

Features of Processes for Preparation and Performance of Foamed Lightweight Soil with Steel Slag Micronized Powder and Granulated Blast Furnace Slag

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
- εst—shrinkage ratio;
- L0—Length of initial measurement (mm);
- Lt—Corresponding length of test piece at t day (mm).
3. Results and Analysis
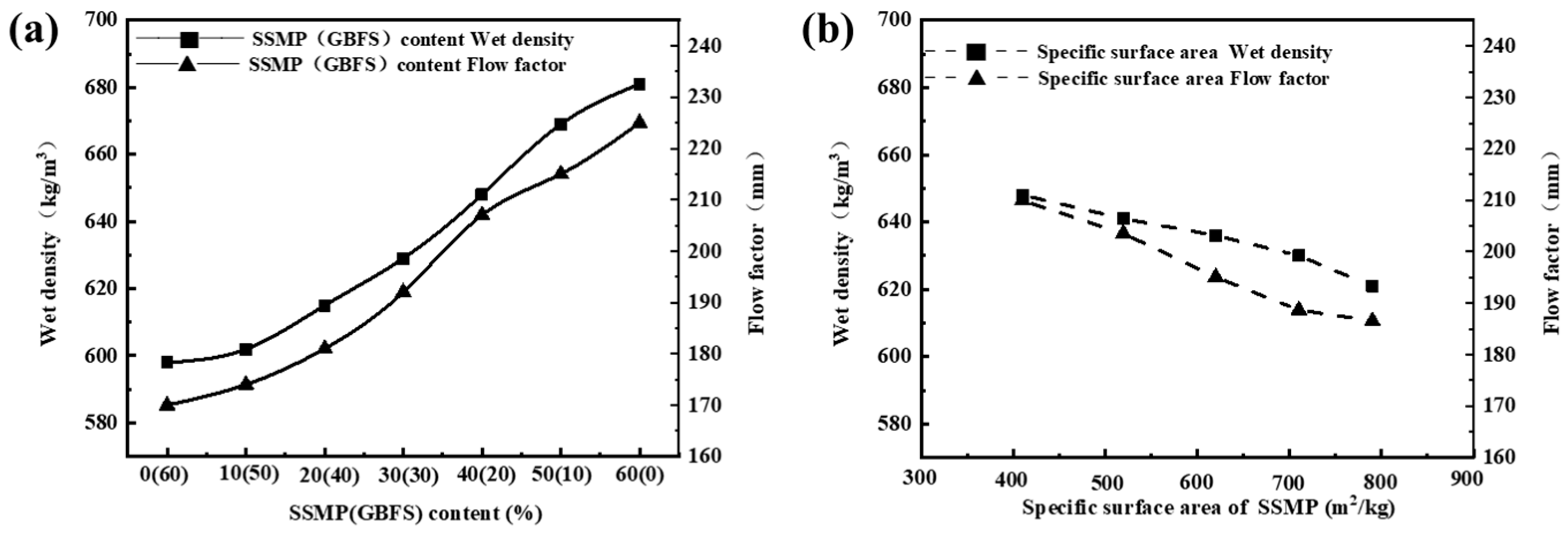
3.1. Influence of SSMP on Flow Coefficient and Wet Density of Foamed Concrete
3.2. Effect of SSMP on Shrinkage of Foamed Concrete
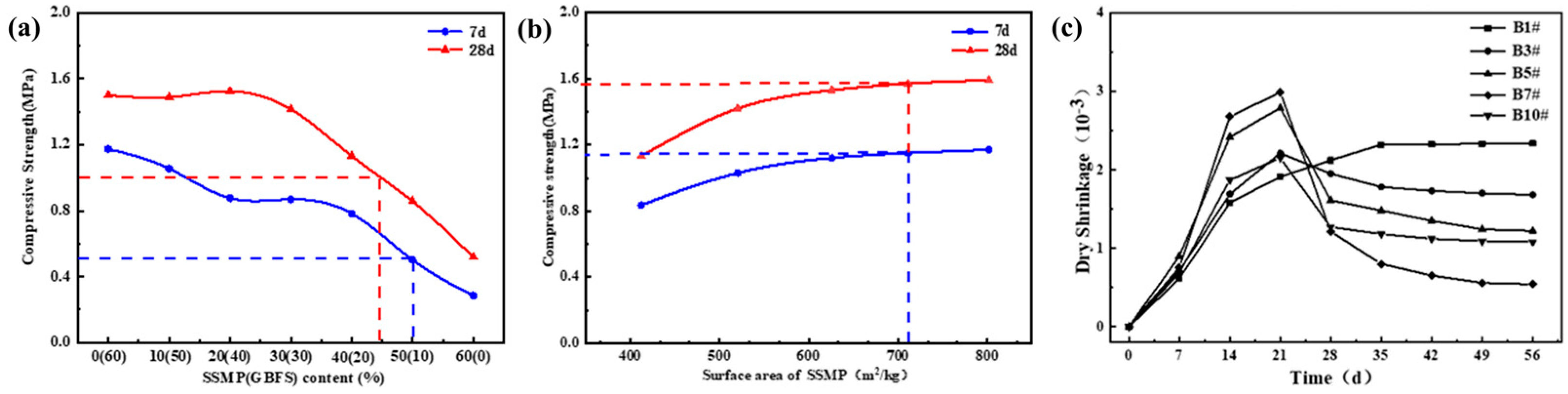
3.3. Influence of SSMP on Compressive Strength of Foamed Concrete
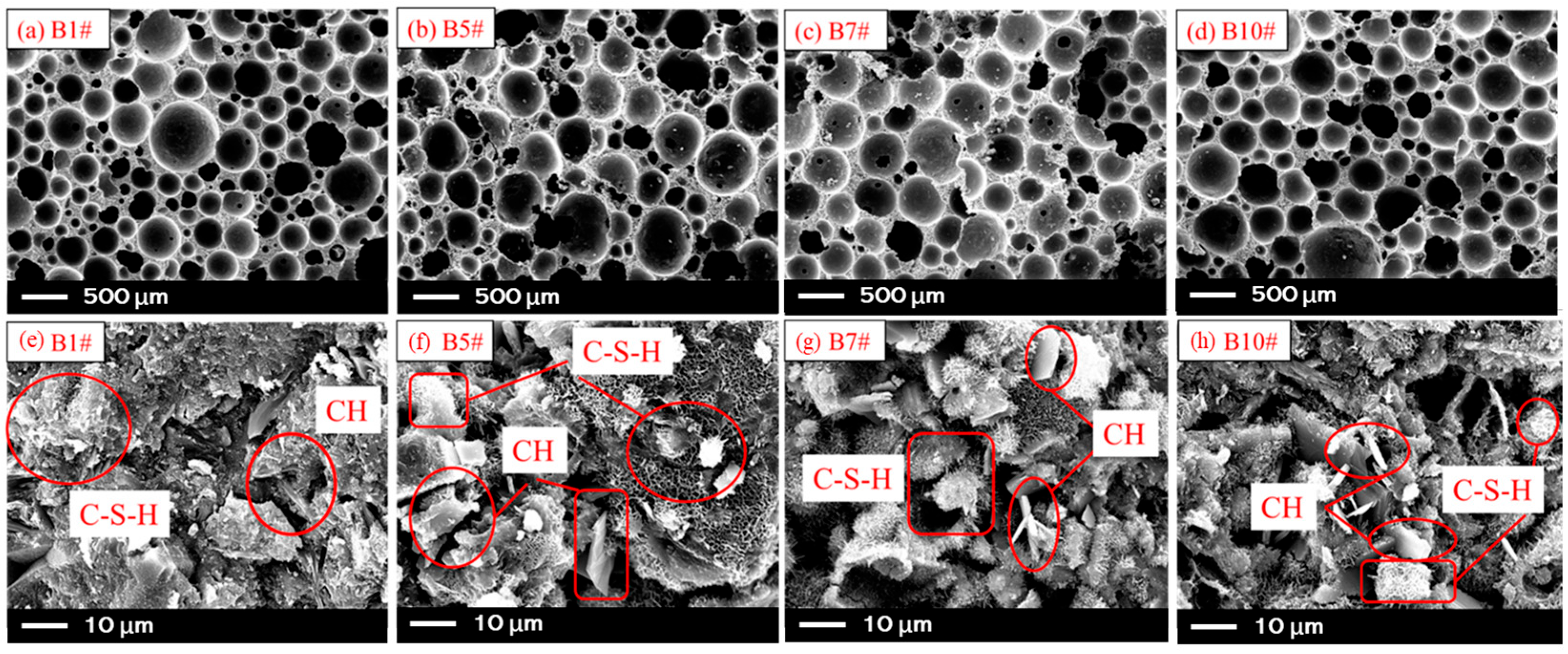
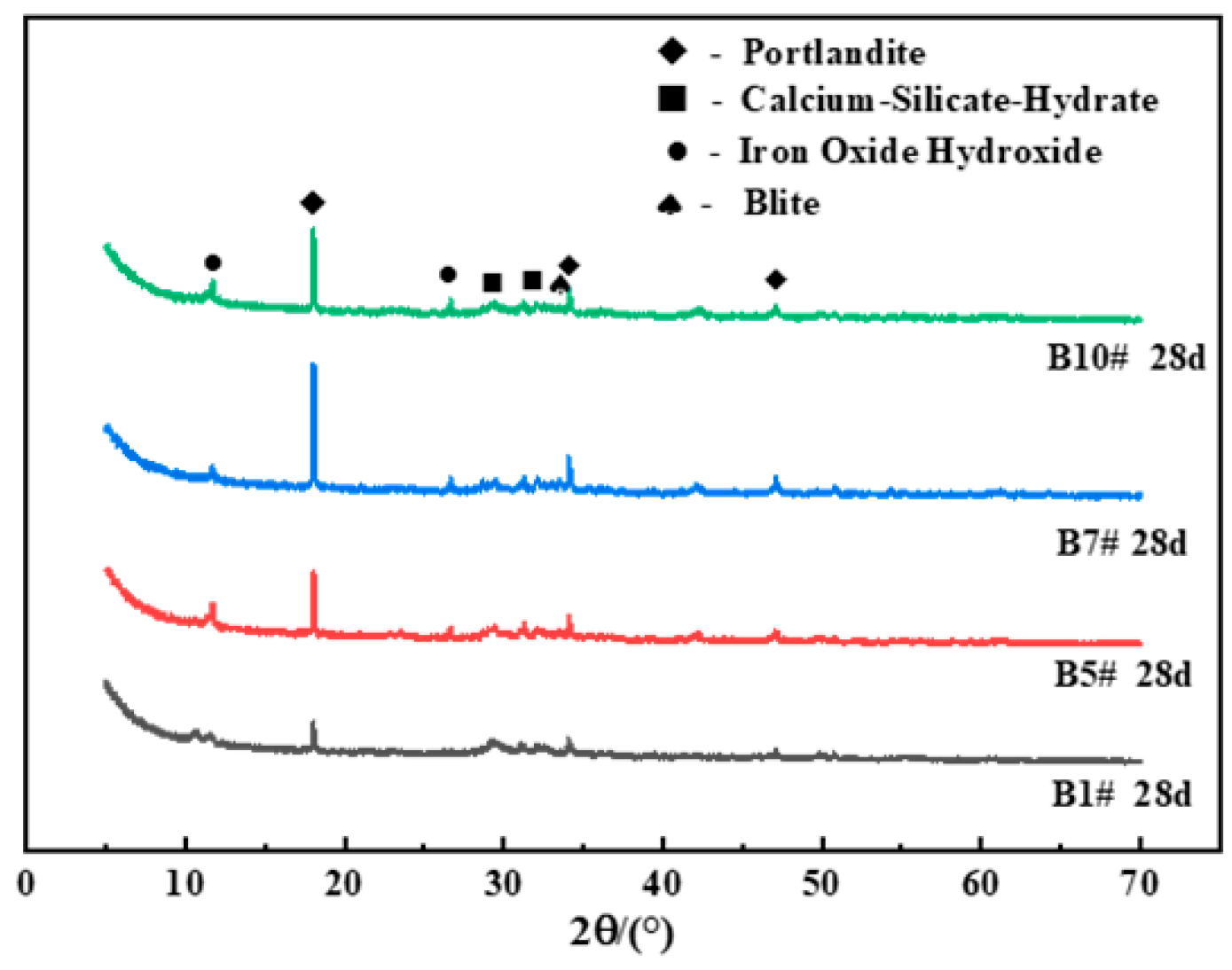
3.4. Microscopic Analysis of Foamed Lightweight Soil
4. Conclusions
- (1)
- In the steel slag micronized powder-granulated blast furnace slag-cement system, the foamed lightweight soil prepared displayed the best compressive performance by adding 20% steel slag micronized powder and 40% granulated blast furnace slag when steel slag micronized powder with a specific surface area of 410 m2/kg was used. The flow factor and wet density of the corresponding foamed lightweight soil were 181 mm and 615 kg/m3, respectively, and its compressive strength (28 d) reached up to 1.52 Mpa.
- (2)
