
Eliminating Scraps in Refrigerator Door Sealing—A Six Sigma Case Study



Abstract
1. Introduction
2. Literature Review
- Xi defined by X1, X2… Xi represents independent inputs (causes, problems, or non-conformities identified by controls);
- Y represents the outputs (effect, symptom) dependent on the inputs defined after monitoring.
3. Methodology
- -
- To reduce scrap in the thermoforming process for door liners;
- -
- To identify and eliminate the potential causes that could contribute to this problem;
- -
- To deliver a high-quality product to the customer.
4. Six Sigma—Case Study
4.1. Definition Phase
- -
- Assess the necessity of adapting the methodology to meet client requirements;
- -
- Identify key factors and determine the level of quality satisfaction;
- -
- Set a performance level.
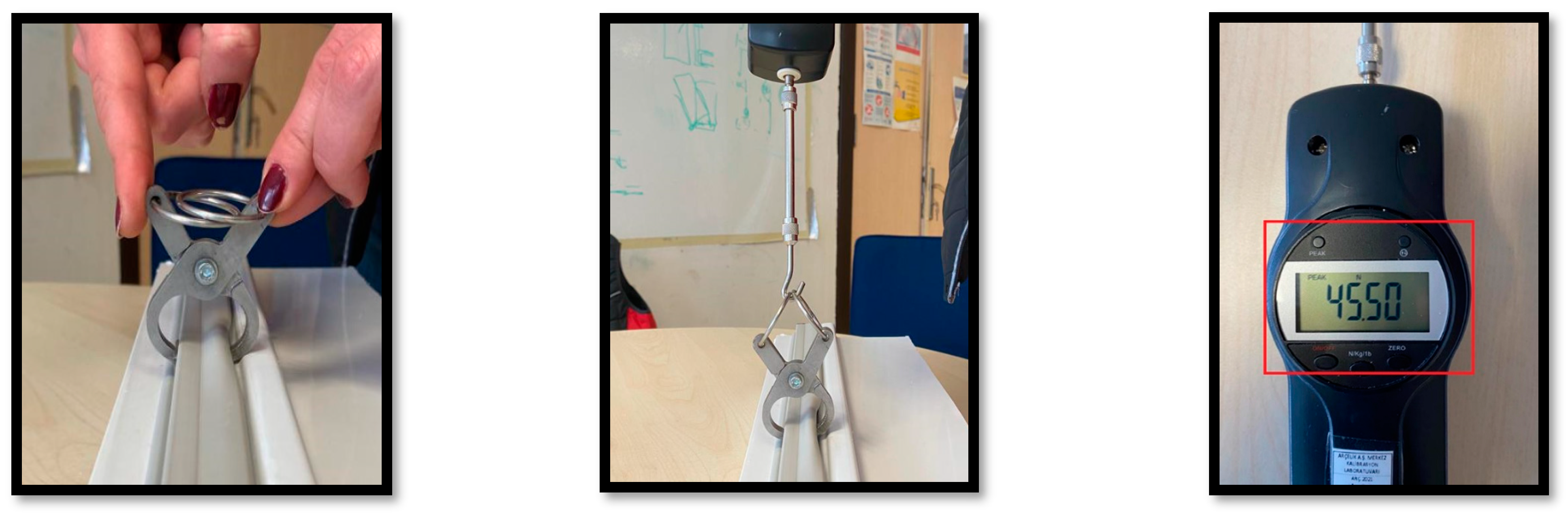
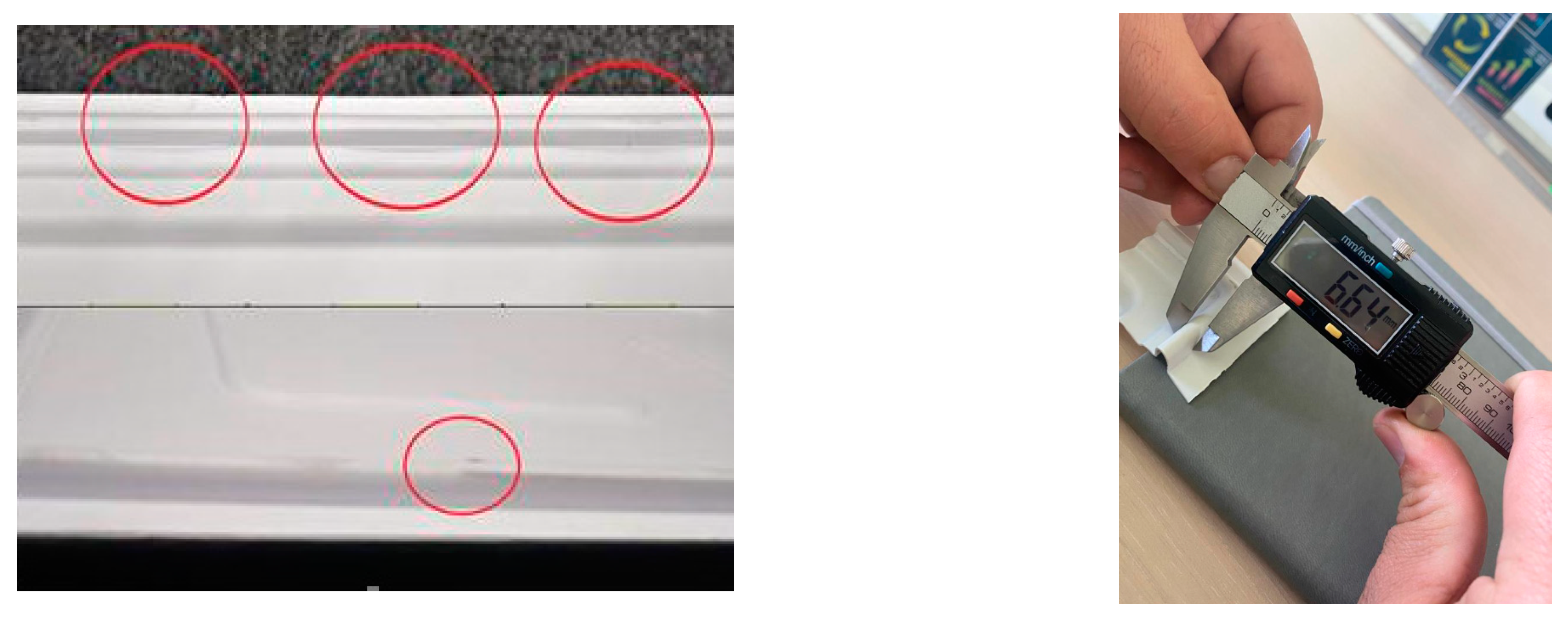
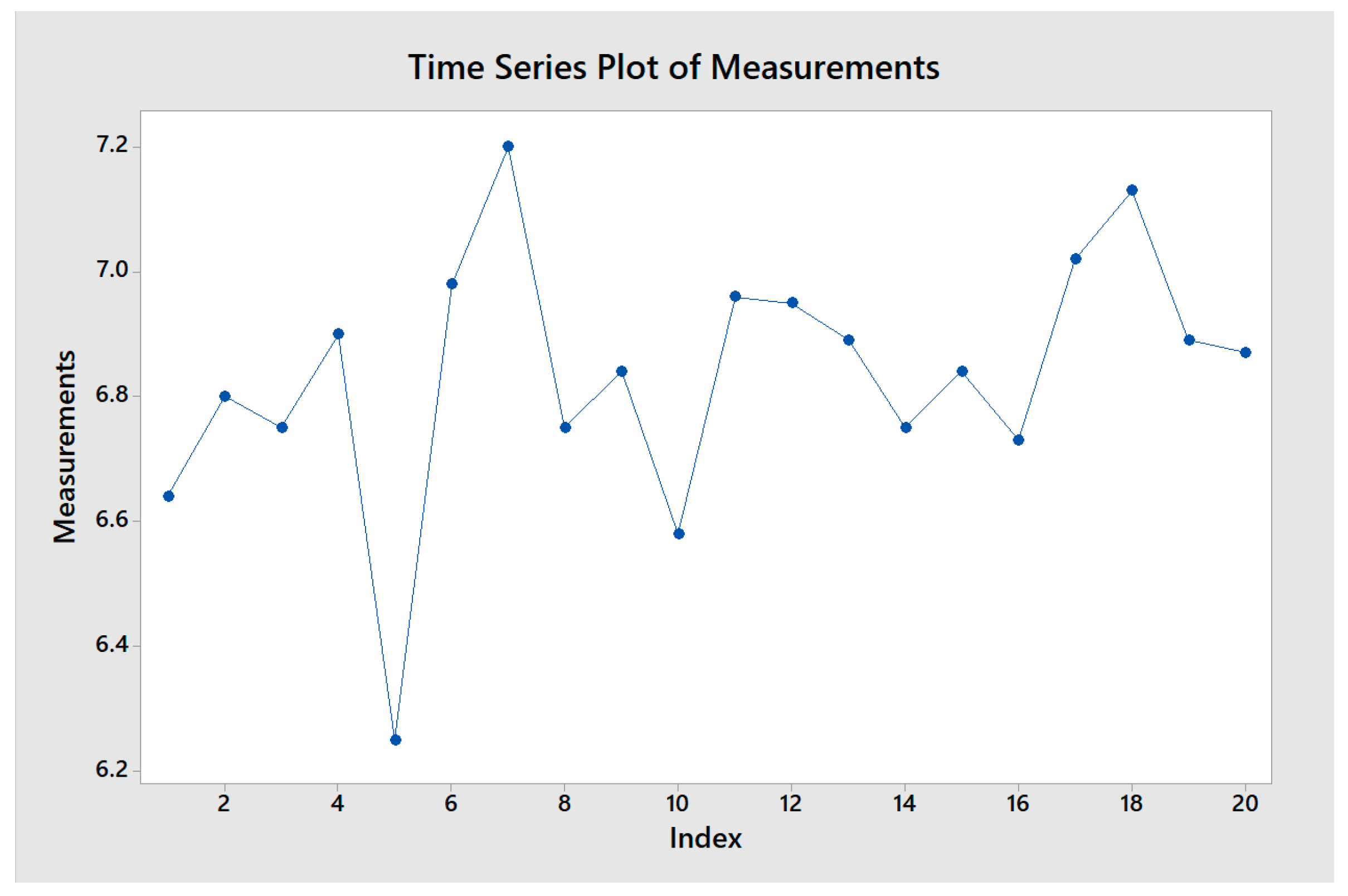
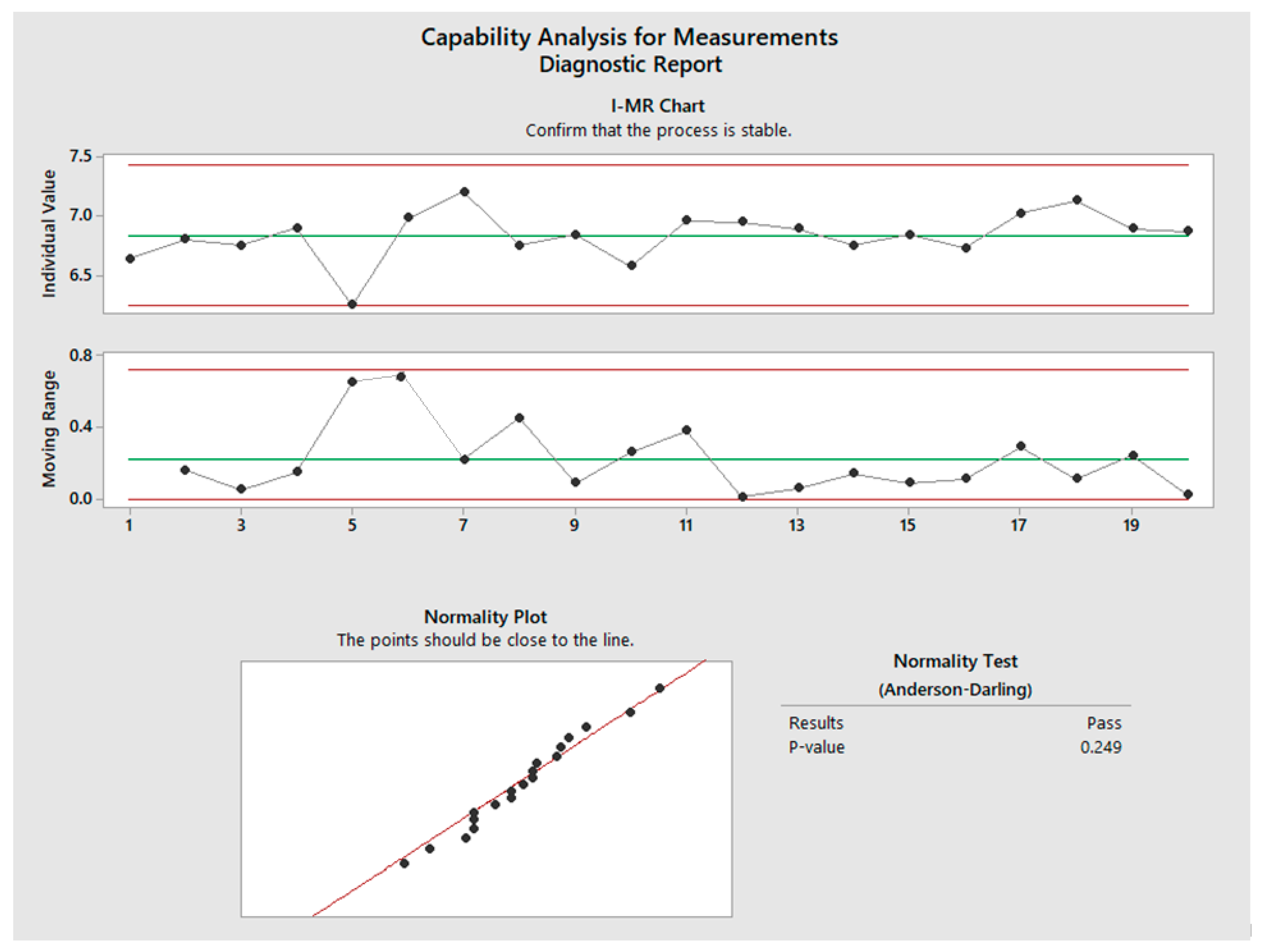
4.2. Measurement Phase
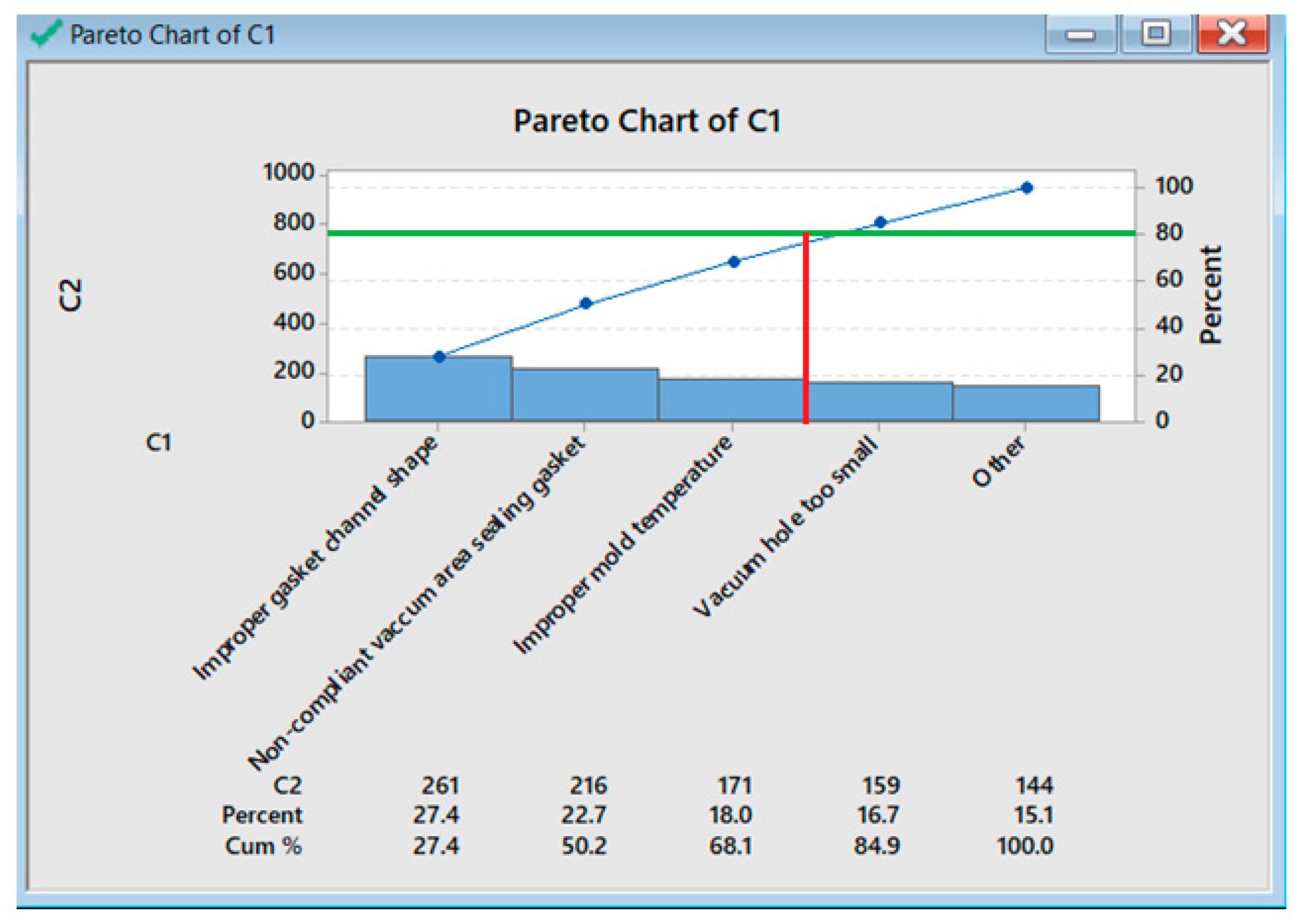
4.3. Analysis Phase
- -
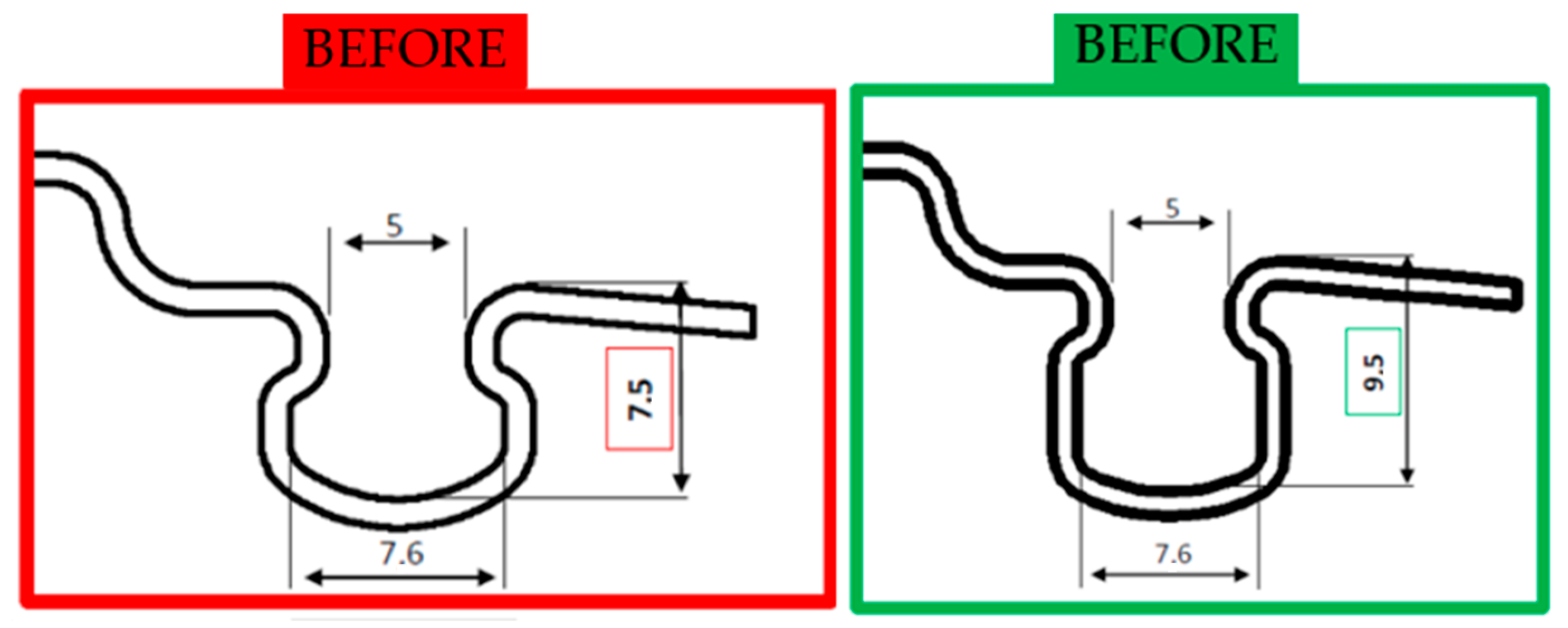
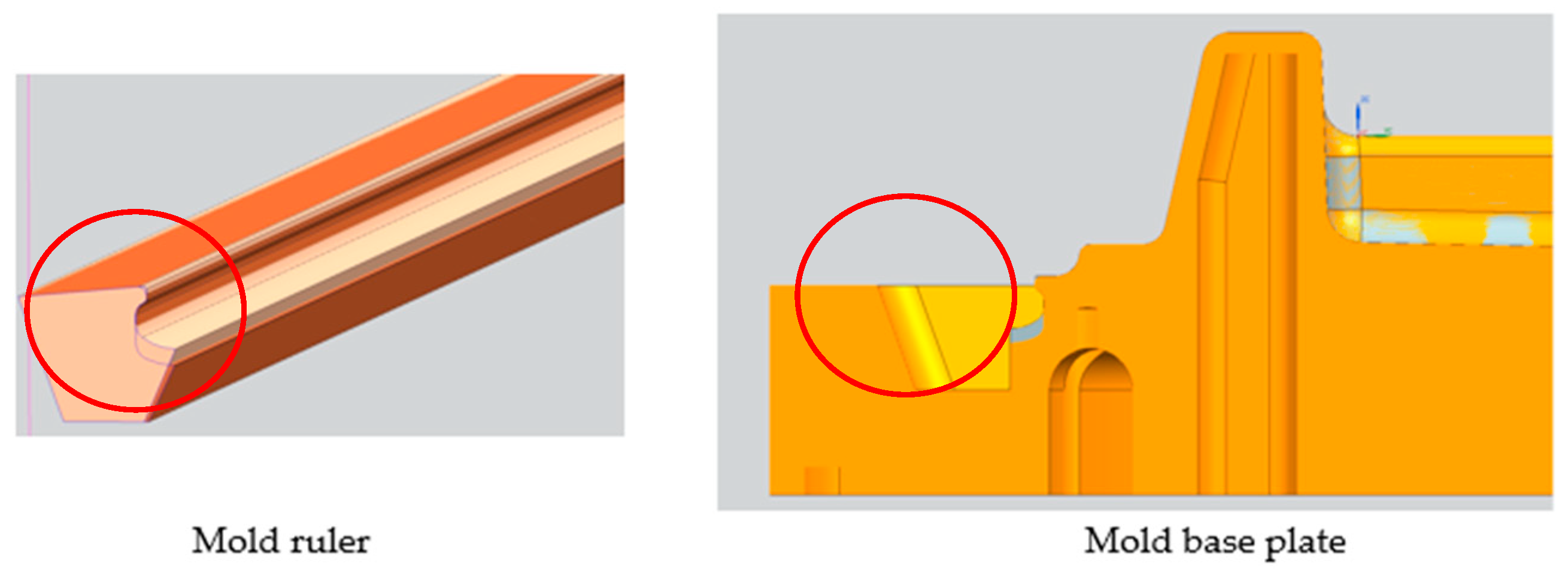
- The modification of the channel shape;
- -
- Increasing the vacuum holes;
- -
- The improvement of the sealing of the empty area;
- -
- Correcting the temperature for the thermoforming mold.
