of 55.31 MPa, while mix MT5 continues to exhibit the lowest strength at 40.25 MPa. The continued strength development at this age signifies the completion of most hydration reactions and the optimization of the microstructure, resulting in increased density and strength. The magnitude of strength gain from 7 days to 28 days varies across different mixes, indicating the influence of mix constituents on long-term strength development.
From Figure 8, in the MQ3 mix, a strong interface between the matrix (cement paste) and both natural and recycled aggregates was observed. This strong and continuous bond is crucial for effective stress transfer and overall performance. While in MT3 mixes, the presence of pores in the recycled aggregate will lead to a weaker overall composite structure [31,32].
The split tensile strength at 3 days ranges from 2.09 MPa for mix MT5 to 2.49 MPa for mix MQ3, with mix MP1 showing a value of 2.35 MPa. This early-age strength is crucial for assessing the resistance of concrete to tensile stresses and cracking, especially during the early stages of loading and curing. At 7 days, the split tensile strength varies from 2.87 MPa for mix MT5 to 3.36 MPa for mix MQ3, with mix MP1 achieving a strength of 3.18 MPa. The increase in split tensile strength at this age indicates the ongoing development of internal cohesion and bonding within the concrete matrix, contributing to enhanced tensile performance. Split tensile strength at 28 days ranges from 3.55 MPa for mix MT5 to 4.16 MPa for mix MQ3, with mix MP1 achieving a strength of 3.93 MPa. The continued improvement in tensile strength at this age signifies the progressive refinement of the concrete microstructure and the optimization of interfacial bond strength between the aggregate and matrix [33].
The UPV test results at 7 days range from 3009 m/s for mix MT5 to 4137 m/s for mix MQ3, with mix MP1 registering a velocity of 3679 m/s. This nondestructive testing method provides valuable insights into the homogeneity and quality of concrete, with higher velocities indicating better internal integrity and lower porosity. At 28 days, the UPV values vary from 3615 m/s for mix MT5 to 4976 m/s for mix MQ3, with mix MP1 exhibiting a velocity of 4457 m/s. The increase in UPV over time reflects the progressive hydration and densification of the concrete matrix, leading to improved acoustic transmission properties. In the MQ series, the combined size distribution of RFA and RCA leads to a denser packing of the aggregate structure compared to natural aggregates. This denser packing results in a higher UPV, indicating a potentially stiffer and less porous concrete. It occurs due to the residual mortar attached to RFA particles acts as a binding agent, leading to a more cohesive matrix and potentially contributing to a slightly higher UPV. A further increase in replacement percentages of RFA shows weaker interfaces between the recycled aggregate particles and the new cement paste, which will act as an obstacle to sound wave transmission, leading to lower UPV values.
It is observed that the increasing percentages of RFA show notable results only up to 25% replacement of NFA (MQ series). This will be attributed to the densification effect achieved by the well-graded recycled aggregate particles. A further increase in replacement percentages of RFA will show a gradual decrease in the strength properties of concrete at all ages of curing. It might occur due to the interface between the recycled aggregate and new cement paste might be weaker compared to the bond with natural aggregates, leading to potential debonding and premature failure under stress. It is also noted that the replacement of NCA with RCA up to 50% in all mix series (MP, MQ, MR, MS and MT series) shows considerable increase in strength properties at all ages of curing. A further increase in RCA content will diminish the strength properties at all mix combinations [31,34]. It is also observed that the addition of fibres and HVFA content in FRSCC mixes improves the toughness and ductility of the concrete, which leads to a greater ability to absorb energy before failure. Based on the multistage optimization process, it is concluded that optimum strength properties were observed at 50% fly ash, 0.5% polypropylene fibre, 25% RFA and 50% RCA by considering 28 days of compressive strength.
5. Durability Studies
The construction industry faces a growing demand for sustainable practices. Utilizing recycled materials like reclaimed concrete aggregates (RCA) and incorporating industrial byproducts like fly ash offer significant environmental benefits. However, ensuring the durability of concrete made with these sustainable alternatives is crucial. This study investigates the performance of high-volume fly ash (HVFA) fibre-reinforced SCC containing recycled fine and coarse aggregates (RFA and RCA) under various aggressive environments.
This study investigates the durability and performance of HVFA fibre-reinforced SCC containing recycled fine and coarse aggregates (RFA and RCA) under aggressive environmental conditions. By optimizing variables, such as fibre content, and proportions of recycled aggregates, the study aims to determine the concrete’s resistance to sulphate attack, chloride ingress, acidic environments, and water absorption. The research highlights the potential for sustainable construction practices through the use of recycled materials and industrial byproducts, emphasizing their importance for long-term infrastructure durability and environmental sustainability.