- The compressive performance of the prepared foamed lightweight soil could meet the design technical requirements (7 d ≥ 0.5 Mpa; 28 d ≥ 1 Mpa) by adding the 40% steel slag micronized powder and 20% granulated blast furnace slag, when steel slag micronized powder with specific surface area of 710 m2/kg was used. The flow factor and wet density of prepared foamed lightweight soil were 187 mm and 630 kg/m3, respectively, and its compressive strength (28 d) reached up to 1.55 Mpa.
- (3)
- The steel slag micronized powder with the stronger hydration expansion effect enhanced the shrinkage compensation effect of foamed lightweight soil and boosted the stability of foamed lightweight soil. When the SSMP content was 0%, the shrinkage rate was 2.34 × 10−3, while when the SSMP content was 60%, the shrinkage rate was only 0.54 × 10−3.
- (4)
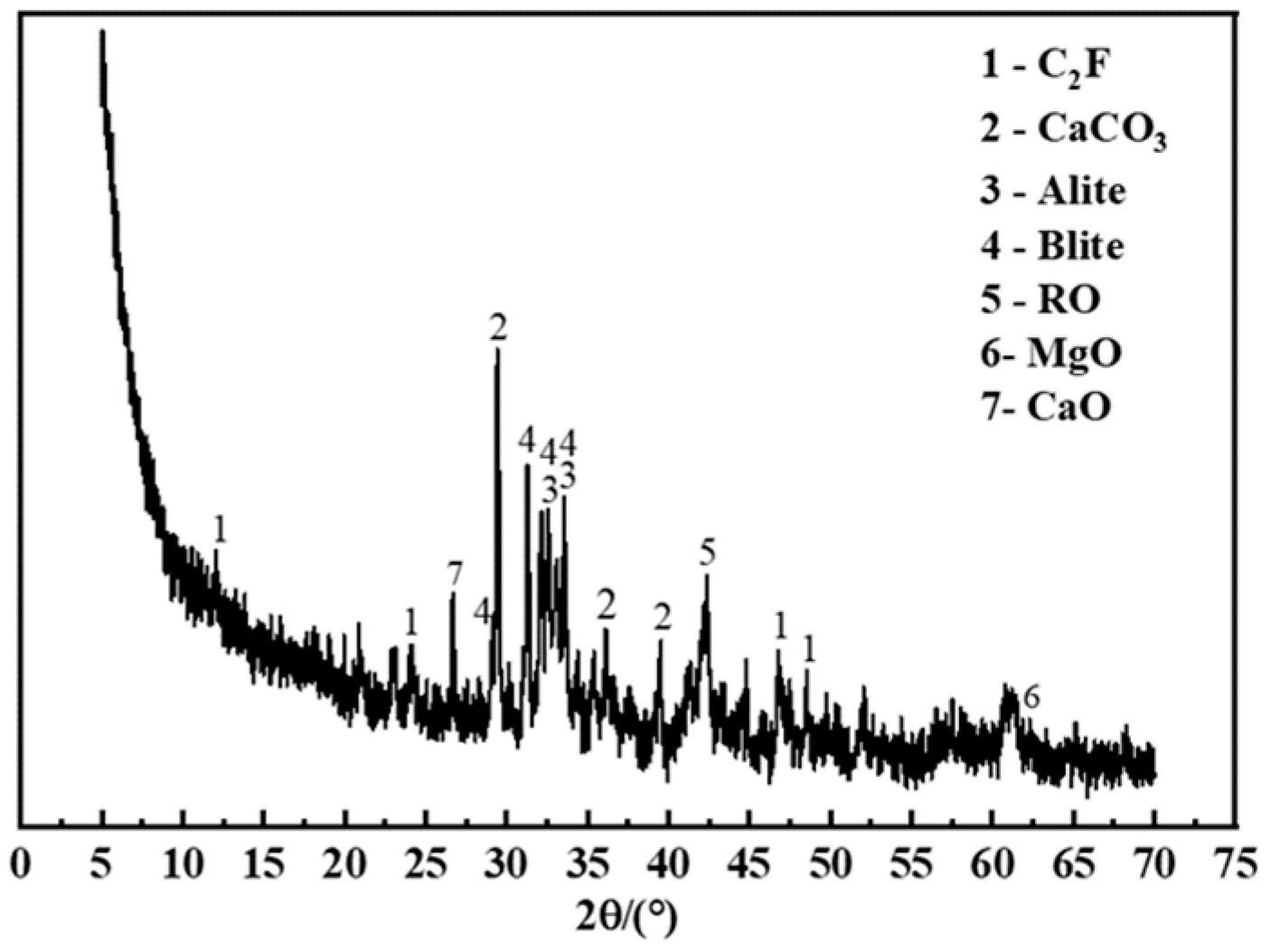
- The specific surface area of steel slag micronized powder was more conducive to the integrity of the foam pore structure. The main hydration products of the steel slag micronized powder-granulated blast furnace slag-cement system were low crystalline or amorphous gel (C-S-H) and tabular calcium hydroxide (CH). The strong alkalinity of steel slag hydration products could help to stimulate the intrinsic activity of mineral powder, further improving the compressive strength of foamed lightweight soil.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cai, D.G.; Wei, S.W.; Ye, Y.S.; Zhang, Q.L.; Li, Z.G.; Li, S. Mechanical properties of lightweight foam concrete filler for roadbed of high-speed railway. J. Arab. 2021, 14, 902. [Google Scholar] [CrossRef]