4.4. Improvement Phase
4.5. Control Phase
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Na, S.; Song, S.; Lee, S.; Lee, J.; Kim, H.; Lee, S.; Choi, G.; Ahn, S. Evaporator Optimization of Refrigerator Systems Using Quality Analysis. Energies 2021, 14, 555. [Google Scholar] [CrossRef]
- Razavi-Far, R.; Palade, V.; Sun, J. Optimizing the Performance of a Refrigeration System Using an Invasive Weed Optimization Algorithm. Smart Innov. Syst. Technol. 2013, 23, 79–93. [Google Scholar] [CrossRef]
- Ryan, S.; Vincent, K.; Scott, B.; Joel, U. Dynamic acoustic optimization of pulse tube refrigerators for rapid cooldown. Nat. Commun. 2024, 15, 3386. [Google Scholar] [CrossRef]
- Clito, A.; Manuel, C. Air infiltration in domestic refrigerators: The influence of the magnetic seals conservation. Int. J. Refrig. 2010, 33, 856–867, ISSN 0140-7007. [Google Scholar] [CrossRef]
- Guoqiang, L.; Gang, Y.; Jianlin, Y. A review of refrigerator gasket: Development trend, heat and mass transfer characteristics, structure and material optimization. Renew. Sustain. Energy Rev. 2021, 144, 110975, ISSN 1364-0321. [Google Scholar] [CrossRef]
- Bansal, P.; Vineyard, E.; Abdelaziz, O. Advances in household appliances—A review. Appl. Therm. Eng. 2011, 31, 3748–3760. [Google Scholar] [CrossRef]
- Yılmaz, D.; Gülmez, M. Design and development of a refrigerator gasket to prevent condensation. Heat Transf. Res. 2020, 51, 1061–1072. [Google Scholar] [CrossRef]
- Gaskets for Commercial Refrigeration, Snap-in, Middle-Edge, Bundles and Tailor-Made Gaskets. Available online: https://www.gev-online.com/Media/Default/Kataloge_als_PDF/Refrigeration%202021/Refrigeration%202022/REPA-Refrigeration-Gaskets-CatalogueFINAL.pdf (accessed on 3 July 2024).
- High-Tech Profiles Domestic Appliances, Commercial Cooling and Digital Signage. Available online: https://www.rehau.com/downloads/669142/systems-for-life-commercial-cooling-brochure.pdf (accessed on 3 July 2024).