The study investigates the influence of HVFA content and the inclusion of recycled aggregates on concrete’s resistance to various forms of degradation. During the previous stages of this investigation, multiple variables (fly ash, fibre content and recycled aggregates) were optimized in multistage optimization process. In order to study the durability behaviour of these mix combinations, specimens were cast on conventional concrete (M0), the optimum dosage of fly ash and PF content (M2) of concrete specimens, mix series made with 25% RFA and varying proportions of RCA from 0% to 100% (MQ series) and compared with each other after the successful completion of the prescribed period of curing. Specifically, it examines the concrete’s ability to withstand sulphate attack, chloride ingress, exposure to acidic environments, and water absorption. These factors are critical considerations for infrastructure durability, particularly in environments prone to seawater exposure, chloride-rich soils, acidic industrial settings, and wastewater treatment facilities.
5.1. Sulphate Exposure
To evaluate the sulphate resistance of our optimized concrete mix, we conducted a series of tests following the ASTM C642 standard [35]. Comparisons were made between the performance of FRSCC mixes and conventional concrete mixes. Specimens were immersed in a 2% sodium thiosulphate (Na2SO4) solution, simulating sulphate exposure. After a designated immersion period (starting from 28d to 90d), the specimens were evaluated for weight loss and strength loss. The observed results are presented in Table S1, Figure 9 and Figure 10 for a comprehensive analysis.
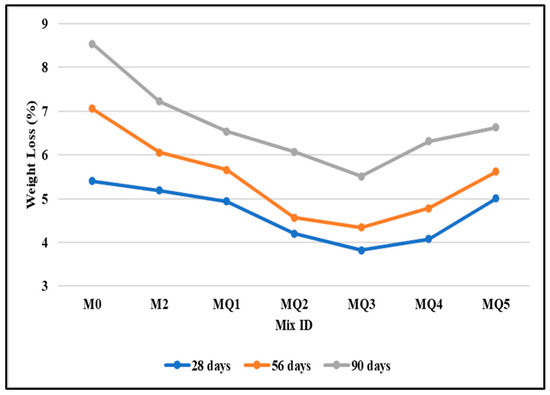
Figure 9.
Weight loss of FRSCC under Sulphate Exposure.
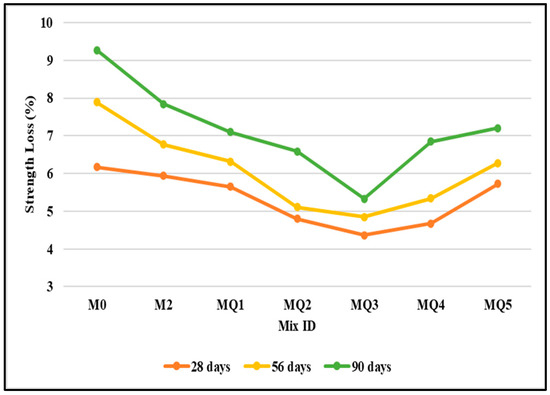
Figure 10.
Strength Loss of FRSCC under Sulphate Exposure.
From Figure 9, The initial weight (Wi) of Mix ID M0 was 8.17 kg, with weight losses of 5.40%, 7.06%, and 8.54% observed after 28, 56, and 90 days of immersion, respectively. In comparison, Mix ID MQ5 had an initial weight of 7.10 kg, experiencing weight losses of 5.01%, 5.62%, and 6.63% at the same immersion intervals [33]. Mix ID MQ3 exhibited the lowest initial weight among the listed mixes at 7.35 kg, with corresponding weight losses of 3.82%, 4.34%, and 4.91% over the immersion periods. Notably, Mix ID MQ2 displayed relatively lower weight loss percentages compared to other mixes at each observation point, starting with an initial weight of 7.55 kg and recording losses of 4.20%, 4.57%, and 6.07% at 28, 56, and 90 days, respectively. It occurs due to the lower density of fly ash compared to Portland cement reduces the overall density of concrete mixes and, it is also observed that the increase in RCA content and incorporation of 25% of RFA will greatly reduce the overall weight of concrete mixes, leading to lighter weight for concrete specimens.
