Abstract
This paper is based on the surface defects of casting billets in the production process of nonoriented silicon steel plates at a steel plant in North China. Taking the parameters of a slab mold in the nonoriented silicon steel production process as a prototype, the flow field characteristics of the mold under the same section, different drawing speed and immersion depth were systematically studied by using a LES (large eddy simulation) and VOF (volume of fluid) coupling algorithm. The results show that under the current conditions, when the critical slag entrapment speed increases from 1.0 m/min to 1.2 m/min, the nozzle insertion depth increases linearly with the critical slag entrapment speed, while when the nozzle insertion depth exceeds 130 mm, the increasing effect of further increasing the nozzle insertion depth on the critical slag entrapment speed begins to decrease. When the drawing speed of continuous casting is kept constant at 1.4 m/min, the abnormal fluctuation height of the steel slag interface is significantly improved when the angle of the water nozzle is increased from 15° to 20°, and the proportion of slag entrapment is also reduced from 0.376% to 0.015%. When the nozzle angle is 25°, the slag entrapment ratio is reduced to 0%, and the steel slag interface also ensures a certain activity. The numerical simulation results were applied to the industrial site, and the slag inclusion rate and crack rate of the billet in the continuous casting process of nonoriented silicon steel were obviously improved after the optimization process.
1. Introduction
Nonoriented silicon steel is an important Fe–Si binary alloy, and surface defects of continuous casting billets are a common quality issue in the production process of nonoriented silicon steel in various steel-making plants. After tracking and analyzing the surface defects that occur during the production process, it can be found that the main reason for the occurrence of casting defects in the continuous casting production process is the occurrence of slag curling behavior in the mold [1,2,3,4,5,6,7,8]. In the continuous casting production process, the behavior of slag entrapment in the mold is an extremely complex process, and many scholars have conducted extensive research on it. Lu Qiaotong et al. [9] studied the slag enrolling behavior by using the experimental method of cold-water simulation. The research showed that there are two kinds of slag enrolling behavior on the steel slag interface: one is shear slag enrolling caused by the upper circulation in the mold, and the other is slag enrolling formed when the steel slag interface breaks, when the vortex slag enrolling near the nozzle and argon bubble impact. The slag entrapment behavior at the steel slag interface under various working conditions is described. Li Baokuan et al. [10], using a combination of water simulation and numerical simulation, conducted a systematic study on the casting blank defects caused by swirling slag on the steel slag interface and the deflection of molten steel in the mold. The results show that the drift of molten steel in the mold is the main cause of the swirling slag at the steel slag interface, and the drawing speed and strength of the drift determine the probability of the slag behavior. LIUZ et al. [11], using water, oil and air as continuous phases and argon as the discrete phase, used numerical simulation methods to simulate and calculate the slag enrolling behavior in the mold, respectively, and obtained the influence of the slag eye and liquid surface exposure on the slag interface under different operating parameters. Qian Zhongdong et al. [12] conducted an in-depth study on the vortex flow in the mold. The research shows that the maintenance time of “turbulent vortex” in the mold can be increased by increasing the dip angle and immersion depth. The asymmetry of the flow field of molten steel in the mold is the main cause of the “bias vortex”. The “turbulent vortex” and “bias vortex” in the mold can be effectively improved by using the plate-type vortex damper, and the slag enrolling behavior at the steel slag interface can be further improved. It can be seen from the previous studies that a lot of studies have been done on the mechanism of slag entrapment in the mold, the formation conditions of slag entrapment and the influencing factors through numerical and physical simulation. However, there are few studies on the critical slagging speed and evaluation criteria of whether slagging occurs.
Therefore, this paper is based on the surface defects of casting billets in the production process of nonoriented silicon steel plates at a steel plant in North China. First, the surface defects of nonoriented silicon steel plates after cold rolling were detected using a scanning electron microscope and energy dispersive spectrometer, and the inclusion species and sources at the crack were analyzed in combination with large-scale electrolysis and micro-inclusion detection methods. It was found that more than 60% of the inclusions at the crack contained K and Na elements, so it could be concluded that the surface inclusion was mainly caused by the involvement of mold protection slag. In order to control the occurrence of slag inclusion defects, a three-dimensional model of the slab mold was established by using a numerical simulation software based on the actual parameters of slab mold, and the characteristics of the steel flow field in the mold under different operating parameters were deeply studied by combining the LES/VOF coupling algorithm.
2. Construction of Mathematical Model of Computational Domain
2.1. Construction of Model Computing Domain and Division of Hexahedral Grid
Based on the mold size used in the production process of nonoriented silicon steel plates at a steel plant in North China, the mold model established using solidworks software is mainly divided into steel liquid phase and protective slag phase. As shown in the Figure 1, due to the axisymmetric patterns of the mold and water port, the 4/1 part of the original mold was taken as the fluid calculation domain to improve the calculation efficiency. In order to improve the calculation accuracy, ICEM15.0 software was used to divide the whole calculation domain into hexahedral grids, and mesh encryption was carried out at the steel slag junction and water outlet, so as to accurately capture the two-phase change law at the steel slag interface. As shown in the figure below, the grid aspect ratio is 12, the number of grids is about 500,000, and the overall grid quality can reach more than 0.45, meeting the computing requirements.
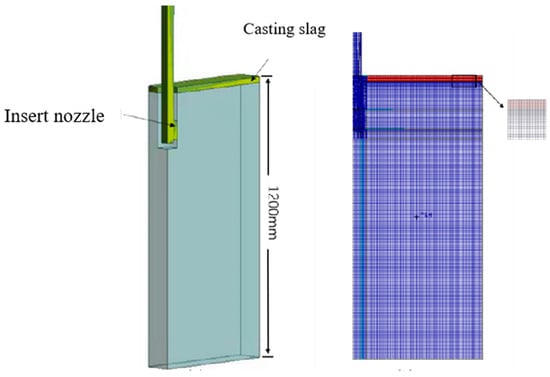
Figure 1.