- Ankesh, M.; Gupta, P.; Vimal, K.; Owad, A.A.; Singh, S. The performance improvement analysis using Six Sigma DMAIC methodology: A case study on Indian manufacturing company. Heliyon 2023, 9, e14625, ISSN 2405-8440. [Google Scholar] [CrossRef]
- Dewi, S.; Widodo, R.; Lukman, M. Reducing defective products using six sigma for production process improvement. AIP Conf. Proc. 2022, 2453, 020045. [Google Scholar] [CrossRef]
- Mousli, H.M.; El Sayed, I.; Zaki, A.; Abdelmonem, S. Improving VTE prophylaxis in ward and ICU surgical urology patients: A Six-Sigma DMAIC methodology improvement project. TQM J. 2023, 36, 634–663. [Google Scholar] [CrossRef]
- Kumar, C.C.; Naidu, N.V.R.; Ravindranath, K. Performance improvement of manufacturing industry by reducing the defectives using Six Sigma methodologies. IOSR J. Eng. 2011, 1, 1–9. [Google Scholar] [CrossRef]
- George, M.L.; Maxey, J.; Rowlands, D.; Price, M. The Lean Six Sigma Pocket Toolbook: A Quick Reference Guide to 100 Tools for Improving Quality and Speed, 1st ed.; McGraw-Hill: New York, NY, USA, 2004. [Google Scholar]
- Wang, F.K.; Hsu, C.H.; Tzeng, G.H. Applying a hybrid MCDM model for six sigma project selection. Math. Probl Eng. 2014, 1–13. [Google Scholar] [CrossRef]
- Rahman, A.; Shaju, S.; Sarkar, S.; Hashem, M.; Hasan, S.M.K.; Islam, U. Application of Six Sigma using Define Measure Analyze Improve Control (DMAIC) methodology in Garment Sector. Indep. J. Manag. Prod. 2018, 9, 810. [Google Scholar] [CrossRef]
- Sallam, M.; Snygg, J. Improving Antimicrobial Stewardship Program Using the Lean Six Sigma Methodology: A Descriptive Study from Mediclinic Welcare Hospital in Dubai, the UAE. Healthcare 2023, 11, 3048. [Google Scholar] [CrossRef]
- Tsai, C.-M.; Chiou, K.-C.; Chen, K.-S.; Yu, C.-M. Monitoring, Evaluation, and Improvement Model for Process Precision and Accuracy. Appl. Sci. 2023, 13, 11280. [Google Scholar] [CrossRef]
- Trubetskaya, A.; McDermott, O.; Ryan, A. Application of Design for Lean Six Sigma to strategic space management. TQM J. 2023, 35, 42–58. [Google Scholar] [CrossRef]
- Rifqi, H.; Ben, S.; Zamma, A.; Badder, O. Lean Six Sigma in agribusiness: A Case Study in a Cookie Production Plant. Int. J. Eng. Trends Technol. 2021, 69, 56–65. [Google Scholar] [CrossRef]
- Davidson, J.; Price, O.; Pepper, M. Lean Six Sigma and quality frameworks in higher education—A review of literature. Int. J. Lean Six Sigma, 2020; ahead-of-print. [Google Scholar] [CrossRef]
- Gaikwad, L.; Teli, S.; Majali, V.; Bhushi, U. An Application of Six Sigma to Reduce Supplier Quality Cost. J. Inst. Eng. 2015, 97, 93–107. [Google Scholar] [CrossRef]
- Singh, J.; Ahuja, I.S.; Singh, H.; Singh, A. Application of Quality 4.0 (Q4.0) and Industrial Internet of Things (IIoT) in Agricultural Manufacturing Industry. AgriEngineering 2023, 5, 537–565. [Google Scholar] [CrossRef]
- Tasdemir, C.; Gazo, R. Validation of Sustainability Benchmarking Tool in the Context of Value-Added Wood Products Manufacturing Activities. Sustainability 2019, 11, 2361. [Google Scholar] [CrossRef]
- Mareček, K.; Martin, M.; Kučerová, M. Improving Products Quality Applying Six Sigma. Res. Pap. Fac. Mater. Sci. Technol. Slovak Univ. Technol. 2020, 28, 57–64. [Google Scholar] [CrossRef]
- Enache, I.C.; Simion, I.; Chiscop, F.; Chiscop, M.A. Injection process improvement using six sigma. UPB Sci. Bull. 2014, 76, 161–170. Available online: https://www.scientificbulletin.upb.ro/rev_docs_arhiva/fullcda_968596.pdf (accessed on 5 July 2024).
- Niñerola, A.; Sánchez-Rebull, M.-V.; Hernández-Lara, A.-B. Quality improvement in healthcare: Six Sigma systematic review. Health Policy 2020, 124, 438–445. [Google Scholar] [CrossRef]
- Pereira, M.T.; Inês Bento, M.; Ferreira, L.P.; Sá, J.C.; Silva, F.J.G.; Baptista, A. Using Six Sigma to analyze Customer Satisfaction at the product design and development stage. Procedia Manuf. 2019, 38, 1608–1614. [Google Scholar] [CrossRef]
- Teeling, S.P.; McGuirk, M.; McNamara, M.; McGroarty, M.; Igoe, A. The Utilization of Lean Six Sigma Methodologies in Enhancing Surgical Pathways and Surgical Rehabilitation. Appl. Sci. 2023, 13, 6920. [Google Scholar] [CrossRef]
- Kharub, M.; Ruchitha, B.; Hariharan, S.; Shanmukha Vamsi, N. Profit enhancement for small, medium scale enterprises using lean six sigma. Mater. Today 2022, 56, 2591–2595. [Google Scholar] [CrossRef]
- Enache, I.-C.; Chivu, O.R.; Rugescu, A.-M.; Ionita, E.; Radu, I.V. Reducing the Scrap Rate on a Production Process Using Lean Six Sigma Methodology. Processes 2023, 11, 1295. [Google Scholar] [CrossRef]
- Six Sigma: A Complete Step-by-Step Guide: A Complete Training & Reference Guide for White Belts, Yellow Belts, Green Belts, and Black Belts; The Council for Six Sigma Certification: Wayne, NJ, USA, 2018; ISBN 1732592659.