- Xiang, G.; Song, D.; Li, H.; Jalal, F.E.; Wang, H.; Zhou, Y. Investigation on preparation and compressive strength model of steel slag foam concrete. J. Build. Eng. 2023, 72, 106548. [Google Scholar] [CrossRef]
- Khawaja, S.A.; Javed, U.; Zafar, T.; Riaz, M.; Zafar, M.S.; Khan, M.K. Eco-friendly incorporation of sugarcane bagasse ash as partial replacement of sand in foam concrete. Clean. Eng. Technol. 2021, 4, 100164. [Google Scholar] [CrossRef]
- Nazir, R.; Moayedi, H.; Subramaniam, P.; Ghareh, S. Ground improvement using SPVD and RPE. Arab. J. Geosci. 2017, 10, 515. [Google Scholar] [CrossRef]
- Do, J. Optimization and design guideline of lightweight foamed soil reinforced with waste fishing net. Geomech. Eng. 2022, 29, 657–666. [Google Scholar]
- Ramamurthy, K.; Nambiar, E.K.K.; Ranjani, G.I.S. A classification of studies on properties of foam concrete. Cem. Concr. Compos. 2009, 31, 388–396. [Google Scholar] [CrossRef]
- Li, Z.L.; Zhang, K.F. Application and research on new technology of foam lightweight soil in treatment of soft Soil foundation of railway engineering. Appl. Mech. Mater. 2012, 204–208, 1622–1625. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, Z.D.; Zhang, Y.; Liu, F.; Yang, Y.; Wan, Y.; Huo, W.W.; Yang, L. Engineering properties and optimal design of foam lightweight soil composite fly ash: An eco-friendly subgrade material. J. Clean. 2023, 429, 139631. [Google Scholar] [CrossRef]
- Gao, W.; Zhou, W.; Lyu, X.; Liu, X.; Su, H.; Li, C.; Wang, H. Comprehensive utilization of steel slag: A review. Powder Technol. 2023, 422, 118449. [Google Scholar] [CrossRef]