The calculation domain of mold is established, and the hexahedral mesh is divided.
2.2. Basic Assumptions and Boundary Conditions
Due to the limitations of the numerical simulation method and the complexity of the flow of molten steel in the mold, the following assumptions should be made based on the actual flow process of molten steel in the mold:
- (1)
- Assume that the liquid steel fluid in the calculation domain is an incompressible fluid.
- (2)
- The solidification fusion and phase change process of the molten steel fluid in the mold are not considered.
- (3)
- The solidification and phase change process of the upper protective slag of the liquid steel fluid is not considered.
- (4)
- Ignore the influence of mold vibration and taper on the flow field of molten steel in the mold.
Boundary conditions:
- (1)
- Inlet: Select the inlet of the nozzle as the inlet of the calculation domain, calculate the inlet speed of the nozzle according to the law of drawing speed and conservation of mass on site, and set the inlet of the calculation domain as the speed inlet.
- (2)
- Mold outlet: The bottom of the mold is set as the outlet of the calculation domain, and the static pressure of the overall steel is set as the pressure outlet.
- (3)
- Wall surface: The wall surface of the fluid domain is defined as the nonslip boundary condition. In the calculation process, the standard wall function is adopted for the near-wall surface [13,14,15].
2.3. Calculation Strategy and Simulation Parameters
Through the above analysis, it can be seen that this simulation is mainly a two-phase flow simulation of steel liquid phase and protective slag phase. In order to avoid divergence in the calculation process, the variable density parameter in the working condition is first set to 0 kg/m2, and the working temperature is set to a temperature value similar to the inlet temperature and liquid steel temperature. Then, each parameter of the subrelaxation factor in the calculation control is reduced by 0.2, respectively. Finally, the initial turbulent kinetic energy and specific dissipation rate in the initialization are set to 0.01 before initialization. In the calculation process, the weighted average velocity of the interface between liquid protection slag and liquid steel is monitored. The convergence standard of other RMS residuals is 10−3, except that the residual and kinetic energy are 10−6. Combined with grid parameters, the initial step of the calculation is set to 0.0001, and one step is iterated 20 times. When the Courante number in the calculation process is stable, the time step is gradually increased to improve the calculation efficiency.
The physical property parameters involved in the simulation calculation are shown in the Table 1:

Table 1.
Simulation parameters of various physical quantities.
2.4. Model Algorithm in Simulation Computation
This paper mainly simulates the flow field and liquid surface fluctuation behavior of instantaneous turbulent flow in the mold. The large eddy simulation (LES) model of FLUENT was used to describe the turbulent flow in the mold. Meanwhile, the fluid volume (VOF) model was used to trace the interface between liquid steel and liquid protective slag in the mold in order to clarify the fluctuation of the liquid surface of the mold. Liquid steel flow can be regarded as unsteady and incompressible turbulent flow, and its governing equation is as follows [16,17,18]:
Momentum equation:
In the formula:
—fluid density, kg/m3;
—
—nodal coordinates;
—kinematic viscosity of fluid, m2/s;
—stress, Pa;
—axis direction.
Large eddy simulation (LES) is a computational method used to simulate fluid dynamics, which can simulate a much finer turbulent structure than the Reynolds mean method (RANS). LES uses a filter to filter out small-scale turbulent structures, leaving large-scale structures intact. In LES, the flow field is divided into large-scale and small-scale parts, in which the large-scale part is simulated and the small-scale part is processed by the model. The transport equation of LES and turbulence equation are as follows [19,20,21]:
Transmission equation of LES model:
The accuracy of large eddy simulation mainly depends on the selection of sublattice scale, which determines the role of unsolvable turbulence scale. In this study, the Smagorinsky–Lilly model was used to calculate turbulent viscosity.
In the formula:
—mixing length of sublattice, m;
—average deformation rate tensor, s−1.
In the formula:
—Karman constant;
—the closest distance to the wall, m;
—Smagorinsky constant.
The volume of fluid (VOF) model is a numerical method used in computational fluid dynamics (CFD) to simulate two-phase flows (e.g., gas–liquid and liquid–liquid). It is based on the volume fraction of the fluid, that is, the ratio of the volume of the fluid at a certain position to the total volume, to describe the distribution and interface morphology of two fluids. In the VOF model, fluid volume fraction is used as a scalar field to track the distribution of two fluids in the flow field. The position and shape of the interface between the two fluids can be determined by tracing the motion trajectories of fluids with different volume fractions while solving the fluid dynamics equation.
The advantage of the VOF model is that it can accurately simulate the interaction between two fluids, including the interface morphology, interface strength, physical quantities at the interface, etc. For the q phase, the following continuity equation [22,23,24] should be satisfied:
In the formula:
—the volume fraction of phase q;
—the density of phase q, kg/m3.
All phase volume fractions in the calculation process meet the following requirements:
When there are multiple phases in the calculation domain, the fluid density and viscosity in the calculation domain are calculated by the following formulas [25,26,27]:
3. Influence of Different Operating Parameters on Flow Field of Mold
The types and sources of inclusions at the crack were analyzed by means of large sample electrolysis and microscopic inclusions. It was found that more than 60% of inclusions at the crack contained K and Na elements, so it could be concluded that the surface inclusions were mainly caused by the involvement of mold protective slag. In order to control the occurrence of slag inclusion defects, the flow field characteristics of a section, different drawing speed and immersion depth were systematically studied using a numerical simulation method combined with the actual operating parameters of the mold under the current production situation of nonoriented silicon steel.
3.1. The Formulation of the Simulation Scheme
The Table 2 shows the simulation plan formulated in combination with the actual production operation parameters. In the actual production process, combined with the production characteristics of nonoriented silicon steel, four kinds of immersion depths and three kinds of matching pulling speeds are formulated for the mold with a section size of 950 mm × 230 mm. Therefore, a total of eight groups of simulation plans are formulated in combination with the actual situation on site. In the simulation process, the distribution characteristics of the steel flow field in the mold under different operating parameters, the slag interfacial slag entrapment behavior, the steel slag interfacial velocity distribution and the fluctuation height are used as the evaluation criteria to calculate the critical slag entrapment speed under different operating parameters, which provides theoretical guidance for the actual production.