From Figure 10, Mix ID M0 exhibited an initial strength of 44.17 MPa, experiencing strength losses of 6.17%, 7.89%, and 9.27% after 28, 56, and 90 days of sulphate immersion, respectively. In contrast, Mix ID MQ5 displayed an initial strength of 50.66 MPa, with corresponding strength losses of 5.73%, 6.28%, and 7.20% over the same immersion periods. Mix ID MQ3 demonstrated the highest initial strength among the listed mixes at 55.31 MPa, with strength losses of 4.37%, 4.85%, and 5.33% recorded at 28, 56, and 90 days. Notably, Mix ID MQ2 exhibited relatively lower strength loss percentages compared to other mixes at each observation point, starting with an initial strength of 52.75 MPa and recording losses of 4.80%, 5.11%, and 6.59% at 28, 56, and 90 days, respectively. It occurs due to the penetration of sulphate (SO42−) ions reacted with calcium hydroxide (Ca(OH)2) to form expansive materials or ettringite and it results in internal cracking and internal stress within the concrete, leading to strength loss [32].
5.2. Chloride Exposure
The investigation on concrete mixes under chloride exposure was performed by immersing the concrete cube specimens in laboratory-grade seawater solutions mimicking marine environments. The laboratory-grade seawater solution is meticulously prepared by filtering, sterilizing, adjusting salinity, and fine-tuning pH to emulate natural seawater conditions [9,36,37]. This controlled medium ensures standardized conditions for examining the impact of varying material ratios on concrete performance under seawater exposure and the observed results on strength and weight variation were illustrated in Table S2, Figure 11 and Figure 12.
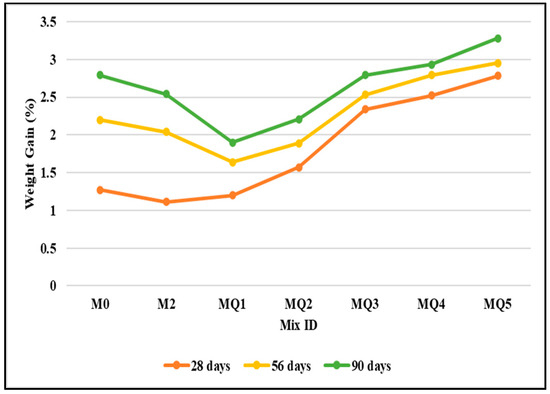
Figure 11.
Weight Gain of FRSCC under Chloride Exposure.
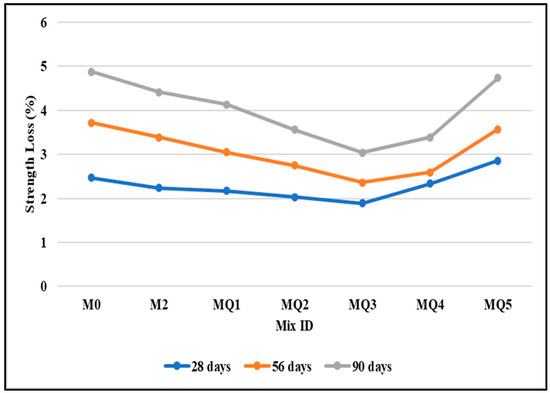
Figure 12.
Strength Loss of FRSCC under Chloride Exposure.
From Figure 11, Mix ID M0 exhibited the lowest initial weight at 8.17 kg, with weight gain percentages increasing gradually over time to 1.27% at 0 days, 2.2% at 28 days, 2.79% at 56 days, and 2.79% at 90 days. Mix ID MQ5, on the other hand, had the highest initial weight at 7.10 kg. It showed the highest weight gain percentages throughout the testing period, starting at 2.78% at 0 days, increasing to 2.95% at 28 days, and reaching 3.28% at both 56 and 90 days. Mix IDs MQ3 and MQ4 demonstrated notable weight gain percentages, with MQ3 showing a relatively higher rate of increase compared to MQ4 across all time intervals. While comparing the FRSCC specimens with the incorporation of fly ash and fibre content, the incorporation of fly ash reduces the surface pore structure of the dense concrete matrix, and results in a reduced rate of chloride ingress and potentially delays the onset of corrosion [38,39,40]. However, the continuous replacement of RCA shows a consistent increment in weight gain percentage because of the porous nature of RCA, although a slight weight gain might occur due to chloride solution absorption by the RCA.
From Figure 12, Specimen M0, with an initial strength of 44.17 MPa, experienced a gradual increase in strength loss percentages over time, reaching 2.47% at 0 days, 3.72% at 28 days, 4.88% at 56 days, and 4.88% at 90 days. Incorporation of the optimum dosage of fly ash and fibre content shows a notable reduction in strength values due to Fly ash reacting with calcium hydroxide in the concrete to form additional cementitious material, leading to a denser and stronger matrix over time [41,42]. This can enhance the overall durability and potentially mitigate strength loss due to chloride-induced corrosion. Specimen MQ5 exhibited the highest initial strength at 50.66 MPa but demonstrated the highest strength loss percentages throughout the testing period [43,44]. It started at 2.86% at 0 days, increased to 3.57% at 28 days, and reached 4.74% at both 56 and 90 days. Among the specimens, MQ3 and MQ4 displayed notable strength loss percentages, with MQ3 showing a relatively lower rate of decrease compared to MQ4 across all time intervals. Generally, strength loss percentages increased with longer immersion durations. MQ5 exhibited the highest strength degradation rates, followed by MQ4 and MQ3, while M0 consistently showed the lowest strength loss among all tested specimens. It occurs because the recycled aggregates can be more porous than natural aggregates due to microcracks and pre-existing damage. This increased porosity can facilitate the ingress of chloride ions, potentially accelerating corrosion [45].