- Baalamurugan, J.; Kumar, V.G.; Padmapriya, R.; Bupesh Raja, V.K. Recent applications of steel slag in construction industry. Environ. Dev. Sustain. 2024, 26, 2865–2896. [Google Scholar] [CrossRef]
- Koksal, F.; Sahin, Y.; Gencel, O. Influence of expanded vermiculite powder and silica fume on properties of foam concretes. Constr. Build. Mater. 2020, 257, 119547. [Google Scholar] [CrossRef]
- Jambor, J. Pore structure and strength development of cement composites. Cem. Concr. Res. 1990, 20, 948–954. [Google Scholar] [CrossRef]
- Tang, L. A study on the quantitative relationship between strength and pore size distribution of porous materials. Cem. Concr. Res. 1986, 16, 87–96. [Google Scholar]
- Xang, R.; Chen, P.; Liu, R.; Hu, C.; Wan, D.; Fan, J.; Wie, J. Phases Reconstruction and Foaming Modification of Basic Oxygen Furnace Slag on Its Grindability. Crystals 2021, 11, 1051. [Google Scholar] [CrossRef]
- Ji, J.; Liu, X.S.; Tan, S.Y.; Ni, W. Preparation and properties of waste-solid based foam concrete energy-saving materials. IOP Conf. Ser. Earth Environ. Sci. 2019, 295, 042140. [Google Scholar] [CrossRef]
- Guo, J.L.; Bao, Y.P.; Wang, M. Steel slag in China: Treatment, recycling, and management. Waste Manag. 2018, 78, 318–330. [Google Scholar] [CrossRef] [PubMed]
- Tsakiridis, P.E.; Papadimitriou, G.D.; Tsivilis, S.; Koroneos, C. Utilization of steel slag for Portland cement clinker production. J. Hazard. Mater. 2008, 152, 805–811. [Google Scholar] [CrossRef] [PubMed]