Table 2.
Operating parameters used for simulation.
3.2. Simulation of Mold Flow Field Characteristics under Different Drawing Speeds
The Figure 2 shows the distribution of the molten steel flow field in the mold at the same immersion depth (120 mm) and at the same time under the conditions of different pulling speeds. It can be seen from the figure that the liquid steel first impacts the narrow edge of the mold after entering the mold from the water outlet. After the impact to the narrow edge, part of the liquid steel codified along the narrow edge of the mold to the direction of the liquid steel surface to form an upper circulation, and the other part of the liquid steel flowed down along the narrow edge to form a small range of lower circulation at the bottom of the mold. When the pulling speed is 1.0 m/min, the strength of the upper circulation is small, and the vortex center is close to the side of the water outlet. With the continuous increase of the pulling speed, the position of the jet impact on the narrow side of the mold continues to move upward, and the strength of the upper circulation continues to increase. At this time, the vortex center of the upper circulation continues to move toward the narrow side of the mold, and the eddy strength also continues to increase, resulting in a significant increase in the fluid velocity at the steel slag interface, aggravating the fluctuation strength of the steel slag interface.
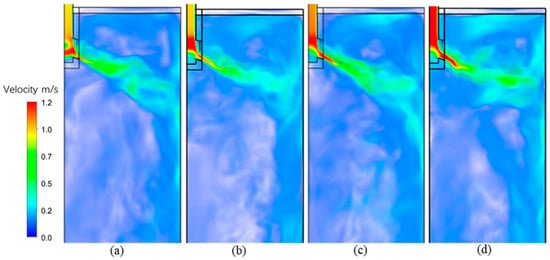
Figure 2.
Cloud chart of flow field distribution of molten steel in the mold under different casting speed conditions. (a)—1.0 m/min; (b)—1.1 m/min; (c)—1.2 m/min; (d)—1.3 m/min.
In order to describe more quantitatively the velocity variation law of steel slag interfaces and the fluctuation strength of the steel slag under the conditions of different drawing speeds, the central line velocity of the steel slag interface at the same time and at different drawing speeds is extracted. The extraction results are shown in the Figure 3. As can be seen from the figure, as the drawing speed of the mold increases from 1.0 m/min to 1.3 m/min, the maximum surface velocity at the steel slag interface increases from 0.13 m/s to 0.24 m/s, and the velocity curve presents a curve characteristic of being high in the middle and low at both ends. The overall velocity in the central region of the liquid surface of the steel slag is greatly increased, but a small range of sudden increases in the liquid surface velocity of the steel slag near the narrow edge of the mold indicates that a small range of eddy current is formed here, and with the increase of the pulling speed, the intensity of the eddy current is constantly enhanced, after which it is easy to generate convection in the central region of the slag interface, resulting in slag entrapment.
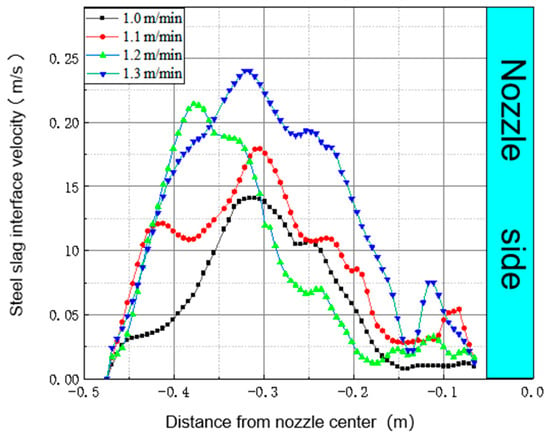
Figure 3.
Velocity distribution in the central area of the steel slag interface at different drawing speeds.
During the model calculation process, the slag entrapment situation was extracted and statistically analyzed under different pulling speed conditions and at different times (40 s, 45 s and 50 s). The results are shown in Figure 4. It can be seen from the figure that the steel slag interface of the mold is relatively stable and no slag entrapment occurs when the drawing speed is 1.0 m/min and 1.1 m/min. When the pulling speed increases to 1.2 m/min, abnormal fluctuations appear on the side near the narrow edge of the mold, resulting in convective flow between the upper reflux liquid steel and liquid steel near the water mouth of the mold. When the convective intensity increases to a certain level, a downward convex vortex will be generated. Coupled with the effect of negative pressure in the flow field, the enrolling strength of the vortex becomes larger and larger, causing the protection slag from the slag phase into the liquid steel. When the pulling speed is further increased to 1.3 m/min, the occurrence probability of vortex slag-rolling behavior is further enhanced, the amount of protective slag involved near the nozzle is significantly increased, the abnormal fluctuation of the liquid surface of steel slag near the narrow edge is intensified, and the interface of steel slag suddenly rises at a certain position and then goes deep into the liquid steel to form a certain range of fluctuating slag rolling when it suddenly falls.
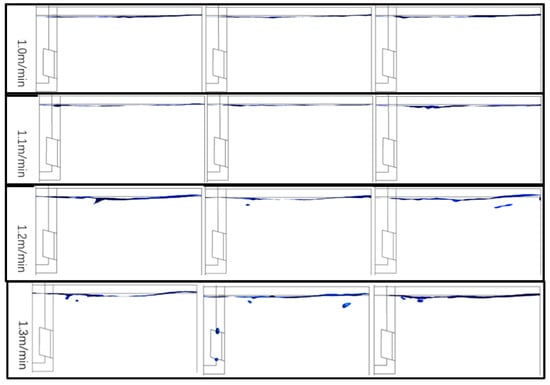
Figure 4.
Distribution of slag phase at the interface of steel slag under different casting speeds.