5.3. Acid Exposure
The study involves conducting an acid attack test on concrete specimens prepared with varying combinations of recycled aggregates along with the optimum dosage of fly ash and fibre content, comparing them with conventional concrete mixes. The test follows ASTM C642 guidelines and involves exposure to 2% sulfuric acid (H2SO4) solutions [46,47]. After immersing the specimens in the acid solutions, weight loss and strength loss assessments were performed. The results were tabulated and illustrated in Table S3 to evaluate the behaviour of the different concrete mixes under acidic conditions.
Figure 13 details the weight loss percentages of concrete specimens submerged in water for various durations. Specimen M0, starting at 8.17 kg, experienced a gradual increase in weight loss percentages from 6.67% at 0 days to 11.33% at 90 days. Specimen M2 displayed similar trends, with weight loss percentages ranging from 6.3% to 9.76% over the same period (as illustrated in Figure 13). It occurs due to the replacement of Fly ash with cement to improve the acid resistance of concrete compared to ordinary Portland cement (OPC) concrete mixes. This is because fly ash reacts with the acid to form less soluble reaction products, potentially reducing the rate of leaching of calcium hydroxide and other components from the concrete matrix and improving the packing density of concrete mixes. This can lead to lower weight loss compared to concrete without fly ash [28]. MQ1, MQ2, MQ3, MQ4, and MQ5 showed varying degrees of weight loss, with MQ5 exhibiting the highest initial percentage at 7.79%, escalating to 9.91% after 90 days. Notably, MQ3 demonstrated relatively lower weight loss percentages compared to MQ4 and MQ5 across all time intervals. The presence of RCA particles will cause microcracks or damage from the recycling process. These weaknesses can be more susceptible to acidic attack, accelerating the degradation process and contributing to higher weight loss [48].
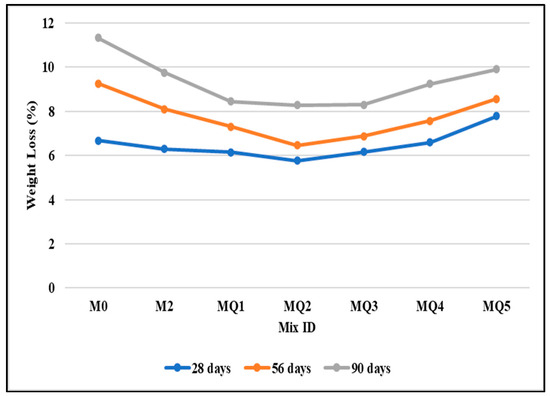
Figure 13.
Weight Loss of FRSCC under Acidic Exposure.
From Figure 14, Mix ID M0, with an initial strength of 44.17 MPa, experienced a progressive increase in strength loss percentages from 8.64% at 0 days to 14.15% at 90 days. Similarly, Mix ID M2 exhibited a rise in strength loss percentages, ranging from 8.18% to 12.25% over the same period, starting from an initial strength of 49.30 MPa. It occurs due to the addition of 50% fly ash and the optimum dosage of fibre content, potentially densifying the matrix and enhancing its resistance to acid attack [49,50]. Mix IDs MQ1 to MQ5 demonstrated varying degrees of strength loss, with MQ5 displaying the highest initial percentage at 8.59%, increasing to 11.94% after 90 days, despite having an initial strength of 50.66 MPa. Notably, MQ3 showed relatively lower strength loss percentages compared to other mix IDs across all time intervals, indicating greater resistance to acid immersion. The bond between RCA and the new cement paste might be weaker compared to natural aggregate concrete. This weaker interface can be more susceptible to acidic attack, potentially leading to faster degradation and strength loss compared to sulphate and chloride exposure.
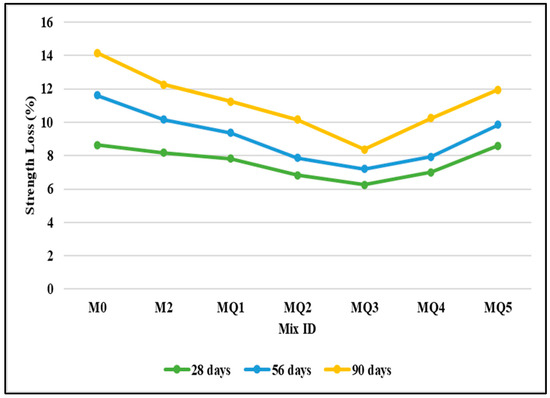
Figure 14.