- Linderman, K.; Schroeder, R.G.; Zaheer, S.; Choo, A.S. Six Sigma: A goal-theoretic perspective. J. Oper. Manag. 2003, 21, 193–203, ISSN 0272-6963. [Google Scholar] [CrossRef]
- López Padilla, R.D.; Egúsquiza Rodriguez, M.J.; Molina Vilchez, J.E. Six Sigma for the Improvement of Productivity for Fiber to the Home (FTTH) Installations of an Outsourcing Service Company. Adv. Manuf. IV Manuf. 2024, 14–26. [Google Scholar] [CrossRef]
- Daniyan, I.; Adeodu, A.; Mpofu, K.; Maladzhi, R.; Katumba, M.G.K.-K. Application of lean Six Sigma methodology using DMAIC approach for the improvement of bogie assembly process in the railcar industry. Heliyon 2022, 8, e09043, ISSN 2405-8440. [Google Scholar] [CrossRef]
- Sari, Y.; Wibisono, E. An empirical study of how the deployment of lean sigma can reduce its enemies: Waste, overburden and defect. Proc. Int. Conf. Inform. Technol. Eng. 2019, 2019, B-14–B-19. [Google Scholar]
- Oliveira, D.; Teixeira, L.; Alvelos, H. Integration of Process Modeling and Six Sigma for defect reduction: A case study in a wind blade factory. Procedia Comput. Sci. 2024, 232, 3151–3160, ISSN 1877-0509. [Google Scholar] [CrossRef]
- Hidayat, A.A.; Kholil, M.; Haekal, J.; Ayuni, N.A.; Widodo, T. Lean Manufacturing Integration in Reducing the Number of Defects in the Finish Grinding Disk Brake with DMAIC and FMEA Methods in the Automotive Sub Industry Company. Int. J. Sci. Adv. 2021, 2, 713–718. [Google Scholar] [CrossRef]
- Widiwati, I.T.B.; Liman, S.D.; Nurprihatin, F. The implementation of Lean Six Sigma approach to minimize waste at a food manufacturing industry. J. Eng. Res. 2024; in press. [Google Scholar] [CrossRef]
- Katarzyna Antosz, Małgorzata Jasiulewicz-Kaczmarek, Robert Waszkowski, Jose Machado, Application of Lean Six Sigma for sustainable maintenance: Case study. IFAC-Pap. 2022, 55, 181–186, ISSN 2405-8963. [CrossRef]
- Prateek Guleria, Abhilash Pathania, Shubham Sharma, José Carlos Sá, Lean six-sigma implementation in an automobile axle manufacturing industry: A case study. Mater. Today Proc. 2022, 50, 1739–1746, ISSN 2214-7853. [CrossRef]
- Hussein, N.A.; Abdelmaguid, T.F.; Tawfik, B.S.; Ahmed, N.G. Mitigating overcrowding in emergency departments using Six Sigma and simulation: A case study in Egypt. Oper. Res. Health Care 2017, 15, 1–12, ISSN 2211-6923. [Google Scholar] [CrossRef]
- Xueqing, W.; Xianhui, Y.; Zhen, H.; Zixian, L.; Yuan, G. An intelligent and multi-channel deep feature enhanced framework for predicting difficult-to-measure CTQ. Comput. Ind. Eng. 2022, 169, 108300, ISSN 0360-8352. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Tools | ||||
|---|---|---|---|---|---|
| Define | Measure | Analysis | Improve | Control | |
| [37] | Project Charter, SIPOC. | Control Charts, Process Capability Analysis, DPMO. | Model AS-IS, Pareto Diagrams, Cause and Effect Diagram, Descriptive Data Mining. | Model TO-BE, Visual Management POKA—YOKE. | Control Charts, Process Indicator Analysis. |
| [38] | Critical to Quality (CTQ). | Defect Per Million Opportunities (DPMO), Sigma Query Lavel (SQL), Yield Calculation. | Paretro Diagrams, Fishbone Diagram. | Failure Mode and Effects Analysis (FMEA), 5W. | Suggestions. |
| [39] | VSM. | Rolled Throughput Yield (RTY), Control Chart, Fishbone Diagram, FMEA, Defect Per Million Opportunities (DPMO). | Root Cause Analysis (RCA), 5 S, Failure Mode and Effects Analysis (FMEA). | Recommended Improvements, Future Activity Classification, Future Value Stream Map, Before and After. | Control Quality. |
| [40] | CTQ (Critical to Quality), SIPOC (Suppliers, Inputs, Process, Outputs, Customers). | Data Collected. | 5S, CTQ, Ishikawa Diagram. | Improvement Actions. | Periodic Audits. |