3.3. Analysis of Flow Field Characteristics of Mold under Different Insertion Depths
In the above analysis, it can be found that under the same conditions, when the drawing speed is increased to 1.2 m/min, the slag interface will have a slag entrapment trend. Therefore, this section analyzes the flow field characteristics of the mold under the conditions of the same drawing speed (1.2 m/min), same time and different nozzle insertion depths.
The Figure 5 shows the distribution cloud of the liquid steel flow field under the condition of different inlet insertion depths. You can see from the picture that under the same pulling speed, the increase of nozzle insertion depth makes the position of the narrow edge of the mold move down continuously. After measurement, as the depth of nozzle insertion increases from 110 mm to 150 mm, the distance between the impact point of the liquid steel main strand on the narrow surface and the interface of the mold steel slag is 212 mm, 221 mm, 261 mm and 282 mm, respectively. As the position of the impact point continues to move down, the impact distance of the main stream in the mold continues to increase, which indirectly leads to the energy of the main stream impacting on the narrow edge of the mold, which decreases with the increase in the depth of the nozzle. Therefore, with the increase of the nozzle insertion depth, the energy of the upper reflux formed by the upward return after the jet impinges on the narrow edge of the mold continues to decrease, resulting in the downward movement of the vortex center of the upper reflux and the decreasing strength of the upper reflux, thus reducing the fluctuation of the steel slag interface. Especially when the immersion depth increases to 150 mm, the upward return of the liquid steel is less, and the upper reflux strength is lower. The flow rate of molten steel in the lower reflux zone is very large, which easily leads to uneven melting of the protective slag.
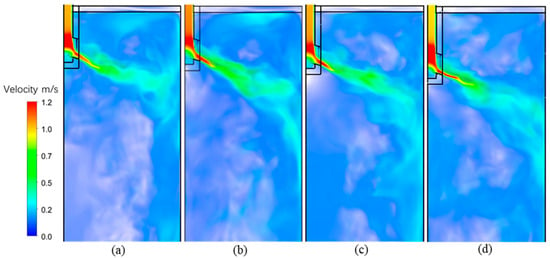
Figure 5.
Cloud chart of flow field distribution of liquid steel under different nozzle immersion depth conditions. (a)—110 mm; (b)—120 mm; (c)—130 mm; (d)—150 mm.
The Figure 6 shows the velocity distribution of the center line of the steel slag interface at the same time and under different immersion depths. It can be seen from the figure that the interface velocity curve of steel slag as a whole presents a change characteristic of first increasing and then decreasing. The maximum velocity area is mainly distributed at 150 mm from the narrow side of the mold, and the minimum velocity area is mainly distributed at the water mouth side. During the process of increasing the insertion depth of the nozzle from 110 mm to 130 mm, the centerline velocity of the steel slag interface showed a slight decrease overall with the increase of insertion depth, but the velocity distribution at the steel slag interface became extremely uneven. When the depth of the water inlet is 120 mm, the maximum velocity difference at the steel slag interface is 0.19 m/s, which can easily cause the phenomenon of slag entrapment at the steel slag interface. When the insertion depth of the water inlet is further increased to 150 mm, the centerline velocity of the steel slag interface significantly decreases, the overall velocity distribution of the steel slag interface becomes more uniform, and the velocity curve becomes smoother. Therefore, making changes within this immersion depth range can reduce the occurrence of slag entrapment.
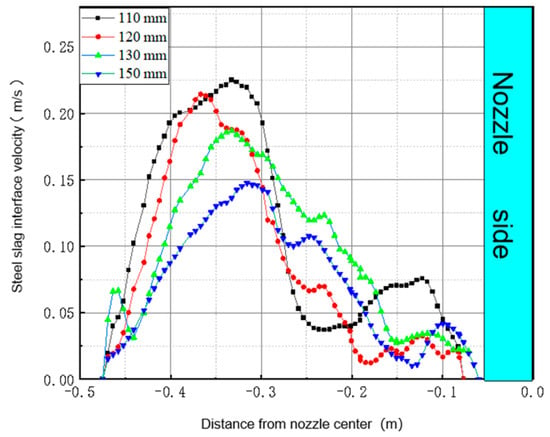
Figure 6.
Velocity distribution in the central area of the steel slag interface under different immersion depths.
As shown in Figure 7, the fluctuation height distribution diagram in the central region of the steel slag interface at the same time shows that the flow field distribution characteristics of the upper and lower circulation in the mold result in the fluctuation of the steel slag interface showing an approximate “S” shape. The side near the narrow edge of the mold fluctuates upward in the direction of air, forming a wave peak, while the side near the water outlet fluctuates downward in the direction of liquid steel, forming a trough. With the increasing nozzle insertion depth, the wave curve of the steel slag interface becomes more gentle, the wave trough near the narrow edge gradually decreases, and the wave height difference between the two sides of the steel slag interface also gradually decreases. When the nozzle insertion depth is changed in the range of 110–120 mm, the slag interface fluctuates more violently, and the wave near the narrow side of the mold reaches about 10 mm, which is very easy to cause the slag interface rolling phenomenon. However, when the immersion depth is changed in the range of 120–150 mm, the interface fluctuation of steel slag is significantly improved, and the fluctuation curve is gradually smoothed. Operation in this range can greatly reduce the occurrence of slag entrapment.
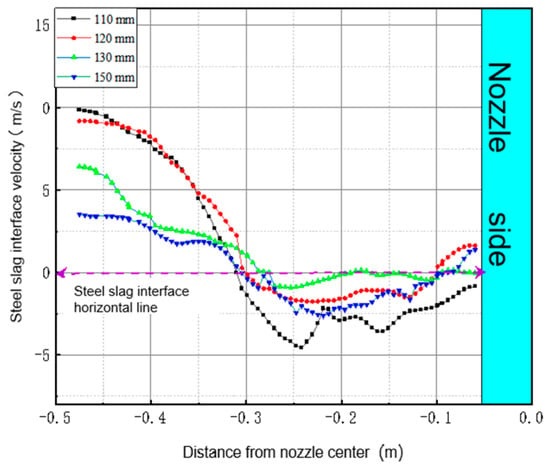
Figure 7.