Strength Loss of FRSCC under Acidic Exposure.
5.4. Water Absorption
The study explores the experimental procedure for conducting a water absorption test on concrete specimens. It involves casting standard-sized specimens, measuring their initial weight, submerging them in water for saturation, surface drying, and reweighing to determine the final weight [51]. Water absorption is then calculated and recorded to assess the concrete’s porosity and permeability, providing crucial insights into its durability and resistance to environmental factors and the observed results on the water absorption percentage of FRSCC specimens are illustrated in Figure 15.
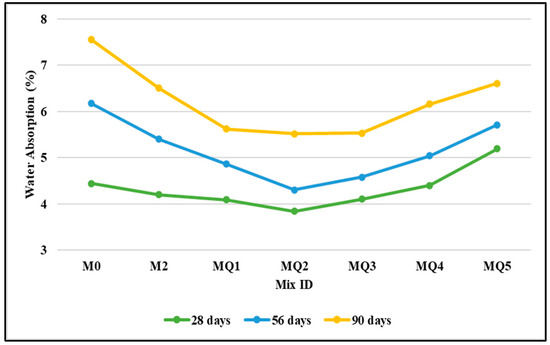
Figure 15.
Water Absorption (%) results.
Figure 15 presents the weight absorption percentages of concrete specimens after immersion for different durations. Mix ID M0, with an initial weight of 8.17 kg, exhibited a gradual increase in weight absorption from 4.45% at 0 days to 7.55% at 90 days. Similarly, Mix ID M2 showed an escalation in weight absorption percentages, ranging from 4.20% to 6.51% over the same period, starting from an initial weight of 7.80 kg. Fly ash particles are finer than cement particles. They can fill voids in the cement paste, leading to a denser and less porous concrete matrix [52,53]. This reduced porosity translates to lower water absorption when compared to M0. Mix IDs MQ1 to MQ5 displayed varying degrees of weight absorption, with MQ5 demonstrating the highest initial percentage at 5.19%, increasing to 6.61% after 90 days, despite starting with an initial weight of 7.10 kg. Notably, MQ3 exhibited relatively lower weight absorption percentages compared to other mix IDs across all time intervals, suggesting better resistance to water absorption (as shown in Figure 15).
6. Conclusions
The following are the conclusions inferred from the experimental investigation on workability, strength and durability properties performed on optimizing the ingredients of FRSCC; with aggregates replaced with recycled aggregates, cement replaced with fly ash and the addition of polypropylene fibres.
- It is possible to create SCC mixes with fibres and recycled aggregates without compromising self-compactability.
- Adding polypropylene fibres and fly ash enhances workability by reducing segregation and bleeding, maintaining satisfactory flow properties and improving cohesion and stability.
- Increasing polypropylene fiber content from 0% to 1% consistently decreases workability, as seen in reduced slump flow and increased V-Funnel flow time.
- Mix M2 shows the highest compressive strength at 49.30 MPa, while Mix M0 is the lowest at 44.17 MPa. A strong correlation exists between UPV and compressive strength with fly ash and polypropylene fibres. When the fly ash and PF content are incorporated, fck = 5.5153 e0.0005 × PV with a R2 value of 0.9922.
- Higher recycled coarse and fine aggregate content improves workability but increases water absorption, affecting mix viscosity. Additionally, the presence of RCA particles with residual mortar increases water absorption, potentially elevating water demand and reducing mix viscosity, further impacting workability.
- Mix MQ3 has the highest strength at 55.31 MPa, and mix MT5 the lowest at 40.25 MPa. The continued strength development at this age signifies the completion of most hydration reactions and the optimization of the microstructure, resulting in increased density and strength. A similar trend was observed when split tensile strength and flexural strength values were taken into consideration.
- Despite the substitutions, the fibre-reinforced SCC (FRSCC) maintains adequate mechanical properties, with fly ash contributing to long-term durability by reducing permeability and enhancing resistance to chemical attacks, while recycled aggregates improve resistance to sulphate, acid, and chloride ingress.