- Ducman, V.; Mladenovi, A. The potential use of steel slag in refractory concrete. Mater. Charact. 2011, 62, 716–723. [Google Scholar] [CrossRef]
- Belhadj, E.; Diliberto, C.; Lecomte, A. Properties of hydraulic paste of basic oxygen furnace slag. Cem. Concr. Compos. 2014, 45, 15–21. [Google Scholar] [CrossRef]
- Brand, A.S.; Roesler, J.R. Steel furnace slag aggregate expansion and hardened concrete properties. Cem. Concr. Compos. 2015, 60, 1–9. [Google Scholar] [CrossRef]
- Lun, Y.; Zhou, M.; Cai, X.; Xu, F. Methods for improving volume stability of steel slag as fine aggregate. Wuhan Univ. Technol. 2008, 23, 37–42. [Google Scholar] [CrossRef]
- Yildirim, I.Z.; Prezzi, M. Chemical, mineralogical, and morphological properties of steel slag. Adv. Civ. Eng. 2011, 2011, 463638. [Google Scholar] [CrossRef]
- Tiong, H.Y.; Lim, S.K.J.; Lim, H. Strength properties of foamed concrete containing crushed steel slag as partial replacement of sand with specific gradation. EDP Sci. 2017, 103, 01012. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.Y.; Feng, J.W. A discussion on improving hydration activity of steel slag by altering its mineral compositions. J. Hazard. Mater. 2011, 186, 1070–1075. [Google Scholar] [CrossRef]
- Dhasindrakrishna, K.; Ramakrishnan, S.; Pasupathy, K.; Sanjayan, J. Collapse of fresh foam concrete: Mechanisms and influencing parameters. Cem. Concr. Compos. 2021, 122, 104151. [Google Scholar] [CrossRef]