Distribution of fluctuation height in the central area of the steel slag interface.
On the basis of the above analysis, in order to more intuitively reflect the slag entrapment condition of the mold steel slag interface under the same drawing speed and different immersion depth, the slag entrapment conditions at the steel slag interface at different drawing speeds and different times (40 s, 45 s and 50 s) were extracted. The result is shown in Figure 8. As can be seen from the figure, under the same pulling speed, when the water nozzle insertion depth is operated within the range of 110–120 mm, there is an obvious slag entrapment phenomenon at the steel slag interface. It can also be seen that due to the distribution characteristics of the upper circulation in the mold and the fluctuation characteristics of the steel slag interface, the protective slag layer on the steel slag interface near the nozzle is thicker, resulting in the formation of a relatively obvious vortex slag at 1/4 of the mold. This is consistent with the above analysis results, indicating that the unreasonable distribution of steel slag interfacial velocity and fluctuation will greatly improve the occurrence of slag entrapment.
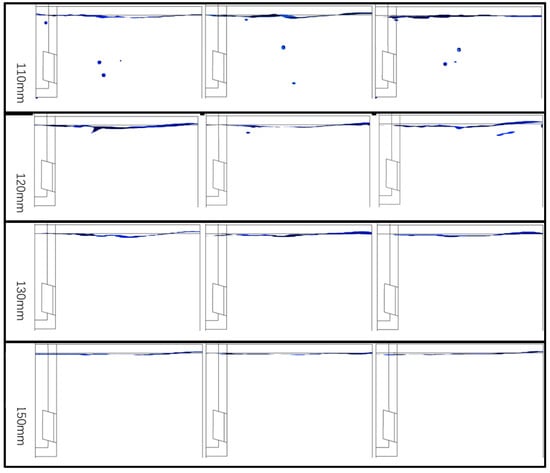
Figure 8.
Slag entrapment behavior in molds at different nozzle immersion depths.
When the nozzle insertion depth is greater than 120 mm, there is no obvious phenomenon of slag droplets being sucked into the liquid steel in the figure, the slag entrapment situation at the steel slag interface is significantly improved, and the steel slag interface becomes more gentle. When the immersion depth is 130 mm, although there is a certain fluctuation in the steel slag interface, the fluctuation is relatively gentle, and the distribution of protective slag on the steel slag interface is relatively uniform, and no obvious slag entrapment occurs. When the water nozzle insertion depth is 150 mm, the steel slag interface becomes more gentle, and the interface fluctuation is basically no longer visible under this condition. Although this effectively prevents the occurrence of the slag entrapment phenomenon, the interface of the steel slag is too smooth, and there is no certain activity that will affect the melting of the protective slag and the inflow of the narrow side, which is not conducive to the heat transfer and solidification of the liquid steel in the mold. If the water nozzle is inserted too deep, it will lead to the crystallization of nonmetallic inclusions with a floating distance that is too long, affecting the removal of inclusions. Therefore, under the current conditions, when the pulling speed is 1.2 m/min, the insertion depth of the water nozzle is controlled at about 130 mm, which can not only reduce the occurrence of the slag entrapment phenomenon, but also ensure that there is a certain degree of activity at the slag interface, which has a certain positive effect on improving the quality of the casting billet.
3.4. Determination of Critical Slag Drawing Speed
It can be seen from the above analysis results that under different processing conditions, the flow velocity distribution, fluctuation height and shape of steel slag interface are indicative of whether slag entrapment occurs in the mold. Therefore, in order to further establish the critical slag entrapment speed under the experimental conditions using the method of numerical simulation, this provides theoretical support for the actual production. Firstly, the interface characterization parameters of steel slag under different process parameters during the numerical simulation calculation were extracted and counted. The statistical results are shown in the table below.
As can be seen from the data in the Table 3, when the nozzle insertion depth remains unchanged at 120 mm, the maximum surface flow rate and wave height of the steel slag interface increase from 1.1 m/min to 1.2 m/min, and the proportion of slag entrapment liquid rapidly increases to 0.175%. When the pulling speed exceeds 1.2 m/min, the maximum surface flow rate and wave height increase. Although the maximum surface flow rate and wave height of the slag interface decreased, the proportion of slag entrapment liquid increased exponentially, indicating that when the pulling speed exceeded 1.2 m/min, more slag droplets in the mold began to be involved in the liquid steel, which then affected the quality of the casting billet. However, when the pulling speed remains unchanged at 1.2 m/min, the insertion depth of the water nozzle is continuously increased until it is increased to 130 mm, the interfacial flow rate and fluctuation height of the steel slag are greatly reduced, and the slag entrapment proportion is also reduced to 0%.
Table 3.
Characterization parameters of steel slag interface under different process parameters.
Based on the above statistical data, the distribution diagram of critical slag drawing speeds under different nozzle insertion depths is shown in the following Figure 9. As can be seen from the figure, when the critical slag entrapment speed increases from 1.0 m/min to 1.2 m/min, the nozzle insertion depth increases linearly with the critical slag entrapment speed; however, when the nozzle insertion depth exceeds 130 mm, the proportion of the increase in the critical slag entrapment speed begins to decrease, indicating that when the nozzle insertion depth exceeds 130 mm, the critical slag entrapment speed decreases. A further increase of the nozzle insertion depth has a lower effect on the critical slag drawing speed. Therefore, if you want to further increase the critical slag entrapment speed to 1.3 m/min, it is necessary to increase the nozzle insertion depth to 150 mm to reduce the occurrence of slag entrapment.