Future research should focus on investigating the long-term durability and performance of FRSCC in various environmental conditions, optimizing fibre content and exploring hybrid fibre systems, and evaluating the environmental impact and sustainability benefits through life cycle assessments. Additionally, the use of alternative pozzolanic materials, such as slag, metakaolin, and rice husk ash, should be explored to enhance FRSCC properties, and the mechanical performance of FRSCC under different loading conditions, including dynamic, impact, and cyclic loading, should be examined to assess its suitability for structural applications.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/pr12081602/s1, Table S1: Effect of Sulphate Exposure on FRSCC; Table S2: Effect of Chloride Exposure on FRSCC; Table S3: Effect of Acidic Exposure on FRSCC; Table S4: Water Absorption Test on FRSCC.
Author Contributions
Conceptualization, methodology, software, validation, formal analysis, investigation, S.K.V. and S.V.; writing—original draft preparation, S.K.V. and S.V.; writing—review and editing, S.K.V. and S.V.; visualization, S.K.V. and S.V.; supervision, S.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Global Cement. Global Cement Top 100 Report 2017–2018. Available online: https://www.globalcement.com/magazine/articles/1054-global-cement-top-100-report-2017-2018 (accessed on 1 April 2024).
- Rodrigues, F.A.; Joekes, I. Cement industry: Sustainability, challenges and perspectives. Environ. Chem. Lett. 2011, 9, 151–166. [Google Scholar] [CrossRef]
- Central Electricity Authority. Report on Fly Ash Generation at Coal/Lignite based Thermal Power Stations and Its Utilization in the Country for the Year 2021–22. Available online: https://cea.nic.in/wp-content/uploads/tcd/2022/08/Fly_ash_Generation_and_utilisation_Report_2021_22-1.pdf (accessed on 1 April 2024).
- Herath, C.; Gunasekara, C.; Law, D.W.; Setunge, S. Performance of high volume fly ash concrete incorporating additives: A systematic literature review. Constr. Build. Mater. 2020, 258, 120606. [Google Scholar] [CrossRef]
- Kumar, D.S.; Rajeev, C. Development of Self Compacting Concrete by use of Portland Pozzolana Cement, Hydrated Lime and Silica Fume. ISCA J. Eng. Sci. 2012, 1, 35–39. [Google Scholar]
- Ghanbari, A.; Karihaloo, B.L. Prediction of the Plastic Viscosity of Self Compacting Steel Fibre Reinforced Concrete. Cem. Concr. Res. 2009, 39, 1209–1216. [Google Scholar] [CrossRef]
- Kowsalya, M.; Nachiar, S.; Anandh, S. Correlation Between Compressive Strength and Ultrasonic Pulse Velocity (UPV) of Fly ash Cenosphere Concrete. Eng. J. 2024, 28, 41–49. [Google Scholar]
- Singh, N.; Kumar, P.; Goyal, P. Reviewing the behaviour of high volume fly ash based self compacting concrete. J. Build. Eng. 2019, 26, 100882. [Google Scholar] [CrossRef]
- Dhiyaneshwaran, S.; Ramanathan, P.; Baskar, I.; Venkatasubramani, R. Study on durability characteristics of self-compacting concrete with fly ash. Jordan J. Civ. Eng. 2013, 7, 342–353. [Google Scholar]
- Sharba, A.A. The Efficiency of Steel Slag and Recycled Concrete Aggregate on the Strength Properties of Concrete. KSCE J. Civ. Eng. 2019, 23, 4846–4851. [Google Scholar] [CrossRef]
- Arul Prakash, T.A.; Natarajan, D.M.; Vadivel DT, S.; Vivek, K. Performance of Recycled Concrete Aggregate in Self Compacting Concrete (RCASCC). Int. J. Eng. Technol. 2018, 7, 1. [Google Scholar] [CrossRef]
- Jasiūnienė, E.; Cicėnas, V.; Grigaliūnas, P.; Rudžionis, Ž.; Navickas, A. A 2018 Influence of the rheological properties on the steel fibre distribution and orientation in self-compacting concrete Mater. Struct. Constr. 2018, 51, 103. [Google Scholar]
- Roychowdhury, A.; Somvanshi, A.; Verma, A. Another Brick off the Wall: Improving Construction and Demolition Waste Management in Indian Cities; Centre for Science and Environment: New Delhi, India, 2020. [Google Scholar]
- Mohan, A.; Mini, K.M. Strength and durability studies of SCC incorporating silica fume and ultra fine GGBS. Constr. Build. Mater. 2018, 171, 919–928. [Google Scholar] [CrossRef]