| [41] | Project Charter, SIPOC. | Pareto Chart, Capability Analysis. | Fishbone Diagram, Brainstorming Session. | Improvement Actions. | Capability Analysis, Future State Map, 5S. |
| [42] | Process mapping, Voice of the customer, Situational analysis. | Detailed Process Map, Data Collection, Measurement System Analysis. | Identifying Potential Causes, Use of Statistical Methods to Find All Possible Causes. | Creation of Possible Solution, Simulation, Design of Experiments (DOE). | Standardization, Training of Teams, Performance Monitor, Future Projects. |
| Sigma Level | DPO Defects Per Million Opportunities | Yield % |
|---|---|---|
| 1 Sigma | 690,000 | 31 |
| 2 Sigma | 308,537 | 69.2 |
| 3 Sigma | 66,807 | 93.32 |
| 4 Sigma | 6210 | 99.379 |
| 5 Sigma | 233 | 99.977 |
| 6 Sigma | 3.4 | 99.9997 |
| Month | No. Products | No. Scarps | Percentage of Scraps % |
|---|---|---|---|
| M1 | 1743 | 125 | 7.17 |
| M2 | 4397 | 241 | 5.48 |
| M3 | 9554 | 721 | 7.54 |
| M4 | 3454 | 239 | 6.92 |
| M5 | 9258 | 625 | 6.75 |
| Production for 5 Months | Scraps | Percentage of Scraps | PPM |
|---|---|---|---|
| 28,406 | 1951 | 6.77 | 68,682 |
| 10 | 9 | 8 | 7 | |||
|---|---|---|---|---|---|---|
| OUTPUTS | Quality | Time | Materials Cost | Equipment Cost | ||
| STEP | INPUTS | TOTAL | ||||
| 1 | Improper gasket channel shape | 9 | 9 | 6 | 6 | 261 |
| 2 | Improper mold temperature | 9 | 9 | 0 | 0 | 171 |
| 3 | Non-compliant vacuum area sealing gasket | 9 | 9 | 3 | 3 | 216 |
| 4 | Vacuum hole too small | 6 | 6 | 3 | 3 | 159 |
| 5 | Other | 9 | 6 | 0 | 0 | 144 |
| Measurement Performed [N] | Average | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | ||
| OP 1 | 94.2 | 91.4 | 94.8 | 80.7 | 94.2 | 82,4 | 76.7 | 57.3 | 59.7 | 55.8 | 59.4 | 73.2 | 83.7 | 92.3 | 78.27 |
| 93.9 | 90.9 | 94.3 | 81.2 | 93.9 | 82.1 | 76.3 | 57.8 | 59.9 | 56 | 59.7 | 73.8 | 83.3 | 92.5 | 78.26 | |
| 94 | 91.3 | 94.5 | 80.9 | 94 | 82.7 | 76.5 | 57.1 | 59.4 | 55.1 | 59 | 73.5 | 83.9 | 92 | 78.14 | |
| Average OP1 | 94.0 | 91.2 | 94.5 | 80.9 | 94.0 | 82.4 | 76.5 | 57.4 | 59.6 | 55.6 | 59.3 | 73.5 | 83.6 | 92.2 | 78.63 |
| OP 2 | 98.2 | 92.1 | 93.8 | 81.7 | 94.2 | 82.5 | 77.5 | 56.5 | 57.5 | 55.3 | 58.3 | 72.1 | 82.9 | 91.7 | 78.93 |
| 98 | 92.5 | 93.4 | 81.4 | 94 | 82.7 | 77.8 | 56.8 | 57.8 | 55.9 | 58.7 | 72.4 | 82.5 | 91.3 | 79.03 | |
| 98.4 | 91.8 | 93.7 | 81.9 | 94.1 | 82.4 | 77.4 | 56.9 | 57.4 | 55.2 | 58.2 | 72.5 | 82.7 | 91.5 | 78.92 | |
| Average OP2 | 98.2 | 92.1 | 93.6 | 81.6 | 94.1 | 82.5 | 77.5 | 56.7 | 57.5 | 55.4 | 58.4 | 72.3 | 82.7 | 91.5 | 78.9 |
| Month After Improvement | No. Products After Improvement | No. Scraps After Improvement |
|---|---|---|
| M1 | 8944 | 0 |
| M2 | 14,878 | 0 |
| M3 | 9168 | 0 |
| M4 | 12,855 | 0 |
| TOTAL | 45,845 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Enache, I.-C.; Chivu, O.R.; Raduică, F.-F. Eliminating Scraps in Refrigerator Door Sealing—A Six Sigma Case Study. Processes 2024, 12, 2460. https://doi.org/10.3390/pr12112460
Enache I-C, Chivu OR, Raduică F-F. Eliminating Scraps in Refrigerator Door Sealing—A Six Sigma Case Study. Processes. 2024; 12(11):2460. https://doi.org/10.3390/pr12112460
Chicago/Turabian StyleEnache, Ioana-Cătălina, Oana Roxana Chivu, and Florin-Felix Raduică. 2024. "Eliminating Scraps in Refrigerator Door Sealing—A Six Sigma Case Study" Processes 12, no. 11: 2460. https://doi.org/10.3390/pr12112460
APA StyleEnache, I.-C., Chivu, O. R., & Raduică, F.-F. (2024). Eliminating Scraps in Refrigerator Door Sealing—A Six Sigma Case Study. Processes, 12(11), 2460. https://doi.org/10.3390/pr12112460