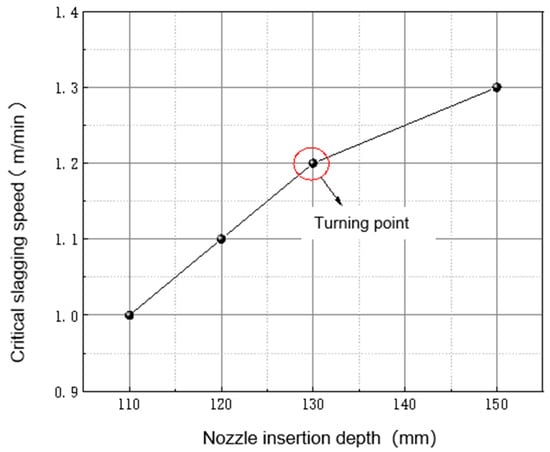
Figure 9.
Maximum pulling speed under different nozzle immersion depths.
4. Influence of Different Nozzle Angles on Slag Enrolling Behavior in Mold
It can be seen from the above analysis that under the condition of the existing production equipment, the optimal critical slag drawing speed can be reached by simply changing the production operation parameter (nozzle insertion depth), which is 1.2 m/min. In order to further improve the production efficiency without changing the existing production process and further increase the critical slag entrapment speed to 1.4 m/min, it is necessary to optimize the dip angle of the submerged nozzle. Therefore, according to the actual production requirements of steel mills, four kinds of immersion spout with inclination angles of 15°, 18°, 20°, 22° and 25° were selected as prototypes, and the LES/VOF model was used to further simulate slag entrapment behavior in the mold under different spout inclination angles.
The Figure 10 shows the contour simulation results of the steel slag interface in the mold under different dip angles at the same time. As can be seen from the figure, as the angle of the nozzle increases from 15° to 25°, the fluctuation amplitude of the steel slag interface is gradually gentler, and the fluctuation height difference between the two sides of the steel slag interface also gradually decreases. When the angle of the nozzle is changed in the range of 15°–20°, the maximum velocity area on the slag interface is mainly distributed in the range of 200 mm–400 mm from the nozzle side, and the velocity distribution is very uneven, while the distribution in the region with large velocity is more concentrated, which makes it easy to produce downward vortices on the slag interface and slag entrapment. However, when the nozzle inclination continues to increase to 22° and 25°, the velocity distribution of the slag interface becomes more uniform, and the velocity difference between the maximum and minimum velocity regions gradually decreases. Changes within the nozzle inclination range can not only reduce the occurrence of the slag entrapment phenomenon, but can also ensure that the slag interface has a certain activity, which is conducive to the melting of the protective slag.
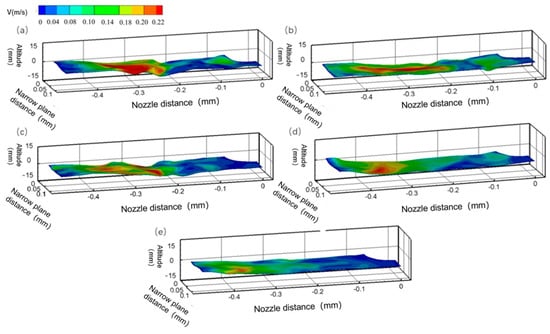
Figure 10.
Outline of steel slag interface under different nozzle angles. (a)—15°; (b)—18°; (c)—20°; (d)—22°; (e)—25°.
In order to more intuitively understand the slag enrolling situation at the steel slag interface in the mold under different nozzle inclination angles, the slag enrolling behavior in the mold under different nozzle inclination angles was simulated, and the results were shown in Figure 11: It can be seen from the figure that under the same pulling speed, when the nozzle angle is operated in the range of 15°–20°, the distribution of the slag layer is unreasonable due to the abnormal fluctuation of the slag interface; most of the protective slag is deposited on the narrow side of the mold, and the slag layer in the middle part of the slag interface is thin. However, the uneven velocity distribution on the steel slag interface directly leads to obvious slag entrapment behavior in the range of 200 mm–400 mm from the nozzle side, and the slag droplets are gradually sucked into the bottom of the mold. With the increasing angle of the nozzle, the slag entrapment condition at the steel slag interface is gradually improved. When the angle of the nozzle is increased to 25°, the distribution of protective slag on the steel slag interface is more uniform, and no obvious slag drops are involved in the deep steel.
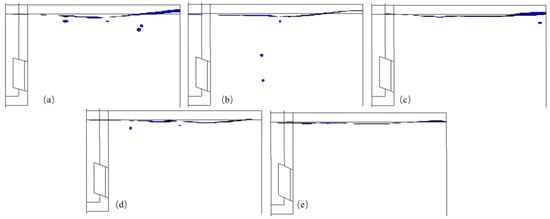
Figure 11.
Slag entrapment behavior in mold under different nozzle angles. (a)—15°; (b)—18°; (c)—20°; (d)—22°; (e)—25°.
In order to further study the characteristic state of the steel slag interface when slag entrapment behavior occurs, the interface characterization parameters of steel slag under different nozzle inclination angles were extracted. The results are shown in the Table 4. It can be seen from the data in the table that when the pulling speed is kept constant at 1.4 m/min, the abnormal fluctuation height of the steel slag interface is significantly improved when the dip angle of the water nozzle is increased from 15° to 20°, which is reduced from the initial 15.2 mm to 7.4 mm. The proportion of slag was also reduced from 0.376% to 0.015%. In the process of increasing the nozzle angle from 20° to 25°, although the maximum surface flow rate and fluctuation height decrease, the slag proportion decreases further. When the angle of the nozzle is 25°, the slag entrapment ratio is reduced to 0%, and the steel slag interface also ensures a certain activity.
Table 4.
Characterization parameters of steel slag interface under different inclination angles.
5. Industrial Verification Effect
In order to further verify the accuracy of the numerical simulation technology, the corresponding data are collected and analyzed in the industrial field. In the production process of nonoriented silicon steel, the slag inclusion rate and crack rate of casting billets under different technological conditions of the same steel grade, same production process, same furnace times and same pouring times are shown in the figure below. The optimized process is the process after limiting the depth (130 mm) and pulling speed (1.2 m/min) of the submerged water outlet. After the optimization of the nozzle, the production situation is optimized where the drawing speed is increased to 1.4 m/min after using the new water outlet (the angle of the water outlet is 25°).