- Swamy, R.N.; Hung, H.H. Engineering Properties of High-Volume Fly Ash Concrete. Spec. Publ. 1998, 178, 331–360. [Google Scholar]
- Langley, W.S.; Leaman, G.H. Practical Uses for High-Volume Fly Ash Concrete Utilizing a Low Calcium Fly Ash. Spec. Publ. 1998, 178, 545–574. [Google Scholar]
- Mehta, P.K. High-performance, high-volume fly ash concrete for sustainable development. In Proceedings of the International Workshop on Sustainable Development and Concrete Technology, Beijing, China, 20–21 May 2004; Iowa State University Ames: Ames, IA, USA, 2004; pp. 3–14. [Google Scholar]
- Gencel, O.; Ozel, C.; Brostow, W.; Martínez-Barrera, G. Mechanical properties of self-compacting concrete reinforced with polypropylene fibres. Mater. Res. Innov. 2011, 15, 216–225. [Google Scholar] [CrossRef]
- He, X.-B.; Yan, B.; Gu, J.-Y.; Shen, Q. Combined impacts of polypropylene fibres on workability, strength and permeability of SCC. Mag. Concr. Res. 2014, 66, 127–140. [Google Scholar] [CrossRef]
- Ayub, T.; Mahmood, W.; Khan, A.-U. Durability performance of SCC and SCGC containing recycled concrete aggregates: A comparative study. Sustainability 2021, 13, 8621. [Google Scholar] [CrossRef]
- Nalanth, N.; Venkatesan, P.V.; Ravikumar, M.S. Evaluation of the fresh and hardened properties of steel fibre reinforced self-compacting concrete using recycled aggregates as a replacement material. Adv. Civ. Eng. 2014, 2014, 671547. [Google Scholar] [CrossRef]
- IS: 12269; (Reaffirmed 2004). Specification for 53 Grade Ordinary Portland Cement. Bureau of Indian Standards: New Delhi, India, 1987.
- IS 3812-2; Specification for Pulverized Fuel Ash, Part 1: For Use as Pozzolana in Cement, Cement Mortar and Concrete. Bureau of Indian Standards: New Delhi, India, 2013.
- IS 383; Indian Standard for Coarse and Fine Aggregate for Concrete—Specification (third Revision). Bureau of Indian Standards: New Delhi, India, 2016.
- IS: 456; Plain and Reinforced Concrete. Bureau of Indian Standards: New Delhi, India, 2000.
- IS: 10262; Recommended Guidelines for Concrete Mix Design. Bureau of Indian Standards (BIS): New Delhi, India, 2019.
- Dawood, E.T.; Ramli, M. Effects of the Fibres on the Properties of High Strength Flowing Concrete. KSCE J. Civ. Eng. 2014, 18, 1704–1710. [Google Scholar] [CrossRef]
- Dinakar, P.; Babu, K.G.; Santhanam, M. Durability properties of high volume fly ash self compacting concretes. Cem. Concr. Compos. 2008, 30, 880–886. [Google Scholar] [CrossRef]
- Okamura, H.; Ouchi, M. Self Compacting Concrete. Research paper. J. Adv. Concr. Technol. 2014, 1, 5–15. [Google Scholar] [CrossRef]
- Ponikiewski, T. The rheology of fresh steel fibre reinforced self-compacting mixtures. Archit. Civ. Eng. Environ. 2011, 4, 65–72. [Google Scholar]
- Tamilselvan, K.; Balasundaram, N.; Karthik, V.; Suryarakash, S. An Experimental Investigation on the Strength Characteristics of Hybrid Fibre Reinforced Self Compacting Concrete. Pak. J. Biotechnol. 2018, 15, 957–960. [Google Scholar]
- Mohseni, E.; Saadati, R.; Kordbacheh, N.; Parpinchi, Z.S.; Tang, W. Engineering and microstructural assessment of fibre-reinforced self-compacting concrete containing recycled coarse aggregate. J. Clean. Prod. 2017, 168, 605–613. [Google Scholar] [CrossRef]
- Rani, E.; Kala, T.F. Investigation on Behavior of Basalt Fibre Reinforced Concrete made with GGBFS, Concrete Debris and Optimization of Ingredients. Technology 2020, 11, 603–615. [Google Scholar]
- Wongkvanklom, A.; Posi, P.; Khotsopha, B.; Ketmala, C.; Pluemsud, N.; Lertnimoolchai, S.; Chindaprasirt, P. Structural Lightweight Concrete Containing Recycled Lightweight Concrete Aggregate. KSCE J. Civ. Eng. 2017, 22, 3077–3084. [Google Scholar] [CrossRef]
- ASTM International. ASTM C642-13: Standard Test Method for Density, Absorption, and Voids in Hardened Concrete; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Siddique, R. Performance characteristics of high-volume Class F fly ash concrete. Cem. Concr. Res. 2004, 34, 487–493. [Google Scholar] [CrossRef]