- Lou, B.; Liu, Z.; Sha, A.; Jia, M.; Li, Y. Microwave absorption ability of steel slag and road performance of asphalt mixtures incorporating steel slag. Materials 2020, 13, 663. [Google Scholar] [CrossRef]
- Purdon, A.O. The action of alkalis on blast-furnace slag. J. Soc. Chem. Ind. 1940, 59, 191–202. [Google Scholar]
- Roy, D.M. Alkali-activated cements Opportunities and challenges. Cem. Concr. Res. 1999, 29, 249–254. [Google Scholar] [CrossRef]
- Tian, X.P.; Zheng, Y.C.; Wang, C.L.; Asrah, H.B.; Cui, X.W. Preparation and hydration mechanism of low shrinkage railway sleeper concrete containing hot steaming steel slag. J. New Mater. Electrochem. Syst. 2020, 22, 112–118. [Google Scholar] [CrossRef]
- Fang, Y.F.; Su, W.; Zhang, Y.Z.; Zhang, M.; Ding, X.Q.; Wang, Q.H. Effect of accelerated precarbonation on hydration activity and volume stability of steel slag as a supplementary cementitious material. J. Therm. Anal. Calorim. 2021, 147, 6181–6191. [Google Scholar] [CrossRef]
- Byun, K.J.; Song, H.W.; Park, S.S.; Song, Y.C. Development of structural lightweight foamed concrete using polymer foam agent. Congr. Polym. Concr. 1998, 98, 9. [Google Scholar]
- Zhuo, K.X.; Liu, G.T.; Lan, X.W.; Zheng, D.P.; Wu, S.Q.; Wu, P.Z.; Guo, Y.C.; Lin, J.X. Fracture behavior of steel slag powder-cement-based concrete with different steel-slag-powder replacement ratios. Materials 2022, 15, 2243. [Google Scholar] [CrossRef] [PubMed]