From the Figure 12, it can be seen that after optimizing the process, the slag inclusion rate and crack rate of the continuous casting process of nonoriented silicon steel have decreased from the original 0.45% and 0.43% to 0.18% and 0.24%. After applying the new nozzle, the casting speed was further increased to 1.4 m/min. At this time, under the same conditions, the slag inclusion rate and crack rate of the billet were reduced to below 0.1% compared to before optimizing the nozzle. This indicates that the slag inclusion rate and crack rate of the billet have been further controlled. The industrial practice further confirms the accuracy of the numerical simulation results. The application of numerical simulation technology in industrial practice further provides theoretical guidance and technical support for practical production.
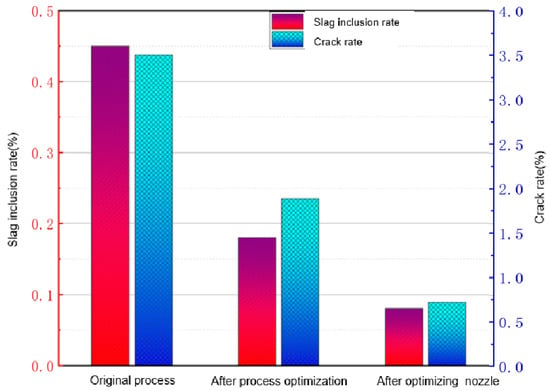
Figure 12.
Analysis of casting billet quality under different process conditions.
6. Conclusions
- (1)
- When the nozzle insertion depth remains unchanged at 120 mm, the maximum surface flow rate and wave height of the steel slag interface increase from 1.1 m/min to 1.2 m/min, and the proportion of slag entrapment liquid rapidly increases to 0.175%. When the pulling speed exceeds 1.2 m/min, more slag droplets in the mold begin to be sucked into the liquid steel. When the pulling speed remains unchanged at 1.2 m/min, the insertion depth of the water nozzle is continuously increased until it is increased to 130 mm, and the slag entrapment ratio is reduced to 0%.
- (2)
- Under the condition of the same pulling speed (1.2 m/min), when the water nozzle insertion depth is operated within the range of 110–120 mm, there is an obvious slag entrapment phenomenon at the steel slag interface. It can also be seen that due to the distribution characteristics of the upper circulation in the mold and the fluctuation characteristics of the steel slag interface, the protective slag layer on the steel slag interface near the water outlet is thicker, resulting in the formation of a relatively obvious vortex slag entrapment behavior at 1/4 of the mold.
- (3)
- Under the current conditions, when the pulling speed is 1.2 m/min, the insertion depth of the water nozzle is controlled at about 130 mm, which can not only reduce the occurrence of the slag entrapment phenomenon but also ensure that there is a certain activity at the steel slag interface.
- (4)
- When the critical slag entrapment speed increased from 1.0 m/min to 1.2 m/min, the nozzle insertion depth increased linearly with the critical slag entrapment speed, but when the nozzle insertion depth exceeded 130 mm, the increasing effect of further increasing the nozzle insertion depth on the critical slag entrapment speed began to decrease. Therefore, if you want to further increase the critical slag entrapment speed to 1.3 m/min, it is necessary to increase the nozzle insertion depth to 150 mm to reduce the occurrence of slag entrapment.
- (5)
- When the pulling speed is kept constant at 1.4 m/min, the abnormal fluctuation height of the slag interface is significantly improved when the angle of the nozzle is increased from 15° to 20°, which is reduced from the initial 15.2 mm to 7.4 mm. The proportion of slag was also reduced from 0.376% to 0.015%. When the angle of the nozzle is 25°, the slag entrapment ratio is reduced to 0%, and the steel slag interface also ensures a certain activity.
- (6)
- The numerical simulation results were applied to the industrial site. After the on-site data statistics, the slag inclusion rate and crack rate of the billet in the continuous casting process of nonoriented silicon steel were significantly improved after the optimization process. Especially after the application of the new nozzle, the drawing speed is further increased to 1.4 m/min, and the production efficiency is further improved under the same conditions, but the slag inclusion rate of the casting billet is reduced to less than 0.1%.
Author Contributions
Conceptualization, W.H. and Y.Z.; methodology, W.H.; software, W.H and C.Z.; validation, C.Z.; formal analysis, W.H.; data curation, W.H.; writing—original draft preparation, W.H. and C.Z.; writing—review and editing, W.H.; project administration, X.L.; funding acquisition, W.H. and C.Z. All authors have read and agreed to the published version of the manuscript.
Funding
National Natural Science Foundation of China (China); Funded person (Caijun Zhang); Funding number (57274313).