- Ramanathan, P.; Baskar, I.; Muthupriya, P.; Venkatasubramani, R. Performance of self-compacting concrete containing different mineral admixtures. KSCE J. Civ. Eng. 2013, 17, 465–472. [Google Scholar] [CrossRef]
- He, H.; Wang, S.; Shen, W.; Zhang, W. The influence of pipe-jacking tunneling on deformation of existing tunnels in soft soils and the effectiveness of protection measures. Transp. Geotech. 2023, 42, 101061. [Google Scholar] [CrossRef]
- Sun, L.; Wang, C.; Zhang, C.; Yang, Z.; Li, C.; Qiao, P. Experimental investigation on the bond performance of sea sand coral concrete with FRP bar reinforcement for marine environments. Adv. Struct. Eng. 2023, 26, 533–546. [Google Scholar] [CrossRef]
- Li, Z.; Gao, M.; Lei, Z.; Tong, L.; Sun, J.; Wang, Y.; Wang, X.; Jiang, X. Ternary cementless composite based on red mud, ultra-fine fly ash, and GGBS: Synergistic utilization and geopolymerization mechanism. Case Stud. Constr. Mater. 2023, 19, e2410. [Google Scholar] [CrossRef]
- Fang, B.; Qian, Z.; Song, Y.; Diao, X.; Shi, T.; Cai, X.; Wang, L. Evaluation of early crack resistance performance of concrete mixed with ternary minerals using temperature stress testing machine (TSTM). J. Clean. Prod. 2024, 465, 142780. [Google Scholar] [CrossRef]
- Wei, C.; Li, Y.; Liu, X.; Zhang, Z.; Wu, P.; Gu, J. Large-scale application of coal gasification slag in nonburnt bricks: Hydration characteristics and mechanism analysis. Constr. Build. Mater. 2024, 421, 135674. [Google Scholar] [CrossRef]
- Ke, G.; Li, Z.; Jiang, H. Study on long-term solidification of all-solid waste cementitious materials based on circulating fluidized bed fly ash, red mud, carbide slag, and fly ash. Constr. Build. Mater. 2024, 427, 136284. [Google Scholar] [CrossRef]
- Diao, X.; Song, Y.; Pan, S.; Cai, X.; Shi, T.; Wang, L. Enhanced dynamic compressive performance of silicon carbide whiskers-modified mortars. Constr. Build. Mater. 2024, 432, 136626. [Google Scholar] [CrossRef]
- Lu, D.; Ma, C.; Du, X.; Jin, L.; Gong, Q. Development of a New Nonlinear Unified Strength Theory for Geomaterials Based on the Characteristic Stress Concept. Int. J. Geomech. 2017, 17, 04016058. [Google Scholar] [CrossRef]
- Kumar, S.; Rai, B. Synergetic effect of fly ash and silica fume on the performance of high volume fly ash self-compacting concrete. J. Struct. Integr. Maint. 2022, 7, 61–74. [Google Scholar] [CrossRef]
- Zhou, X.; Lu, D.; Du, X.; Wang, G.; Meng, F. A 3D non-orthogonal plastic damage model for concrete. Comput. Methods Appl. Mech. Eng. 2020, 360, 112716. [Google Scholar] [CrossRef]
- Jin, Z.; Li, M.; Pang, B.; Yang, L.; Chen, Y.; Wang, D. Internal superhydrophobic marine concrete: Interface modification based on slag microstructure regulation. J. Build. Eng. 2024, 86, 108769. [Google Scholar] [CrossRef]
- Ojha, P.N.; Arora, V.V.; Trivedi, A.; Singh, A.; Singh, B.; Kaushik, N. Experimental Investigations on Use of C&D Waste as an Alternative to Natural Aggregates in Concrete. Sustain. Struct. Mater. 2021, 4, 58–70. [Google Scholar]
- Gaikwad, P.; Sathe, S. Effect of fly ash on compressive strength, carbonation and corrosion resistance of reinforced concrete: A systematic review. World J. Eng. 2023. [Google Scholar] [CrossRef]
- Alonso, M.C.; Sanchez, M.; Rodriguez, C.; Barragan, B. Durability of SCC Reinforced with Polymeric Fibres: Interaction with Enviroment and Behaviour against High Temperatures. In Proceedings of the 11th International Inorganic-Bonded Fibre Composites Conferences, Madrid, Spain, 5–7 November 2008; pp. 227–235. [Google Scholar]
- Long, W.J.; Lin, H.X.; Chen, Z.R.; Zhang, K.L.; Wang, W.L. Mechanical properties of fibre reinforced self-compacting concrete. Appl. Mech. Mater. 2014, 470, 797–801. [Google Scholar] [CrossRef]
- IS 1199; Methods of Sampling and Analysis of Concrete. Bureau of Indian Standards: New Delhi, India, 1959.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).