- Teng, T.; Zhou, F.; Liu, Q.; Wang, S.; Tan, S.S.; Yu, Q. Investigation of the effects of graphene on the micro-and macro-properties of cementitious. Constr. Build. Mater. 2013, 40, 875. [Google Scholar] [CrossRef]
- Zhu, H. The Research on the Preparation of Steel Slag and Its Application in Cement and Concrete. Ph.D. Thesis, Wuhan University of Technology, Wuhan, China, 2004. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Li, J.; He, Q.; Yang, Z.; Peng, L.; Li, Y.; Zhang, G. Features of Processes for Preparation and Performance of Foamed Lightweight Soil with Steel Slag Micronized Powder and Granulated Blast Furnace Slag. Processes 2024, 12, 678. https://doi.org/10.3390/pr12040678
Liu H, Li J, He Q, Yang Z, Peng L, Li Y, Zhang G. Features of Processes for Preparation and Performance of Foamed Lightweight Soil with Steel Slag Micronized Powder and Granulated Blast Furnace Slag. Processes. 2024; 12(4):678. https://doi.org/10.3390/pr12040678
Chicago/Turabian StyleLiu, Hao, Jixin Li, Qiqing He, Zhixiong Yang, Longfan Peng, Yuan Li, and Gaoke Zhang. 2024. "Features of Processes for Preparation and Performance of Foamed Lightweight Soil with Steel Slag Micronized Powder and Granulated Blast Furnace Slag" Processes 12, no. 4: 678. https://doi.org/10.3390/pr12040678
APA StyleLiu, H., Li, J., He, Q., Yang, Z., Peng, L., Li, Y., & Zhang, G. (2024). Features of Processes for Preparation and Performance of Foamed Lightweight Soil with Steel Slag Micronized Powder and Granulated Blast Furnace Slag. Processes, 12(4), 678. https://doi.org/10.3390/pr12040678