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Zhang, L.F.; Li, Y.L.; Ren, Y. Basic research on non-metallic inclusions in steel (II). Inclusion detection methods and thermodynamic basis of deoxidation. Iron Steel 2013, 48, 1–8. [Google Scholar]
- Barna, M.; Javurek, M.; Reiter, J. Simulation of mold level velocities during continuous casting of round bloom strands with mold-electromagnetic stirring. J. Iron Steel Res. 2012, 19, 884–887. [Google Scholar]
- Zhang, K.T.; Liu, J.H.; Cui, H. Effect of flow field on surface slag entrainment and inclusion adsorption in a continuous casting mold. Steel Res. Int. 2019, 91, 1900437. [Google Scholar] [CrossRef]
- Zhu, L.G.; Zhang, L.M.; Xiao, P.C.; Zheng, Y.H.; Jiang, Z.Y.; Zhao, J.P. Analysis and Control of Slag Inclusion Defects in Low Carbon Steel Plate Billets. Contin. Cast. 2020, 45, 36–40. [Google Scholar]
- Liu, J.W. Analysis and Prevention of Slag Inclusion on on the Surface and Subcutaneous Surface of Billet. Contin. Cast. 2013, 90, 32–34. [Google Scholar]
- Wang, Z.G.; Li, M.Y.; Ma, Y.H. Analysis and control of slag inclusion defects on the surface of low-carbon and low silicon aluminum killed steel hot rolled coils. Hebei Metall. 21 May 2015. [Google Scholar]
- Hou, G.T. Characteristics and Preventive Measures of Inclusion and Scarring Defects Caused by Immersion Water Nozzle Nodulation. Met. World 2015, 21, 39–45. [Google Scholar]
- Chen, W.J. Research on Surface Slag Inclusion Defects of Continuous Casting Billets. Baosteel Technol. 2017, 45–48. [Google Scholar]
- Lu, Q.T.; Yang, R.G.; Wang, X.H. A study on slag entrapment in slab continuous casting mold and its influencing factors. Iron Steel 2006, 16, 29–32. [Google Scholar]
- Li, B.K.; Li, D.H. Water model observation and numerical simulation of eddy current phenomenon in continuous casting mold. J. Met. 2002, 38, 315–320. [Google Scholar]
- Liu, Z.; Sun, Z.; Li, B. Modeling of quasi-four-phase flow in continuous casting mold using hybrid Eulerian and Lagrangian approach. Metall. Mater. Trans. B 2017, 48, 1248–1267. [Google Scholar] [CrossRef]
- Qianz, D.; Wuy, L. Large eddy simulation and control of eddy current phenomenon in continuous casting mold. J. Met. 2004, 40, 88–93. [Google Scholar]
- Gan, M.; Pan, W.; Wang, Q.; Zhang, X.; He, S. Effect of exit shape of submerged entry nozzle on flow field and slag entrainment in continuous casting mold. Metall. Mater. Trans. B 2020, 51, 2862–2870. [Google Scholar] [CrossRef]
- Seshardri, V.; Arruda, J.D.; Arruda, A.A.F.; da Silva De Souza, S.; Da Silva, C.A.; Da Silva, I.A. Analysis of turbulence at the metal/slag interface in the meniscus region of a continuous casting mold through physical and mathematical modelling. In Proceedings of the 7th International Symposium on High-Temperature Metallurgical Processing, Nashville, TN, USA, 14–18 February 2016; Springer: Cham, Switzerland, 2016; pp. 519–526. [Google Scholar]
- Maurya, A.; Kumar, R.; Jha, P.K. Simulation of electromagnetic field and its effect during electromagnetic stirring in continuous casting mold. J. Manuf. Process 2020, 60, 596–607. [Google Scholar] [CrossRef]
- Jin, X.; Meng, Z.Y.; Ren, T.Z.; Liu, Z.-W. Liquid level fluctuation in continuous casting mold based on turbulent jet theory. Steel 2017, 52, 42–48. [Google Scholar]
- Zhang, Z.N.; Wang, Z.Y.; Liu, H.; Gao, Y.; Li, H.; Sun, B. Experimental study on entrained droplets in vertical two-phase churn and annular flows. Int. J. Heat Mass Transf. 2019, 138, 1346–1358. [Google Scholar] [CrossRef]
- Sun, Y.H.; Wei, Y.H.; Cai, K.K. Experimental study on slag entrapment phenomenon in wide slab continuous casting mold. Steel 2007, 31, 33–52. [Google Scholar]
- Bai, H.; Thomas, B.G. Effects of clogging, argon injection, and continuous casting conditions on flow and air aspiration in submerged entry nozzles. Metall. Mater. Trans. B 2001, 32, 707–722. [Google Scholar] [CrossRef]
- Zhou, Q.Y.; Zhu, T.H.; Zhang, L.F.l. Large eddy simulation study on the quantitative effect of non-stationary casting on mold slag entrapment during continuous casting. Iron Steel 2022, 29, 1–13. [Google Scholar] [CrossRef]
- Deng, Y.K.; Zhang, Y.B.; Wang, Q.Q.; Wang, Q. Study of mold oscillation parameters and modes on slag lubrication in slab continuous casting. J. Miner. Met. Mater. Soc. 2018, 70, 2909–2916. [Google Scholar] [CrossRef]
- Cai, D.X.; Wang, W.L.; Zhang, L.; Zhang, C. A comparison study on viscosity and heat transfer property of fluorine-bearing and fluorine-free mold flux for casting silicon steel. J. Iron Steel Res. Int. 2019, 26, 385–392. [Google Scholar] [CrossRef]
- Qi, L.I.; Zhang, L.F.; Wei, C.; Wang, Y.; Zhao, Z.; Zhang, J. Large eddy simulation on the multiphase fluid flow and slag entrainment in a continuous casting mold with electromagnetic stirring. J. Eng. Sci. 2022, 44, 690–702. [Google Scholar]
- Huixiang, Y.; Jiongming, Z.; Wanjun, W.; Xinhua, W.; Zhenya, Y.; Lixin, Y. Numerical simulation of the effect of outlet velocity of submerged nozzle on mold flow field in slab continuous casting. J. Beijing Univ. Sci. Technol. 2002, 24, 492–496. [Google Scholar]
- Ren, L.; Zang, L.F.; Wang, Q.Q.; Zhao, X. Research on the flow behavior of molten steel in slab continuous casting mold based on PIV technology. J. Eng. Sci. 2016, 38, 1393–1403. [Google Scholar]
- Zhao, P.; Li, Q.; Kuang, S.B.; Zou, Z. Mathematical modeling of liquid slag layer fluctuation and slag droplets entrainment in a continuous casting mold based on VOF-LES method. High Temp. Mater. Process 2017, 36, 551–565. [Google Scholar] [CrossRef]
- Jowsa, J.; Bielnicki, M.; Cwudzinski, A. Physical and numerical investigations of mold flux entrainment into liquid steel. Arch. Metall. Mater. 2016, 61, 2043–2049. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).